Traduire cette page:
Communiqués de presse Sensor Instruments
20.06.2024
19.06.2024
20.11.2023
11.10.2023 ( )
)
01.09.2023 ()
24.08.2023
18.08.2023
22.08.2022
Article spécialisé dans Kunststoffe International 06/2022
26.07.2022
Article spécialisé dans Kunststoffe International 05/2022
(Catégorie : Measuring Technology - Compounding & Recycling)
| Comment peut-on déterminer l'épaisseur d'une couche de vernis entre deux films PET ?
A cet effet, quatre paires de films PET avec différentes épaisseurs de couche de vernis entre les deux films PET (10µm, 20µm, 50µm et 80µm) ont été examinées avec la méthode de lumière transmise MIR. Du côté du récepteur, on disposait de deux plages de longueurs d'onde avec des longueurs d'onde centrales de 2.95µm et 3.90µm (SPECTRO-M-2-2.95/3.90). La distance entre le film PET et l'émetteur MIR était d'environ 20mm. La présence d'une couche de silicone sur un film plastique transparent a également été examinée à l'aide de cette méthode de mesure, avec pour résultat que cette couche peut également être très bien détectée. |
   SPECTRO-M-15-T (source de lumière) + SPECTRO-M-2-2.95/3.90 (récepteur) |
19.06.2024
| Mesure des quantités de pulvérisation les plus faibles en zone Ex
Pour les applications caractérisées par une faible quantité de pulvérisation, on aura recours en premier lieu à une solution basée sur le principe de la lumière réfléchie. Comme la plupart de ces applications ont lieu dans des zones à risque d'explosion, on utilisera de préférence un système de fibres optiques. Dans ces applications, le jet de pulvérisation ne peut généralement plus être perçu à l'œil nu. Avec le frontal à fibres optiques ABL-V-ARRA-KL-M18-XL-A3.0 en combinaison avec l'électronique de contrôle SPECTRO-T-1-FIO-R/R, il est possible de déterminer de manière fiable aussi bien la présence que la densité du jet de pulvérisation à partir d'une distance de 60 mm typique entre le frontal et le jet de pulvérisation. |
 SPECTRO-T-1-FIO-R/R (l'électronique de contrôle) + ABL-V-ARRA-KL-M18-XL-A3.0 (frontal à fibres optiques) |
20.11.2023
| Le logiciel Windows® SPECTRO3 MSM DOCAL Scope, permet de calibrer en ligne les capteurs de couleurs de différentes manières, ce qui est expliqué ci-dessous de façon plus détaillée.
Calibrage à l'aide cartes couleurs RAL en plastique La société RAL GmbH, Bonn, offre environ 300 cartes plastiques de différentes couleurs, mesurées selon la méthode d/8°. Les valeurs L*a*b* correspondantes sont indiquées sur chaque pochette jointe à la carte couleur en plastique. De plus, pour les cartes plastiques RAL, disponibles auprès de la société Sensor Instruments GmbH, la valeur L*a*b* respective résultant de la mesure 45°/0° est consignée aussi bien sur la carte plastique RAL que sur la pochette. En outre, elle est dotée d'un numéro à 5 chiffres. Pour les nouvelles cartes couleur RAL à mesurer, Sensor Instruments enregistre en continu un numéro à 5 chiffres dans un fichier de calibrage, en même temps que la valeur de couleur L*a*b* mesurée sur la carte couleur RAL. Pendant le processus de calibrage, il suffit donc de présenter au capteur la carte couleur RAL à calibrer et de saisir le nombre à 5 chiffres correspondant dans le logiciel. Dans ce mode de calibrage, seules les cartes couleur RAL sont utilisées comme références. Ainsi, est-il possible de comparer les résultats de mesure indépendamment du lieu, par exemple dans le cas d'entreprises ayant plusieurs sites. Dans ces conditions, il n'est pas nécessaire de se référer à des appareils de mesure de couleur manuels, appelés colorimètres manuels. Calibrage à l'aide de plaquettes injectées et de produits recyclés Dans de nombreux cas, on souhaite justement cette référence aux colorimètres manuels ou aux colorimètres de laboratoire déjà présents dans l'entreprise : de cette façon, les valeurs de mesure sont plus facilement comparables entre la production et le laboratoire. Ce référencement aux colorimètres déjà présents dans l'entreprise au moyen du logiciel SPECTRO3 MSM DOCAL Scope est expliqué plus amplement dans les paragraphes suivants. Outre les systèmes de mesure des couleurs en ligne, Sensor Instruments propose également d’appareils de laboratoire qui fonctionnent exactement selon le même procédé et dont les capteurs sont identiques. On dispose aussi bien de systèmes qui mesurent à travers un verre de regard que d’appareils qui regardent directement le produit recyclé à mesurer. Mesure de la couleur en ligne au moyen de
