Traduci questa pagina:
Comunicati stampa Sensor Instruments
20.06.2024
19.06.2024
20.10.2023
11.10.2023 (Inglese)
01.09.2023 (Inglese)
24.08.2023
18.08.2023
22.08.2022
Articolo tecnico in Kunststoffe International 06/2022
26.07.2022
Articolo tecnico in Kunststoffe International 05/2022
(Categoria: Measuring Technology - Compounding & Recycling)
| Come si può determinare lo spessore di uno strato di vernice tra due pellicole di PET?
Quattro coppie di pellicole di PET di diversi spessori dello strato di vernice tra le due pellicole di PET (10µm, 20µm, 50µm e 80µm) sono state analizzate con il metodo a luce trasmessa MIR. Sul lato del ricevitore, erano disponibili due gamme di lunghezze d'onda con lunghezza d'onda centrale di 2,95µm e 3,90µm (SPECTRO-M-2-2.95/3.90). La distanza tra la pellicola di PET e il trasmettitore MIR era pari a circa 20 mm. Con questo metodo di misurazione è stata studiata anche la presenza di uno strato di silicone su una pellicola di plastica trasparente, con il risultato che anche questo strato può essere rilevato ottimamente. |
   SPECTRO-M-15-T (sorgente luminosa) + SPECTRO-M-2-2.95/3.90 (ricevitore) |
19.06.2024
| Misura di quantità erogate molto basse in aree pericolose
Per le applicazioni a basso tasso di erogazione, una soluzione basata sul principio della luce riflessa è la prima scelta. Poiché la maggior parte di queste applicazioni avviene in aree pericolose, un sistema in fibra ottica è la scelta preferita. Per queste applicazioni, solitamente il getto nebulizzato non è più visibile a occhio nudo. Con il frontend a fibre ottiche ABL-V-ARRA-KL-M18-XL-A3.0 in combinazione con l'elettronica di controllo SPECTRO-T-1-FIO-R/R, è possibile determinare in modo affidabile sia la presenza che la densità del getto nebulizzato a partire da una distanza di 60 mm tra il frontend e il getto. |
 SPECTRO-T-1-FIO-R/R (elettronica di controllo) + ABL-V-ARRA-KL-M18-XL-A3.0 (frontend a fibre ottiche) |
20.10.2023
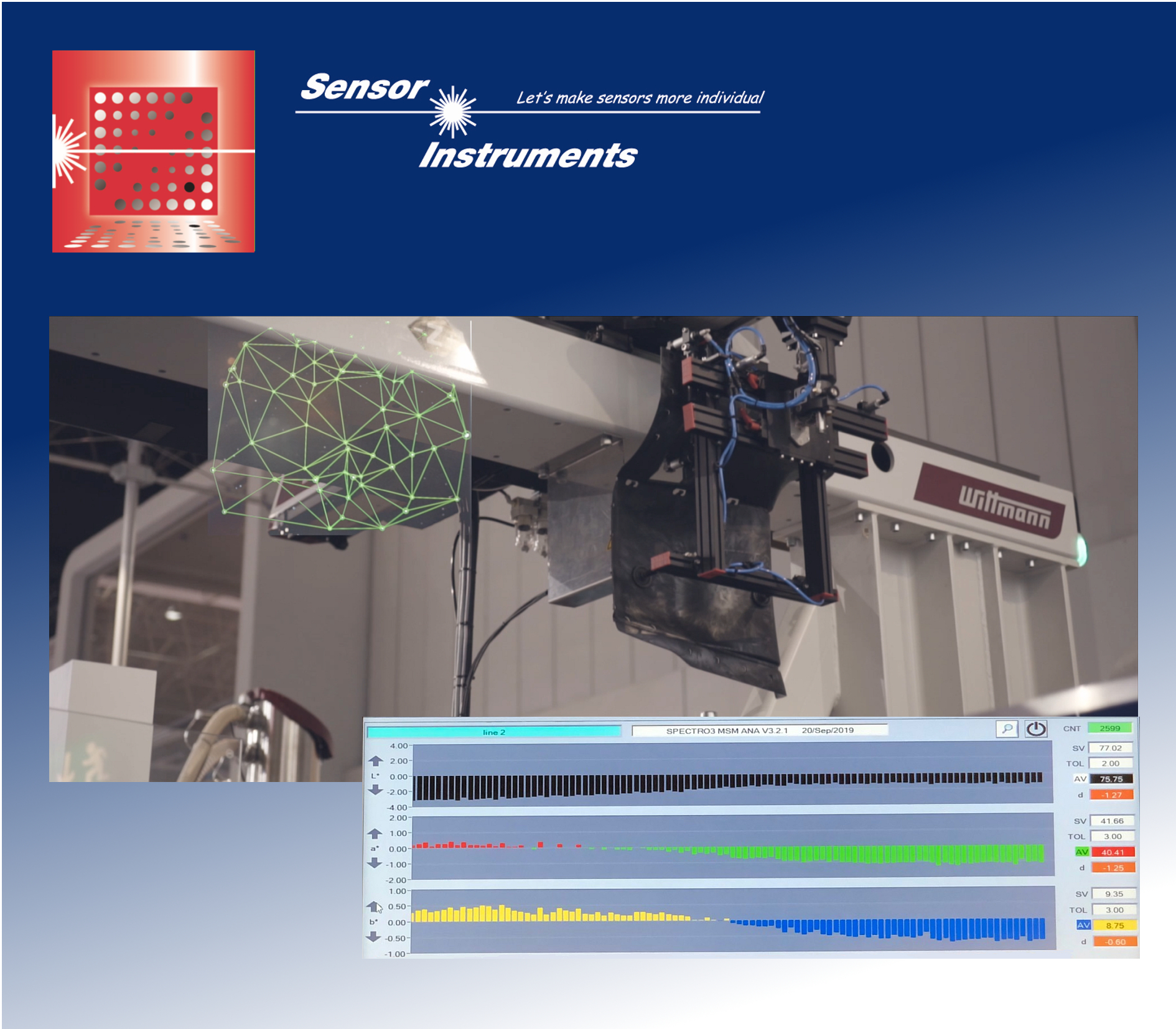
| Il software Windows® SPECTRO3 MSM DOCAL Scope consente la calibrazione in linea dei sensori di colore in vari modi, di seguito illustrati in dettaglio.
Calibrazione con le schede cromatiche RAL per le materie plastiche L'azienda RAL GmbH, Bonn, offre circa 300 diverse schede cromatiche per materie plastiche, misurati con il metodo d/8°. I valori L*a*b* corrispondenti sono annotati su ogni busta allegata alla scheda cromatica per materie plastiche. Inoltre, per le schede cromatiche per materie plastiche RAL, che possono essere richieste all'azienda Sensor Instruments GmbH, il rispettivo valore L*a*b* risultante dalla misurazione a 45°/0° viene registrato sia sulla scheda cromatica per materie plastiche RAL che sulla busta, e viene inoltre assegnato un numero a 5 cifre. Sensor Instruments inserisce continuamente un numero di 5 cifre insieme al valore cromatico L*a*b* misurato sulla scheda cromatica per materie plastiche RAL in un file di calibrazione per le nuove schede cromatiche per materie plastiche RAL da misurare. Durante il processo di calibrazione, è necessario presentare al sistema di sensori solo le schede cromatiche per materie plastiche RAL da calibrare e inserire nel software il numero a 5 cifre corrispondente. In questa modalità di calibrazione, vengono utilizzate come riferimento solo le schede cromatiche per materie plastiche RAL, il che consente di confrontare i risultati delle misurazioni in modo indipendente dal luogo in cui si trovano, ad esempio nelle aziende con diverse sedi, poiché in questo caso non è necessario fare riferimento ai colorimetri portatili. Calibrazione con placchette cromatiche stampate a iniezione e materiali riciclati In molti casi, tuttavia, è proprio questo riferimento a colorimetri manuali o di laboratorio esistenti che è auspicato, in quanto rende più facile il confronto dei valori misurati tra la produzione e il laboratorio. Il riferimento ai colorimetri manuali già in funzione con il software SPECTRO3 MSM DOCAL Scope è spiegato in dettaglio qui di seguito. Oltre ai sistemi colorimetrici in linea, Sensor Instruments offre anche dispositivi da laboratorio che funzionano esattamente secondo la stessa