SPECTRO-3-0°/45°-MSM-INLINE-ANA et de l'appareil de laboratoire correspondant SPECTRO-3-0°/45°-MSM-CMU Dans les deux cas, le calibrage peut être effectué directement sur le produit recyclé, tandis que les valeurs de référence L*a*b* sont déterminées au moyen de plaquettes injectées fabriquées à partir du même lot de produit recyclé que celui dont disposent les appareils à calibrer. Les valeurs de référence L*a*b* sont déterminées sur la base des plaquettes injectées à l'aide des colorimètres manuels ou de laboratoire disponibles dans chaque entreprise. Mesure de la couleur en ligne à l'aide d'un SPECTRO-3-FIO-MSM-ANA-DL en combinaison avec un frontal KL-D-0°/45°-85-1200-D-S-A3.0-VIS et l'appareil de laboratoire correspondant SPECTRO-3-0°/45°-MST Dans ce cas aussi, les plaquettes injectées fournissent les valeurs colorimétriques de référence L*a*b*. L'extrémité optique frontale est dirigée directement sur le matériau recyclé à une distance de 85 mm. Le matériau recyclé disponible pendant l'étalonnage est également utilisé pour fabriquer les plaquettes injectées. Les plaquettes injectées et le matériau recyclé proviennent donc du même lot. Si le calibrage est effectué à l'aide de l'appareil de laboratoire SPECTRO-3-0°/45°-MST, il est recommandé, lors de l'enregistrement des valeurs de mesure pendant le processus de calibrage, de déplacer le bac de réception du produit recyclé dans les directions x, y en gardant la même distance par rapport à l'extrémité frontale du capteur pour pouvoir compenser la position aléatoire des pellets. En ligne, cela se fait par le transport des pellets sur un convoyeur vibrant. Le flux de produit recyclé atteint alors une vitesse typique de 50 mm/s à 100 mm/s. Lors d'un processus de calibrage d'une durée de 30 secondes par exemple, le flux de produit recyclé se déplace de 1,5 m à 3 m, c'est-à-dire que la moyenne est calculée sur cette distance de mesure pendant le processus de calibrage. Le résultat de la mesure est donc précis et indépendant de la position aléatoire des grains de granulés. Même les vibrations, qui font parfois entrer les granulés en résonance et les font "sauter", peuvent être largement compensées pendant le processus de mesure qui dure quelques secondes. La grande taille du spot lumineux, d'un diamètre d'environ 20 mm, est ici décisive, puisqu’elle permet de calculer la moyenne optique d'un grand nombre de pellets, même à l'arrêt. |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Système de mesure des couleurs en ligne)  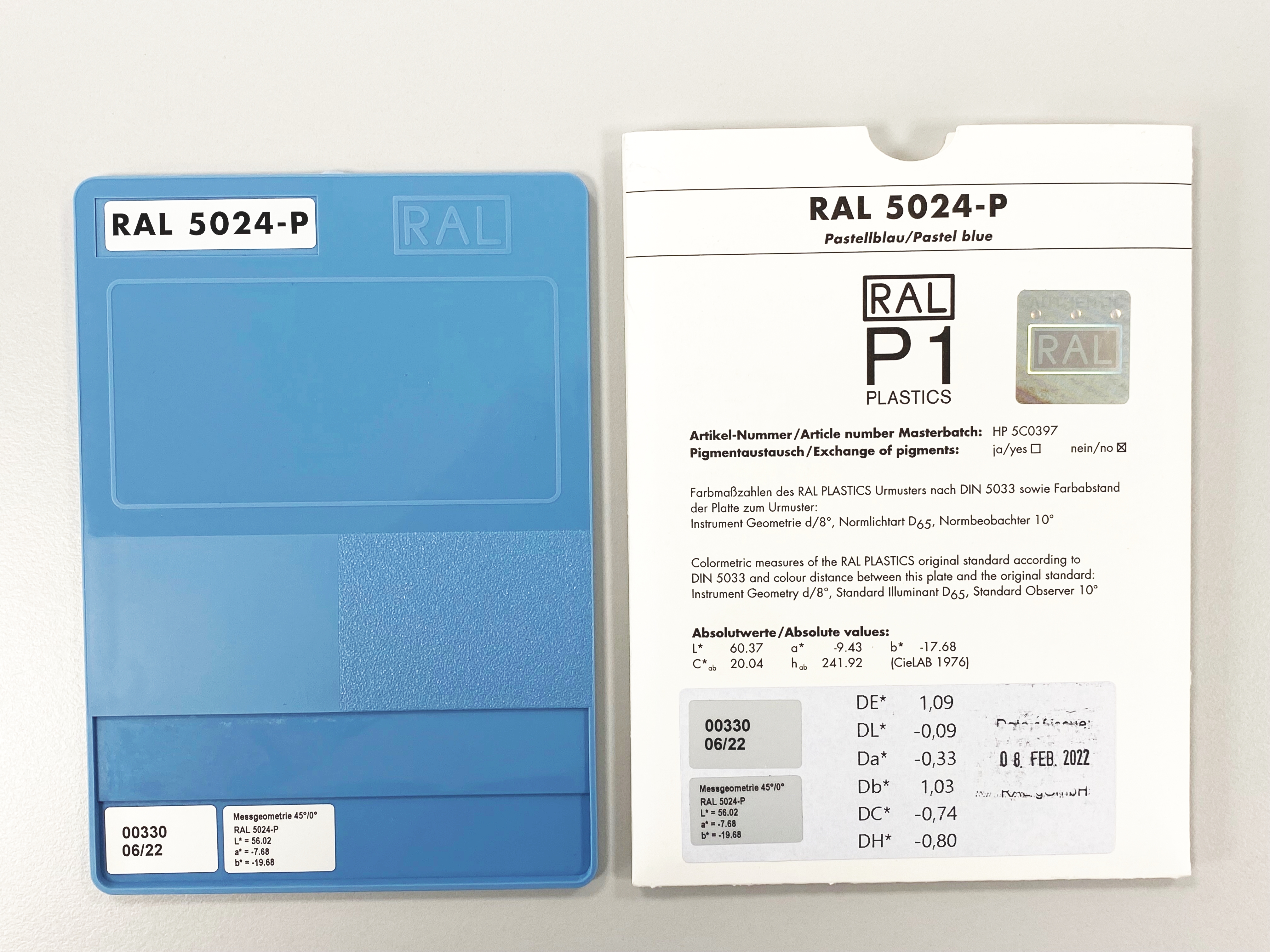 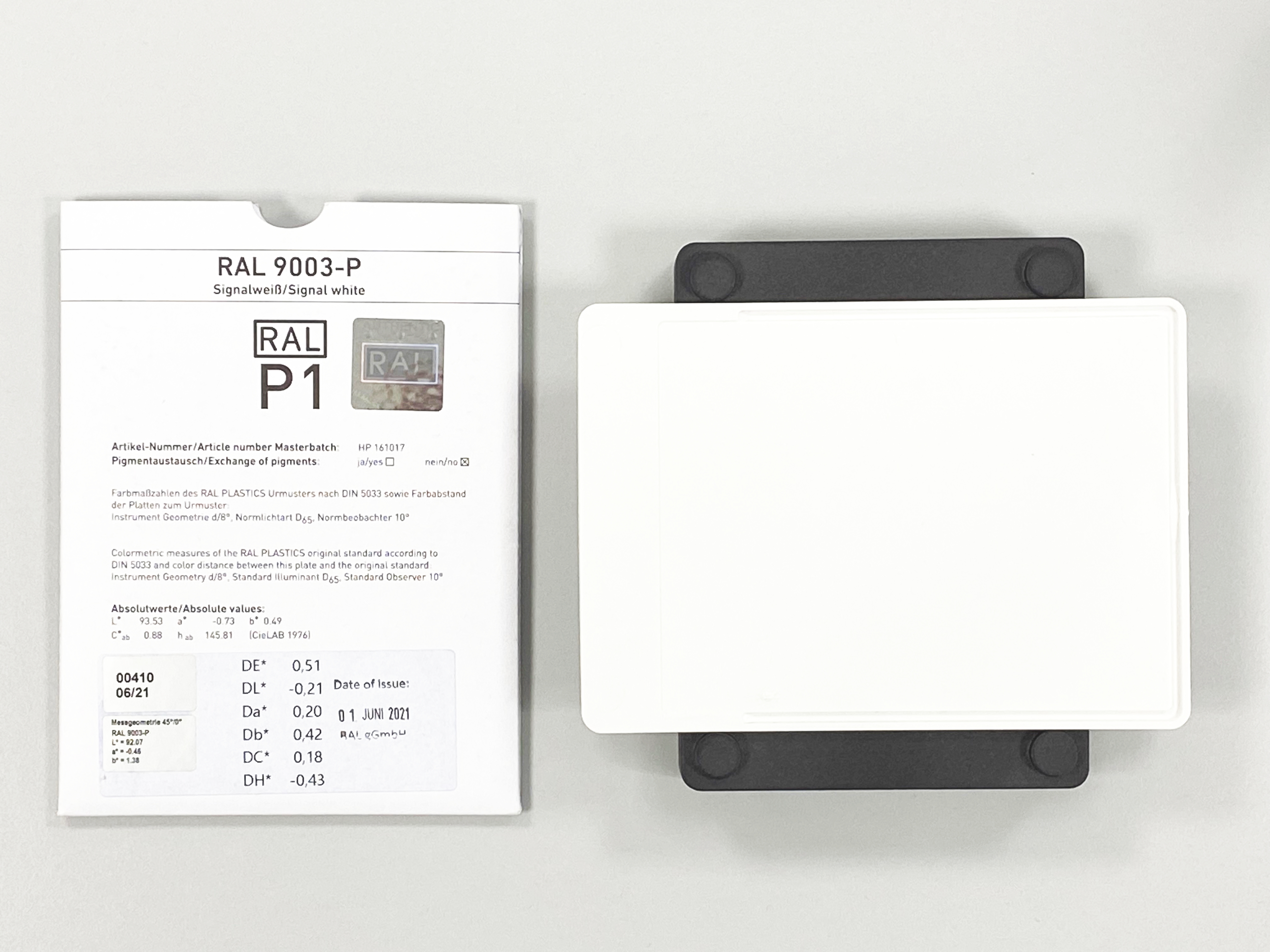 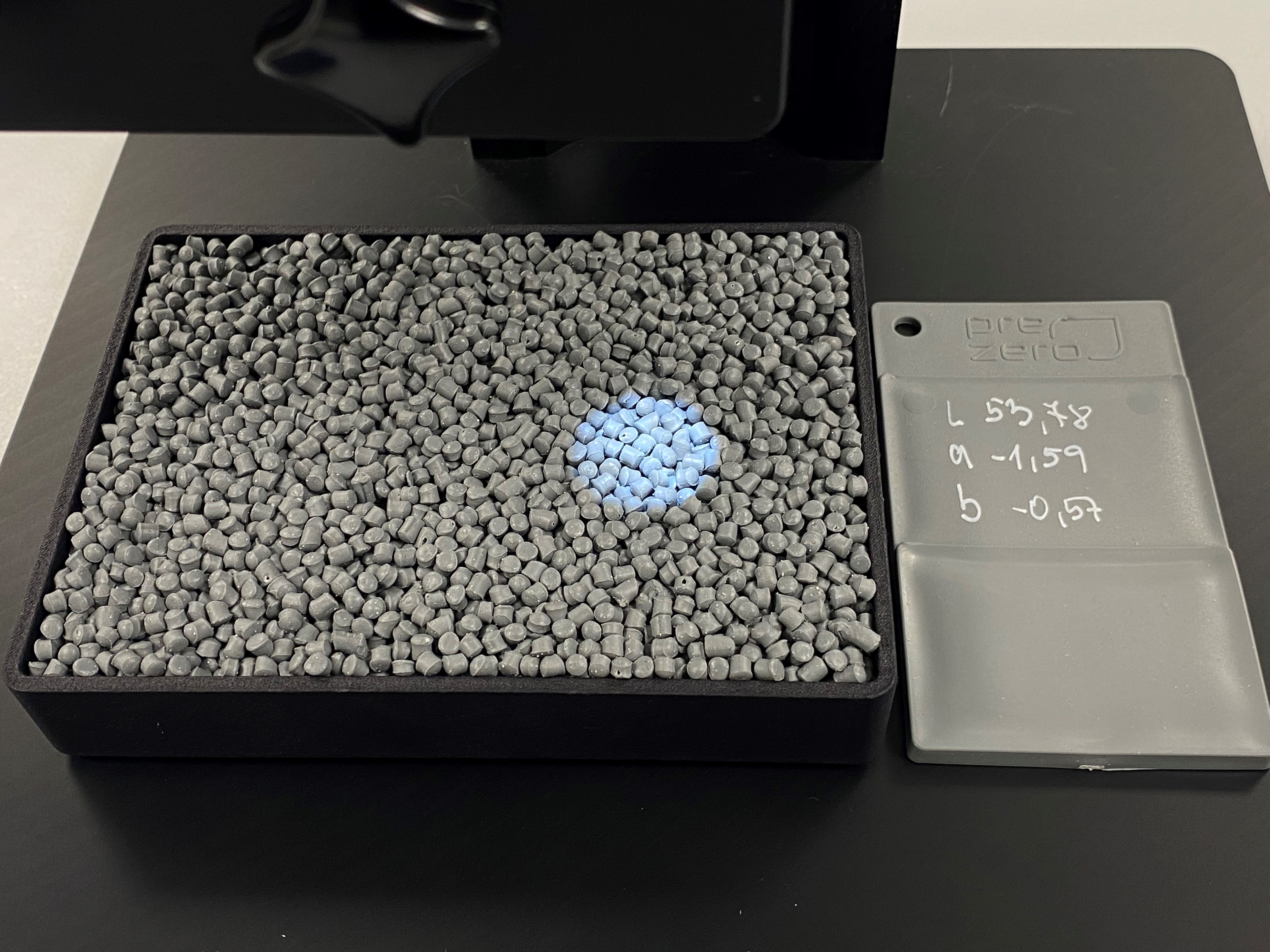 Calibrage à l'aide cartes couleurs RAL en plastique ou à l'aide de plaquettes injectées et de produits recyclés 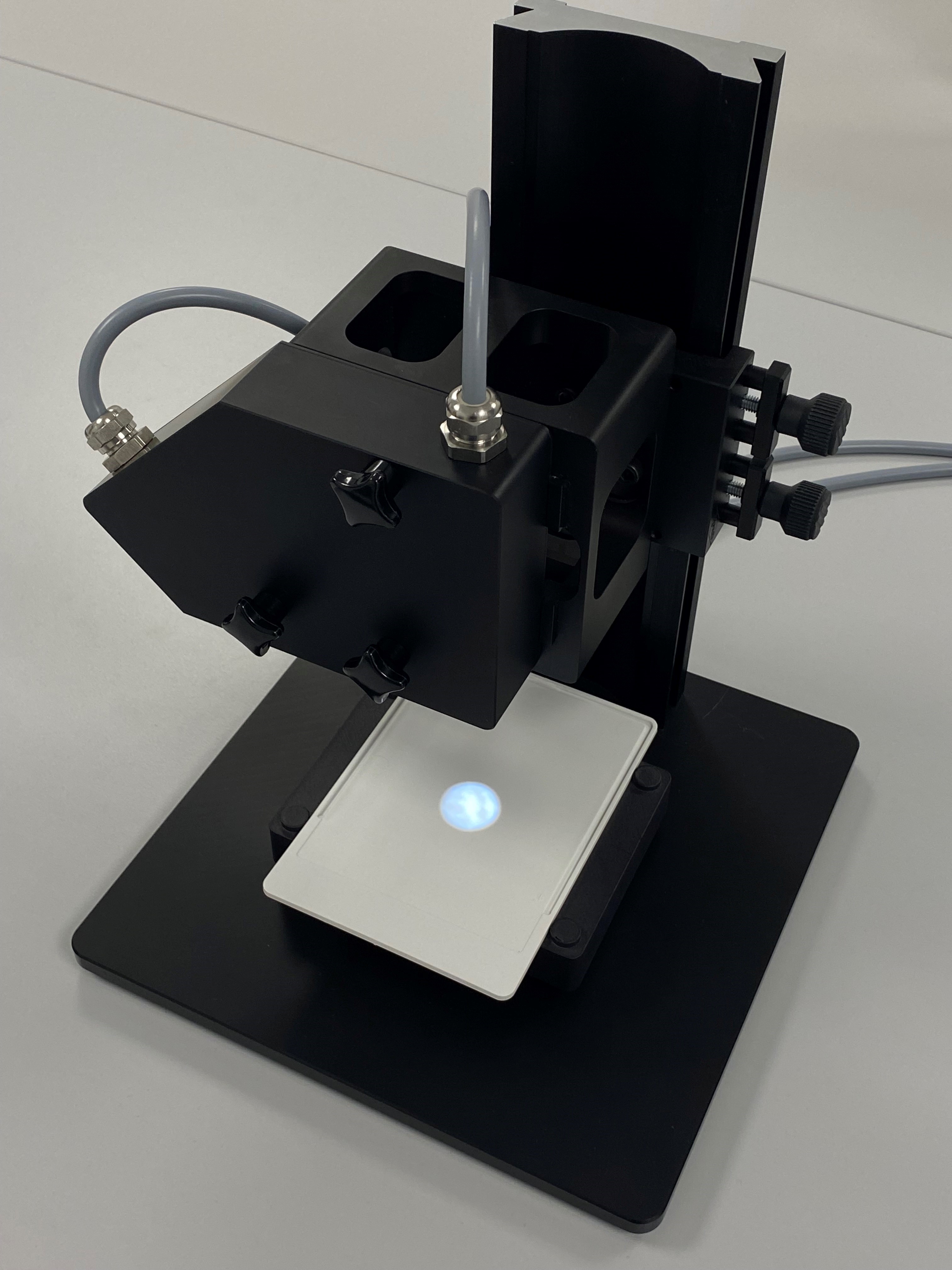 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Système de mesure des couleurs en ligne) 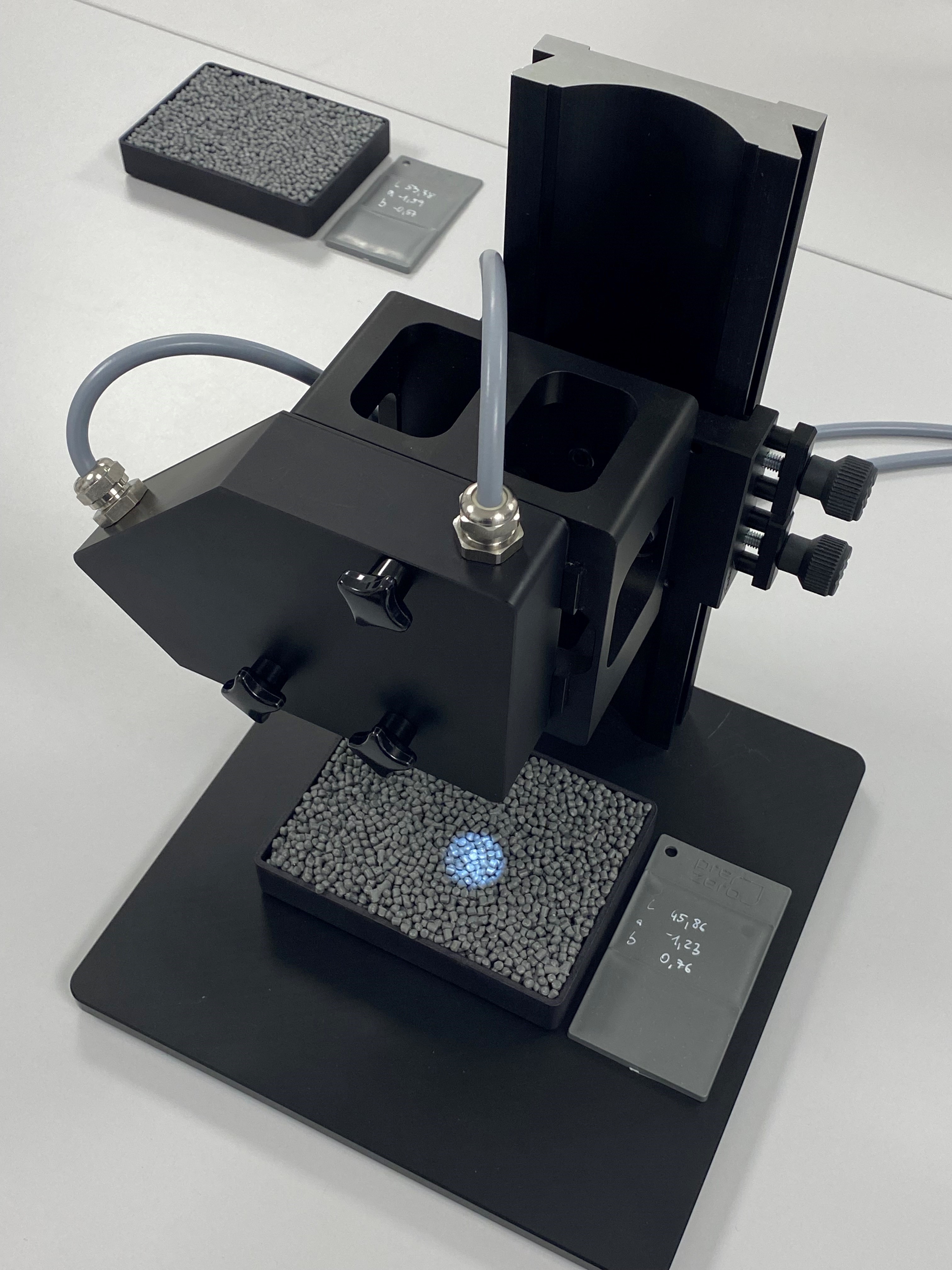 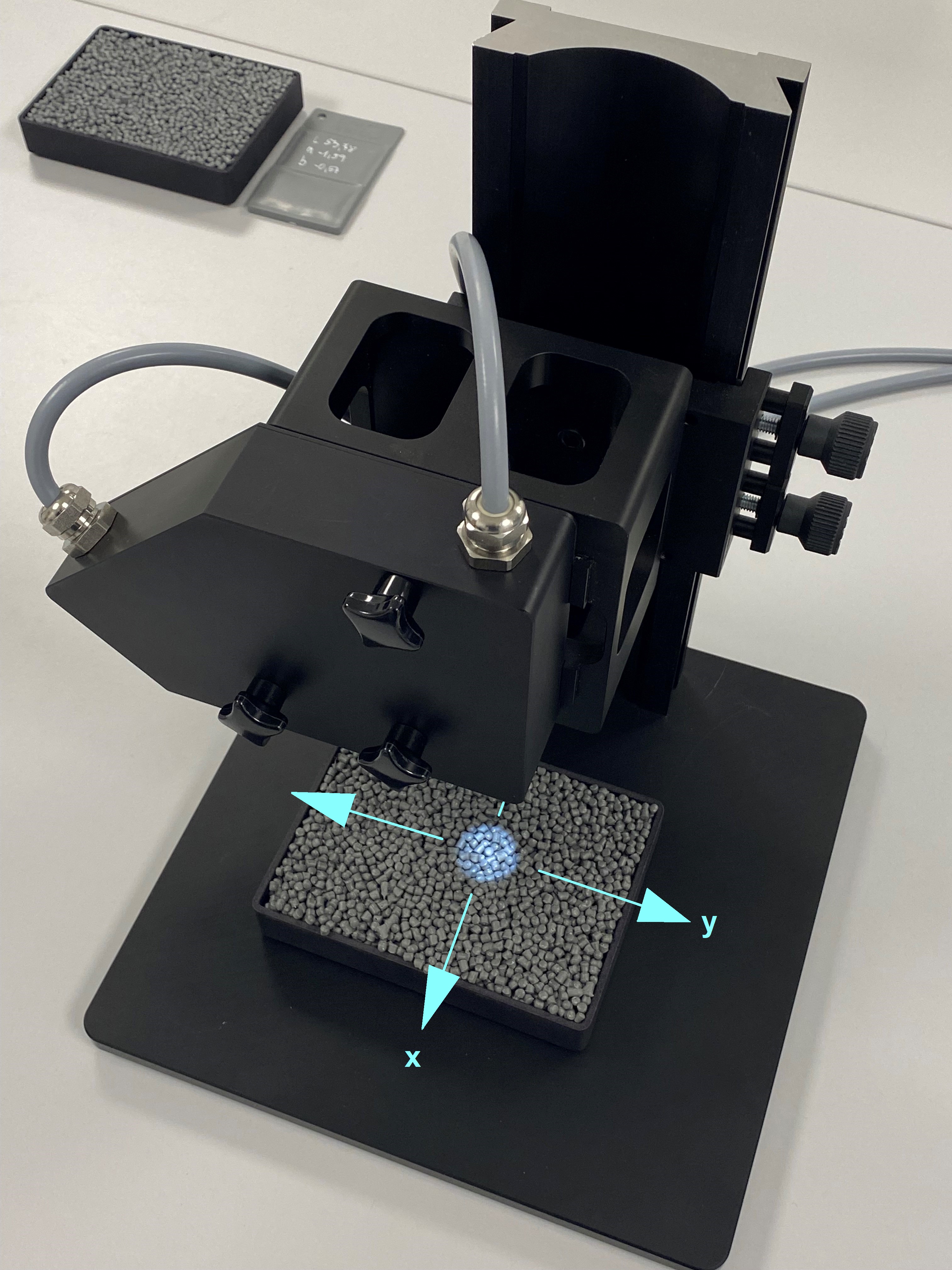 |
11.10.2023 (
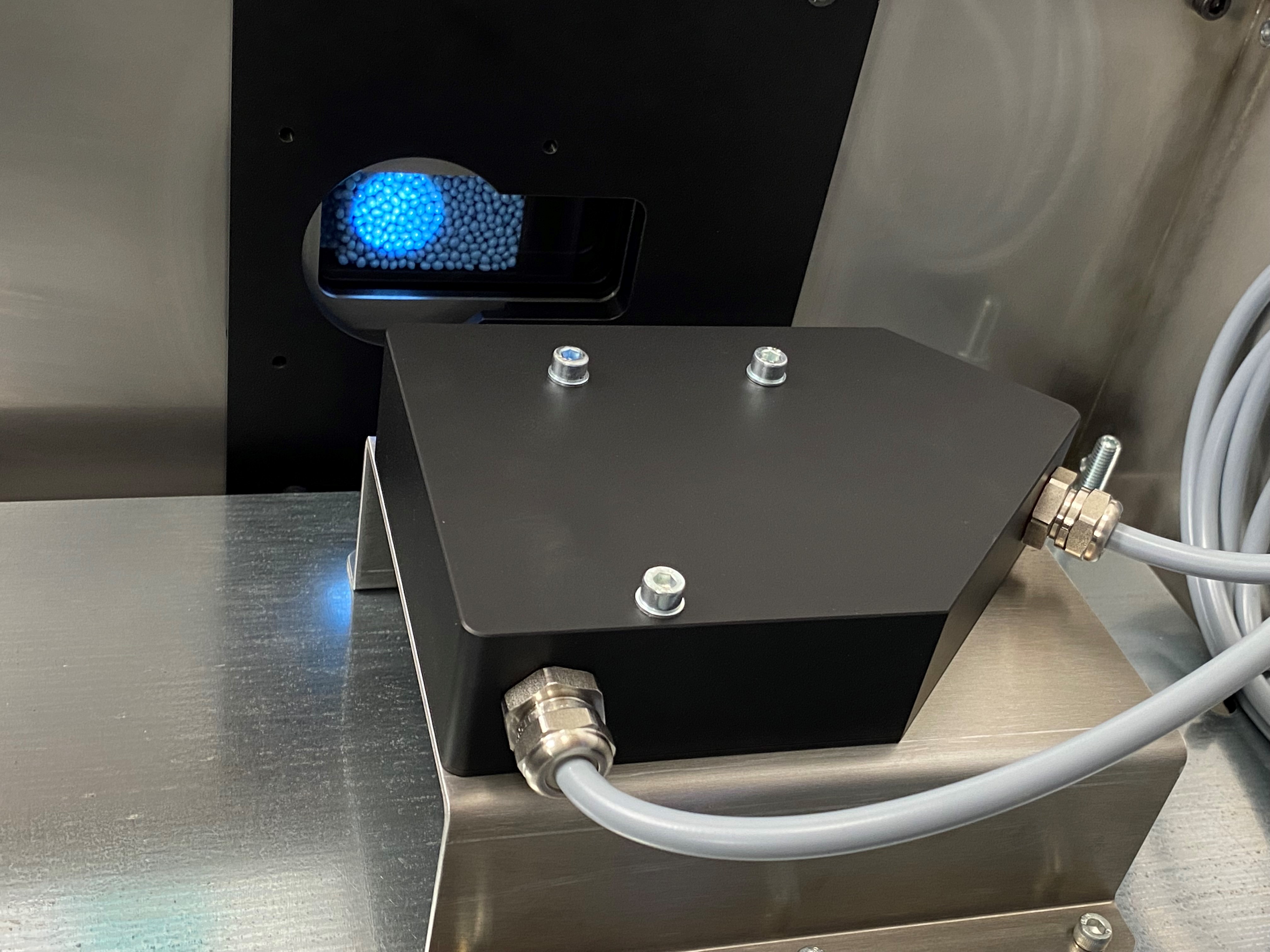
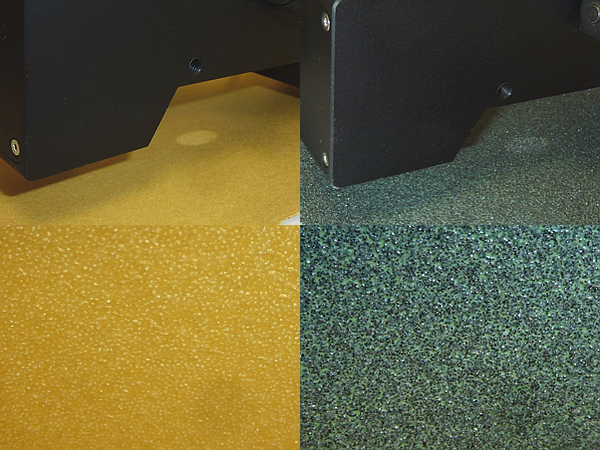
| The increasing use of recyclates in the plastics industry means that efficient product control is assuming ever-greater importance. Whilst laboratory-based random quality control was sufficient in the past, the industry is increasingly considering the deployment of 100% control, especially in terms of the color gradient. Sensor Instruments has launched a number of inline systems to perform this function. Providing production staff with information about recyclate production at a very early stage, this covers not only the trend in the color of the recyclates, but the color of the recyclates in combination with their temperature, whilst monitoring the product flow level. The product flow level is important for exact determination of the recyclate color, whilst also providing timely information about a possible blockage of the sieve immediately after the vibrating feeder. The data is also made available for quality assurance via a digital-serial interface (Ethernet).