procedura e dispongono di sensori identici. Sono disponibili sia sistemi che misurano attraverso un vetro spia sia dispositivi che guardano direttamente il riciclato da misurare. Misurazione del colore in linea con SPECTRO-3-0°/45°-MSM-INLINE-ANA e strumento di laboratorio abbinato SPECTRO-3-0°/45°-MSM-CMU In entrambi i casi, la calibrazione può essere eseguita direttamente sul riciclato, mentre i valori di riferimento L*a*b* sono determinati utilizzando placchette stampate a iniezione ricavate dallo stesso lotto di riciclato di cui dispongono i dispositivi da calibrare. I valori di riferimento L*a*b* sono determinati sulla base delle placchette stampate a iniezione utilizzando i colorimetri manuali o di laboratorio disponibili nelle rispettive aziende. Misura del colore in linea utilizzando uno SPECTRO-3-FIO-MSM-ANA-DL in combinazione con un front-end KL-D-0°/45°-85-1200-D-S-A3.0-VIS e lo strumento di laboratorio SPECTRO-3-0°/45°-MST corrispondente Anche in questo caso, le placchette stampate a iniezione forniscono i valori cromatici di riferimento L*a*b*. Il front-end ottico viene puntato direttamente sul riciclato a una distanza di 85 mm. Il riciclato disponibile durante la calibrazione viene utilizzato anche per produrre le placchette stampate a iniezione. Le placchette stampate a iniezione e il riciclato provengono quindi dallo stesso lotto. Quando si esegue la calibrazione con lo strumento di laboratorio SPECTRO-3-0°/45°-MST, si raccomanda di spostare il vassoio di raccolta del riciclato in direzione x, y durante il processo di calibrazione, mantenendo la stessa distanza dal front-end del sensore, in modo da compensare la posizione casuale dei pellet. Questo avviene in linea trasportando i pellet su un trasportatore vibrante. Il flusso di riciclato assume una velocità tipica compresa tra 50 mm/s e 100 mm/s. Durante un processo di calibrazione della durata di 30 secondi, ad esempio, il flusso di riciclato si sposta di 1,5 m - 3 m, ovvero questa distanza di misurazione viene mediata durante il processo di calibrazione. Il risultato della misurazione è quindi preciso e indipendente dalla posizione casuale dei granuli. Anche le vibrazioni, che mettono occasionalmente i pellet in risonanza e quindi li fanno "rimbalzare", possono essere ampiamente compensate durante il processo di misurazione con una durata di pochi secondi. Uno dei fattori decisivi è l'ampia dimensione dello spot luminoso, con un diametro di circa 20 mm, che consente di ottenere una media ottica su un gran numero di pellet anche da fermi. |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Sistema di misurazione del colore in linea)  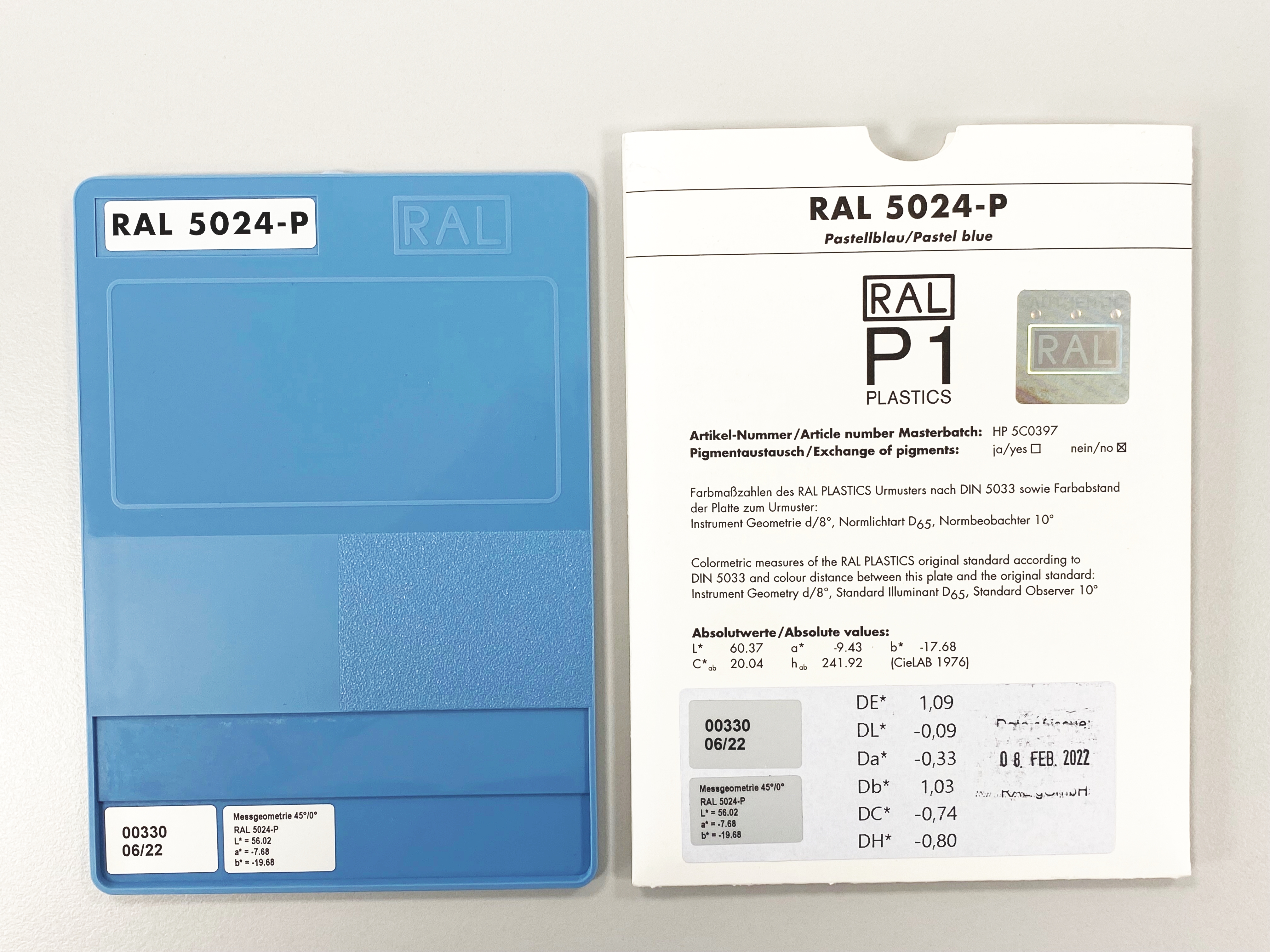 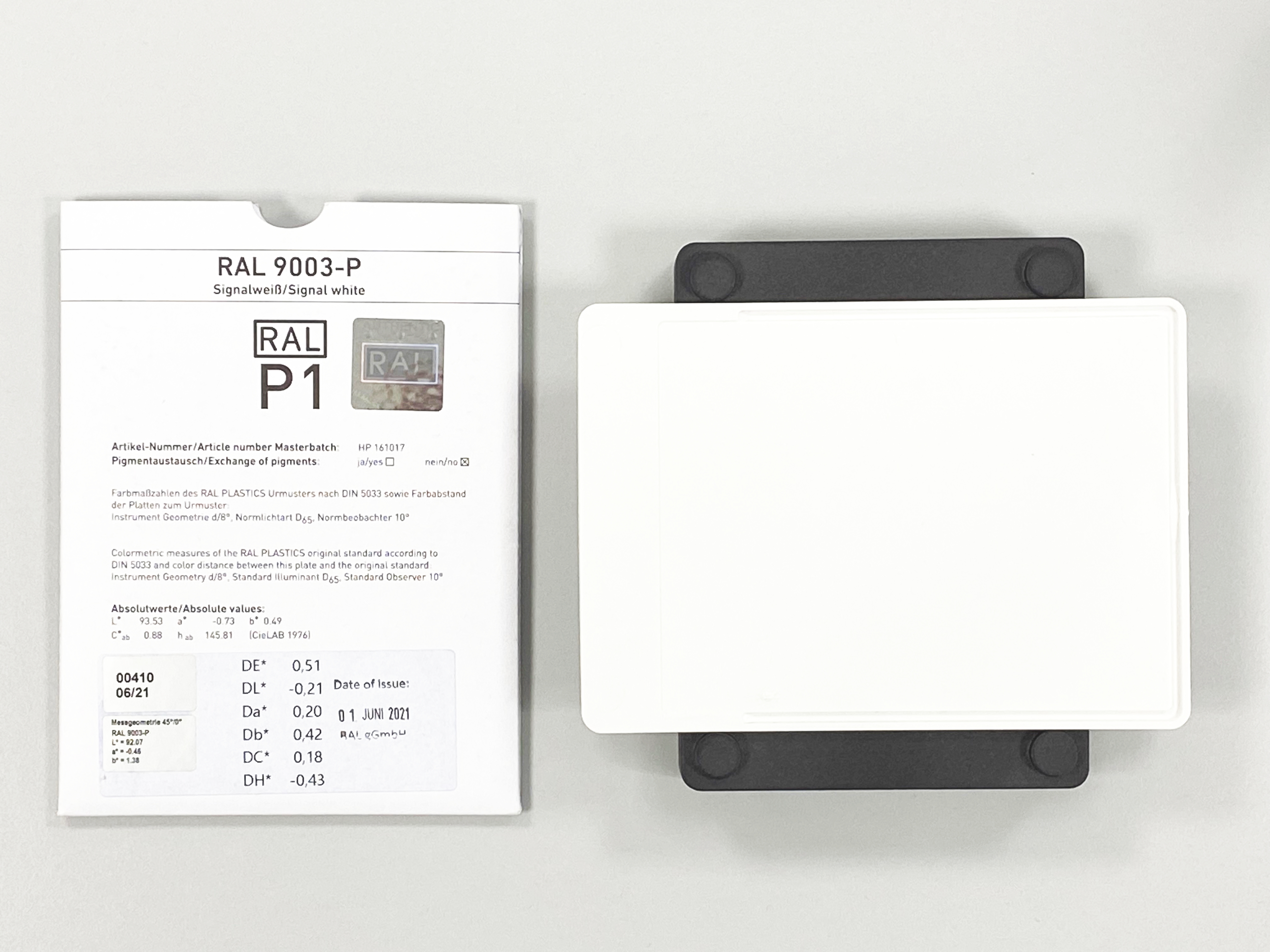 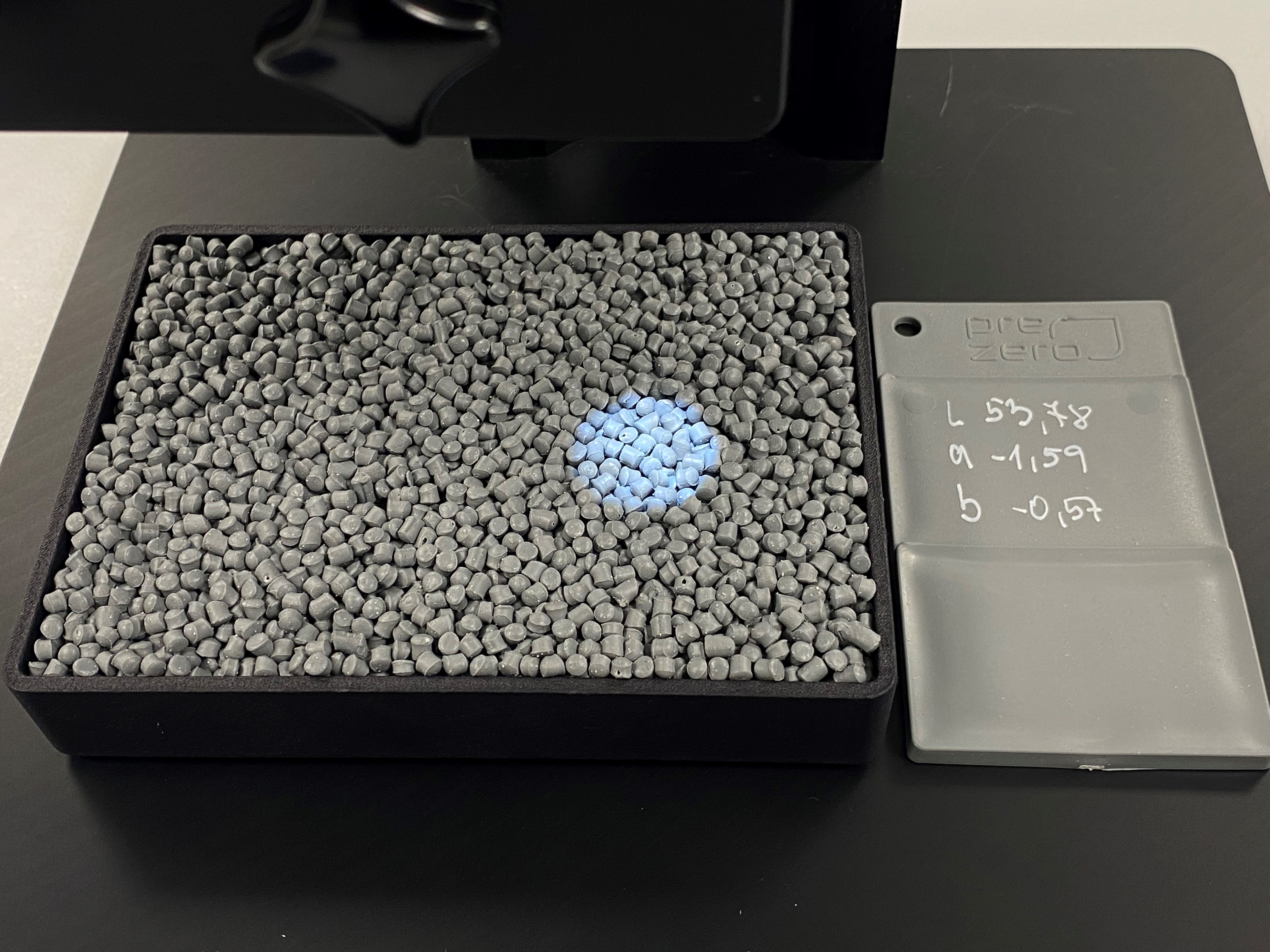 Calibrazione con le schede cromatiche RAL per le materie plastiche o con placchette cromatiche stampate a iniezione e materiali riciclati 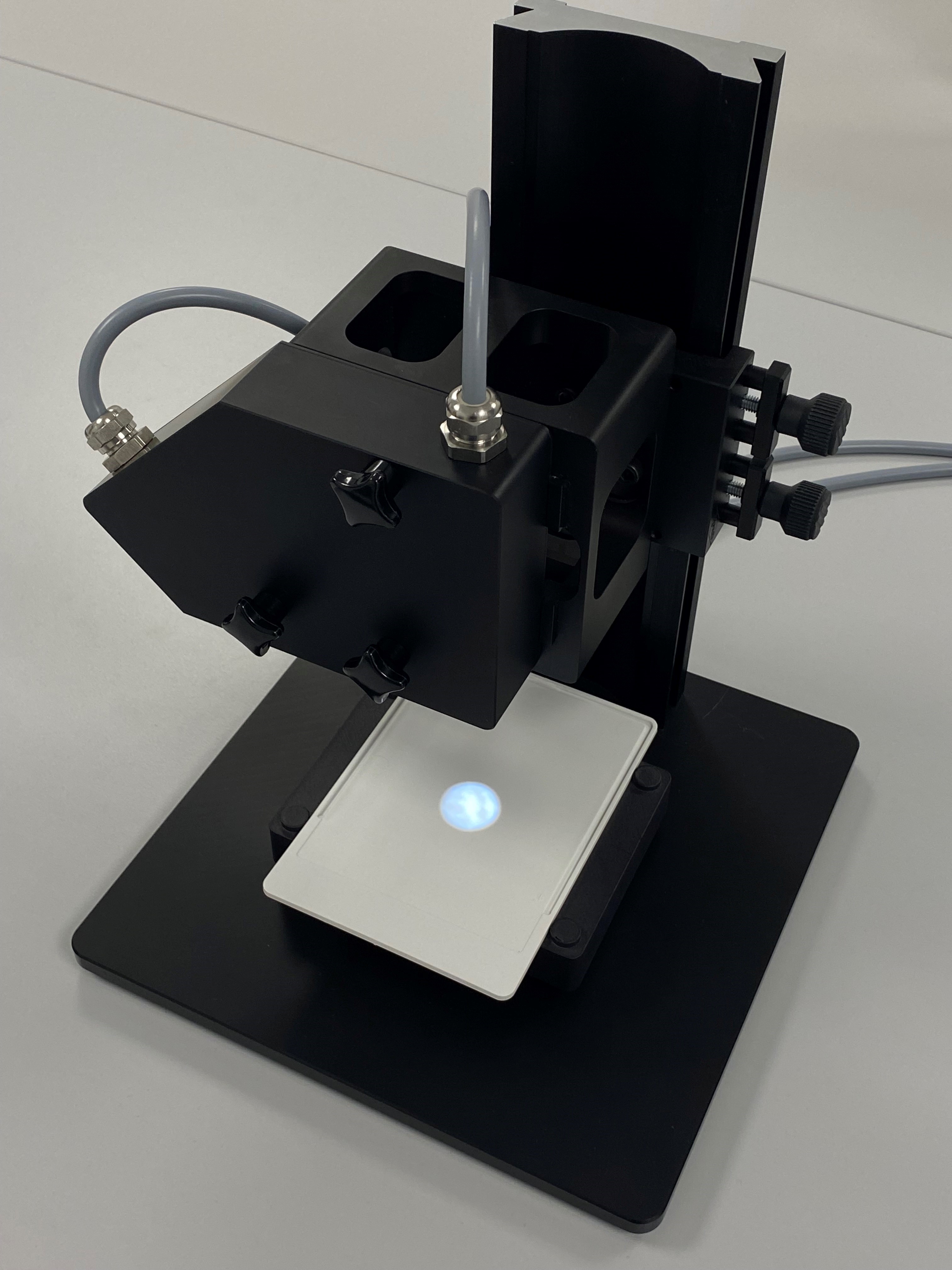 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Sistema di misurazione del colore in linea) 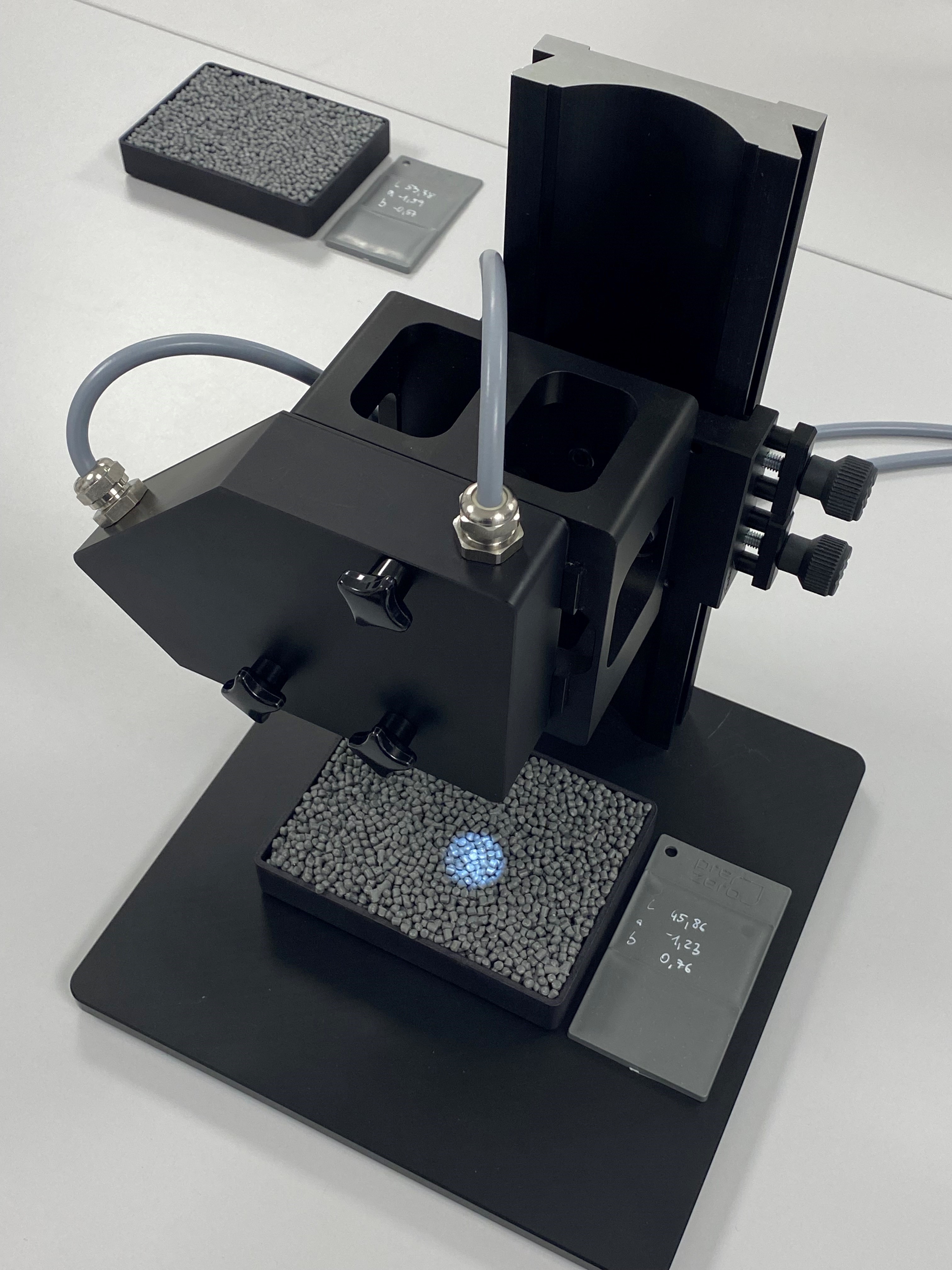 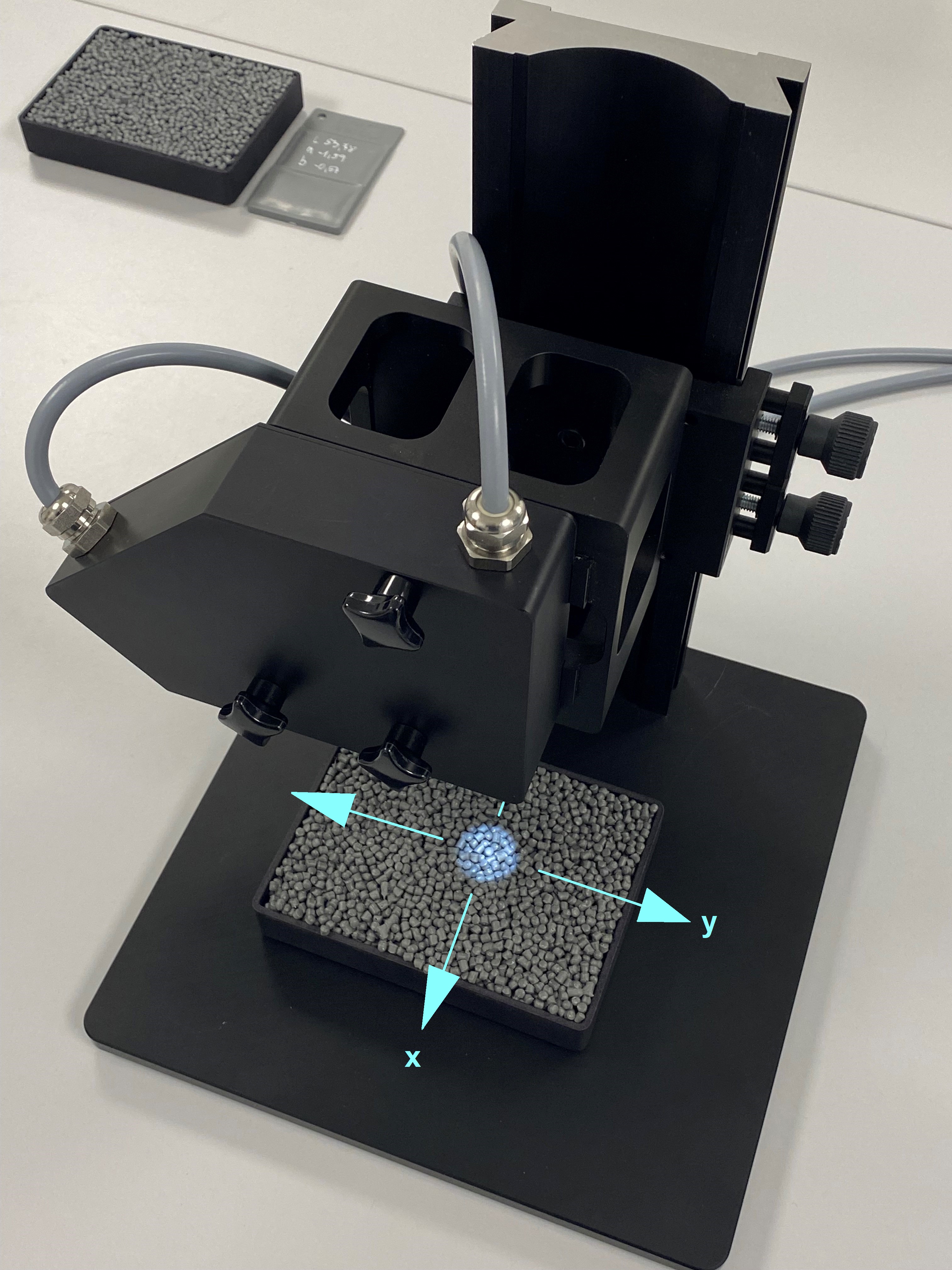 |
11.10.2023 (Inglese)
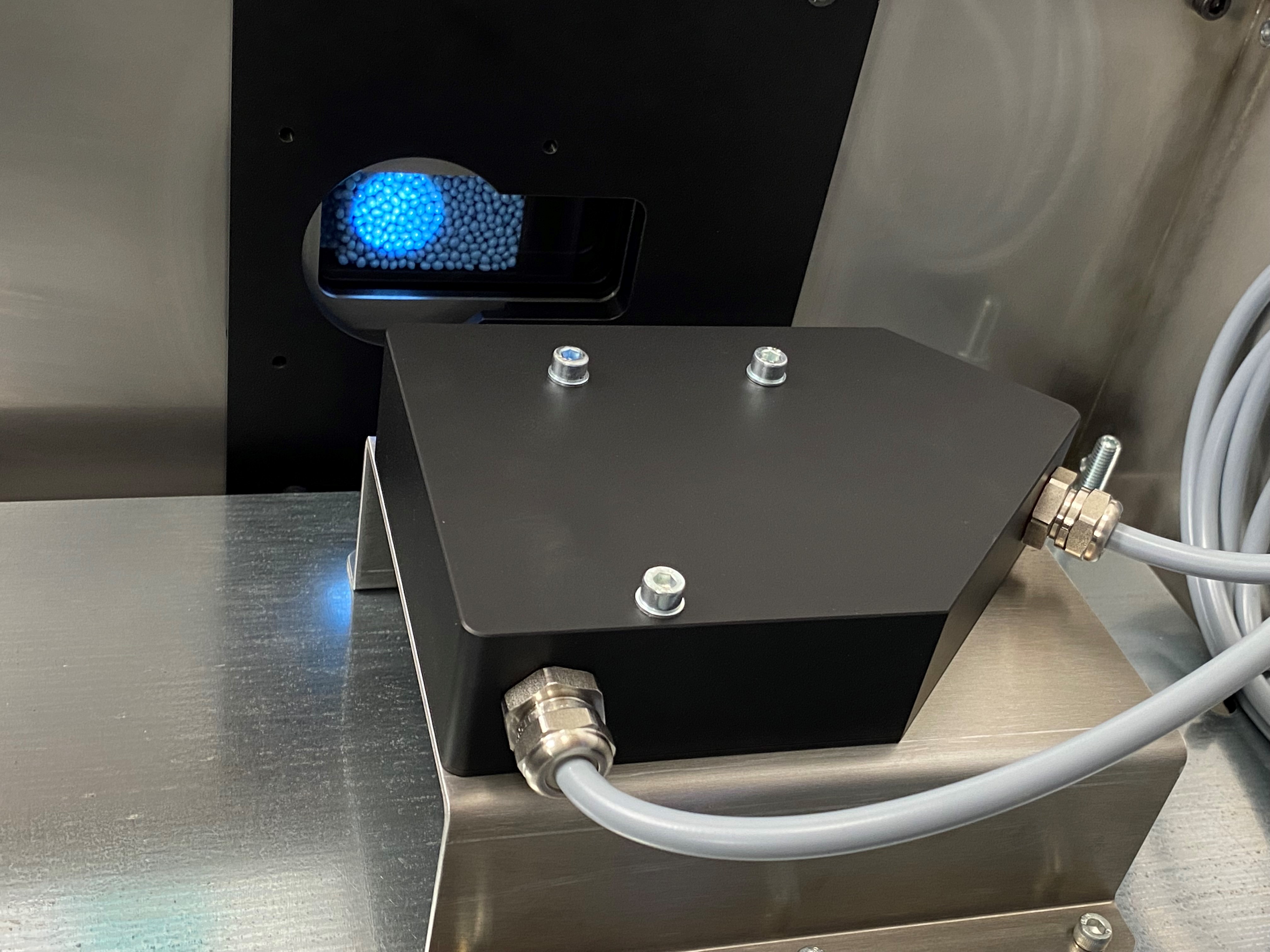
| The increasing use of recyclates in the plastics industry means that efficient product control is assuming ever-greater importance. Whilst laboratory-based random quality control was sufficient in the past, the industry is increasingly considering the deployment of 100% control, especially in terms of the color gradient. Sensor Instruments has launched a number of inline systems to perform this function. Providing production staff with information about recyclate production at a very early stage, this covers not only the trend in the color of the recyclates, but the color of the recyclates in combination with their temperature, whilst monitoring the product flow level. The product flow level is important for exact determination of the recyclate color, whilst also providing timely information about a possible blockage of the sieve immediately after the vibrating feeder. The data is also made available for quality assurance via a digital-serial interface (Ethernet).
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline color measurement system) |
01.09.2023 (Inglese)
| While downcycling of plastic products still predominated in the past, the form of recycling in which the reused plastic is put to the same or a comparable use is now becoming increasingly important. This in turn means considerable additional technical effort in separating and sorting the items delivered to the recycling plant throughout the recycling process. After separation of as many non-plastics as possible, for example by means of metal separators and wind separation, sorting is currently primarily by color (color sorting systems) and type of plastic (NIR cameras). Despite pre-sorting, where mainly whole articles are checked, as well as post-sorting (after shredding the plastic articles and subsequent washing) of the plastic particles known as flakes, it is not possible to achieve 100% grade purity. Certain variations in color must also be expected. In order to allow unrestricted use of the recyclates produced in this way, they must be checked for purity before the next processing step, at the very latest immediately before extrusion. Typically, this could be done by a metering system equipped with appropriate sensors.
|
 Color Plastic type Marker   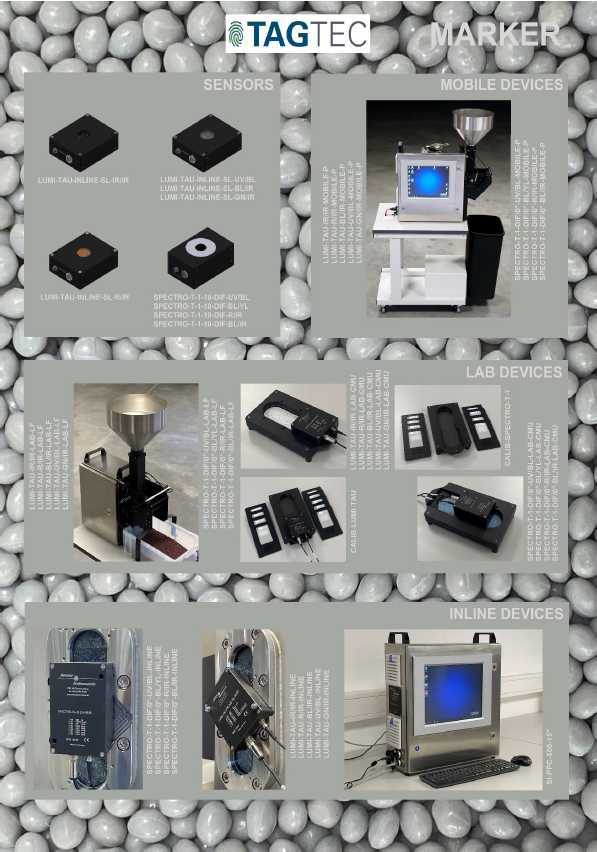 |
24.08.2023
| A volte “seguire” può avere un senso. Ad esempio, seguire la propria coscienza o un consiglio sincero degli amici. Seguire Instagram o LinkedIn? Naturalmente, si può essere discordi su questo. Il mainstream? "Certo, "Tutto va bene, ma non ovunque; solo non sempre, solo non per tutti" (liberamente tratto da Novalis) Noi di Sensor Instruments preferiamo affrontare un percorso individuale; ma proprio per questo motivo, ogni tanto “seguire” ha senso: i colori, ad esempio.
I nostri stimati concorrenti sono stati molto attivi negli ultimi tempi nell’ambito dei colori dei riciclati. Ormai, non c'è quasi azienda del settore del riciclaggio delle materie plastiche che non abbia in laboratorio uno degli strumenti portatili per la misurazione del colore di detti riciclati. Senza alcun dubbio, questi strumenti svolgono il proprio compito, con la facilità d'uso che ci si aspetta, a un prezzo accessibile e in modo preciso. Preciso? ► Comunicato stampa (Word/pdf) |
 Sistemi di misurazione del colore |
18.08.2023
| Qual è il modo migliore per monitorare il mio prodotto durante il suo ciclo di vita?
Il pass di prodotto digitale di R-Cycle, chiamato in breve DPP, ne fornisce una base eccellente. Grazie al DPP, i dati inerenti al prodotto e al riciclaggio possono essere interrogati in modo semplice. Il DPP può essere letto con diversi codici: con un codice QR o tramite watermark digitali, applicabili al prodotto in forma di manicotti o etichette oppure incisi al laser nello stampo a iniezione quale codice 3D. Differentemente dai watermark digitali che sono a prova di copia, un codice QR può essere facilmente imitato. Tuttavia, in combinazione coi masterbatch TAGTEC di Gabriel-Chemie un codice QR può essere classificato come "sicuro". I masterbatch TAGTEC di Gabriel-Chemie contengono una ricca selezione di diversi marcatori foto-eccitabili che possono essere rilevati grazie alla speciale tecnologia opto-sensorica di Sensor Instruments. I prodotti con marchio TAGTEC hanno dimostrato di essere a prova di manomissione e, soprattutto, grazie alle possibilità offerte da un DPP è possibile effettuare un monitoraggio durevole e affidabile della catena di fornitura. ► Comunicato stampa (Word/pdf) |
 |
22.08.2022
Articolo tecnico in Kunststoffe International 06/2022
(Categoria: Materials - Additives)
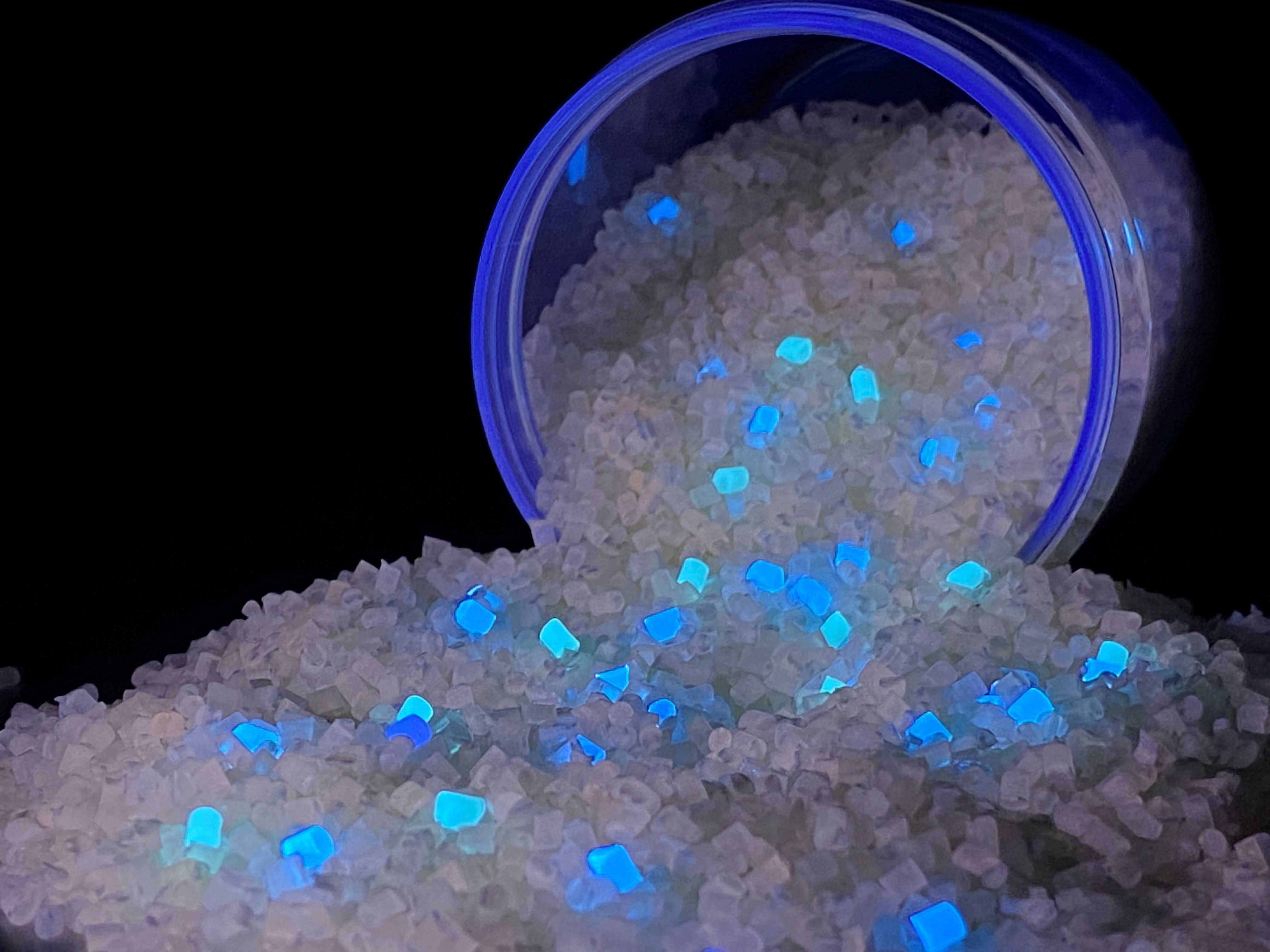
| Holy Grail Improved Sorting of Plastic Waste with Luminescent Pigments
The HolyGrail 2.0 Initiative aims to improve the sorting of plastic waste. For this purpose, digital watermarks containing information on packaging type, material, and usage will be applied on products. However, the method also has certain drawbacks. Here, luminescent pigments provide an alternative that is permanent and can withstand several processing cycles. ► Specialist articel on en.Kunststoffe.de |
 Sistemi di imaging LUMI-STAR-INLINE LUMI-STAR-INLINE-R/IR Rivelatori inline LUMI-TAU-INLINE LUMI-TAU-INLINE-SL-R/IR |
26.07.2022
Articolo tecnico in Kunststoffe International 05/2022
(Categoria: Measuring Technology - Compounding & Recycling)
| Ensuring Color Consistency of Recycled Materials The mass of recyclable plastic waste has been growing steadily for years. This is mainly the result of technical advances made in both processing and sorting. At the same time, the recycling targets set by the EU are piling more and more pressure on companies to increase the amount of recycled plastics in their products. This in turn is raising the requirements imposed on the recycled materials themselves. Aside from the nature of the polymer and the previous application, the color of the recycled material is important.
► Specialist article on en.kunststoffe.de |
 Sistemi di misura da laboratorio SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
20.06.2022
| Dal punto di vista dell'ingegneria di processo, è relativamente facile mantenere costante il valore cromatico di un imballaggio quando si utilizza granulato plastico vergine, poiché il processo di omogeneità del colore è abbastanza ben padroneggiato dai produttori di masterbatch. Unità di dosaggio tecnicamente sofisticate mescolano masterbatch e granulato di base nel rapporto ottimale determinato empiricamente. Le minime differenze di colore da una confezione all'altra non sono quindi più visibili a occhio nudo. Il termine dE (distanza tra due valori di colore nello spazio di colore L*a*b*) usato in ambito professionale è inferiore a 1.
Con l'aiuto della selezione dei colori durante la separazione del flusso di riciclaggio, si cerca ora di mantenere costante il colore del riciclato di plastica. Tuttavia, per garantire che i limiti di tolleranza per il valore del colore non vengano superati, è necessario un costante monitoraggio del prodotto per quanto riguarda il colore. Lo strumento da laboratorio SPECTRO-3-0°/45°-MSM-LAB-ANA-P di Sensor Instruments GmbH descritto di seguito ha lo scopo di aiutare a monitorare e documentare la progressione del colore dei riciclati. L'idea è quella di prelevare campioni dal flusso dei materiali riciclati a intervalli regolari e di inviarli al sistema di misura del colore in laboratorio. Oltre al valore cromatico L*a*b*, l'unità visualizza anche la sua deviazione da un valore cromatico di riferimento dL*da*db*. Inoltre, ogni campione viene documentato e può essere dotato di un'etichetta che indica la data, l'ora, il valore L*a*b* e dL*da*db*. ► Comunicato stampa (Word/pdf) |
 Sistemi di misura da laboratorio SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
27.01.2022
| Eccellente lavoro di innovazione: la Sensor Instruments GmbH di Thurmansbang al 29° turno del concorso TOP 100, ha convinto la giuria in qualità di gruppo di esperti. È stata premiata con il sigillo TOP 100 2022 premio riservato solo le medie imprese particolarmente innovative. Il 24 giugno, Sensor Instruments sarà inoltre premiata personalmente per questi risultati dal mentore del concorso, il giornalista scientifico Ranga Yogeshwar.
► al comunicato stampa (Word/pdf) |
 TOP 100 Prüfkriterien TOP 100 Presse |
24.11.2021
| Quando si progettano i sistemi di spruzzatura, è importante assicurarsi che la tecnologia del sensore sia adatta alla geometria del cono di nebulizzazione e alla quantità erogata della rispettiva applicazione. Inoltre, la geometria del cono di nebulizzazione e la quantità erogata dipendono dalla sostanza utilizzata (primer, adesivo, solvente, acqua, alcool, vernice, ecc.) così come dall’apertura dell’ugello nebulizzatore, dalla sovrapressione e dal dosaggio della quantità erogata. In particolare quando si usano sostanze dure e adesive (colla) come agente di nebulizzazione, può capitare che una parte dell’apertura dell’ugello nebulizzatori si incolli, il che porta a un cambiamento sia della quantità erogata che della geometria di nebulizzazione. Il getto nebulizzato può quindi essere cambiato sia nella direzione che nell'angolo di apertura. Quando si progetta il sistema di controllo del getto nebulizzato, è importante porsi alcune domande chiave. ► al comunicato stampa (Word/pdf) |
 A-LAS-CON1 Serie L-LAS-TB-...-AL-SC Serie SI-JET SPECTRO-1-CONLAS Serie SPECTRO-1-FIO SPECTRO-1-FIO-JC |
15.04.2021
| Il rivestimento delle superfici è spesso effettuato per mezzo di un'applicazione a spruzzo. Idealmente, il rivestimento dei rispettivi oggetti dovrebbe essere il più omogeneo possibile. Tuttavia, le inclusioni d’aria nel mezzo di spruzzatura, una copertura parziale dell’apertura di uscita dell’ugello o una brusca caduta di pressione nel sistema di spruzzatura possono portare a disomogeneità nel tipo di getto nebulizzato e quindi a un rivestimento non uniforme del pezzo. Grazie al controllo continuo del getto è possibile rilevare ora in tempo utile una deviazione dal processo di spruzzatura ideale. I sistemi di controllo del getto della serie SI-JET e della serie SPECTRO della Sensor Instruments GmbH forniscono informazioni sulla quantità del getto, sulle cadute temporali e sulla simmetria del getto Sono disponibili sistemi a 3 getti (SI-JET-CONLAS3 e SI-JET3), sistemi a 2 getti (SPECTRO-2) e sistemi a 1 getto (SPECTRO-1) nonché barriere fotoelettriche continue (L-LAS-TB-...-SC) per gestire i rispettivi compiti. ► al comunicato stampa (Word/pdf) |