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline color measurement system) |
01.09.2023 (
| While downcycling of plastic products still predominated in the past, the form of recycling in which the reused plastic is put to the same or a comparable use is now becoming increasingly important. This in turn means considerable additional technical effort in separating and sorting the items delivered to the recycling plant throughout the recycling process. After separation of as many non-plastics as possible, for example by means of metal separators and wind separation, sorting is currently primarily by color (color sorting systems) and type of plastic (NIR cameras). Despite pre-sorting, where mainly whole articles are checked, as well as post-sorting (after shredding the plastic articles and subsequent washing) of the plastic particles known as flakes, it is not possible to achieve 100% grade purity. Certain variations in color must also be expected. In order to allow unrestricted use of the recyclates produced in this way, they must be checked for purity before the next processing step, at the very latest immediately before extrusion. Typically, this could be done by a metering system equipped with appropriate sensors.
|
 Color Plastic type Marker   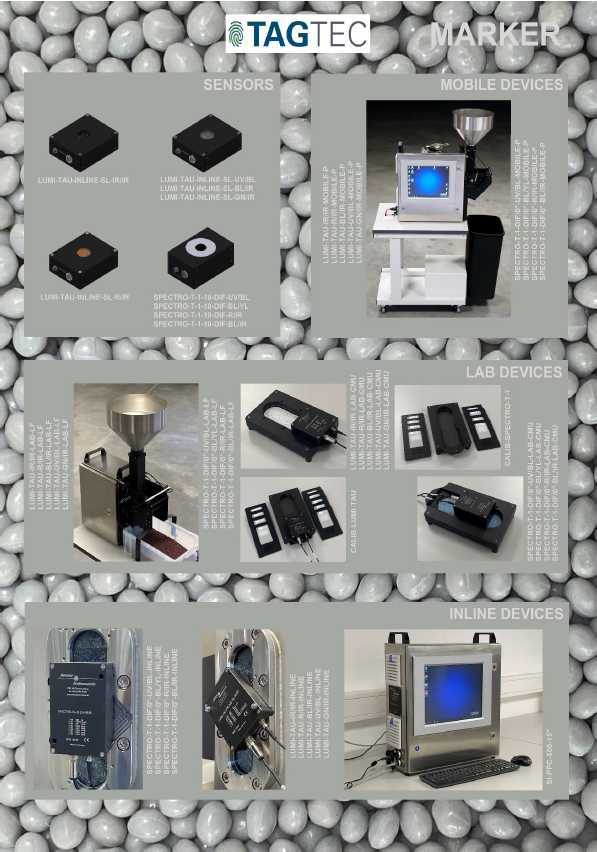 |
24.08.2023
| Parfois, il est judicieux de suivre. Suivre sa conscience, par exemple ou encore le conseil sérieux d’un ami. Suivre sur Instagram ou sur LinkedIn ? Sur ce point, les avis peuvent différer. Suivre l’opinion dominante ? « Tout est bon ! Seulement pas toujours, seulement pas partout, seulement pas pour tous. » (Novalis). Chez Sensor Instruments, nous préférons sortir des sentiers battus - mais justement pour cette raison, il vaut parfois la peine de suivre : suivre les couleurs, par exemple.
Or, c'est justement dans le domaine des couleurs de recyclats que nos partenaires de marché ont fait preuve de la plus grande activité ces derniers temps. Aujourd’hui, dans le secteur du recyclage des plastiques, on chercherait presque en vain une entreprise qui renonce dans son laboratoire à l’un des colorimètres portables offerts sur le marché pour mesurer la couleur des recyclats. Incontestablement, ces appareils font leur travail. Ils le font avec une grande précision, offrent le confort d’utilisation attendu et sont d’un prix raisonnable. Avec précision ? ... ► Communiqué de presse (Word/pdf) |
 Système de colorimétrie en ligne |
18.08.2023
| Comment surveiller au mieux le produit tout au long de son cycle de vie ?
Le passeport numérique des produits de R-Cycle, ou DPP, fournit une excellente base à cet effet. Grâce au DPP, il possible de consulter simplement les données importantes non seulement pour le produit mais aussi pour le recyclage. Différents codes permettent d’ouvrir le DPP : grâce à un code QR ou à des tatouages numériques qui peuvent être appliqués sur le produit sous forme de manchons ou d'étiquettes, ou encore être gravés au laser en code 3D dans le moule d'injection. Les tatouages numériques sont considérés comme inviolables, tandis qu'un code QR peut être facilement imité. Par contre, une fois combiné avec les mélanges-maîtres de Gabriel-Chemie, même un code QR peut être estimé comme « sûr ». Les mélanges-maîtres TAGTEC de Gabriel-Chemie contiennent une riche sélection de différents marqueurs excitables par la lumière. Ces marqueurs peuvent être détectés à l'aide d'un optocapteur spécial de Sensor Instruments. Les produits marqués par TAGTEC se sont avérés infalsifiables. Combinés aux possibilités offertes par un DDP, il est possible de garantir une surveillance de la chaîne de production robuste et fiable. ► Communiqué de presse (Word/pdf) |
 |
22.08.2022
Article spécialisé dans Kunststoffe International 06/2022
(Catégorie : Materials - Additives)
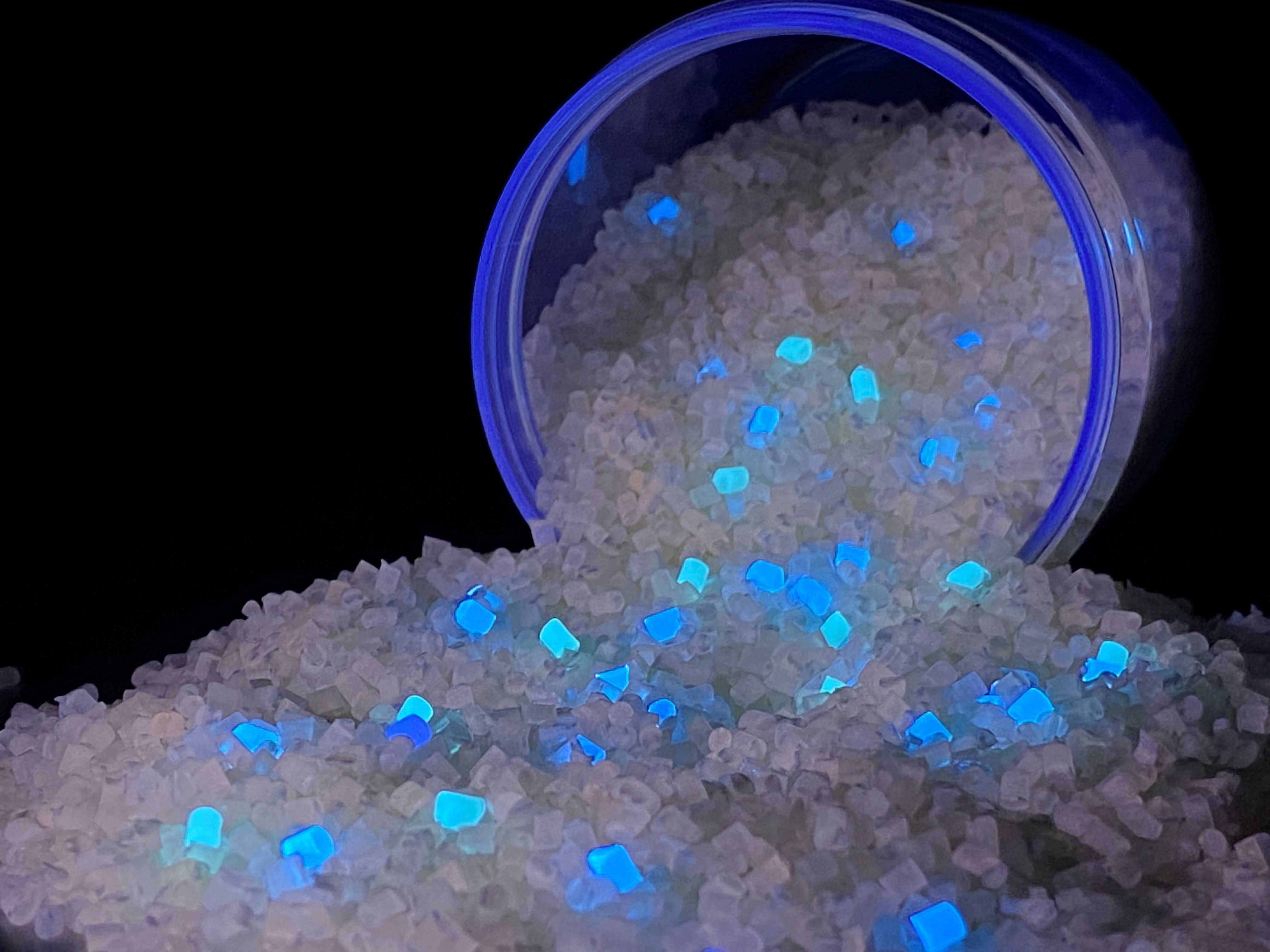
| Holy Grail Improved Sorting of Plastic Waste with Luminescent Pigments
The HolyGrail 2.0 Initiative aims to improve the sorting of plastic waste. For this purpose, digital watermarks containing information on packaging type, material, and usage will be applied on products. However, the method also has certain drawbacks. Here, luminescent pigments provide an alternative that is permanent and can withstand several processing cycles. ► Specialist articel on en.Kunststoffe.de |
 Systèmes d'imagerie LUMI-STAR-INLINE LUMI-STAR-INLINE-R/IR Détecteurs sans contact LUMI-TAU-INLINE LUMI-TAU-INLINE-SL-R/IR |
26.07.2022
Article spécialisé dans Kunststoffe International 05/2022
(Catégorie : Measuring Technology - Compounding & Recycling)
| Ensuring Color Consistency of Recycled Materials The mass of recyclable plastic waste has been growing steadily for years. This is mainly the result of technical advances made in both processing and sorting. At the same time, the recycling targets set by the EU are piling more and more pressure on companies to increase the amount of recycled plastics in their products. This in turn is raising the requirements imposed on the recycled materials themselves. Aside from the nature of the polymer and the previous application, the color of the recycled material is important.
► Specialist article on en.kunststoffe.de |
 Systèmes de mesure en laboratoire SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
20.06.2022
| En termes techniques de procédé, il est lors de l’utilisation de granulés nouveaux, relativement simple de maintenir la valeur de la couleur d’un emballage constant, puisque le processus de l’homogénéité de la couleur est plutôt bien maîtrisé par les producteurs de Masterbatch. Les unités de dosage mûres au plan technique mélangent dans ce cadre le Masterbatch et le granulé de base dans un rapport optimal déterminé empiriquement. Les écarts de couleurs minimaux d’un emballage à l’autre deviennent ainsi imperceptibles à l’œil nu. Le terme de dE (écart de deux valeurs de couleur dans l’espace coloré L*a*b*) utilisé dans les milieux professionnels se situe ici à moins de 1.
On essaye maintenant, à l’aide du tri des couleurs pendant la séparation du flux de recyclage, de maintenir la couleur du recyclat de plastique constant. Pour que les limites de tolérance ne soient pas dépassées au niveau de la valeur de couleur, une surveillance constante de la couleur du produit est cependant nécessaire. L’appareil de laboratoire décrit ci-après SPECTRO-3-0°/45°-MSM-LAB-ANA-P de la société Sensor Instruments GmbH est destiné à aider à surveiller et à documenter le dégradé de couleurs des recyclats. L’idée ici consiste à prélever à des intervalles réguliers des échantillons du flux de recyclats, et de les amener ensuite au système de mesure de couleurs en laboratoire. L’appareil montre dans ce cadre, outre la valeur de couleur L*a*b*, également l’écart de cette dernière par rapport à une valeur de couleur de référence dL*da*db*. Chaque échantillon est en outre documenté et peut ensuite être pourvu d’une étiquette mentionnant la date respective, l’heure ainsi que la valeur L*a*b* et la valeur dL*da*db*. ► Communiqué de presse (Word/pdf) |
 Systèmes de mesure en laboratoire SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
27.01.2022
| Un remarquable travail d’innovation : la société Sensor Instruments GmbH, de Thurmansbang, a convaincu en tant que laboratoire d’idées lors de la 29ème édition du concours TOP 100. Elle s’est vue décerner le label TOP 100 2022 pour cela. Seules des PME-PMI particulièrement innovantes se voient décerner cette distinction. Le 24 juin, Sensor Instruments sera en outre personnellement honorée par le mentor de ce concours, le journaliste scientifique Ranga Yogeshwar.