 Serie SI-JET Serie SPECTRO-2 Serie SPECTRO-1 Serie L-LAS-TB-AL-SC |
15.04.2021
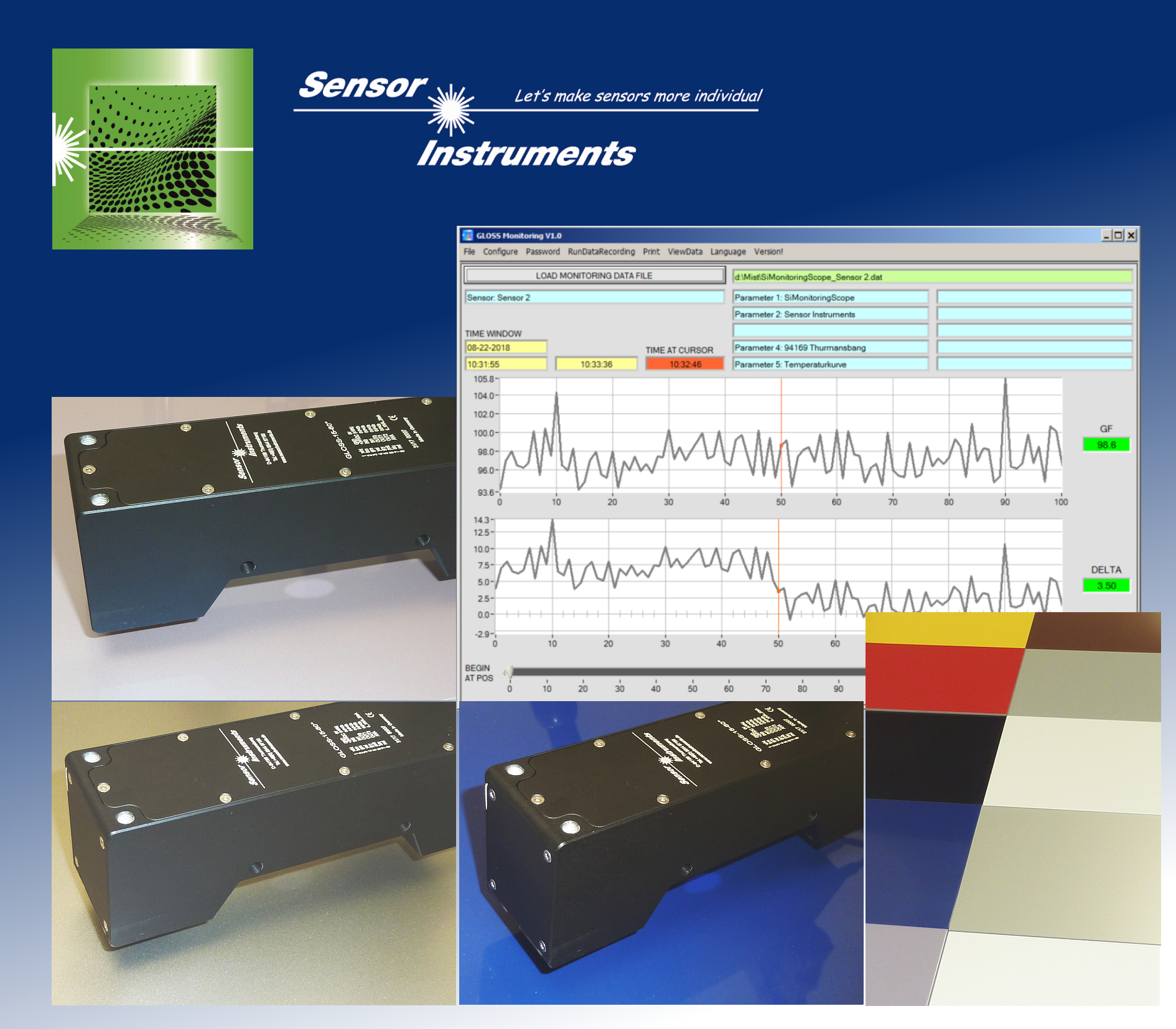
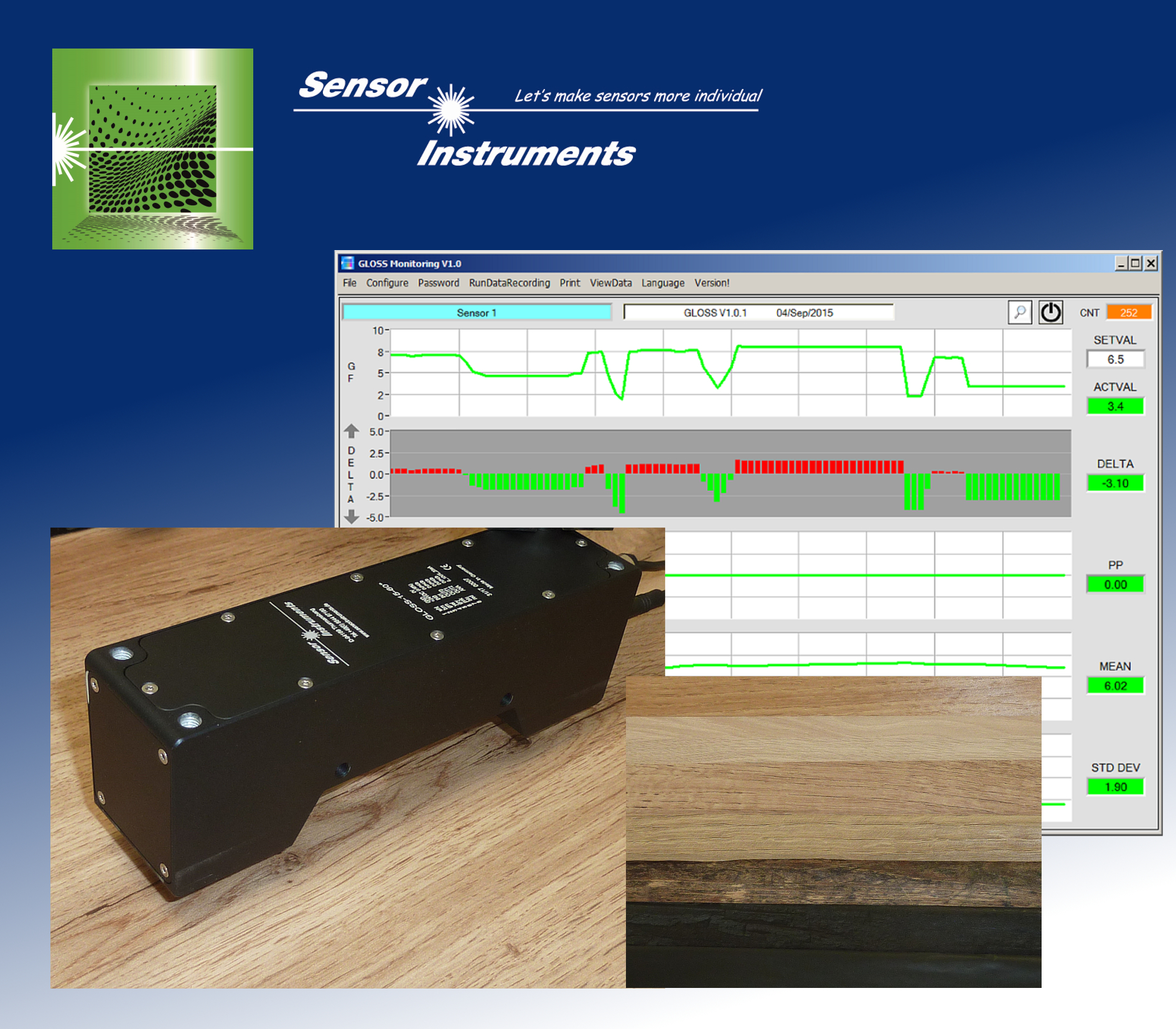
| Il nostro occhio reagisce principalmente alle differenze di contrasto (quindi alle differenze di lucentezza) nonché alle differenze di colore nel campo visivo che stiamo osservando. Se, ad esempio, l'occhio vaga su un pavimento appena posato composto da singoli pannelli, anche le minime deviazioni di colore e lucentezza tra i singoli pannelli irriteranno l'osservatore. Non c’è da stupirsi che i produttori facciano molti sforzi per evitare il più possibile una fuga di colore e di lucentezza tra i singoli pannelli. Mentre in passato per questo scopo erano disponibili soprattutto dispositivi portatili, cioè dispositivi di misurazione offline, ora è disponibile anche un'alternativa in linea. Con i sensori di lucentezza della Serie GLOSS della Sensor Instruments GmbH, è possibile determinare il livello di lucentezza della superficie di legno verniciato da misurare in angoli di 20°, 60° e 85° ad una distanza dalla superficie di 20 mm, 15 mm e 5 mm (a seconda del tipo di sensore: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► al comunicato stampa (Word/pdf) |
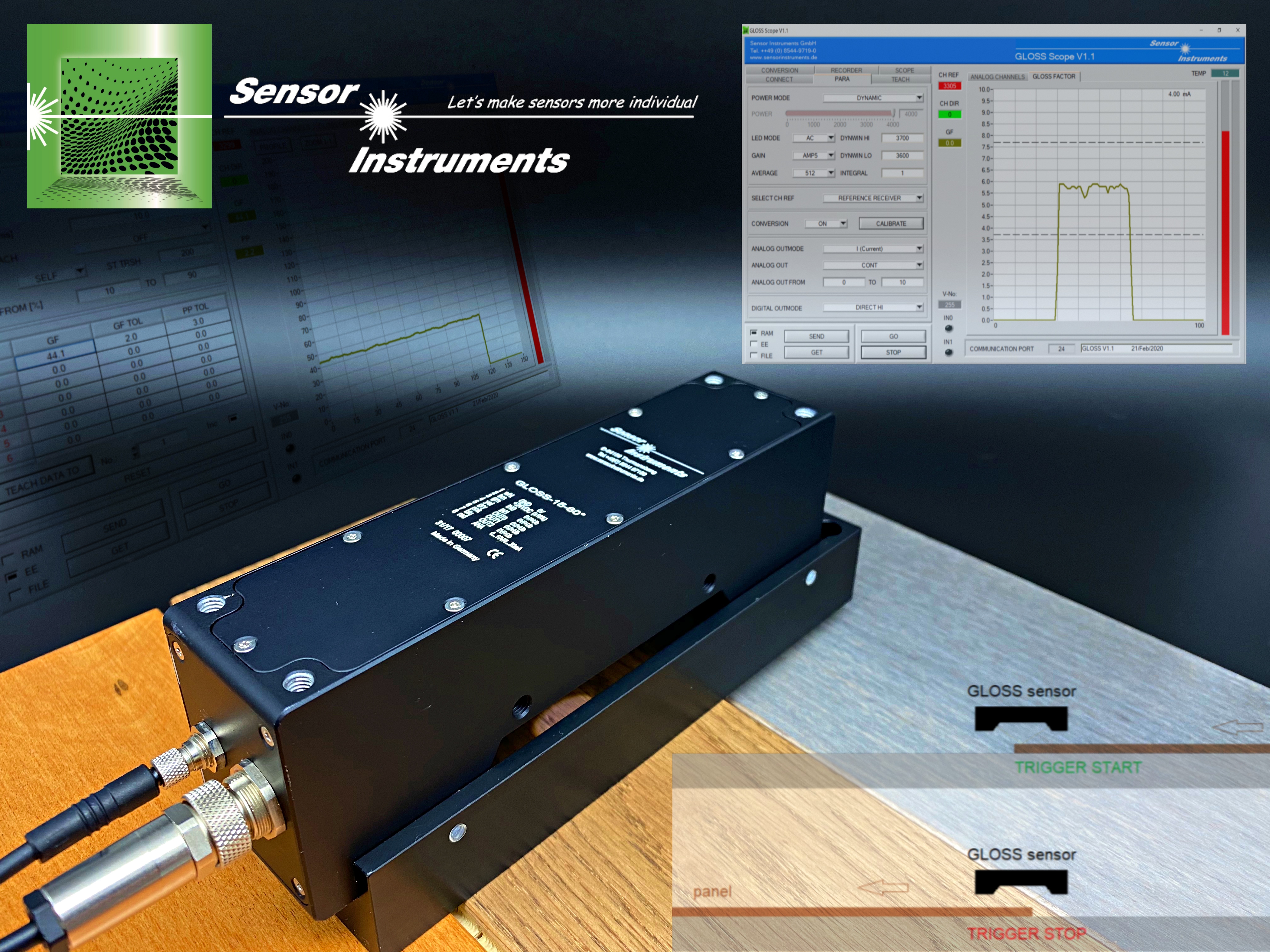 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° Serie GLOSS |
16.02.2021
| Quando si tingono le fibre tessili, sarebbe opportuno, se possibile, misurare la tonalità cromatica in linea all'inizio del processo di tintura. L'informazione sulla tonalità cromatica corrente, il cosiddetto valore effettivo, può essere confrontata mediante PLC con il valore nominale della tonalità di colore. La differenza tra questi due valori di colore indica quindi se occorre aggiungere più o meno colore al bagno di tintura. Per la misurazione del colore del fascio di fibre, è adatto un sensore di colore tipo SPECTRO-3-28-45°/0°-MSM-ANA-DL, che ha un'illuminazione a tutto tondo a 45° e rileva il colore in modo normale (sotto 0°). In questo modo si evitano, per quanto possibile durante la misurazione, i riflessi diretti, come quelli causati dalla vernice ancora bagnata. La distanza dal sensore dal fascio di colore è tipicamente di 28 mm e l'area di rilevamento ha un diametro di circa 10 mm a questa distanza. ► al comunicato stampa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
08.02.2021
| Indumenti usati di diversi colori, che scorrono su un nastro trasportatore, devono essere smistati in base al colore. Sia l'ordine, l'orientamento dei capi, che la piegatura, piatta o a sbuffo, sono di natura casuale. Inoltre, gli indumenti usati vengono trasportati singolarmente, cioè con uno spazio tra i singoli tessuti, in modo che la vista del rispettivo indumento sia possibile verticalmente dall'alto. Inoltre, la velocità di trasporto del nastro trasportatore è costante ovvero corrisponde a circa 1m/s. Non appena è stato determinato il colore del rispettivo indumento, uno degli ugelli di soffiaggio, attivato con effetto ritardato, garantisce che il tessuto arrivi nel contenitore previsto per il rispettivo colore. Durante le analisi preliminari, è emerso che il sensore di colore SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG sia la scelta migliore per questa misurazione. ► al comunicato stampa (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG Serie SPECTRO-3-MSM-DIG |
29.01.2021
| Nella produzione di articoli tranciati, il posizionamento esatto delle strisce di trancia è essenziale durante il processo di tranciatura, poiché la striscia viene lavorata in diverse fasi di processo nella pressa automatica di tranciatura. La striscia metallica deve essere posizionata con precisione all'interno dell'utensile di trancia dopo ogni fase di lavorazione (processo di tranciatura-piegatura). Di solito il segnale di posizione viene dato entro una corsa (0°...180°) mediante una barriera fotoelettrica a luce trasmessa e l'assegnazione della rispettiva posizione dell'encoder durante il cambio del segnale della barriera fotoelettrica. Idealmente, la barriera fotoelettrica monodirezionale dovrebbe essere una barriera fotoelettrica a forcella e dovrebbe anche essere possibile integrarla nell'utensile di trancia, il che richiede che il sistema di sensori sia abbastanza robusto da resistere alle vibrazioni meccaniche. Inoltre, la barriera fotoelettrica deve essere resistente all'olio da taglio e alla sporcizia. Inoltre, le cosiddette presse ad alta velocità (alcune migliaia di colpi al minuto) richiedono una frequenza di commutazione piuttosto elevata, combinata con un'elevata precisione di posizionamento. Le barriere fotoelettriche a forcella della serie FIA-L della Sensor Instruments GmbH sono state appositamente progettate per questa applicazione. In particolare, la serie FIA-L-RL è caratterizzata da una frequenza di commutazione di 25kHz, oltre che da un'elevata immunità alla luce estranea e resistenza all'olio, da dimensioni ridotte dello spot laser di 0,2 mm di diametro, da una bassa divergenza ottica del raggio laser rosso e da un'elevata precisione di posizionamento migliore di 5µm. ► al comunicato stampa (Word/pdf) |
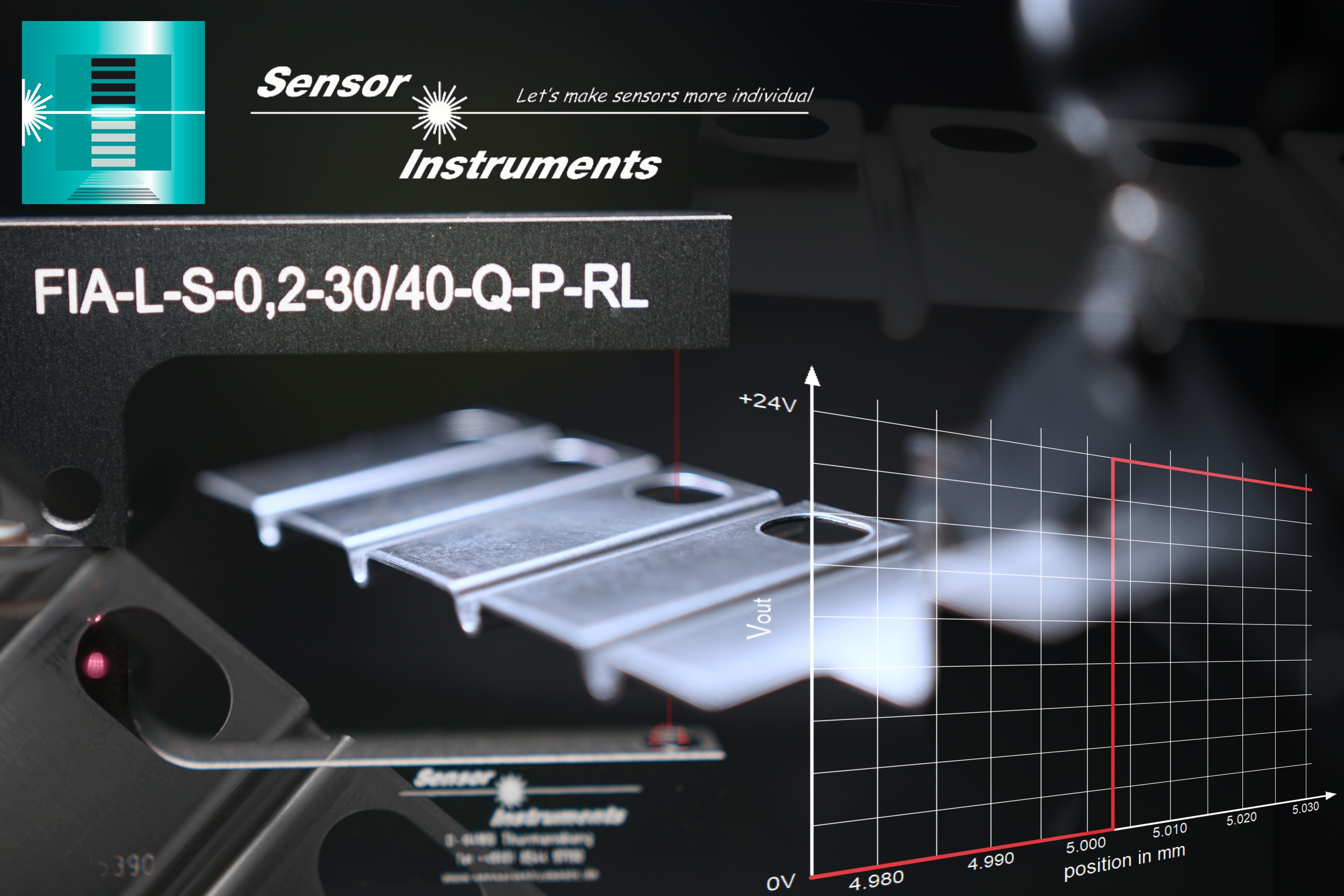 FIA-L-S-0,2-30/40-Q-P-RL Serie FIA-L |
25.01.2021
| I vetri float ottengono la loro forma e spessore, ma anche le loro proprietà superficiali dal trasporto del vetro fuso su stagno liquido. Il vetro fuso galleggia sul bagno di stagno e ottiene così una superficie piana (lato stagno) adattata al bagno di stagno. Sulla superficie del vetro rivolta verso il bagno di stagno (lato aria), viene utilizzato un bruciatore a gas per garantire un profilo di temperatura specifico, in modo che il vetro fuso possa gradualmente raffreddarsi e quindi assumere la sua forma successiva. Per l'ulteriore lavorazione del vetro float è importante sapere dove si trova il lato stagno e dove si trova il lato aria. Le micro-inclusioni di stagno possono, ad esempio, influenzare la resistenza elettrica della superficie del vetro (applicazione di strisce di contatto metalliche sul lunotto posteriore di un'automobile), ma anche quando si applicano ulteriori strati sulla superficie del vetro (ad esempio nanostrati) è decisivo per l'applicazione successiva sapere su quale lato viene rivestito il vetro float. Il sensore di contrasto UVC SPECTRO-1-20-UVC-DIL della Sensor Instruments GmbH consente di controllare il lato stagno e il lato aria della superficie del vetro. ► al comunicato stampa (Word/pdf) |
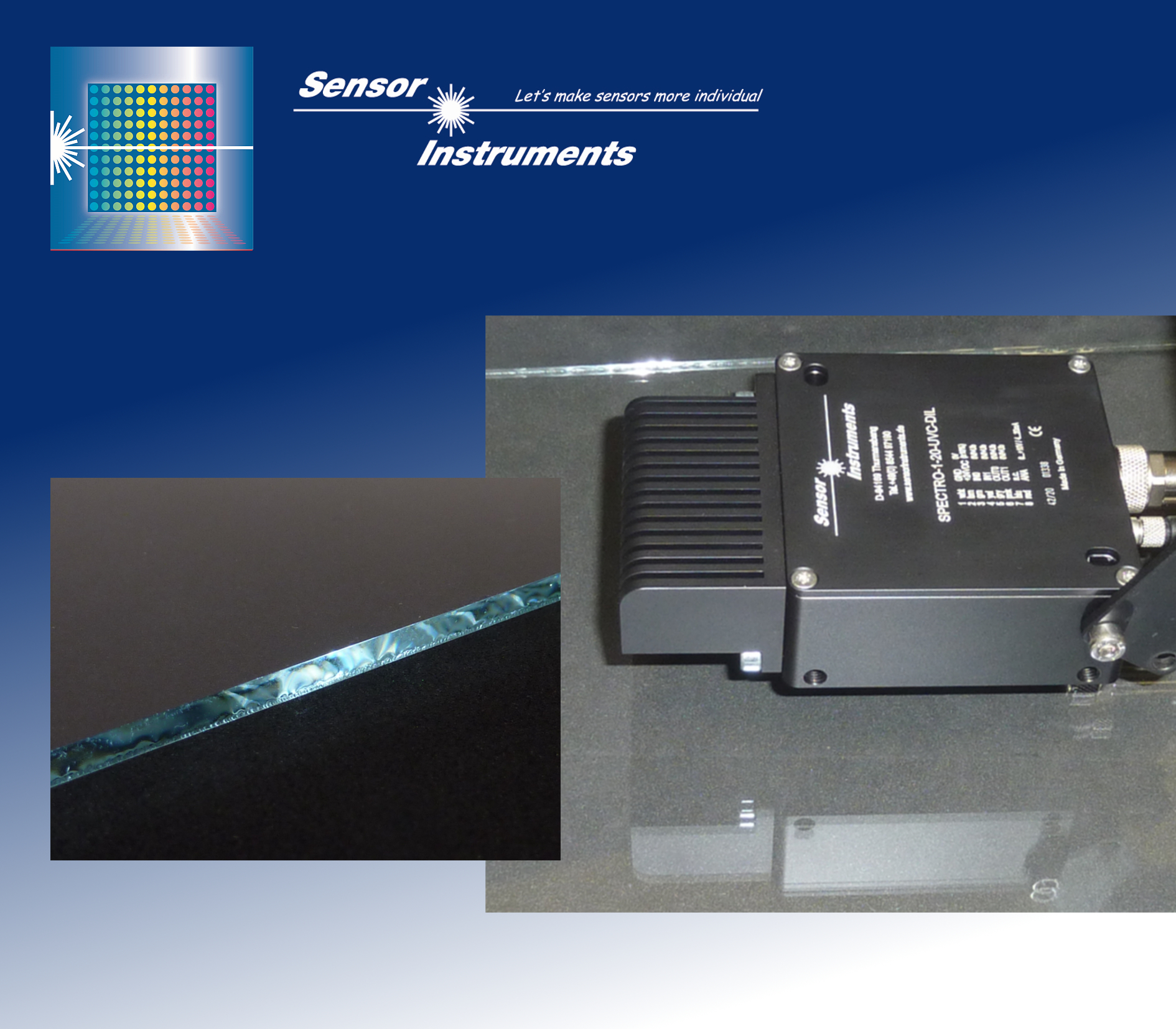 SPECTRO-1-20-UVC-DIL Serie SPECTRO-1 |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicato stampa #4
| Nella lavorazione dei metalli durante il processo di formatura, l'uso di oli è essenziale. Ad esempio, gli oli da taglio applicati sui nastri metallici garantiscono una bassa usura degli utensili di tranciatura. Ma anche nei processi di lavorazione ad asportazione di truciolo, gli oli per foratura danno un contributo indispensabile alla protezione degli utensili di perforazione e fresatura. Inoltre, gli oli servono come protezione anticorrosione di prodotti semilavorati come le lamiere ma anche i fogli di metallo. Dopo un'ulteriore lavorazione, invece, è necessario rimuovere i residui di olio dai prodotti finiti il più possibile senza lasciare di residui. A tale scopo vengono utilizzati speciali sistemi di pulizia in cui le parti metalliche vengono lavate e soffiate. Per rispettare le direttive di protezione ambientale durante l'applicazione dell'olio e per tener conto anche degli aspetti economici, è consigliabile determinare la quantità di olio applicata. Nel frattempo, la determinazione della rispettiva quantità di olio può essere effettuata anche INLINE. A tale scopo sono disponibili diversi metodi di misura, che saranno trattati più approfonditamente nelle sezioni seguenti. Il processo di pulizia può essere monitorato con lo stesso sistema di sensori. La sfida in questo caso, tuttavia, è quella di rilevare in modo affidabile la quantità minima possibile di residui di olio INLINE. In particolare nel caso di componenti elettricamente conduttivi, come i binari in rame o le linee di potenza, è richiesta la più bassa resistenza di contatto possibile, ma uno strato di olio residuo costituirebbe un problema a questo proposito, in quanto comprometterebbe l'efficienza energetica in misura non trascurabile. ► al comunicato stampa (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicato stampa #3
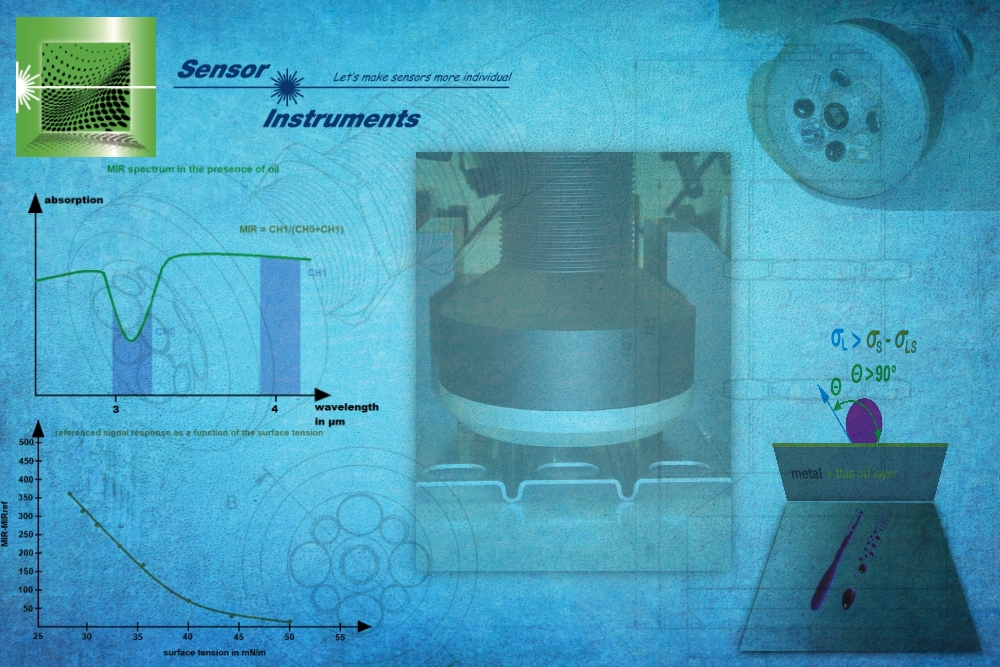
| Gli oli per tranciatura e imbutitura ad evaporazione vengono utilizzati nella produzione di componenti tranciati e piegati con sempre maggior frequenza. L'idea è quella di lasciare il minor residuo di olio possibile sulle parti metalliche stampate o formate, in modo che in molti casi non sia necessario un processo di pulizia quando le parti metalliche vengono ulteriormente lavorate. Ma quanto dell'olio applicato rimane effettivamente sul componente e quanto tempo dura il processo di evaporazione? La nostra Serie SPECTRO-M è la risposta a questa domanda. A questo scopo, abbiamo applicato 5 gocce di olio (5x20µl) su ciascuna delle lamiere di acciaio sgrassate e le abbiamo sparse su una superficie con un diametro di 70 mm. Lo spessore dello strato di olio all'inizio del processo di misurazione era di circa 25µm. Poi il sensore SPECTRO-M-10-MIR/(MIR1+MIR2) è stato posizionato centralmente sulla macchia d'olio e la misurazione ha potuto aver inizio: Con l'aiuto del sensore MIR osserviamo due finestre di misura; entrambe si trovano nel campo dell'infrarosso medio (campo MIR in breve). Va notato che una di queste due finestre del campo di lunghezza d'onda reagisce alla presenza dell'olio (qui denominato CH0), mentre la seconda finestra di misura (CH1) non ne è influenzata. Spostando il rapporto delle due finestre di misura in presenza di olio, è possibile determinare la quantità di olio all'interno del campo di rilevamento. ► al comunicato stampa (Word/pdf) |
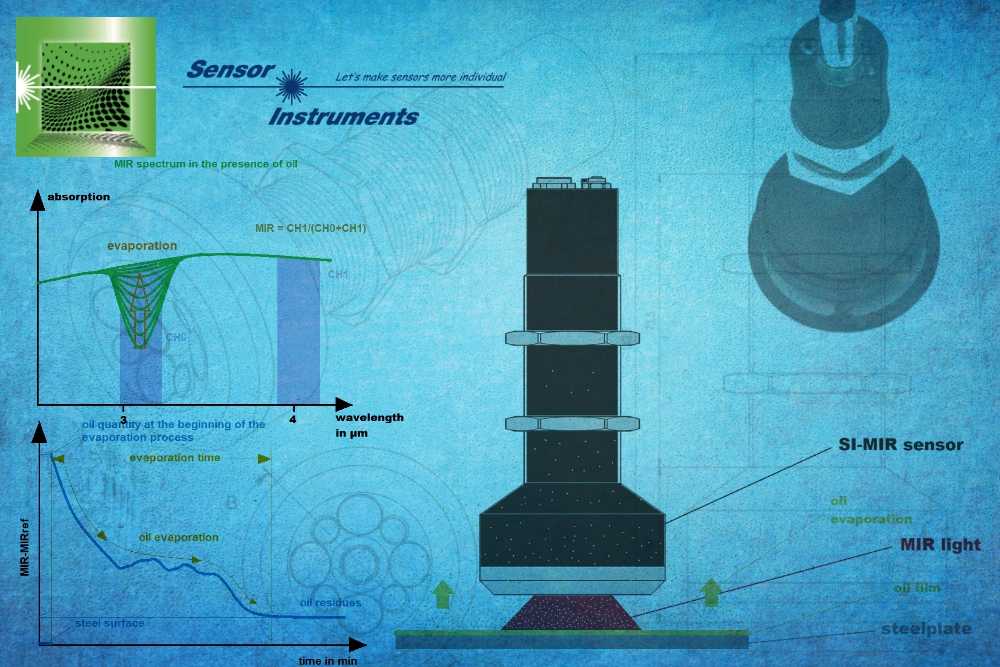 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicato stampa #2
| Se si vuole determinare lo spessore di uno strato, ad esempio, di un inchiostro da stampa applicato in modo omogeneo su carta, il metodo della grammatura rappresenterebbe certo un mezzo adeguato per determinarlo. La grammatura dell'inchiostro non dovrebbe essere lontana dalla grammatura della carta con uno spessore di solito compreso tra 0,05 mm e 0,2 mm. Bilance della stessa precisione dovrebbero portare ad un risultato affidabile. Ma cosa succede se al posto dell'inchiostro da stampa viene utilizzato un olio, e al posto di un foglio di carta viene utilizzata, ad esempio, una lamiera di acciaio dello spessore di 1 mm? È probabile che il metodo della grammatura in questo caso si scontri con i suoi limiti. Ma come si può determinare in modo affidabile lo spessore del film di olio senza troppi sforzi? In primo luogo, esiste il metodo della fluorescenza, in cui si utilizza la luce UVA per eccitare la fluorescenza. L'emissione secondaria avviene nell'intervallo di lunghezze d'onda visibili. L'intensità della fluorescenza è una misura dello spessore del rispettivo strato di olio. Si tenga presente, tuttavia, che la potenza del segnale (fluorescenza) dipende non solo dallo spessore del rivestimento, ma anche dal tipo di olio utilizzato, e inoltre la superficie metallica, che agisce quasi come un riflettore, esercita anche un'influenza sul livello del segnale. Inoltre, ci sono anche oli in cui l'effetto di fluorescenza è completamente assente o quasi inesistente e quindi non è possibile considerare la misurazione dello spessore del rivestimento con questa modalità. Se, d'altra parte, si guarda alla gamma dell’infrarosso medio (MIR), si può notare che negli oli studiati finora, l'assorbimento significativo avviene in una certa gamma di lunghezze d'onda, quasi attraverso il banco ottico, mentre altre gamme di lunghezze d'onda non sono influenzate dalla presenza di olio. Se ora si taglia questa finestra di lunghezza d'onda sensibile all'olio dallo spettro MIR e poi si confronta questo comportamento di assorbimento in forma normalizzata con l'assorbimento (osservato in una seconda finestra di lunghezza d'onda neutra rispetto all'olio), in una prima lettura risulta una relazione proporzionale tra lo spessore dello strato di olio e il segnale normalizzato. Il sensore SPECTRO-M-10-MIR/(MIR1+MIR2) ora ha esattamente queste finestre di lunghezza d'onda. ► al comunicato stampa (Word/pdf) |
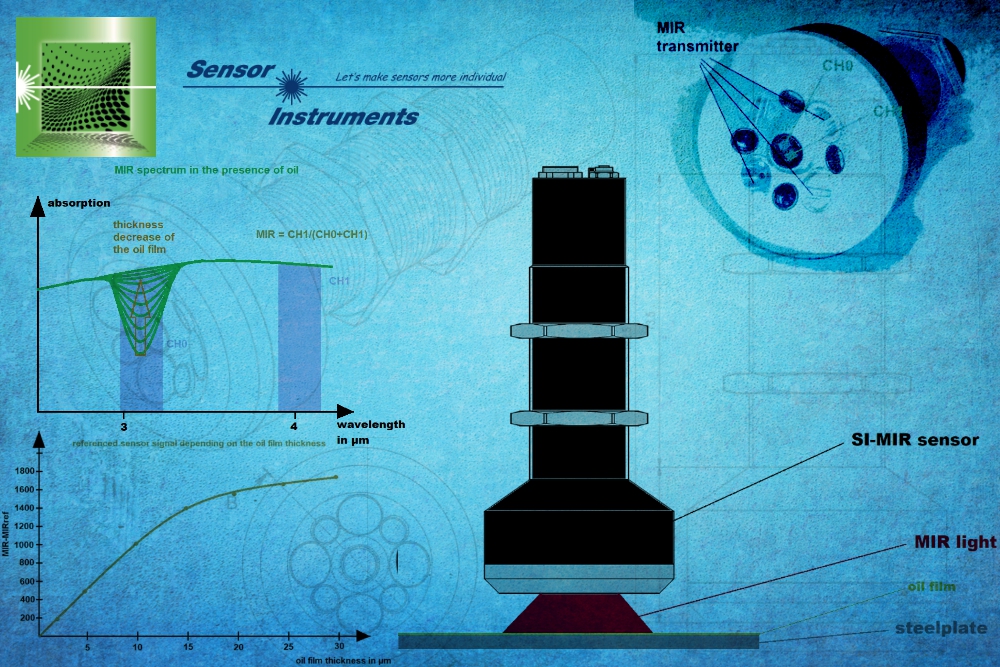 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicato stampa #1
| La tensione sale! Soprattutto gli utilizzatori di sistemi di pulizia per la pulizia di parti metalliche, ad es. parti stampate, sono probabilmente in attesa dei risultati del processo di lavaggio: La tensione, intesa come tensione superficiale, è salita oltre la soglia dei 38mN/m o ha raggiunto addirittura i 44mN/m? In pratica, una parte metallica è considerata quasi sgrassata se questi valori (a seconda dell'applicazione, si applica l'uno o l'altro valore) sono stati superati. Finora, si è ricorso all'inchiostro di prova per rilevare la tensione superficiale. Questi liquidi sono disponibili con diversi valori di tensione superficiale, solitamente a partire da 30mN/m fino a 50mN/m a intervalli di 2mN/m (30mN/m, 32mN/m, ..., 48mN/m, 50mN/m). Se l'inchiostro di prova non forma perle che scorrono via dalla superficie metallica dopo l'applicazione, la tensione superficiale della parte metallica è superiore al valore indicato sull'inchiostro di prova. Se invece l’inchiostro di prova forma perle che scorrono via dalla superficie metallica, la tensione superficiale della superficie metallica è inferiore al valore indicato sull'inchiostro di prova. In questo modo è possibile determinare la tensione superficiale con una precisione di circa 2mN/m. Cosa dice la tensione superficiale in relazione alla natura della rispettiva superficie metallica? Le superfici metalliche sgrassate hanno una tensione superficiale superiore a 50mN/m (determinata con il metodo dell'inchiostro di prova). Tuttavia, se la superficie metallica è ricoperta da un film d'olio (ad es. per via dell’oliatura delle strisce di punzonatura prima del processo di punzonatura), il valore della tensione superficiale può scivolare al di sotto di 30mN/m (a seconda dello spessore del rivestimento). Il metodo dell'inchiostro di prova può quindi essere utilizzato per determinare se la superficie metallica è ricoperta da un film d’olio o è già stata disolea o sgrassata. Con questo metodo è possibile rilevare anche spessori dello strato di olio inferiori a 1µm. Test con vari oli hanno dimostrato che quasi tutti gli oli mostrano un assorbimento selettivo nella gamma del medio infrarosso (MIR). Se si utilizza questa proprietà, lo spessore dello strato di olio può essere determinato confrontando due gamme di lunghezza d'onda MIR (una dei quali rappresenta la gamma neutra, cioè la gamma di lunghezza d'onda in cui non si verifica un assorbimento notevole causato dall'olio) dopo un'adeguata calibrazione del sistema di misura SPECTRO-M-10-MIR/(MIR1+MIR2). ► al comunicato stampa (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
26.10.2020
| L'impiego dei materiali plastici riciclati.
È stato un parto difficile! Dopo anni passati all'ombra del cosiddetto materiale vergine, i riciclati di plastica hanno finalmente riscosso il successo che meritano. Le ragioni di questo sono molte. Inizialmente, la plastica riciclata era considerata antieconomica a causa della complessa lavorazione necessaria dal punto di vista tecnico; nel frattempo, però, grazie alle tecnologie migliorate, se ne è aumentata la qualità e, al tempo stesso, se ne sono ridotti i costi. Tuttavia, i riciclati non sarebbero stati in grado di guadagnare campo se negli ultimi anni l'Unione Europea non avesse gettato le fondamenta legali per un uso sostenibile delle materie plastiche. Dopotutto, la direttiva UE prevede, ad esempio, una quantità minima per l'utilizzo di plastica riciclata in bottiglie di plastica. Nonostante le proprietà migliorate, le plastiche riciclate non eguagliano ancora la qualità del materiale vergine: ne sono un esempio le deviazioni di colore ancora comunemente riscontrabili rispetto alla condizione di destinazione. L'unico rimedio per mantenere il valore nominale del colore di un prodotto da realizzare è l'aggiunta di materiale vergine in modo mirato. Per stabilire l'esatta quantità da aggiungere, è necessaria una misurazione del colore del materiale plastico riciclato. A causa dell'elevata temperatura ambiente, il sistema di misurazione del colore è progettato come sistema a conduttori ottici (KL-D-0°/45°-85-1200-A3.0-VIS) e funziona secondo il metodo di misurazione del colore 0°/45°. Con una dimensione dello spot di luce bianca di 25 mm di diametro, la media ottica viene eseguita su un gran numero di pellet in modo che l'unità di valutazione SPECTRO-3-FIO-MSM-ANA-DL collegata al front end del conduttore ottico possa stabilire con precisione il valore del colore (L*a*b* o xyY). I valori del colore vengono trasferiti al controllo dell’unità dosatrice e, a seconda dello scostamento di colore dal valore nominale, viene aggiunto del materiale vergine. ► al comunicato stampa (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA + KL-D-0°/45°-85-1200-A3.0-VIS Serie SPECTRO-3-MSM-ANA |
31.07.2020
| Misurazione dello spessore di film plastici sottili trasparenti
Soprattutto per i film estensibili è importante poter determinare lo spessore (anche dopo il processo di stiratura) dopo la produzione. Con il sistema di misura SPECTRO-MIR-10 è ora disponibile uno strumento che consente di effettuare misurazioni in-line e off-line veloci, precise e insensibili alla luce estranea. Con il software Windows® SPECTRO MIR Scope V1.0 , il sistema di misura può essere calibrato per il rispettivo tipo di film. A tale scopo, oltre al software di parametrizzazione, è disponibile anche il software di monitoraggio SPECTRO MIR Monitoring V1.0 . Con questo software, i dati di misura vengono memorizzati e visualizzati in forma grafica e numerica, compresi i trend. ► al comunicato stampa (Word/pdf) |
 SPECTRO-MIR-10 Serie SPECTRO-MIR |
30.06.2020
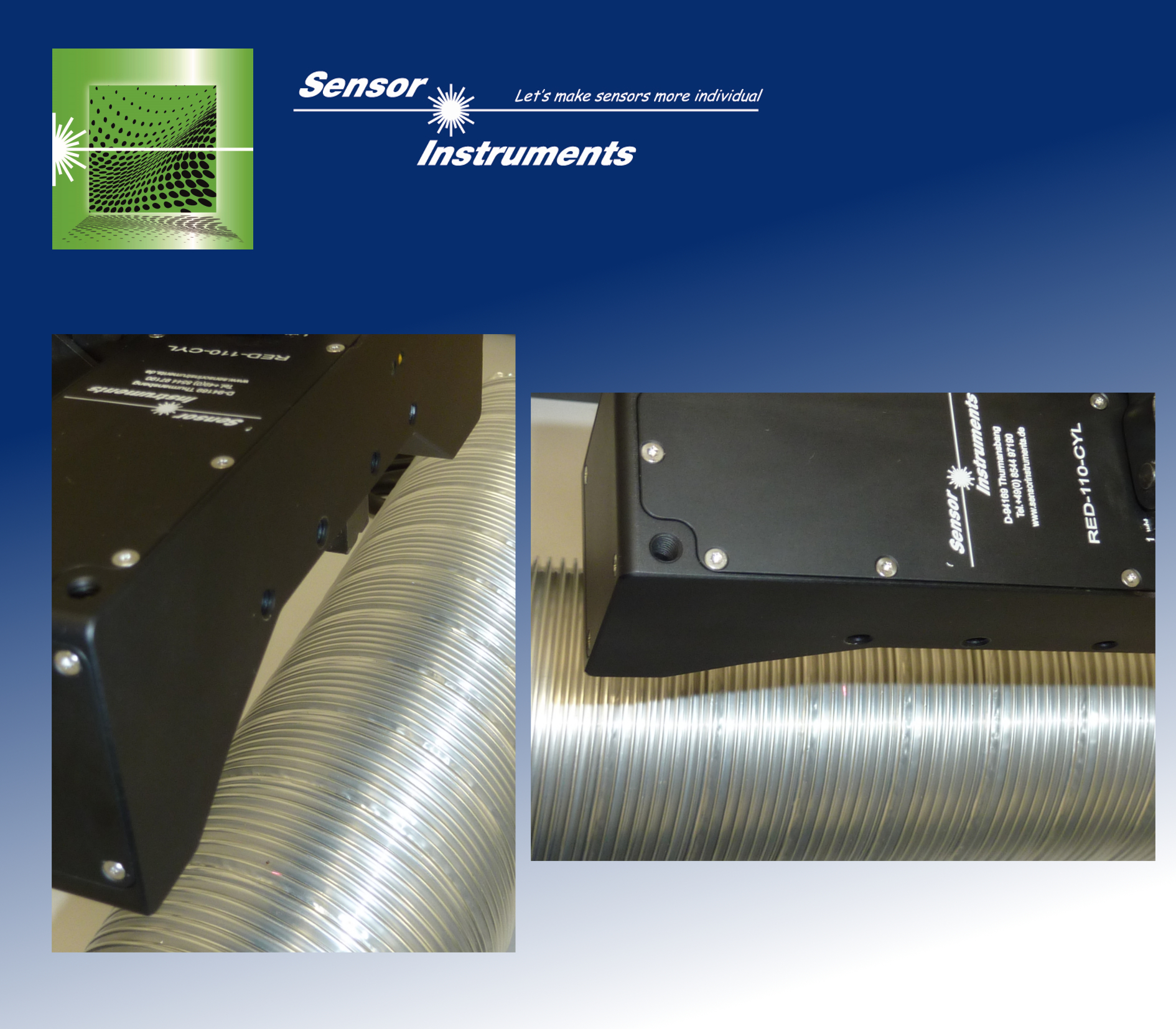
| Cari produttori di pavimenti vinilici, non preoccupatevi, noi troviamo gli spazi vuoti!