► Communiqué de presse (Word/pdf) |
 TOP 100 Prüfkriterien TOP 100 Presse |
24.11.2021
| Lors de la conception de systèmes de vaporisation, il faut veiller à ce que les capteurs soient adaptés à la géométrie du cône de vaporisation et la quantité vaporisée de l’application respective. En outre, la géométrie du cône de vaporisation ainsi que la quantité vaporisée dépendent du fluide utilisé (apprêt, colle, solvant, eau, alcool, peinture, etc.) ainsi que de l’ouverture de pulvérisation, de la surpression et du dosage de la quantité vaporisée. Notamment lors de l’utilisation de fluides visqueux et collants (colle) en tant que produit vaporisé, il peut arriver qu’une partie de l’ouverture de pulvérisation se colle, ce qui conduit à un changement à la fois de la quantité vaporisée et de la géométrie de pulvérisation. Le jet de pulvérisation peut ainsi être modifié au niveau du sens et de l’angle d’ouverture. Lors de la conception du système de contrôle du jet de pulvérisation, il est important de se poser quelques questions centrales. ► Communiqué de presse (Word/pdf) |
 A-LAS-CON1 Série L-LAS-TB-...-AL-SC Série SI-JET SPECTRO-1-CONLAS Série SPECTRO-1-FIO SPECTRO-1-FIO-JC |
| Un revêtement de surfaces est souvent réalisé par application pulvérisée. Le revêtement des différents objets doit idéalement être réalisé de la façon la plus homogène possible. Des inclusions d’air dans le fluide pulvérisé, une obturation partielle de l’ouverture de sortie des buses ou bien une baisse abrupte de la pression dans le système de pulvérisation peuvent cependant conduire à un manque d’homogénéité dans l’aspect de la pulvérisation et par conséquent à un revêtement irrégulier de la pièce à usiner. La détection en temps utile d’un écart par rapport à une procédure de pulvérisation idéale permet maintenant de rectifier en contrôlant en continu le jet de pulvérisation. Les systèmes de contrôle du jet de pulvérisation de la série SI-JET et des séries SPECTRO de la société Sensor Instruments GmbH informent à la fois sur la quantité pulvérisée, les suspensions temporelles et la symétrie du jet de pulvérisation On dispose, pour maîtriser la tâche respective à réaliser, de systèmes à 3 jets (SI-JET-CONLAS3 et SI-JET3), de systèmes à 2 jets (SPECTRO-2) et de systèmes à 1 jet (SPECTRO-1), mais aussi de rideaux lumineux continus (L-LAS-TB-…-SC). ► Communiqué de presse (Word/pdf) |
 Série SI-JET Série SPECTRO-2 Série SPECTRO-1 Série L-LAS-TB-AL-SC |
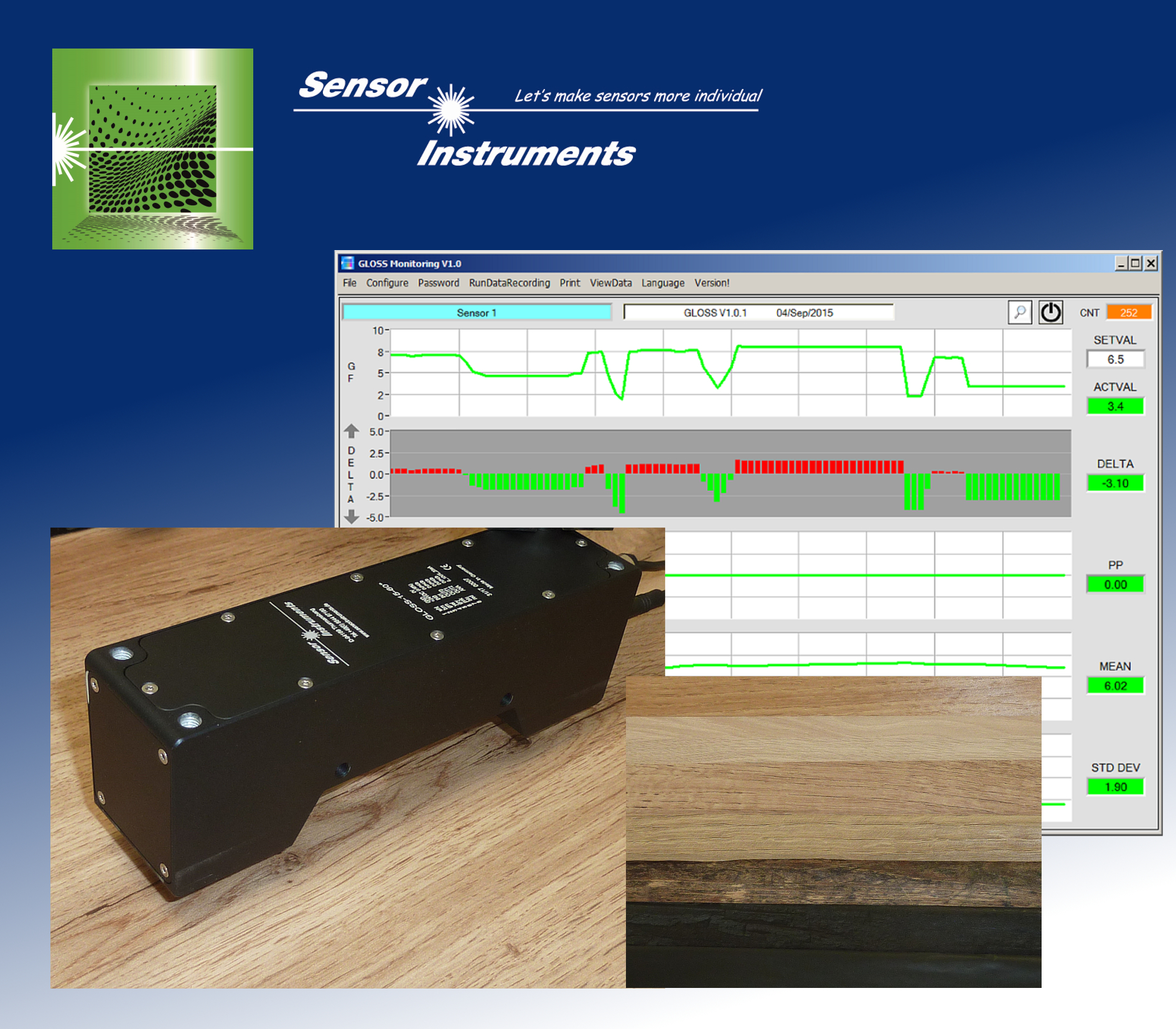
| Notre œil réagit en premier lieu aux différences de contraste (et donc les différences de brillance) ainsi que les différences de couleur dans le champ de vision observé. Si le regard balaye par exemple un sol fraîchement posé consistant en panneaux unitaires, les plus petits écarts de couleur et de brillance entre les différents panneaux conduisent à des irritations de l’observateur. Il n’est pas étonnant que le fabricant déploie de grands efforts pour éviter le plus possible toute rupture de couleur et de brillance entre les différents panneaux. Si on disposait jusqu’ici en premier lieu d’appareils en ligne d’appareils manuels, donc d’appareils de mesure hors ligne, il existe maintenant également une alternative en ligne. Les capteurs de brillance de la série GLOSS de la société Sensor Instruments GmbH permet de déterminer de la surface en bois peinte à mesurer dans les angles de 20°, 60° et 85° à une distance de la surface de 20 mm, 15 mm et 5 mm (selon le type de capteur : GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Communiqué de presse (Word/pdf) |
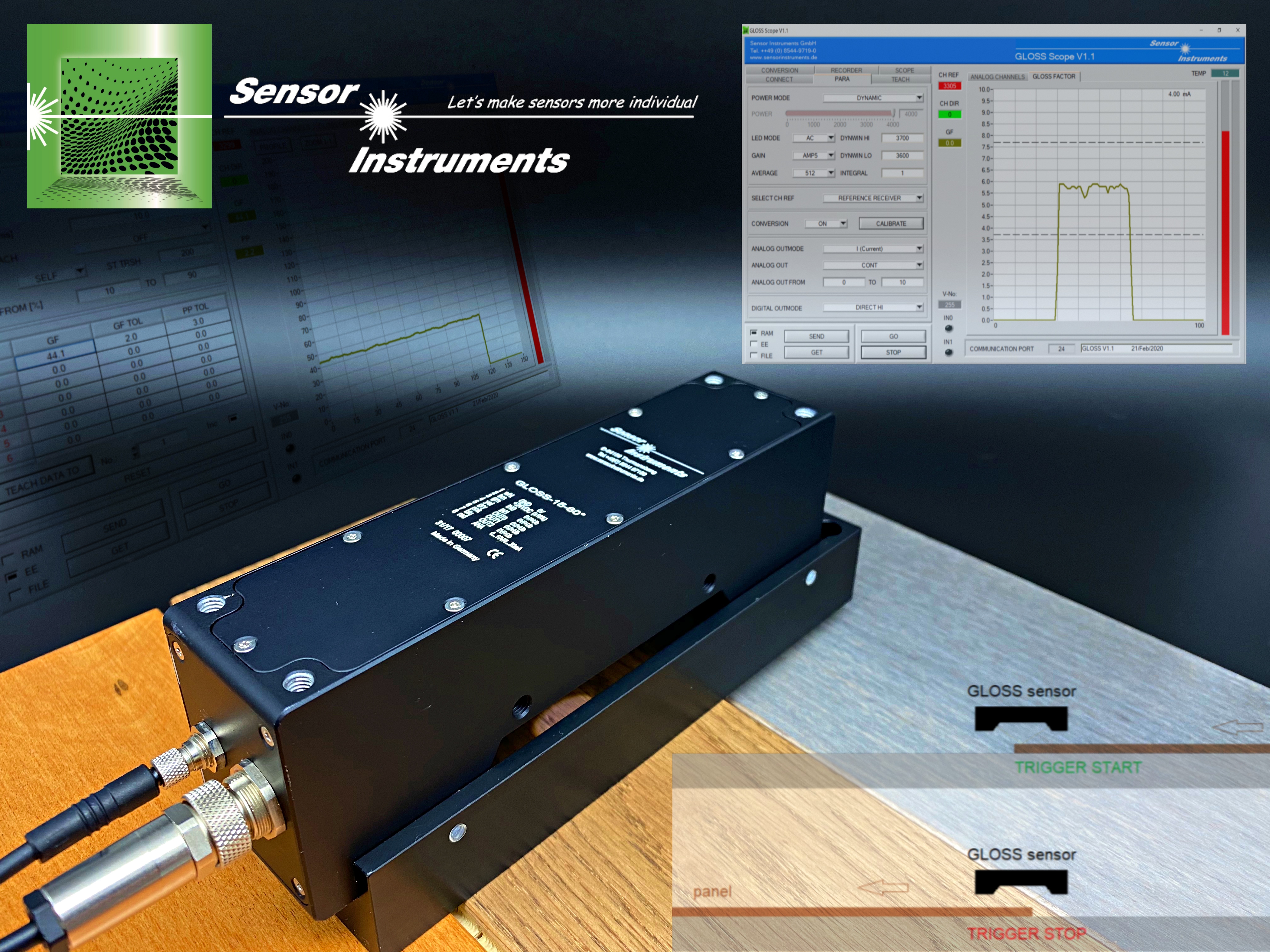 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° Série GLOSS |
| La nuance de couleur doit, lors de la coloration de fibres textiles, être autant que possible mesurée en ligne au début du processus de coloration. L’information sur la nuance de couleur actuelle, ce qu’on appelle la valeur réelle, peut ici être comparée à la valeur de consigne de la nuance de couleur au moyen d’un API. La différence de ces deux valeurs de couleurs renseigne alors si plus ou moins de couleur doit être ajoutée au bain de couleur. Un capteur du type SPECTRO-3-28-45°/0°-MSM-ANA-DL, qui dispose d’un éclairage panoramique sur 45° et détecte normalement (à moins de 0°) la couleur, convient pour la mesure du faisceau de couleur. Les réflexions directes, comme celles qui affectent par exemple la couleur encore humide pendant la mesure, sont ainsi largement évitées. La distance du capteur au faisceau de couleur est ici typiquement de 28 mm et la plage de détection adopte à cette distance un diamètre d’env. 10 mm. ► Communiqué de presse (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Série SPECTRO-3-MSM-ANA |
| Des vêtements usagés de différentes couleurs qui sont transportés sur un tapis roulant doivent être triés par couleurs. Dans ce cadre, l’ordre, l’orientation des vêtements, ainsi que leur pli, qu’il soit plat ou enflé, sont de nature aléatoire. En outre, les vêtements usagés sont transportés individuellement, c’est-à-dire entre les différents textiles, de façon à permettre de regarder chaque vêtement verticalement depuis le haut. La vitesse de transport du tapis roulant est en outre constante, celle-ci est d’environ 1 m/s. Dès que la couleur de chaque vêtement a été identifiée, une des buses de soufflage est activée de façon temporisée, laquelle assure que le textile atterrisse dans le conteneur prévu pour chacune des couleurs. Les examens préalables ont montré que le capteur de couleur SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG était le meilleur choix pour cette tâche de mesure. ► Communiqué de presse (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG Série SPECTRO-3-MSM-DIG |
| La fabrication d’articles découpés et estampés est tributaire d’un positionnement exact de la bande découpée et estampée pendant la procédure de découpe et d’estampage, du fait que l’usinage de la bande découpée et estampée se déroule en plusieurs étapes de processus dans le robot à découper et à estamper. La bande métallique doit être positionnée exactement après chaque étape d’usinage (procédure d’estampage et de pliage) à l’intérieur de l’outil de découpe et d’estampage. La notification de position à l’intérieur d’une procédure de levage (0°…180°) est habituellement assurée au moyen d’une barrière à lumière traversante et par attribution de la position respective de l’encodeur rotatif pendant le changement du signal de la barrière lumineuse. La barrière photoélectrique est idéalement une barrière lumineuse à fourche, qui doit en outre pouvoir être intégrée dans l’outil de découpe et d’estampage, ce qui présuppose une robustesse correspondante des capteurs vis-à-vis des vibrations mécaniques. La barrière lumineuse doit résister à l’huile de coupe et à être insensible à l’encrassement. Ce qu’on appelle en outre des sprinteurs parmi les presses (quelques milliers de coups/min) exigent une fréquence de commutation très élevée simultanément accompagnée d’une précision de positionnement élevée. Les barrières lumineuses à fourche de la série FIA-L de la société Sensor Instruments GmbH ont été spécialement conçues dans ce but d’utilisation. Notamment la série FIA-L-RL présente – outre une insensibilité élevée à la lumière étrangère et la résistance à l’huile, une faible taille du spot laser de 0.2 mm en diamètre, une faible divergence optique du rayon laser rouge ainsi qu’une précision de positionnement élevée supérieure à 5 µm – une fréquence de 25 kHz. ► Communiqué de presse (Word/pdf) |
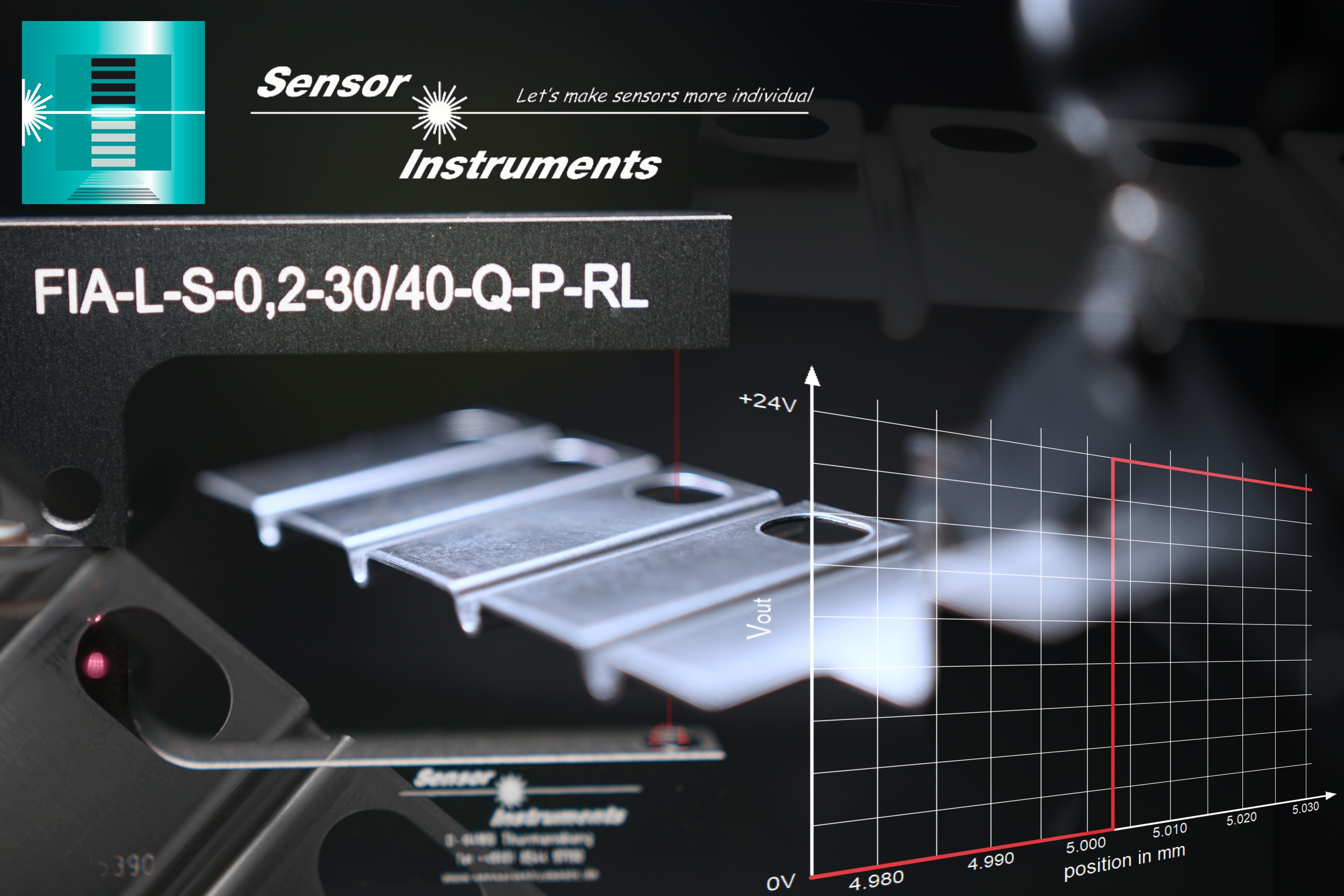 FIA-L-S-0,2-30/40-Q-P-RL Série FIA-L |
| Les verres flottés conservent leur forme et leur épaisseur, mais aussi leurs propriétés de surface grâce au transport du verre fondu sur de l’étain liquide. Le verre fondu flotte sur le bain d’étain et reçoit ainsi une surface plane adaptée au bain d’étain (côté de l'étain). Pour la surface de verre détournée du bain d’étain (côté du feu), un brûleur à gaz assure un certain profil de température, de façon à ce que le verre fondu puisse se refroidir progressivement et recevoir ainsi sa forme ultérieure. Lors de la transformation ultérieure de verre flotté, il est désormais important de savoir de quel côté se trouvent le côté de l'étain et le côté du feu. Des micro-inclusions d’étain peuvent par exemple influencer la résistance électrique de la surface du verre (application de bandes de contact métalliques sur la vitre arrière d’une automobile), mais aussi lors de l’application de couches supplémentaires sur la surface du verre (par exemple de nanocouches), il est décisif de savoir pour l’utilisation ultérieure de quel côté le verre flotté reçoit des revêtements. Le capteur de contraste UVC SPECTRO-1-20-UVC-DIL de Sensor Instruments GmbH permet de contrôler la surface de verre du point de vue du côté de l’étain et du feu. ► Communiqué de presse (Word/pdf) |
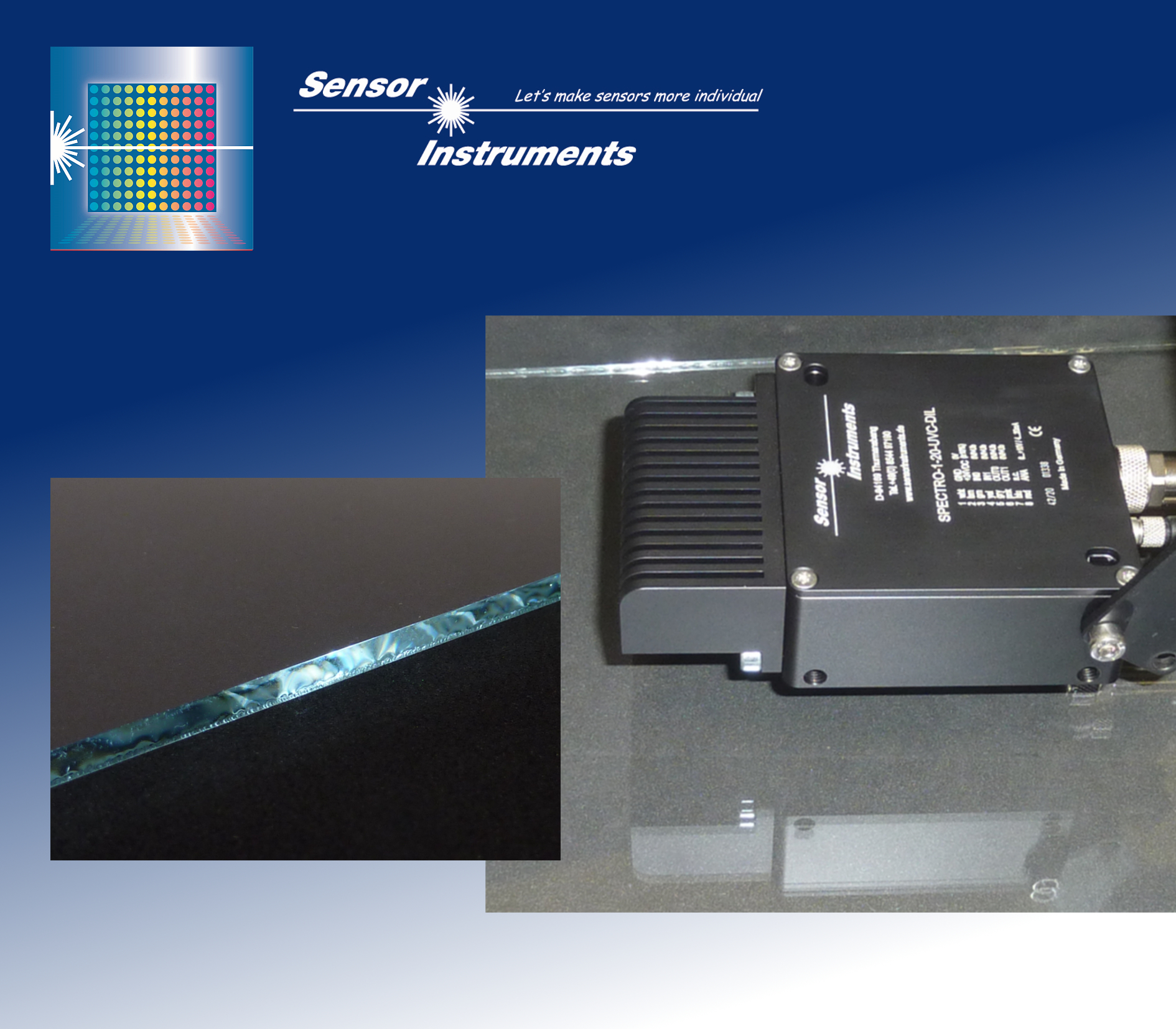 SPECTRO-1-20-UVC-DIL Série SPECTRO-1 |
| L’utilisation d’huiles l’usinage de métaux pendant le processus de formage est indispensable. Les huiles de coupe, par exemple, appliquées sur des bandes métalliques, assurent une faible usure sur les outils d’estampage. Mais pendant un usinage avec enlèvement de copeaux, les huiles de forage apportent une contribution indispensable à la protection des outils de forage et de fraisage. Les huiles servent en outre de protection contre la corrosion de produits semi-finis tels que les tôles, mais également les feuilles métalliques. Après la transformation ultérieure en revanche, il est nécessaire d’éliminer les résidus d’huile des produits finis avec le moins de résidus possibles. On se sert à cet effet d’installations de nettoyage spéciales, dans lesquelles les pièces métalliques sont lavées et séchées. Afin que les directives de protection de l’environnement puissent désormais être respectées pendant l’application de l’huile et que les aspects économiques soient également pris en considération, il est recommandé de déterminer la quantité de l’application d’huile. Une détermination de la quantité d’huile peut désormais également avoir lieu EN LIGNE. On a sous la main plusieurs procédés de mesure à cet effet, que nous allons aborder encore plus précisément dans les sections suivantes. Il est possible de surveiller le processus de nettoyage à l’aide des mêmes capteurs. L’exigence est cependant ici d’enregistrer, de préférence EN LIGNE, de façon sûre des quantités de résidus d’huile aussi faibles soient-ils. Notamment dans le cas des composants conducteurs électriquement, comme par exemple des rails en cuivre ou des câbles haute tension, on exige une résistance de transition aussi faible que possible, sachant qu’une couche d’huile résiduelle représente un problème à ce sujet, l’efficacité de la performance étant tout de même gênée dans des proportions considérables. ► Communiqué de presse (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
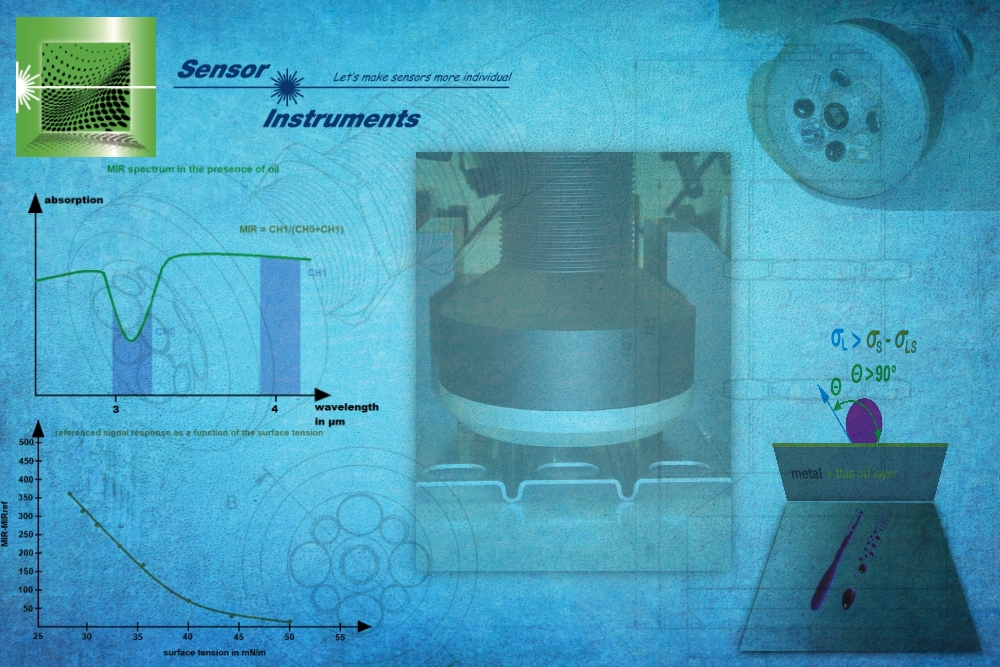
| Des huiles d’emboutissage vaporisées sont de plus en plus utilisées dans la fabrication de pièces embouties et pliées. L’idée consiste ici à laisser aussi peu de résidus d’huile que possible sur les pièces métalliques embouties ou formées. On s’épargne ainsi dans de nombreux cas le processus de nettoyage lors de la poursuite de la transformation des pièces métalliques. Mais quelle quantité d’huile appliquée demeure maintenant effectivement sur la pièce et combien de temps le processus d’évaporation dure-t-il ? Notre série SPECTRO-M répond à cette question. Nous avions à cet effet appliqué à chaque fois 5 gouttes d’huile (5x20 µl) sur une tôle en acier dégraissée et les avons réparties sur une surface ayant un diamètre de 70 mm. L’épaisseur de la couche d’huile était au début de la procédure de mesure à peu près de 25 µm. Le capteur SPECTRO-M-10-MIR/(MIR1+MIR2) a ensuite été placé au milieu de la tâche d’huile et la mesure a pu commencer : nous considérons deux fenêtres de mesure à l’aide du capteur MIR ; toutes deux se situent dans la plage infrarouge moyenne (en bref en plage MIR). Il faut ici noter qu’une de ces deux fenêtres de plage de longueurs d’ondes réagit à la présence d’huile (ici désignée par CH0), tandis que la seconde fenêtre de mesure (CH1) n’en est pas affectée. Le déplacement du rapport des deux fenêtres de mesure en présence d’huile permet de déterminer la quantité d’huile à l’intérieur de la plage de détection. ► Communiqué de presse (Word/pdf) |
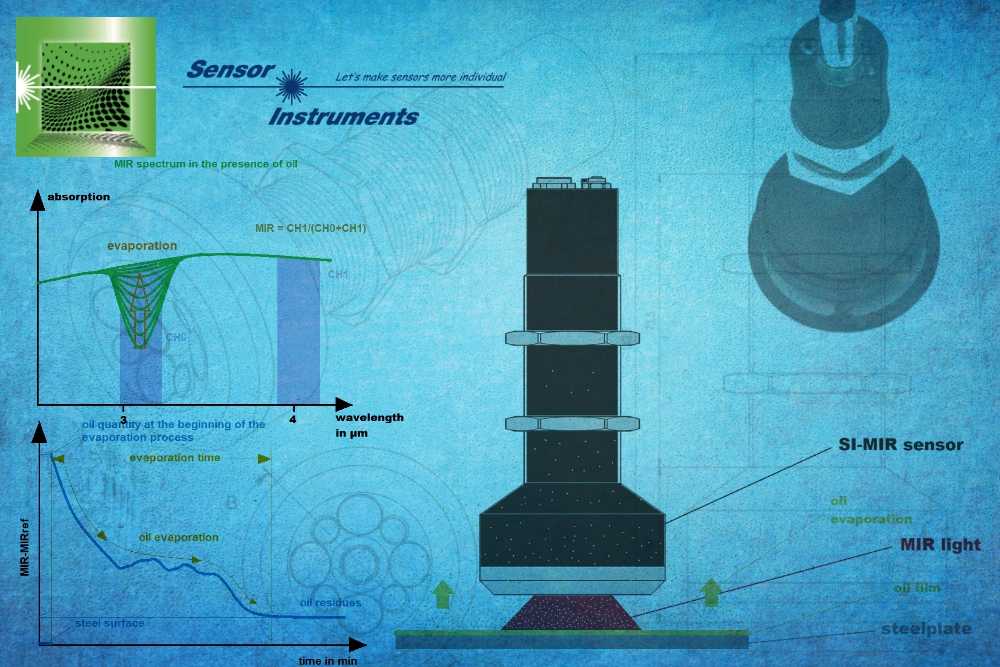 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
| Si on souhaitait par exemple déterminer l’épaisseur d’une couche de peinture d’impression appliquée de façon homogène sur du papier, la méthode du grammage serait un moyen adéquat pour déterminer cette dernière. Le grammage de la peinture d’impression ne devrait pas être très éloigné du grammage d’un papier ayant une épaisseur habituellement comprise entre 0.05 mm et 0.2 mm. Des balances ayant une précision en conséquence devraient mener ici à un résultat fiable. Mais que se passe-t-il si, au lieu d’une peinture d’impression et au lieu d’une feuille de papier, on utilise une tôle en acier ayant par exemple une épaisseur d’1 mm ? La méthode du grammage devrait ici atteindre ses limites. Comment peut-on alors tout de même déterminer de façon fiable des épaisseurs de couche d’huile sans de trop grands efforts ? Il faudrait d’une part nommer la méthode de la fluorescence, dans laquelle de la lumière UVA est utilisée pour stimuler la fluorescence. L’émission secondaire a ici lieu dans la plage de longueurs d’ondes visibles. L’intensité de la fluorescence est ici une mesure de l’épaisseur de la couche d’huile. Il faut toutefois noter ici que la puissance du signal (fluorescence) ne dépend pas seulement de l’épaisseur de la couche, mais aussi du type d’huile utilisée, et que par ailleurs la surface métallique, qui joue quasiment le rôle d’un réflecteur, a également une influence sur la hauteur du signal. En outre, il existe également des huiles pour lesquelles l’effet de fluorescence fait complètement défaut voire est pratiquement inexistant, ce qui empêche d’envisager la possibilité de mesurer l’épaisseur de couche de cette manière. Si on dirige par contre le regard vers la plage d’infrarouge moyenne (IRM), on peut constater qu’une absorption significative a quasiment lieu dans une plage de longueurs d’ondes du fait du banc dans le cas des huiles examinées jusqu’à présent, tandis que d’autres plages de longueurs d’ondes ne sont pas affectées par la présence d’huile. Si on découpe maintenant par la pensée cette fenêtre de longueurs d’ondes du spectre IRM et si on compare ensuite ce comportement d’absorption normé avec l’absorption (observée dans une seconde fenêtre de longueurs d’ondes neutre par rapport à l’huile), il en résulte dans une première approximation un rapport proportionnel entre l’épaisseur de la couche d’huile et le signal normé. Le capteur SPECTRO-M-10-IRM/(MIR1+MIR2) dispose désormais exactement desdites fenêtres de longueurs d’ondes. ► Communiqué de presse (Word/pdf) |
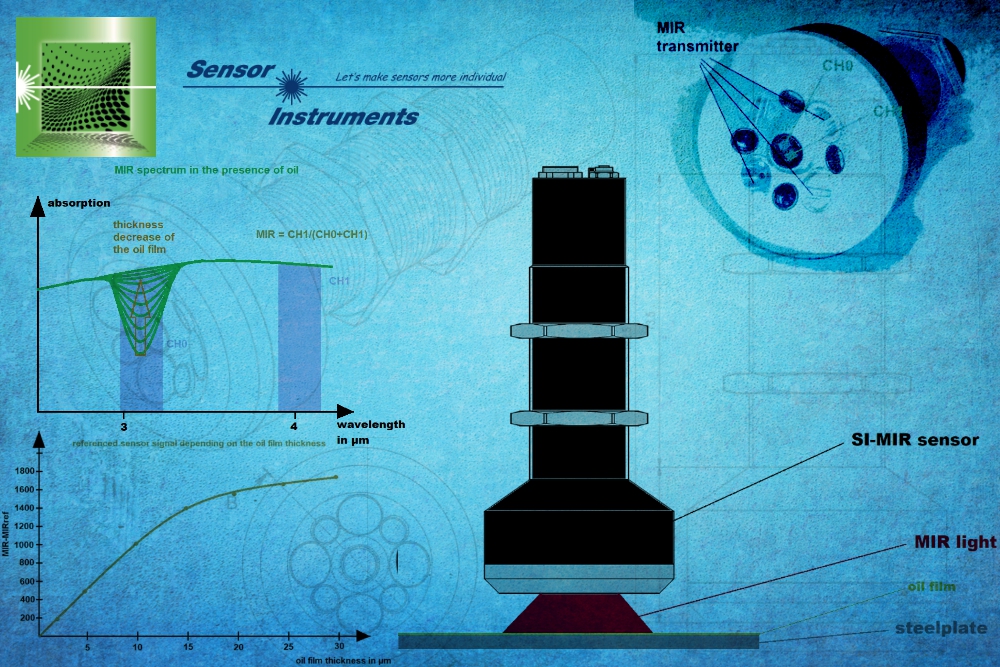 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