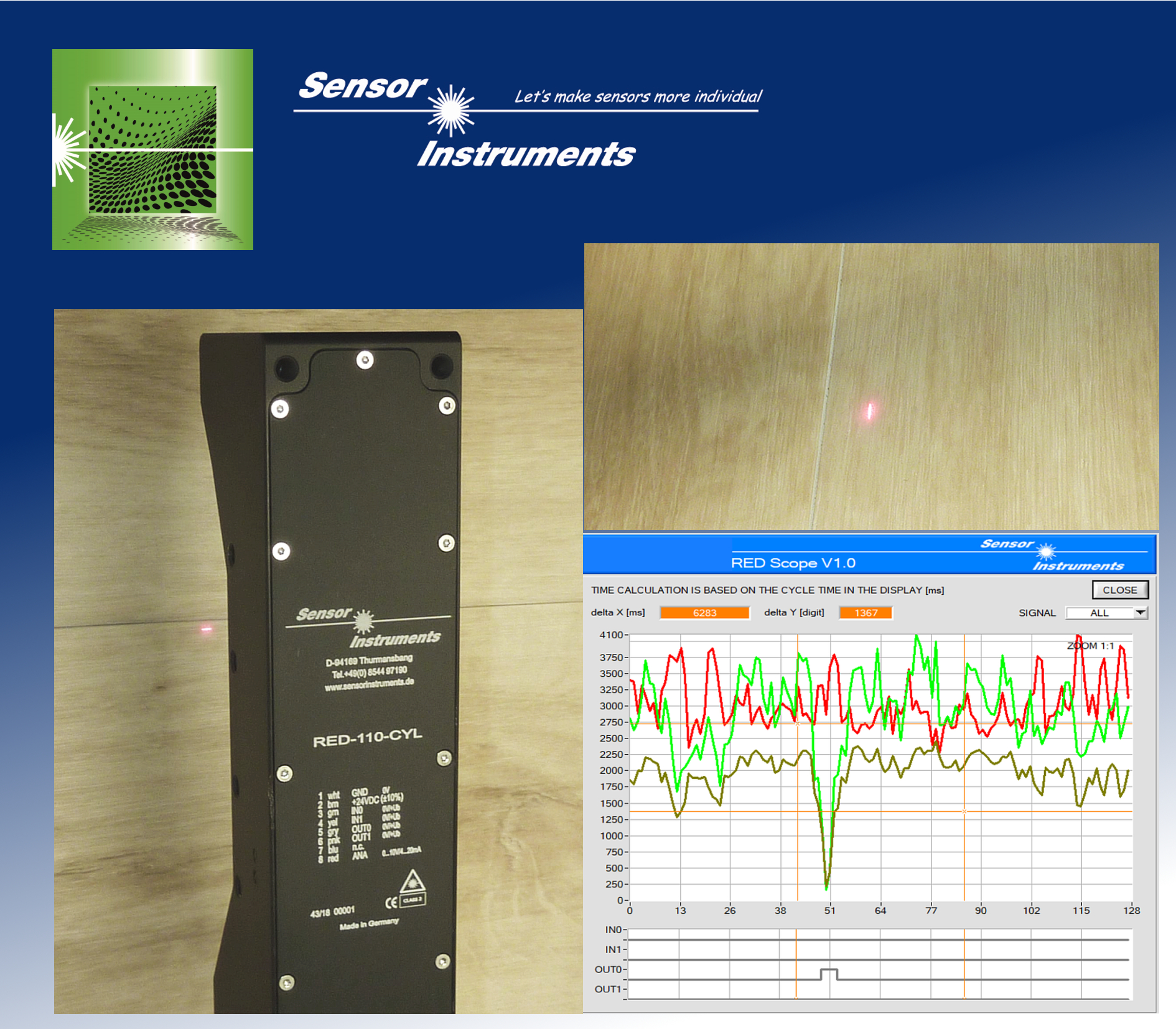
Il RED-50-L e il RED-110-L sono particolarmente indicati con i sensori della serie RED per il rilevamento dello spazio vuoto, che corrisponde quasi alla distanza tra due tavole di parquet. È così possibile rilevare spazi vuoti a partire da una profondità e larghezza di circa 0,05 mm. Il software del rilevatore di bordi laser permette di adattarsi a diverse superfici: da quelle scure a quelle chiare e da quelle opache a quelle lucide. Con una frequenza di scansione massima di 85 kHz, il sensore è ideale per una movimentazione rapida degli oggetti. ► al comunicato stampa (Word/pdf) |
 RED-110-L Serie RED |
22.06.2020
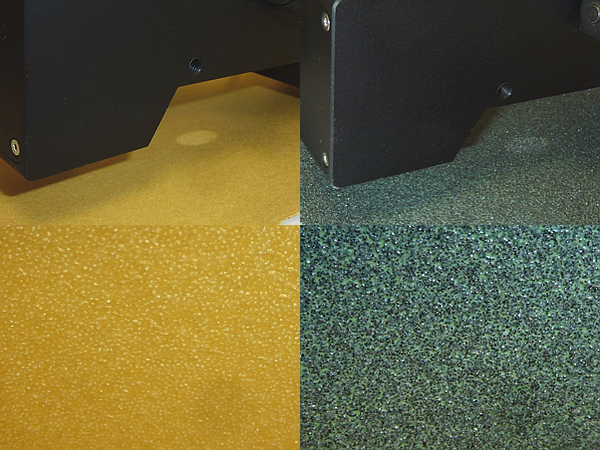
| Dopo aver verniciato le piastre metalliche, occorre misurare il grado di lucentezza e il colore. Per poter reagire il più rapidamente possibile ad eventuali scostamenti del grado di lucentezza rispetto al valore target, la misurazione della lucentezza viene effettuata in linea e il più vicino possibile all'evento, cioè subito dopo il processo di verniciatura.
Un sensore di lucentezza della serie GLOSS (GLOSS-15-60°) viene utilizzato per misurare il livello di lucentezza da una distanza di 15 mm dall'oggetto. ► al comunicato stampa (Word/pdf) |
 GLOSS-15-60° Serie GLOSS |
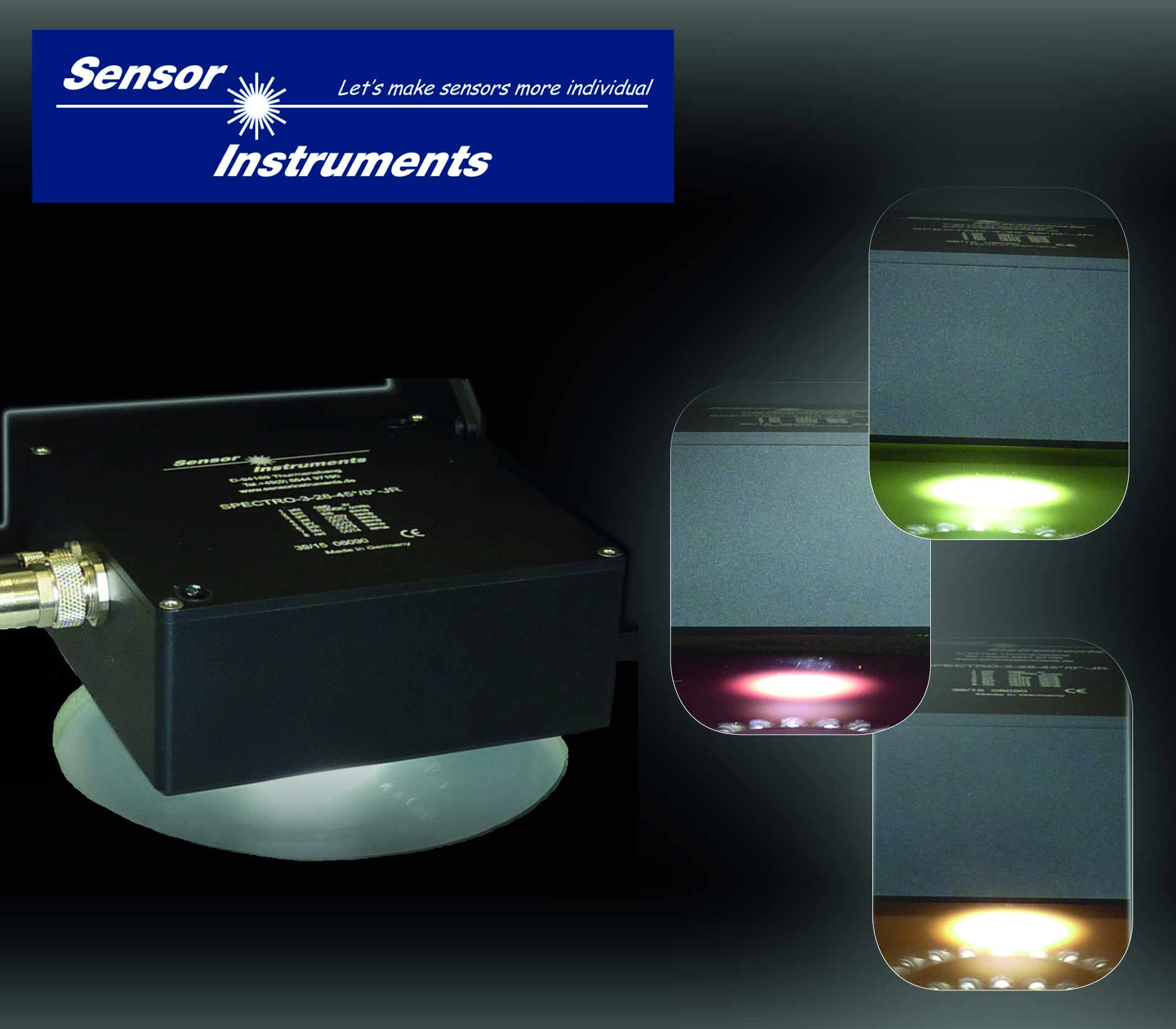
09.06.2020
| Sulle piastre metalliche il colore deve essere misurato subito dopo la verniciatura. Si tenga conto che sono presenti sia superfici lucide che superfici molto opache e che il valore del colore deve essere determinato indipendentemente dal grado di lucentezza. Inoltre la misurazione deve essere effettuata inline, da un lato per soddisfare il controllo al 100% e dall’altro per contrastare il più tempestivamente possibile un’eventuale deviazione cromatica presente.
Come sensore colorimetrico si raccomanda uno strumento della serie SPECTRO-3 che funziona secondo il metodo 45°/0° (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► al comunicato stampa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
26.05.2020
| Oltre alle pellicole in plastica, trovano sempre maggior applicazione nel settore dell'arredamento e nei rivestimenti per pavimenti le pellicole a base di carta. Sono ora disponibili tra l’altro carte decorative per cucine, mobili e pavimenti in laminato. Sia per le pellicole in plastica che per le pellicole decorative a base di carta, è altrettanto importante garantire una qualità costante e un aspetto brillante durante la produzione.
Il sensore di lucentezza in linea GLOSS-15-60°, che può essere utilizzato per misurare continuamente il grado di lucentezza delle pellicole decorative, può certamente dare un importante contributo in tal senso. ► al comunicato stampa (Word/pdf) |
 GLOSS-15-60° Serie GLOSS |
14.05.2020
| Una delle ultime fasi della produzione di ventilatori radiali e assiali, è il controllo della corretta risposta in frequenza in funzione della tensione continua applicata al ventilatore. La tipologia più semplice di misurazione della frequenza si ottiene utilizzando una barriera fotoelettrica monodirezionale (ad esempio un D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, dotato di una frequenza di commutazione di 300 kHz). Tuttavia, spesso, durante i test è possibile avvicinarsi alle pale del rotore della rispettiva versione del ventilatore solo da un lato, così da dover ricorrere in alternativa ad una variante di luce riflessa.
In questo caso, si possono ottenere buoni risultati con i rilevatori di bordo della serie RED (RED-50-L o RED-110-L). ► al comunicato stampa (Word/pdf) |
 RED-50-L, RED-110-L Serie RED |
07.05.2020
| Per aumentare la selezionabilità delle materie plastiche e quindi il loro tasso di riciclaggio, sono già in atto diverse iniziative e approcci tecnici. Alcuni processi si basano sulle possibilità offerte dalle tecniche dell’infrarosso vicino (NIR) per distinguere i materiali di base dalla plastica, altri seguono l'applicazione di codici per smistare e rintracciare gli imballaggi in plastica.
Sensor Instruments e GABRIEL-CHEMIE hanno ora sviluppato una nuova tecnologia per fornire materiali e prodotti in plastica di firma leggibile meccanicamente e integrata nel materiale. ► al comunicato stampa (Word/pdf) |
 Marcatura e autenticazione unica di prodotti in plastica Taggant Technology TAGTEC |
07.04.2020
| Nella produzione di tubi flessibili in alluminio, la lunghezza misurata del tubo flessibile è meno importante del numero di pieghe, poiché la precisione nella misurazione della lunghezza effettiva può essere scarsa a causa dell’ "effetto a fisarmonica" del materiale. Per contare le pieghe è possibile utilizzare un rilevatore di bordi della serie RED (ad es. RED-50-L o RED-110-L). Durante il conteggio dei bordi il tubo flessibile in alluminio viene spostato lungo il sensore laser. Il sensore fornisce un segnale di uscita digitale per ogni bordo.
► al comunicato stampa (Word/pdf) |
 RED-50-L, RED-110-L Serie RED |
23.03.2020
| Si deve misurare la frequenza delle ruote dei compressori utilizzate nei turbocompressori. Si può arrivare a valori di 300.000 giri al minuto. Di solito queste ruote dei compressori hanno 10 pale e il materiale è costituito da alluminio fresato. Se si cerca di determinare visivamente la frequenza di queste ruote, occorre tenere presente che ciascuna di queste pale provoca un cambiamento di segnale; si possono prevedere fino a 3.000.000 di operazioni di commutazione al minuto, il che porta ad una frequenza di circa 50 kHz (in relazione alle pale). Anche un rilevatore di bordo del tipo RED-50-P o RED-110-P con la sua massima frequenza di scansione tipicamente pari a 100 kHz fa fatica).
► al comunicato stampa (Word/pdf) |
.jpg) RED-50-P, RED-110-P Serie RED |
09.03.2020
| Durante la produzione di carta abrasiva è necessario assicurarsi che la granulometria dell'abrasivo (ad es. ossido di alluminio o carburo di silicio) rientri nei limiti di tolleranza consentiti. Test di laboratorio preventivi hanno dimostrato che il grado di lucentezza della superficie della carta abrasiva si correla abbastanza bene con la granulometria: più bassa è la granulometria, maggiore è il grado di brillantezza associatoe.
► al comunicato stampa (Word/pdf) |
 GLOSS-5-85°, GLOSS-15-60° Serie GLOSS |
04.03.2020
| I fili di plastica di diverso spessore, colore, forma e qualità superficiale sono utilizzati in molti settori diversi. Ad esempio, le racchette da tennis sono realizzate con monofilamenti di poliestere, il profilo triangolare delle corde dà alla racchetta maggiore spin; nel caso dei monofilamenti per la produzione di sacchetti di plastica di grandi dimensioni, le cosiddette Big bag, è indicato principalmente un nastro piatto. Nella produzione della carta, nella zona umida, vengono utilizzati nastri trasportatori in monofilamenti di plastica rotondi e per i fili di platica degli spazzolini da denti viene aggiunto del materiale abrasivo. Recentemente i monofilamenti in plastica trovano applicazione anche nelle cosiddette stampanti 3D. Anche in questo caso si utilizzano fili rotondi di diverso diametro. Oltre alla forma, la costanza del colore è decisiva per il rispettivo utilizzatore, poiché le deviazioni cromatiche vengono spesso interpretate come fluttuazioni di qualità del materiale plastico. Soprattutto con prodotti tessuti come schermi di plastica, Big bag e racchette da tennis, anche le più piccole sfumature di colore (tipicamente a partire da una differenza di colore di dE=1) possono essere percepite dall'osservatore. È quindi consigliabile o necessario per il produttore controllare il colore dei monofilamenti già in fase di produzione, quindi inline. Le dimensioni dell’oggetto, la forma e la lucentezza dei monofilamenti in plastica hanno sinora reso difficile l’impiego di colorimetri inline, tanto più se con il monitoraggio si doveva rilevare in modo affidabile una deviazione di colore di > dE = 0.7.
► al comunicato stampa (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
27.02.2020
| Nella produzione di cavi e linee ad alta tensione, i singoli conduttori isolati o fili di alluminio devono essere intrecciati insieme. Questo processo è realizzato in pratica da sistemi di cordatura. I singoli conduttori o fili sono avvolti attorno ad un conduttore o filo centrale. Per monitorare la rottura di un filo o di un conduttore, è possibile controllare il filo o il conduttore con relativa facilità utilizzando un'adeguata barriera fotoelettrica laser monodirezionale con il metodo della luce trasmessa.