| La tension monte ! Notamment les utilisateurs d’installations de nettoyage destinées au nettoyage de pièces métalliques, par exemple de pièces embouties, ont toujours attendu fiévreusement le résultat de l’opération de lavage : la tension – nous entendons par là la tension de surface – a-t-elle dépassé le seuil de 38 mN/m, voire de 44 mN/m ? Dans la pratique, une pièce métallique est ici considérée comme quasiment dégraissée si ces valeurs (l’une ou l’autre valeur vaut en fonction du but d’utilisation) ont été dépassées. On utilisait jusqu’à présent de l’encre de test pour prouver la tension de surface. Ces liquides existent avec différentes valeurs de tension, commençant en règle générale à 30 mN/m jusqu’à 30 mN/m avec des graduations de 2 mN/m à chaque fois (30 mN/m, 32 mN/m, …, 48 mN/m, 50 mN/m). Si l’encre de test ne perle pas de la surface métallique après avoir été appliquée, c’est que la tension de surface de la pièce métallique se situe au-dessus de la valeur indiquée sur l’encre de test. Si l’encre de test au contraire perle de la surface métallique, c’est que la tension de surface de la pièce métallique se situe en dessous de la valeur indiquée sur l’encre de test. La tension de surface peut être de cette manière déterminée avec une précision d’environ 2 mN/m. Qu’exprime la tension de surface par rapport à la consistance de la surface métallique respective ? Les surfaces métalliques dégraissées présentent une tension de surface supérieure à 50 mN/m (déterminée au moyen de la méthode de l’encre de test). Si la surface métallique est au contraire recouverte d’un film d’huile (par exemple par huilage des bandes d’emboutissage avant l’opération d’emboutissage), la valeur peut parfois tomber en dessous de 30 mN/m (en fonction de l’épaisseur de couche). La méthode de l’encre de test permet donc de constater si la surface métallique est recouverte d’un film d’huile, ou bien si celle-ci a déjà été déshuilée ou dégraissée. Même les épaisseurs de couche d’huile de moins d’1 µm peuvent être prouvées par cette méthode. Des essais avec différentes huiles ont montré que presque toutes les huiles présentent une absorption sélective dans le spectre infrarouge moyen (MIR). Si on tire maintenant profit de ces propriétés on peut, en comparant deux plages de longueurs d’ondes MIR (dont une partie représente la zone neutre, c’est-à-dire la zone dans laquelle aucune absorption sensible provoquée par l’huile ne se produit), d’abord tirer une conclusion sur l’épaisseur de la couche d’huile après un calibrage en conséquence du système de mesure SPECTRO-M-10-MIR/(MIR1+MIR2), et dans une étape ultérieure faire apparaître la valeur de tension de surface respective. ► Communiqué de presse (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
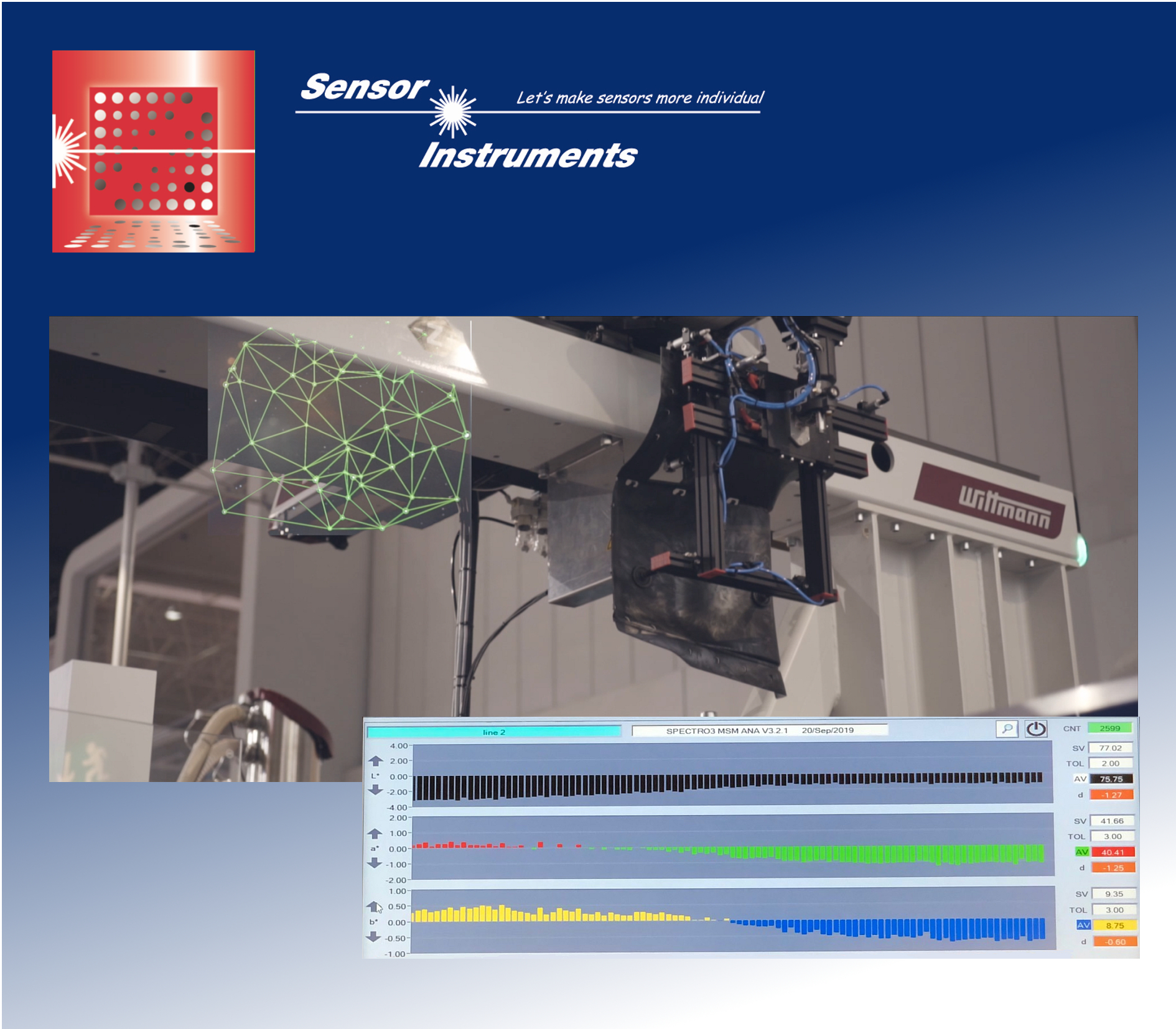
| L’entrée en scène des recyclats de plastique. Un accouchement difficile ! Après des années d’existence dans l’ombre de ce qu’on appelle le matériau vierge, les recyclats de plastique écrivent désormais leur propre histoire de succès. Il y a différentes raisons à cela. Si le plastique recyclé a dans un premier temps été considéré comme non rentable du fait de la nécessaire complexité technique de sa transformation, des améliorations technologiques permettent désormais d’améliorer leur qualité tout en réduisant simultanément les coûts. Les recyclats n’auraient cependant pas pu réaliser de percée si l’Union Européenne n’avait pas au cours de ces dernières années mis en place les bases juridiques permettant une manipulation durable des plastiques. La directive européenne stipule par exemple une quantité minimale pour l’utilisation de recyclats de plastique dans le cas des bouteilles en plastique. En dépit de l’amélioration de leurs propriétés, les recyclats de plastique n’atteignent cependant pas la qualité des matériaux vierges, des écarts de couleur continuent par exemple à être à l’ordre du jour par rapport à l’état de consigne. On ne peut parvenir à respecter la coloration de consigne d’un produit à fabriquer qu’au moyen d’un dosage ciblé de matériau vierge. Une mesure de la couleur du recyclat de plastique est nécessaire afin de pouvoir déterminer la quantité exacte qui doit être dosée en sus. La mesure de la couleur est réalisée ici EN LIGNE, le système de mesure de la température prenant en l’occurrence la forme d’un système à fibre optique du fait de la température ambiante élevée (KL-D-0°/45°-85-1200-A3.0-VIS). Il fonctionne d’après le système de mesure de couleur 0°/45°. Grâce à une taille de spots de lumière blanche de 25 mm de diamètre, la mesure englobe optiquement un grand nombre de pellets, ce qui permet d’obtenir une détermination précise (L*a*b* ou xyY) sur l’unité d’évaluation SPECTRO-3-FIO-MSM-ANA-DL raccordée à l’extrémité du câble à fibre optique. Les valeurs de couleurs sont dans ce cadre transmises à la commande de l’unité de dosage, et une dose supplémentaire du matériau vierge est ajoutée en conséquence en fonction de l’écart de couleur par rapport à la valeur de consigne. ► Communiqué de presse (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS Série SPECTRO-3-MSM-ANA |
| Mesure de l’épaisseur de films en plastique minces et transparents Notamment dans le cas des films étirables, il est important de pouvoir déterminer l’épaisseur même après la production (y compris après l’opération d’étirement). Vous disposez maintenant, avec le système de mesure SPECTRO-MIR-10, d’un appareil qui permet des mesures en ligne et hors ligne rapides, précises et insensibles à la lumière extérieure. Le logiciel Windows® SPECTRO MIR Scope V1.0 permet de calibrer le système de mesure sur le type de film respectif. Outre le logiciel de paramétrage, on dispose en outre à cette occasion du logiciel de surveillance SPECTRO MIR Monitoring V1.0, qui permet à la fois d’enregistrer les données de mesure et de les afficher au plan graphique et numérique, entre autres aussi des tendances. ► Communiqué de presse (Word/pdf) |
 SPECTRO-MIR-10 Série SPECTRO-MIR |
| Chers fabricants de sols en vinyle, plus de craintes à avoir, nous trouverons la faille! Les détecteurs RED-50-L et RED-110-L de la série RED sont particulièrement bien appropriés pour déceler l’interstice correspondant en gros à l’écart entre deux lames de parquet. Ils sont en mesure de détecter des interstices excédant une profondeur et une largeur d’env. 0,05 mm. Le logiciel du détecteur de bords laser permet l’adaptation à différentes finitions de surface: du clair au foncé et du mat au brillant. Avec une fréquence de balayage maximale typ. de 85 kHz, le capteur est également tout à fait apte à traiter rapidement les objets. ► Communiqué de presse (Word/pdf) |
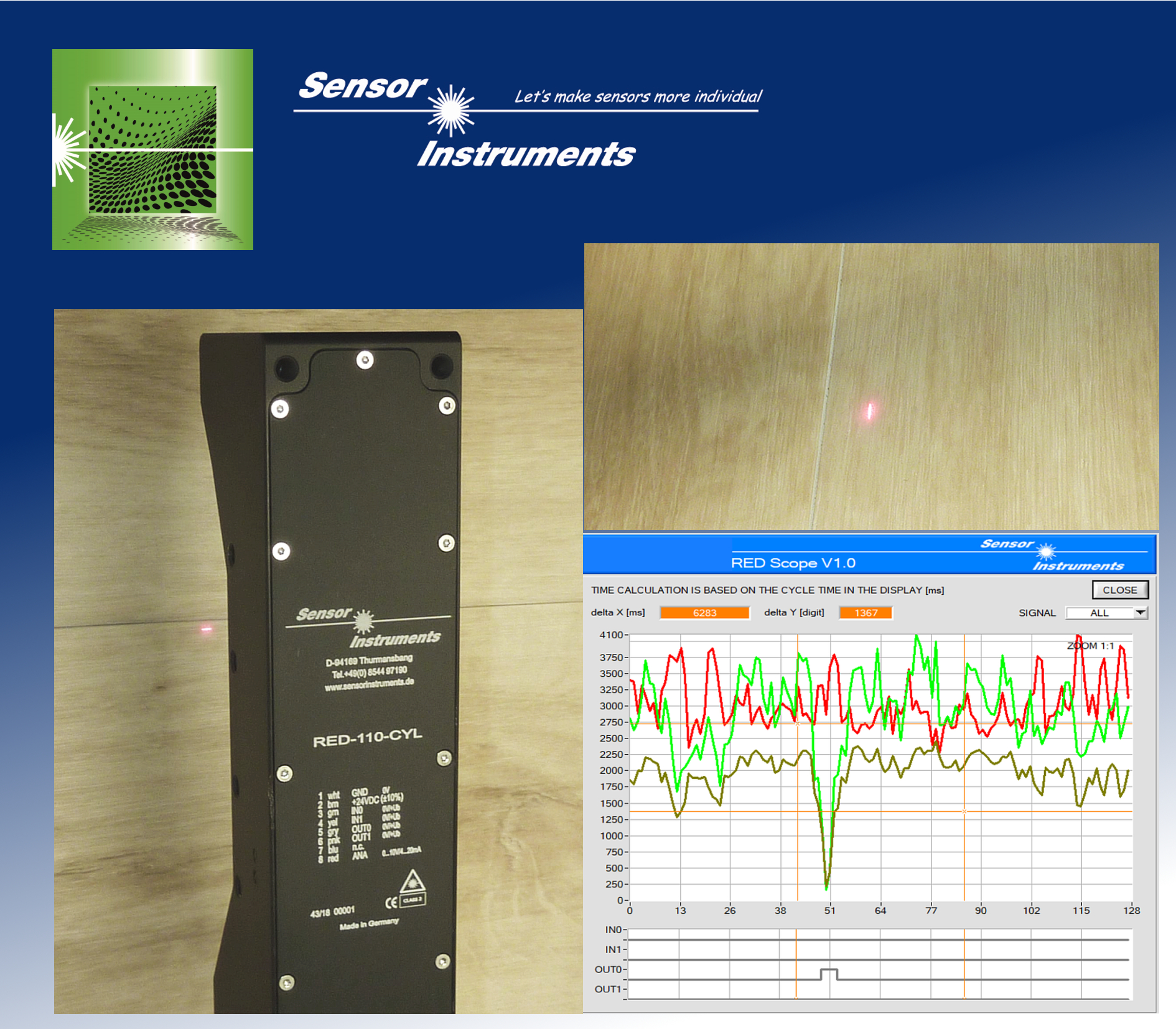 RED-110-L Série RED |
| Après l’opération de mise en peinture de plaques métalliques, il est nécessaire de mesurer à la fois la couleur et le degré de brillance. Pour réagir le plus rapidement possible aux éventuels écarts du degré de brillance par rapport à la valeur de consigne respective, la mesure de la brillance a lieu en ligne et, si possible également, conjointement au processus, c’est-à-dire après l’opération de mise en peinture. On utilise à cet effet un capteur de brillance de la série GLOSS (GLOSS-15-60°), qui permet de mesurer le degré de brillance à partir d’une distance de l’objet de 15 mm. ► Communiqué de presse (Word/pdf) |
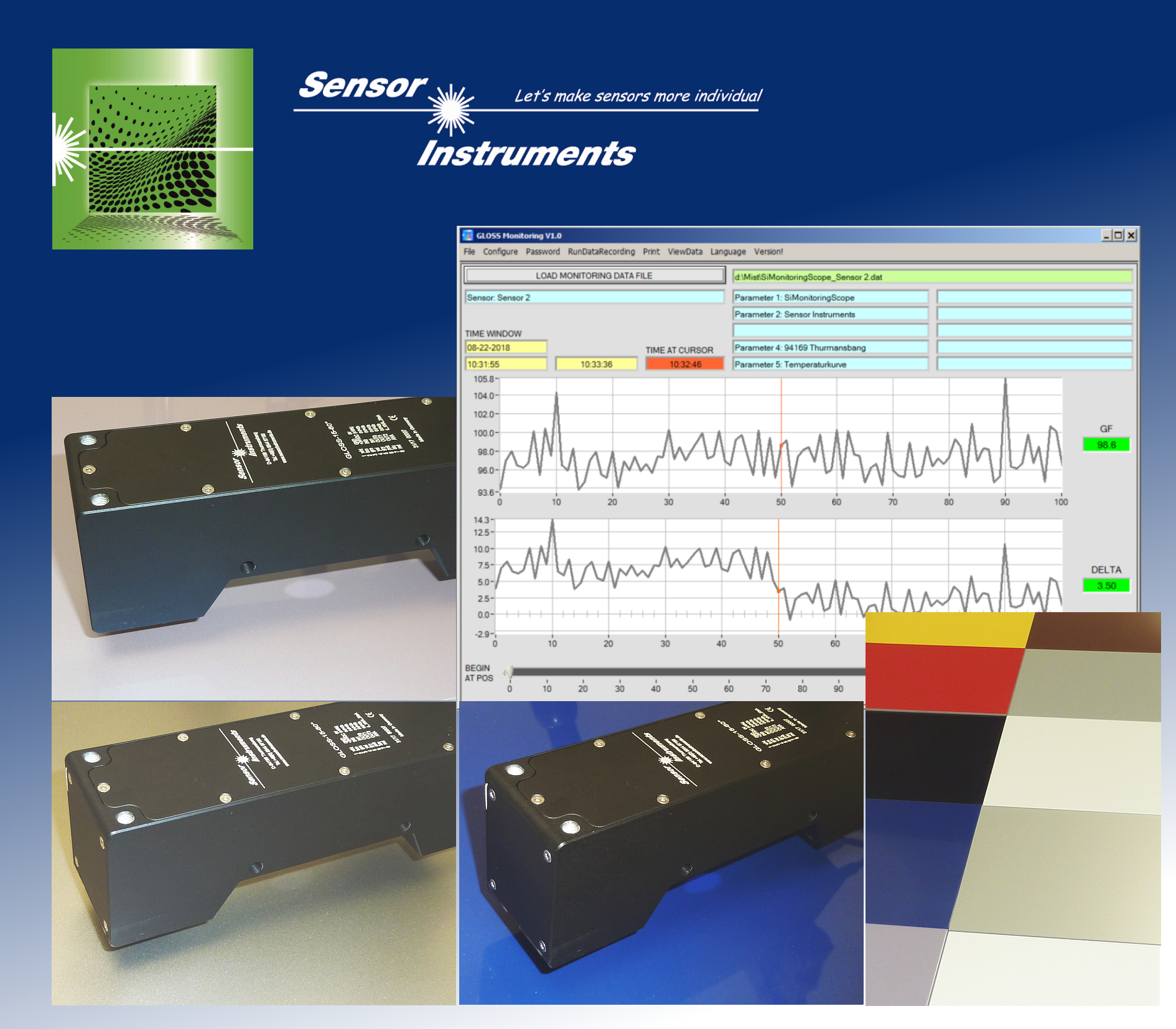 GLOSS-15-60° Série GLOSS |
| Sur la plaque métallique, la couleur doit être analysée directement après l’opération de mise en peinture. Il convient de noter, à ce propos, qu’il existe à la fois des surfaces à haute brillance et également extrêmement mates, et que la valeur de couleur doit être déterminée indépendamment du degré de brillance. La mesure doit en outre se dérouler en ligne pour garantir un contrôle à 100 %, d’une part, et pour parer le plus rapidement possible à une éventuelle variation de couleur, d’autre part. On recommande ici un capteur de mesure de couleur de la série SPECTRO-3, fonctionnant suivant la méthode 45°/0° (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► Communiqué de presse (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Série SPECTRO-3-MSM-ANA |