Il monitoraggio dei conduttori esterni o dei fili esterni, invece, può essere ottenuto mediante un rilevatore di bordi della serie RED (RED-110-P-F60). ► al comunicato stampa (Word/pdf) |
 RED-110-P-F60 Serie RED |
04.02.2020
| Nella tecnologia è un po' come nella vita reale: non è sempre tutta discesa o salita. Piuttosto dopo un po’ di “giù” si ritorna “su”, anche nei bordi: Di regola a un bordo ascendente ne segue uno discendente e viceversa.
All'interno della serie di rilevatori di bordo, il RED-60-CLS-L e il RED-60-CLS-P ora consentono di rilevare bordi in salita e in discesa. ► al comunicato stampa (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P Serie RED |
07.11.2019
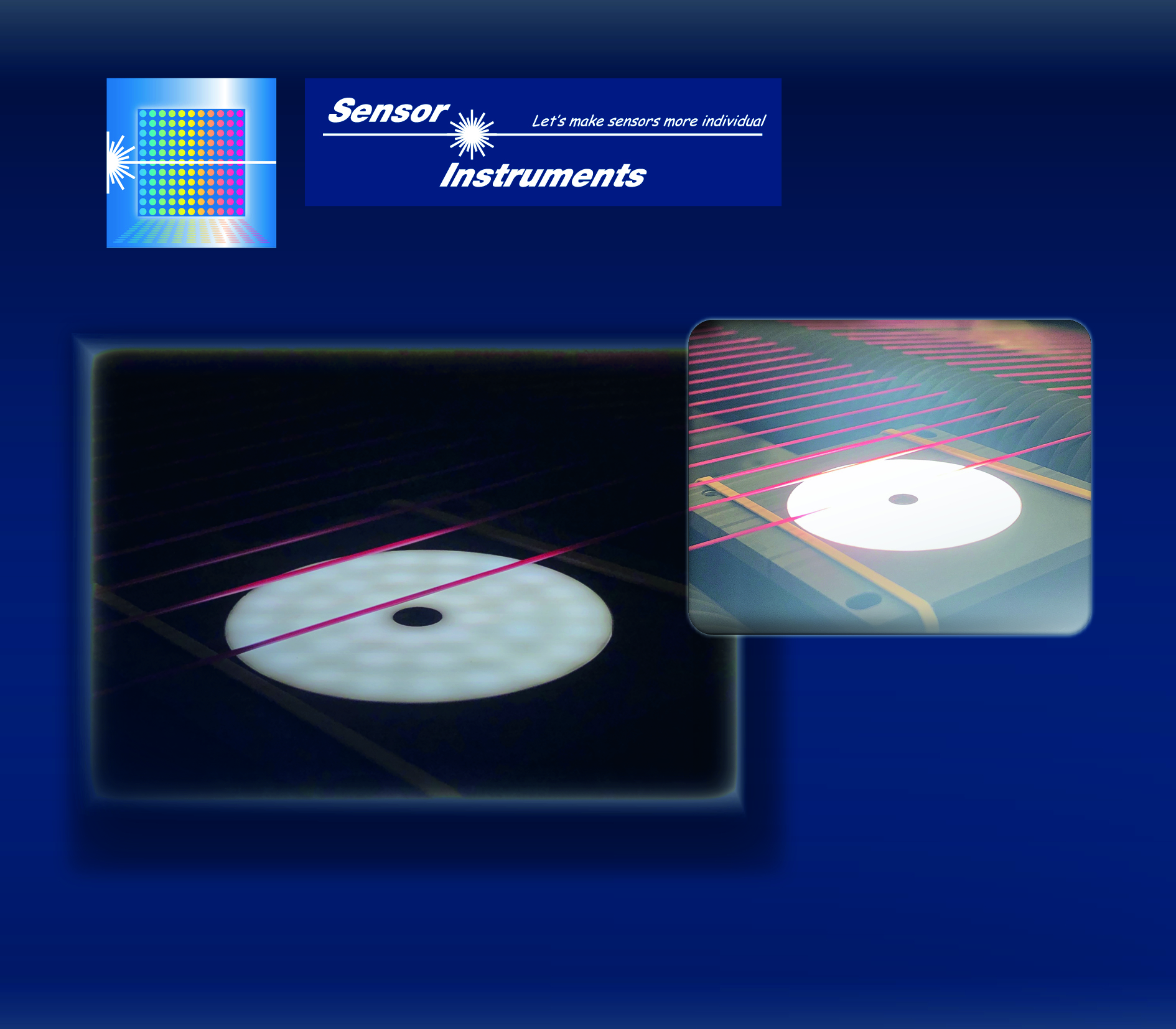
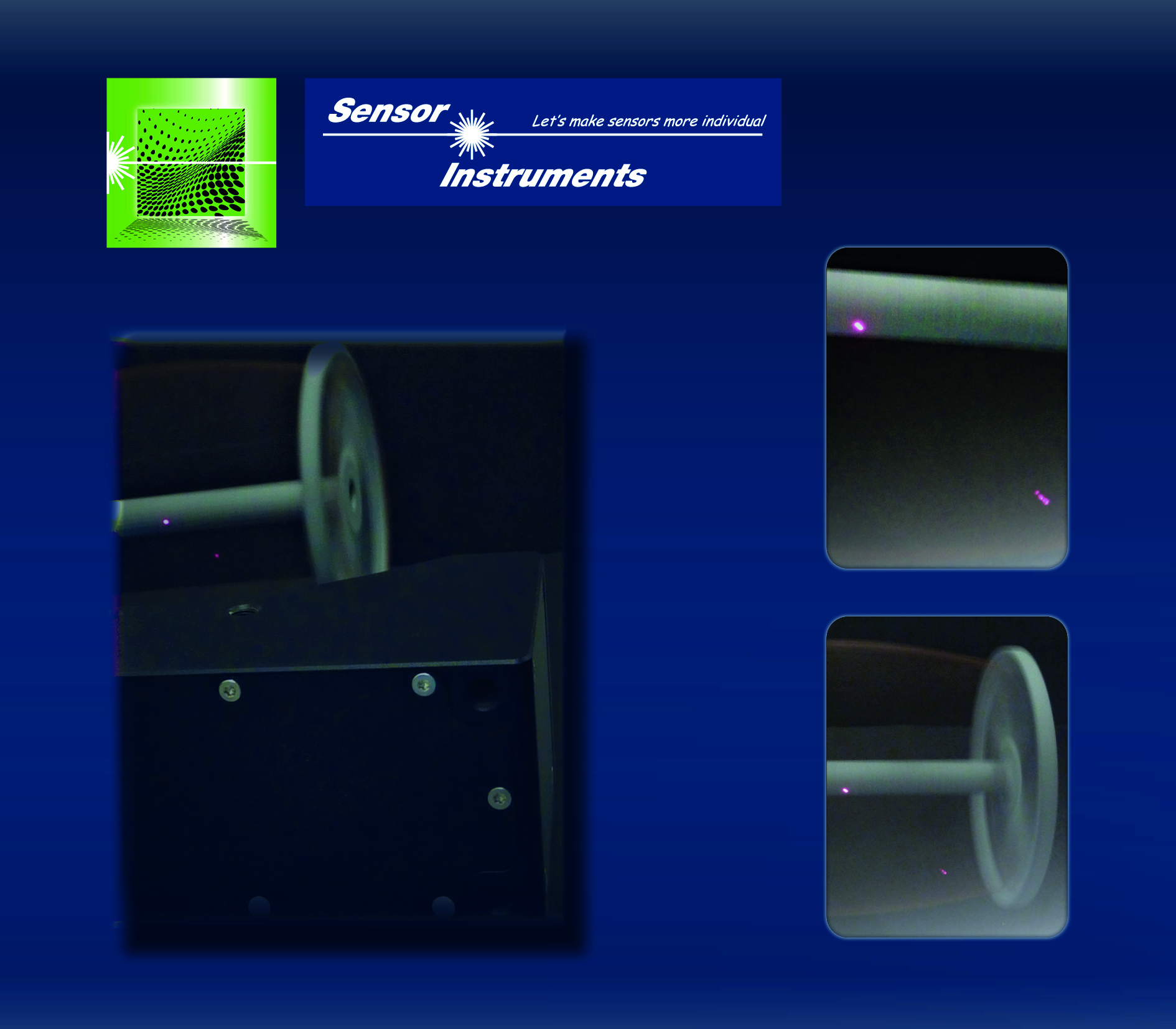
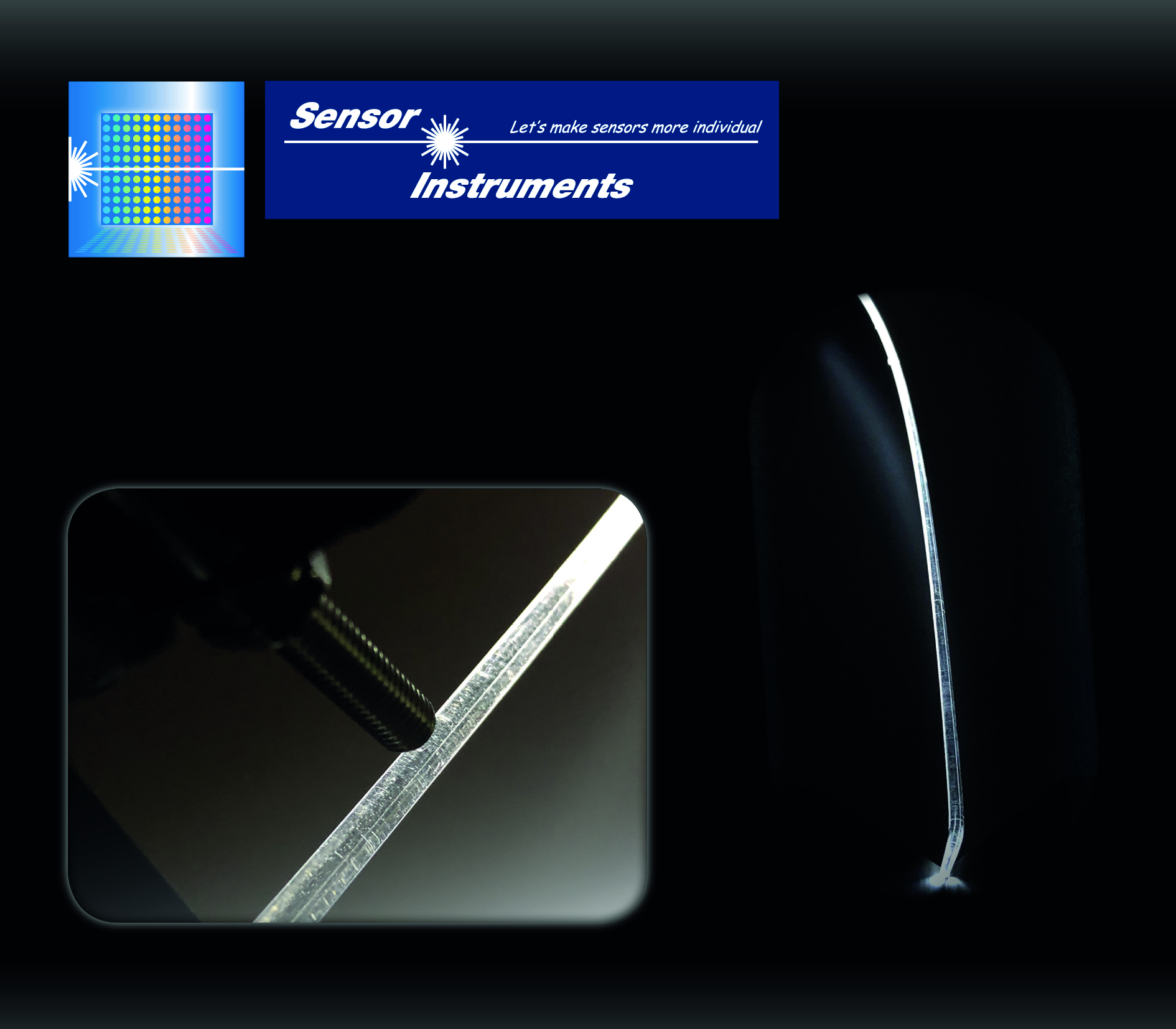
| Conduttori ottici a barra
Sempre più veicoli vengono equipaggiati negli interni, il cosiddetto settore ambiente, con conduttori ottici a barra. Li troviamo nel rivestimento delle portiere, nel cruscotto, nella consolle centrale e anche nel rivestimento del veicolo. La luce viene diretta dai conduttori ottici a barra attraverso bande piatte semitrasparenti negli interni auto. Una disomogeneità nel conduttore ottico a barra influenzerebbe la diffusione della luce disaccoppiata. Viaggiando al buio un osservatore percepirebbe all'interno del veicolo una sorta di macchia luminosa o, comunque, una macchia scura lungo la banda luminosa e risulterebbe quindi disturbante. ► al comunicato stampa (Word/pdf) |
 SPECTRO-3-FIO-ANA-LEDCON-HA Serie SPECTRO-3-ANA |
14.10.2019
| I rilevatori inline offrono una nuova tipologia di marcatura dei componenti
A seguito della completa digitalizzazione della produzione e dei processi industriali (parola chiave: industria 4.0), un nuovo tipo di marcatura dei componenti prodotti offre possibilità finora inesplorate. Attraverso la marcatura individuale (una distribuzione casuale di particelle fluorescenti sulla superficie dell'oggetto o nella matrice dell'oggetto) è possibile generare una chiave virtuale, che può essere utilizzata per memorizzare dati rilevanti per il prodotto, ad esempio nel server (o nel cloud). Grazie alla distribuzione casuale delle particelle fluorescenti, questo "codice a stella" rappresenta una sorta di "impronta digitale". Solo poche particelle nel campo visivo sono sufficienti a garantire un riconoscimento affidabile e robusto con una bassa richiesta di memoria per ciascun codice. ► al comunicato stampa (Word/pdf) |
 LUMI-STAR-MOBILE e LUMI-STAR-INLINE Serie LUMI |
29.04.2019
| Per anni i dispositivi portatili per la misurazione del grado di brillantezza sono stati impiegati con successo nell'industria. In primo luogo, come standard si sono affermati tre angoli di visione: 20°, 60° e 85° misurati rispettivamente sull’asse verticale. Fa eccezione l'industria cartaria, che utilizza principalmente un angolo di visione di 45° e 75°. Per rilevare il grado di brillantezza si utilizza il grado di riflessione sulla superficie dell’oggetto da analizzare.
|
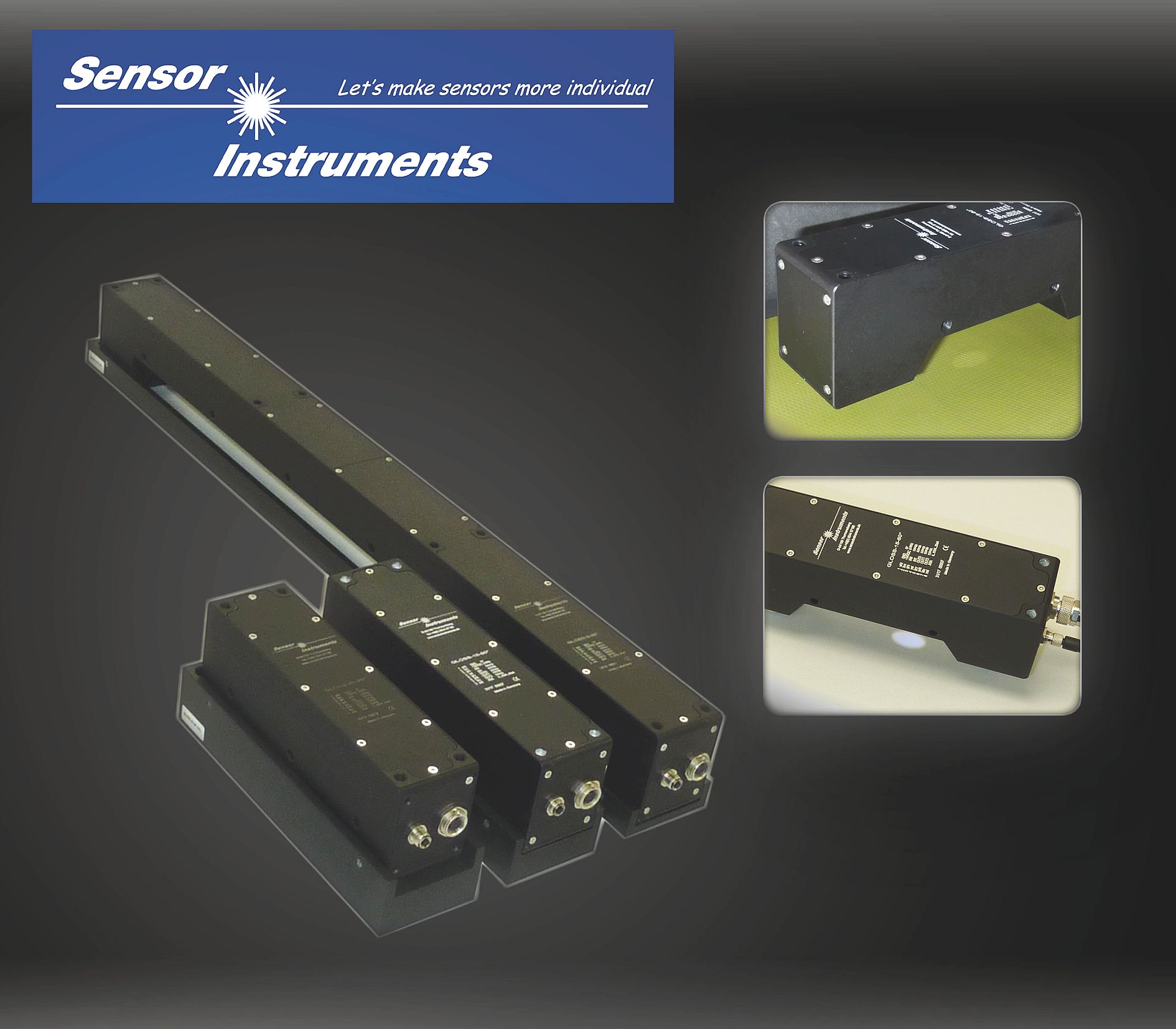 Glossmetri inline Serie GLOSS |
22.03.2019
| Il 95% delle superfici in vetro piano prodotte industrialmente viene ormai realizzata con il processo del vetro float. In questo processo, il vetro liquido viene continuamente immesso in un bagno di stagno liquido. Grazie al suo peso inferiore, il vetro fuso galleggia sulla superficie nuda dello stagno e forma una pellicola uniformemente spessa ed estremamente liscia su un bagno di stagno oblungo. Il lato del vetro rivolto verso la fusione dello stagno è leggermente contaminato dallo stagno e ha quindi effetti conseguenti sulla successiva lavorazione del vetro float, come ad esempio il rivestimento della superficie del vetro. Nella successiva lavorazione del vetro float è quindi importante distinguere la superficie contaminata dal bagno di stagno dal cosiddetto lato del fuoco (lucidatura a fuoco, durante la produzione del vetro float viene riscaldato il lato del vetro rivolto verso l'esterno della fusione dello stagno).