| Dans le secteur de l’ameublement et dans celui des revêtements de sol, les films à base de papier sont de plus en plus fréquemment utilisés en remplacement des films plastiques. On trouve ainsi des papiers décoratifs pour, par exemple, les cuisines. les meubles et les sols stratifiés. Que ce soit pour les films décoratifs en plastique ou à base de papier, il convient de veiller à assurer qualité constante et brillance extérieure pendant la production. Le capteur de brillance GLOSS-15-60, qui permet de mesurer en continu le degré de brillance des films décoratifs, joue ici sans aucun doute un rôle majeur. ► Communiqué de presse (Word/pdf) |
 GLOSS-15-60° Série GLOSS |
| L’une des dernières étapes de la production de ventilateurs radiaux et axiaux est, entre autres, le contrôle de la réponse en fréquence en fonction de la tension c.c. appliquée au ventilateur. La mesure de fréquence peut s’effectuer le plus simplement ici au moyen d’un barrage photoélectrique unidirectionnel (par exemple un D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, disposant d’une fréquence de commutation typ. de 300 kHz). Souvent, lors des tests, on ne peut cependant accéder que d’un côté aux pales de rotor du modèle de ventilateur respectif, et l’on doit faire par conséquent appel à une variante à réflexion. Les détecteurs de bords de la série RED (RED-50-L resp. RED-110-L) peuvent s’avérer alors très utiles. ► Communiqué de presse (Word/pdf) |
 RED-50-L, RED-110-L Série RED |
| Diverses initiatives et approches techniques ont déjà été lancées dans le but d’augmenter la capacité de triage des plastiques et en conséquence la quote-part du recyclage. Certains procédés misent sur les possibilités des procédés d’infrarouge de proximité (NIR) afin de pouvoir distinguer les matériaux de base, d’autres misent sur la pose de codes afin de trier et tracer les emballages en plastique.
Sensor Instruments et GABRIEL-CHEMIE ont maintenant développé une nouvelle technologie destinée à pourvoir les matériaux et des produits en plastique d’une signature intégrée dans le matériel pouvant être lue par une machine. ► Communiqué de presse (Word/pdf) |
 Identification et authentification sans équivogue des produits en plastique Taggant Technology TAGTEC |
| Lors de la production de tubes flexibles en aluminium, ce qui est important est moins la longueur mesurée des tubes flexibles mais bien plus le nombre de plis présents car la longueur réelle ne peut être mesurée qu’avec une précision insuffisante, en raison de l’« effet accordéon » du matériau. Il est possible d’utiliser dans ce contexte un détecteur de bord de la série RED (par ex. RED-50-L ou RED-110-L) pour le comptage des plis. Le tube flexible en aluminium est ce faisant déplacé le long du capteur laser pendant le comptage des plis. Le capteur fournit pour chaque bord un signal de sortie numérique.
► Communiqué de presse (Word/pdf) |
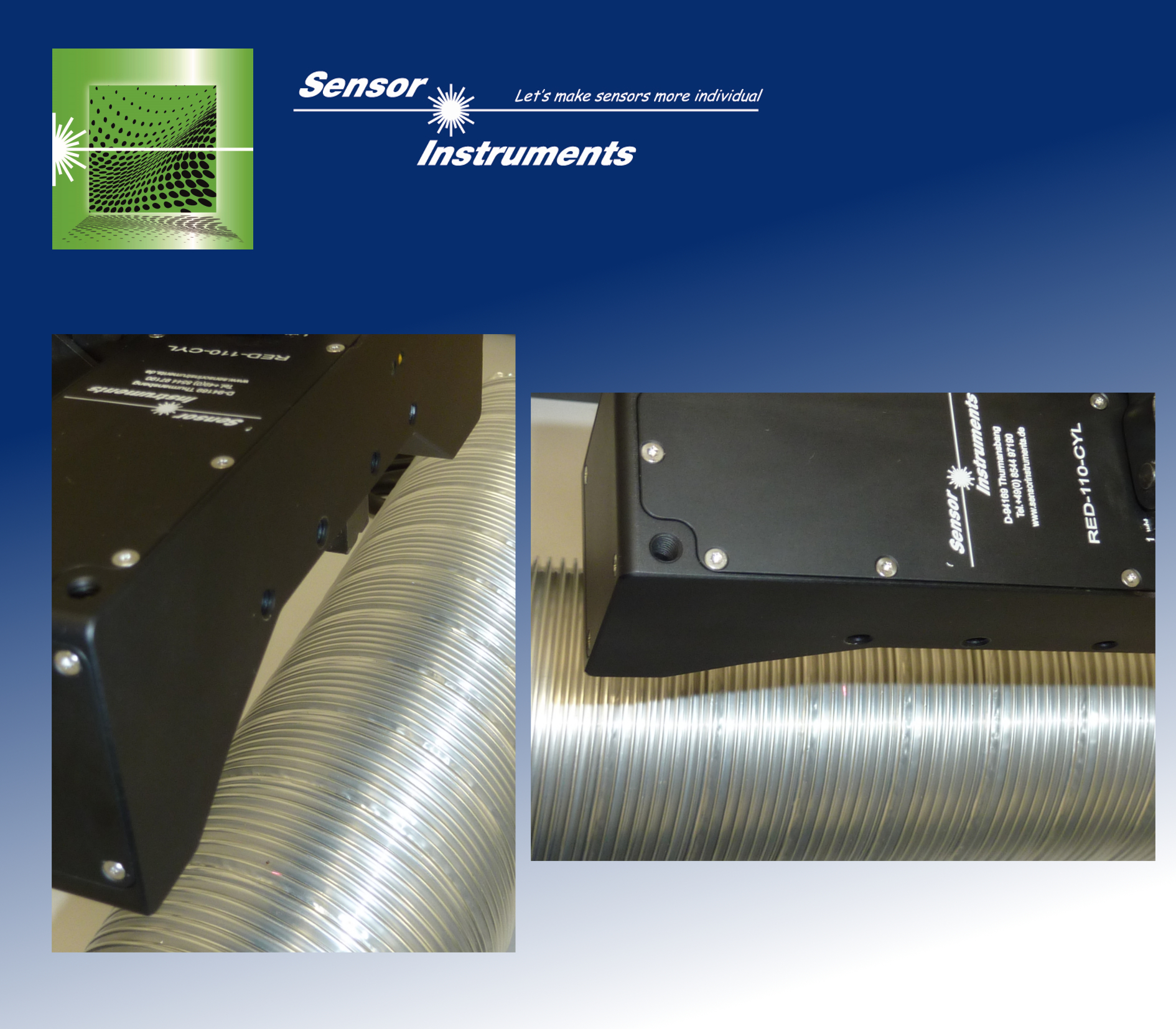 RED-50-L, RED-110-L Série RED |
| La fréquence des roues de turbine qui sont utilisées dans les turbocompresseurs doit être mesurée. Dans ce contexte, des vitesses de rotation atteignant 300 000 tours/minute sont susceptibles de se produire. Habituellement, ces roues de turbines possèdent environ 10 aubes et sont composées d’aluminium fraisé. Si l’on tente maintenant de déterminer visuellement la fréquence de ces roues de turbine, il est nécessaire de prendre en compte que chacune de ces aubes entraîne un changement de signal : il convient donc de compter qu’il y aura jusqu’à 3 000 000 de commutations par minute, ce qui implique une fréquence d’env. 50 kHz (fondée sur les aubes). Même un détecteur de bords du type RED-50-P ou RED-110-P avec sa fréquence de balayage maximale de 100 kHz approche de ses limites dans ce cadre.
► Communiqué de presse (Word/pdf) |
.jpg) RED-50-P, RED-110-P Série RED |
| Lors de la fabrication de papier abrasif, il convient de veiller à ce que la granulométrie, c’est-à-dire la taille de grain du produit abrasif (par exemple oxyde d’aluminium ou carbure de silicium) demeure dans la plage de tolérance autorisée. Des essais préalables en laboratoire ont montré la bonne interaction entre le degré de brillance de la surface du papier abrasif et le grain : plus la granulométrie est fine, plus le degré de brillance est élevé.
► Communiqué de presse (Word/pdf) |
 GLOSS-5-85°, GLOSS-15-60° Série GLOSS |
| Les fils en plastique de différentes épaisseurs, couleurs, formes et états de surface trouvent un grand nombre d’applications dans les domaines les plus divers. Les raquettes de tennis, par exemple, sont fabriquées avec des monofilaments en polyester, le profil triangulaire des cordes confère à la raquette davantage de spin ; dans le cas des monofilaments pour fabriquer des grands sacs en plastique, ce qu’on appelle des Big Bags, c’est en premier lieu un matériau de bande plate qui convient. Pour la production de papier, on utilise en domaine humide des bandes filtrantes de transport, fabriquées en monofilaments en plastique rond, et un matériau abrasif est mélangé au plastique dans le cas des fils en plastique des brosses à dent. Des monofilaments en plastique sont également utilisés depuis peu dans ce qu’on appelle les imprimantes 3D. On utilise ici aussi des fils ronds de différents diamètres. Outre la forme, la constance de la couleur est décisive pour l’opérateur respectif, du fait que les écarts de couleur sont souvent interprétés comme des variations de la qualité du matériau en plastique. Notamment dans le cas des produits tissés, tels que les tamis en plastique, les Big Bags ainsi que les raquettes de tennis, même les plus petites nuances de couleur (typiquement à partir d’une différence de couleur de dE=1) peuvent être perçues par l’observateur. Il est donc recommandé voire nécessaire au fabricant de contrôler la couleur des monofilaments pendant la fabrication, donc en ligne. La taille de l’objet, la forme et la brillance des monofilaments en plastique rendaient jusqu’à présent l’utilisation d’appareils de mesure de la couleur en ligne difficile, dans la mesure où un écart de couleur > dE = 0.7 doit sûrement pouvoir être reconnu lors de la surveillance.
► Communiqué de presse (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL Série SPECTRO-3-MSM-ANA |
| Dans la production de câbles ainsi que de conduites haute tension, les fils isolés individuellement ou les fils en aluminium doivent être toronnés les uns avec les autres. Dans la pratique, cette procédure est prise en charge par des installations de fabrications de câbles. Les fils ou brins individuels peuvent dans ce contexte être enroulés autour d’une âme de fil ou de brin. Pour la surveillance d’un bris de fil ou de brin, il est maintenant possible de contrôler relativement facilement l’âme de fil ou de brin au moyen d’un barrage laser approprié avec la procédure de transparence.
Une surveillance des brins extérieurs ou des fils extérieurs peut en revanche être réalisée au moyen d’un détecteur de bords adapté correspondant de la série RED (RED-110-P-F60). ► Communiqué de presse (Word/pdf) |
 RED-110-P-F60 Série RED |
| Dans la technique, les choses se comportent un peu comme dans la vraie vie : tout ne va pas seulement dans un sens. Bien plus, après un « down » (point bas) vient un « up » (point haut), et il en est de même avec les bords : de manière générale, un bord tombant suit un bord montant et vice-versa.