|
 Sensore di contrasto SPECTRO-1-FIO-UVC/UVC |
20.02.2019
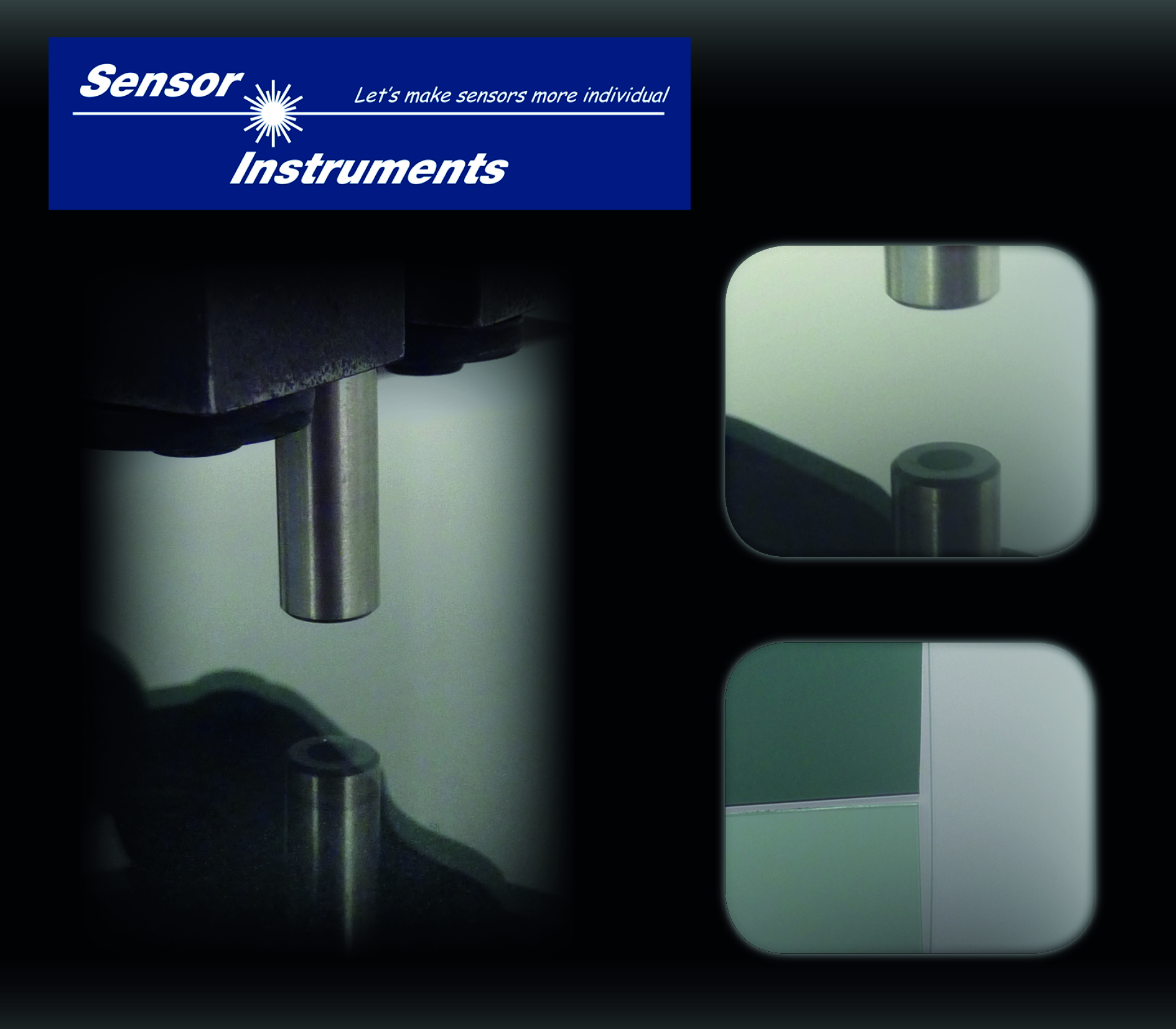
| Quando si realizzano filtri dell'olio e dell'aria per l'industria automobilistica il materiale filtrante viene piegato in modo da poter raggiungere la quantità di portata richiesta, in modo da fornire un'elevata superficie filtrante in uno spazio ridotto. A seconda del tipo di filtro, ci sono diverse profondità e numero di pieghe.
|
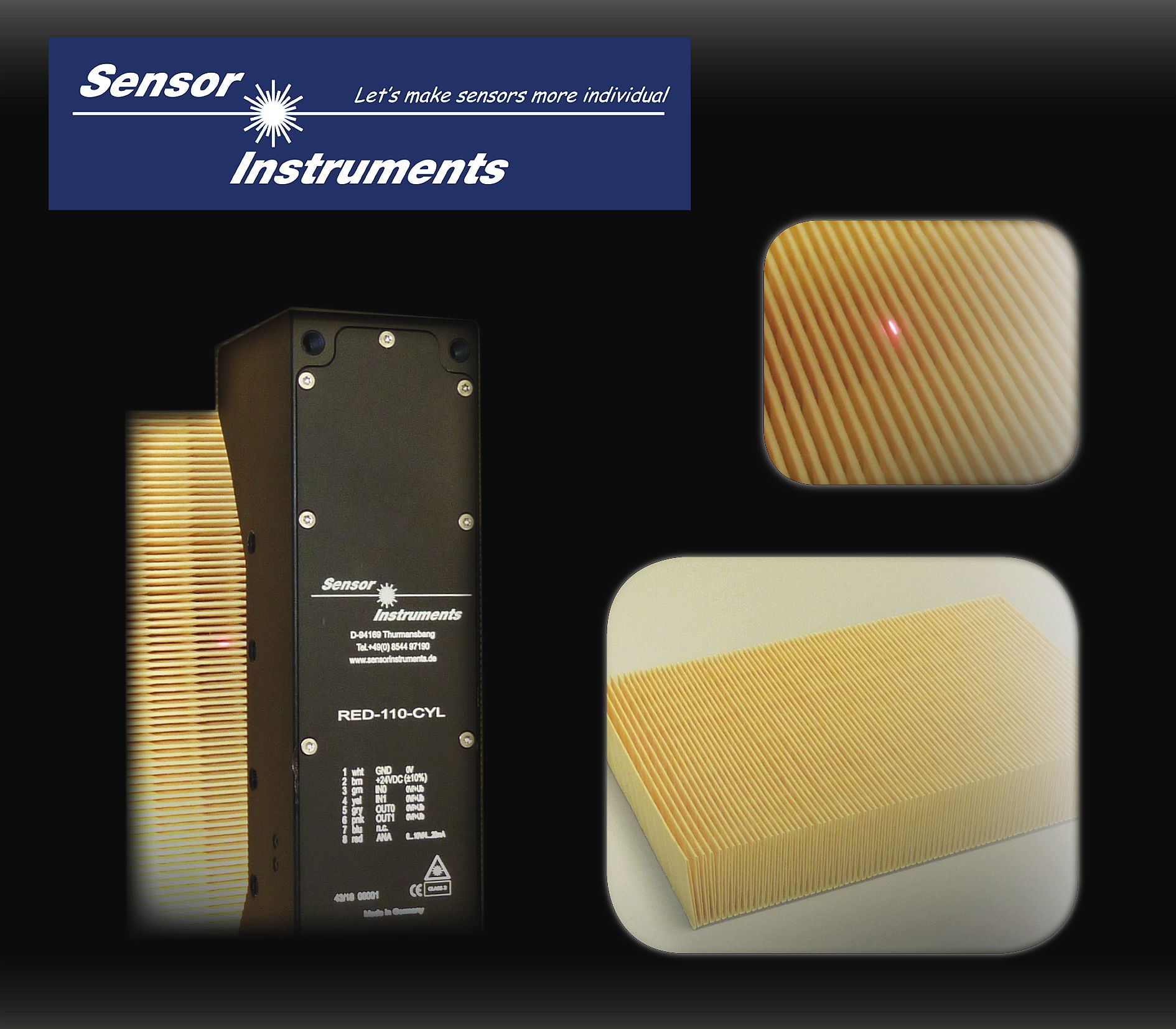 |
| Rivelatore die bordo laser RED-110-L |
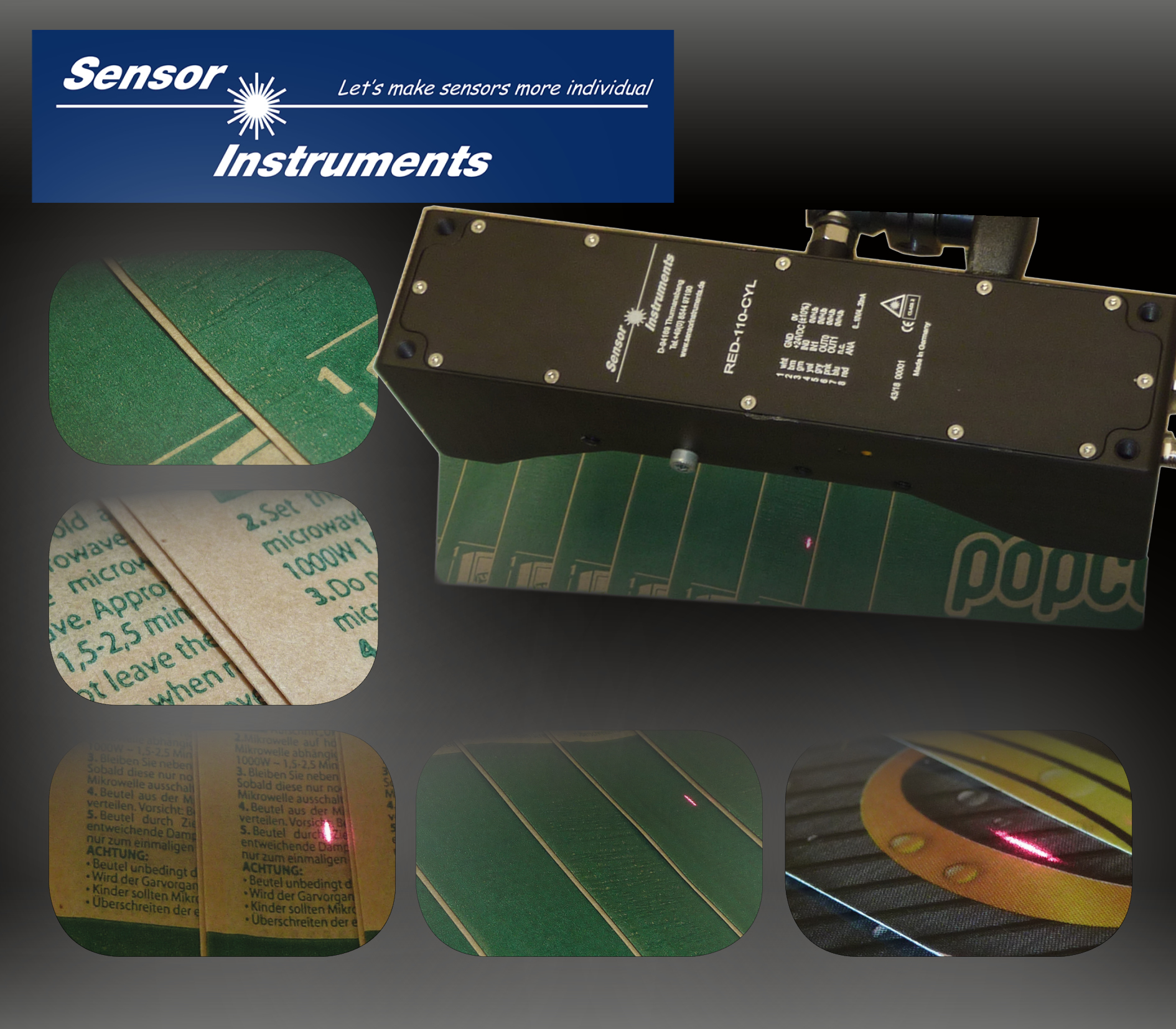
07.02.2019
| Quando si rilevano cordoni di saldatura, si pensa in primo luogo a sensori di contrasto o di colore, poiché nella maggior parte dei casi il cordone di saldatura differisce otticamente dal resto della superficie del prodotto. Tuttavia, la pratica ha dimostrato che questi metodi sono caratterizzati da frequenti riaggiustamenti o riparametrizzazioni.
|
 |
| Rivelatore die bordo laser RED-110-L |
04.02.2019
| Finora, come produttore di sensori, è stato sufficiente offrire dispositivi con uscite digitali e un'uscita analogica in tensione da 0V a +10V e anche un'uscita analogica in corrente da 4mA a 20mA, ma nel prossimo futuro la comunicazione tra i sensori e i controllori programmabili (PLC) sarà principalmente seriale digitale con velocità di trasmissione dati corrispondentemente elevate. Quindi i futuro appartiene alla cosiddetta Industrial Ethernet.
|
 |
| Convertitori da RS232 a PROFINET® e convertitori da RS232 a EtherCAT® |
21.01.2019
| I rivelatori fio ad ora adottati hanno raggiunto i loro limiti, specialmente quando si tratta di rilevare e contare oggetti impilati e trasparenti come bicchieri di plastica o coperchi di plastica. In questo caso, però, è importante inserire il numero esatto di oggetti in un'unità di imballaggio, già all’atto stesso dell’imballaggio. La Serie RED costituisce un valido aiuto (per questa applicazione si è utilizzato un RED-110-L).
|
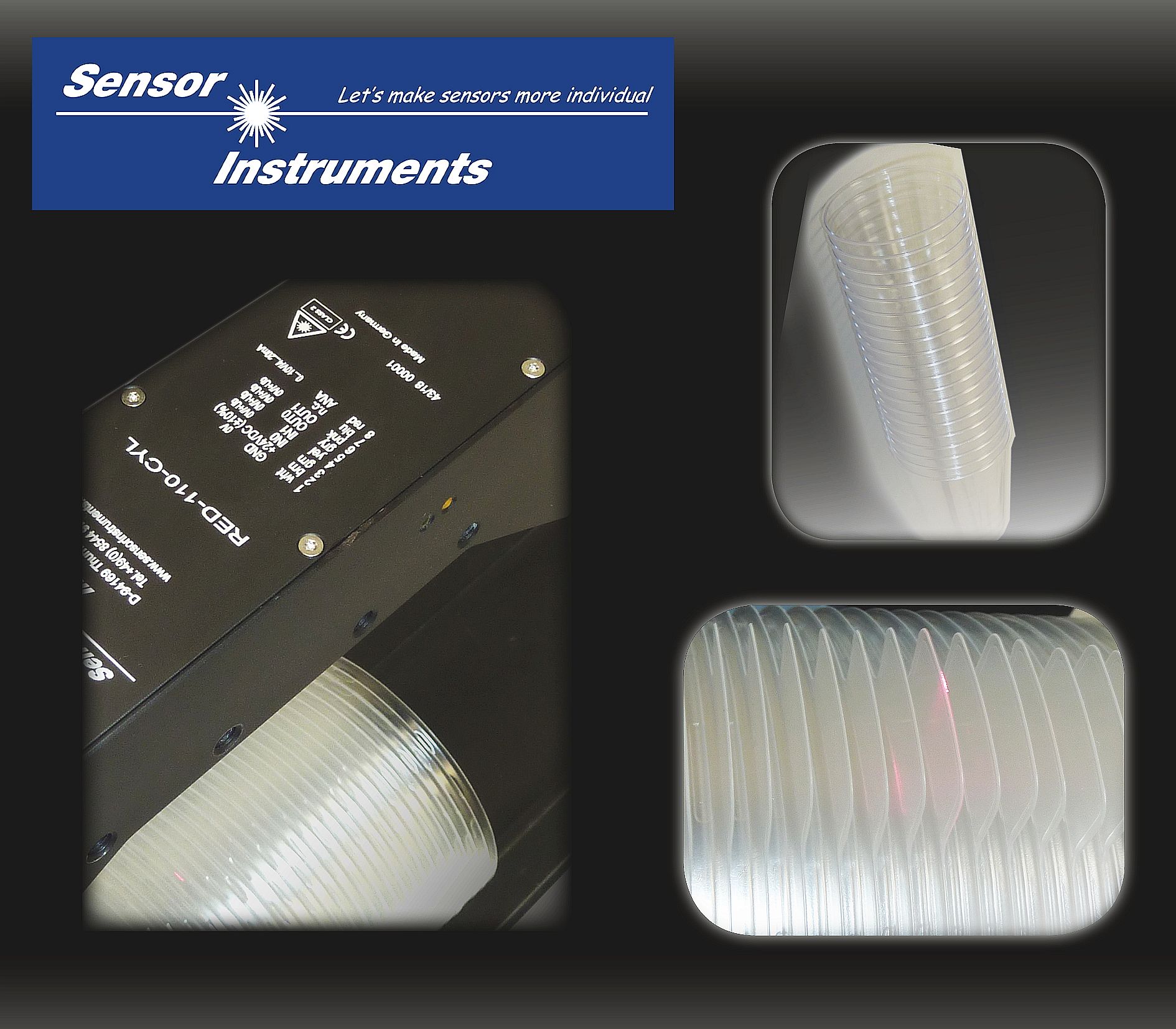 |
| Rivelatore die bordo laser RED-110-L |
26.11.2018
| Inizialmente tutto sembrava chiaro e limpido, si trattava ancora una volta di un compito di misura, che potevamo padroneggiare tranquillamente e brillantemente con un sensore della serie GLOSS. In base a quanto ci ha spiegato il cliente, molto deponeva a favore di una misurazione del livello di brillantezza, l'unica domanda all'inizio era con quale angolo misurare: 20°, 60° o ca. 85° rispetto alla verticale?
|
 |
| Sensore di lucentezza GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Quando si imballano scatole di cartone, riviste o fogli singoli, è necessario che sia garantito il numero di copie contenute all’interno di una confezione. In molti casi, il materiale viene trasportato embricato prima di essere imballato da un impilatore girapile, nel caso di riviste, quotidiani o materiale pubblicitario. A seconda dello spessore delle copie nonché della rispettiva velocità di trasporto (fino a 10 m/s), il flusso a squame può accogliere diverse altezze. ► al comunicato stampa |
 |
| Rivelatore die bordo laser RED-110-L |
19.11.2018
Negli ugelli spruzzatori utilizzati sul parabrezza, è cambiato molto negli ultimi anni. Ora l’irradiazione e differenziata e puntuale. Con gli ugelli a ventaglio si garantisce un’applicazione omogenea della nebbia a spruzzo sulla gamma angolare prevista, come l’irradiazione a punti delle telecamere anteriori mediante le sorgenti puntiformi difficilmente divergenti. ► al comunicato stampa |
|
| Sensore lineari laser a luce trasmessa L-LAS-TB-100-AL-SC |
09.11.2018
Finora, il controllo del colore durante la produzione di vernici colorate veniva effettuato principalmente in laboratorio. Occorreva quindi prelevare un campione di vernice e controllare poi il colore sul sottile strato essiccato di vernice. Questo processo richiede naturalmente un certo tempo, tempo durante il quale la produzione di vernice potrebbe eventualmente uscire fuori dalla tolleranza ammessa e ciò richiederebbe un post-trattamento dispendioso in termini di tempo e denaro. ► al comunicato stampa |
 |
| Sensore di misurazione del color SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
Il conteggio dei coperchi in plastica trasparenti impilati, come quelli utilizzati ad esempio nell'industria dell'imballaggio, è stato finora estremamente problematico, poiché i bordi dei singoli coperchi non sono sempre perfettamente allineati e, soprattutto nel caso di oggetti trasparenti, i contatori di copie che funzionano secondo il principio della luce riflessa non forniscono risultati di conteggio affidabili.
► al comunicato stampa |
 |
| Sensore laser a luce trasmessa A-LAS-N-F16-9.5x0.8-150/80-C-2m mit elettronica di controllo SPECTRO-1-CONLAS |