Au sein de la série des détecteurs de bord, les RED-60-CLS-L ainsi que RED-60-CLS-P permettent maintenant une détection des bords montants et tombants. ► Communiqué de presse (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P Série RED |
| Baguettes de guidage de lumière
Les véhicules équipés de baquettes de guidage de lumière dans l’habitacle, ce qu’on appelle la zone d’ambiance, sont sans cesse plus nombreux. Ces baguettes de guidage de lumière sont désormais intégrées dans l’habillage des portes, la planche de bord, la console centrale ainsi que dans le ciel de toit. Depuis les baguettes de guidage de lumière, la lumière est guidée dans l’habitacle de l’automobile via des bandes plates semi-transparentes. Un manque d’homogénéité de la baguette de guidage de lumière affecterait dans ce contexte le comportement de diffusion de la lumière découplée, un observateur situé dans l’habitacle du véhicule le percevrait dans l’obscurité comme une succession de points clairs et de points sombres le long de la bande lumineuse et ainsi comme un élément perturbateur. ► Communiqué de presse (Word/pdf) |
 SPECTRO-3-FIO-ANA-LEDCON-HA Série SPECTRO-3-ANA |
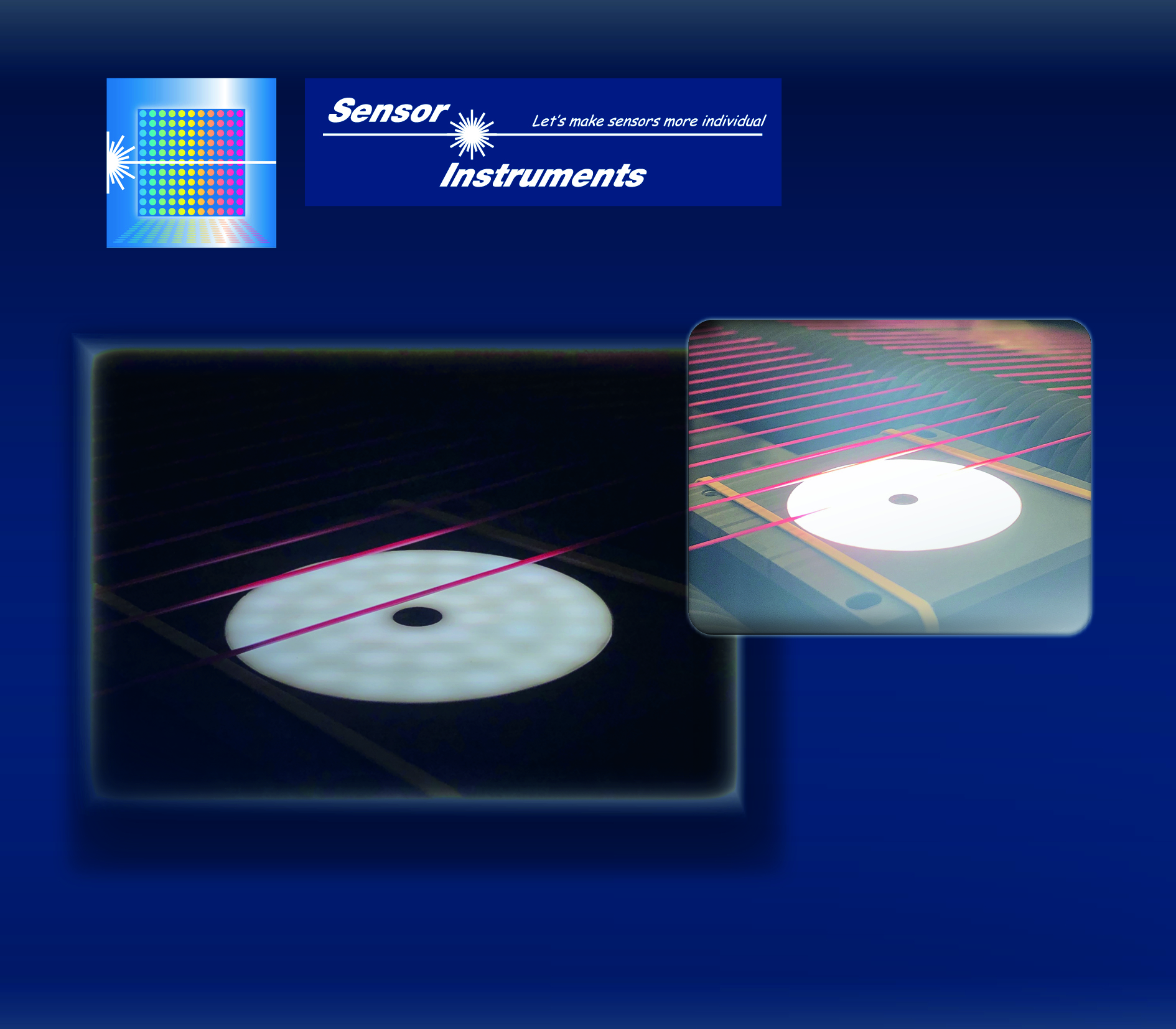
| Des détecteurs en ligne offrent un nouveau type de marquage des composants
Dans le cadre de la numérisation étendue de la production et des processus industriels (mot-clé : Industrie 4.0), un nouveau type de marquage des composants fabriqués ouvre des perspectives sans précédent. Le marquage individuel (la distribution aléatoire de particules fluorescentes sur la surface de l’objet ou dans la matrice de l’objet) permet de générer une clé virtuelle à l’aide de laquelle des données pertinentes peuvent être enregistrée, par ex. dans un serveur (ou dans le cloud). Du fait de cette distribution aléatoire des particules fluorescentes, ce « code en étoile » représente une sortie « d’empreinte digitale numérique ». Quelques particules dans le champ d’observation suffisent dans ce cadre déjà pour garantir une identification sûre et solide tout en maintenant à un niveau fiable le besoin de mémoire requis par code. ► Communiqué de presse (Word/pdf) |
 LUMI-STAR-MOBILE et LUMI-STAR-INLINE Série LUMI |
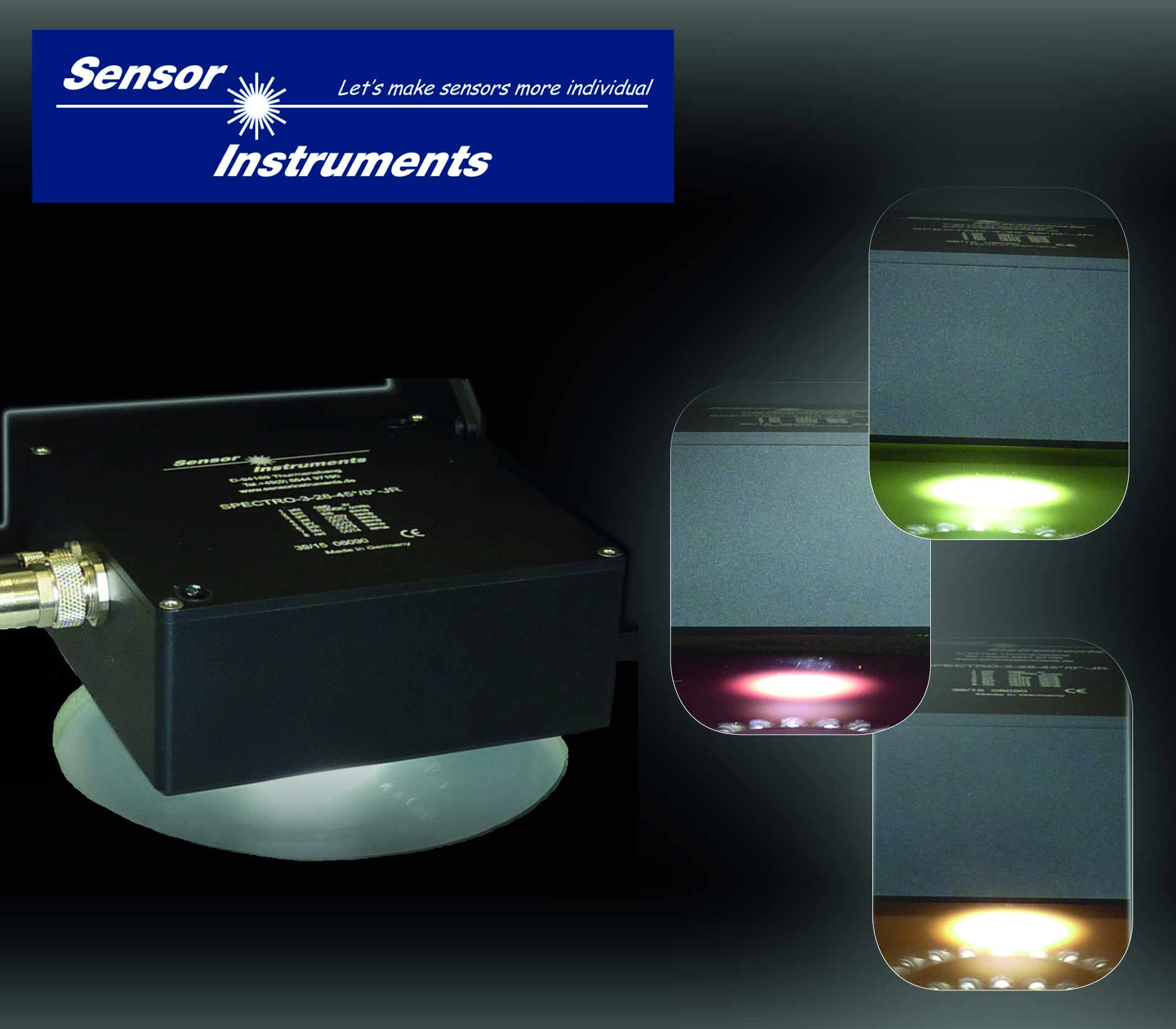
| Les appareils destinés à enregistrer le degré de brillance sont mis en œuvre depuis des années avec succès dans l’industrie. Trois angles d’observation se sont établis en première ligne en tant que standards dans ce contexte : 20°, 60° et 85°, dans chaque cas mesurés par rapport à l’axe vertical. L’industrie papetière constitue ici une exception, dans laquelle on recourt en premier lieu à un angle d’observation de 45° et de 75°. On utilise la réflexion directe sur la surface de l’objet à examiner pour déterminer la brillance.
|
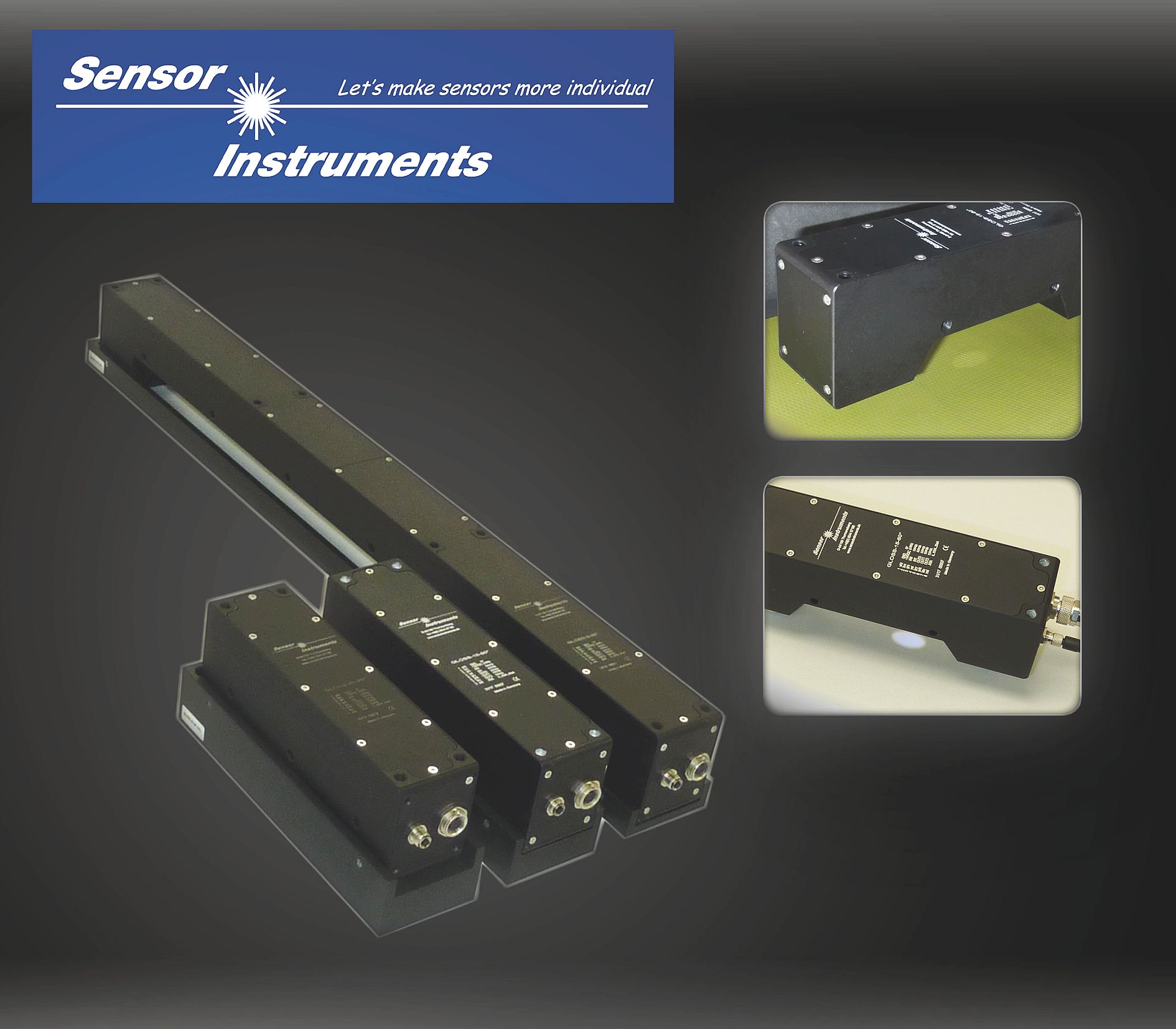 Appareil de mesure de brillance Inline Série GLOSS |
| 95% du verre plat fabriqué industriellement est désormais produit d’après le procédé de flottage du verre. Dans ce procédé, du verre liquide est amené de façon continue à un bain d’étain liquide. Le verre en fusion nage ici sur la surface nue de l’étain du fait de son moindre poids en formant, sur un bain d’étain longitudinal, un film d’une épaisseur uniforme et extrêmement lisse. Le côté du verre tourné vers l’étain fondu est très faiblement contaminé par l’étain et a de ce fait des effets en conséquence sur le processus de transformation suivant du verre flottant, comme p. ex. le revêtement de la surface du verre. Il est par conséquent important, pour la poursuite de la transformation de verre flottant, de faire la distinction entre la surface contaminée par le bain d’étain et ce qu’on appelle le côté du feu (polissage par le feu, le côté du verre détourné de l’étain en fusion étant réchauffé pendant la fabrication du verre flottant).
|
 Capteur de contraste SPECTRO-1-FIO-UVC/UVC |
| Afin d’atteindre le débit nécessaire lors de la fabrication de filtres à huile et à air pour l’industrie automobile, le matériau de filtre est plié, ce qui permet de disposer d’une surface de filtre élevée dans un faible espace. Il existe dans ce cadre différentes profondeurs de plis et un nombre varié de plis en fonction du type de filtres.
|
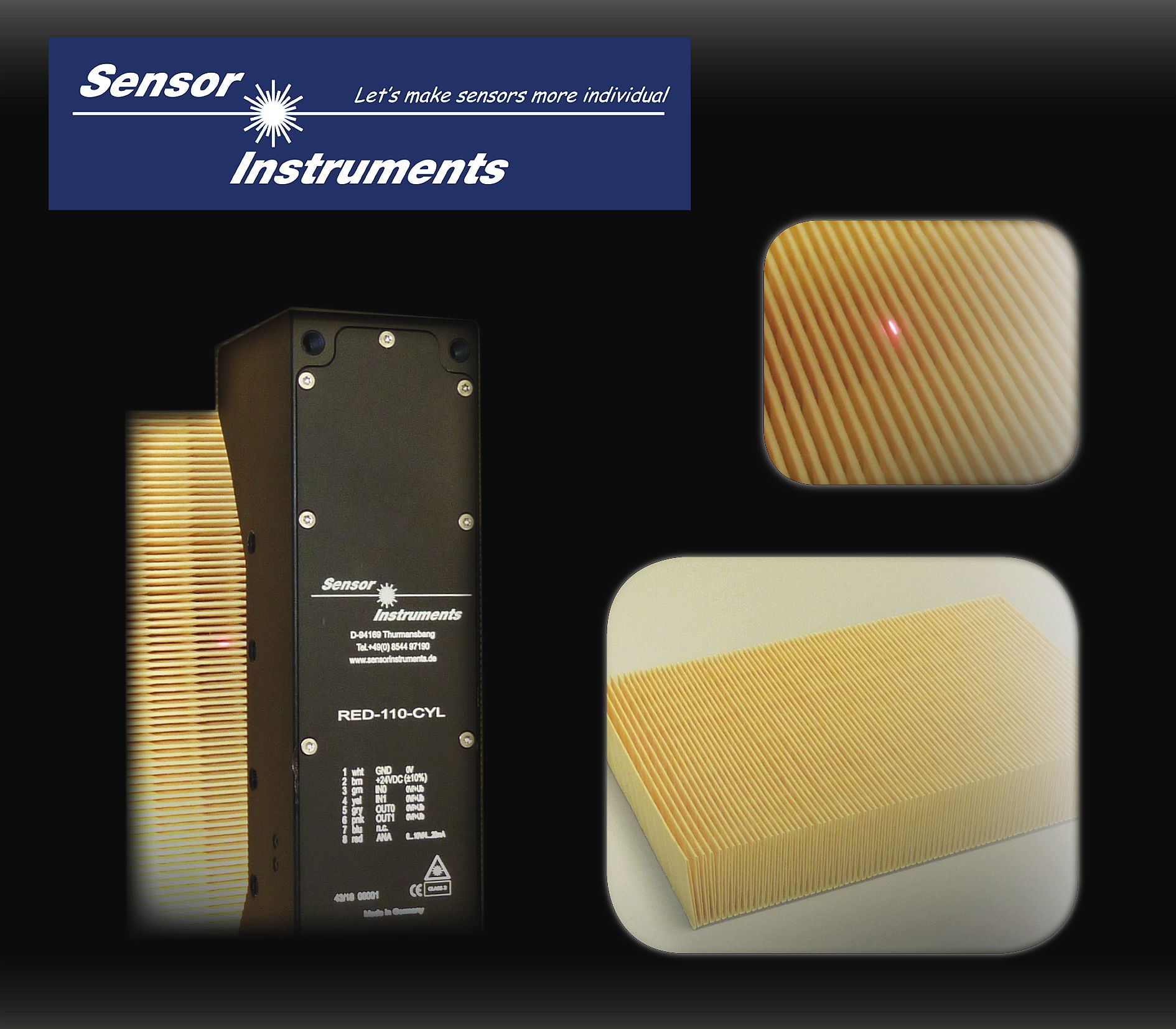 |
| Détecteur de bord laser RED-110-L |
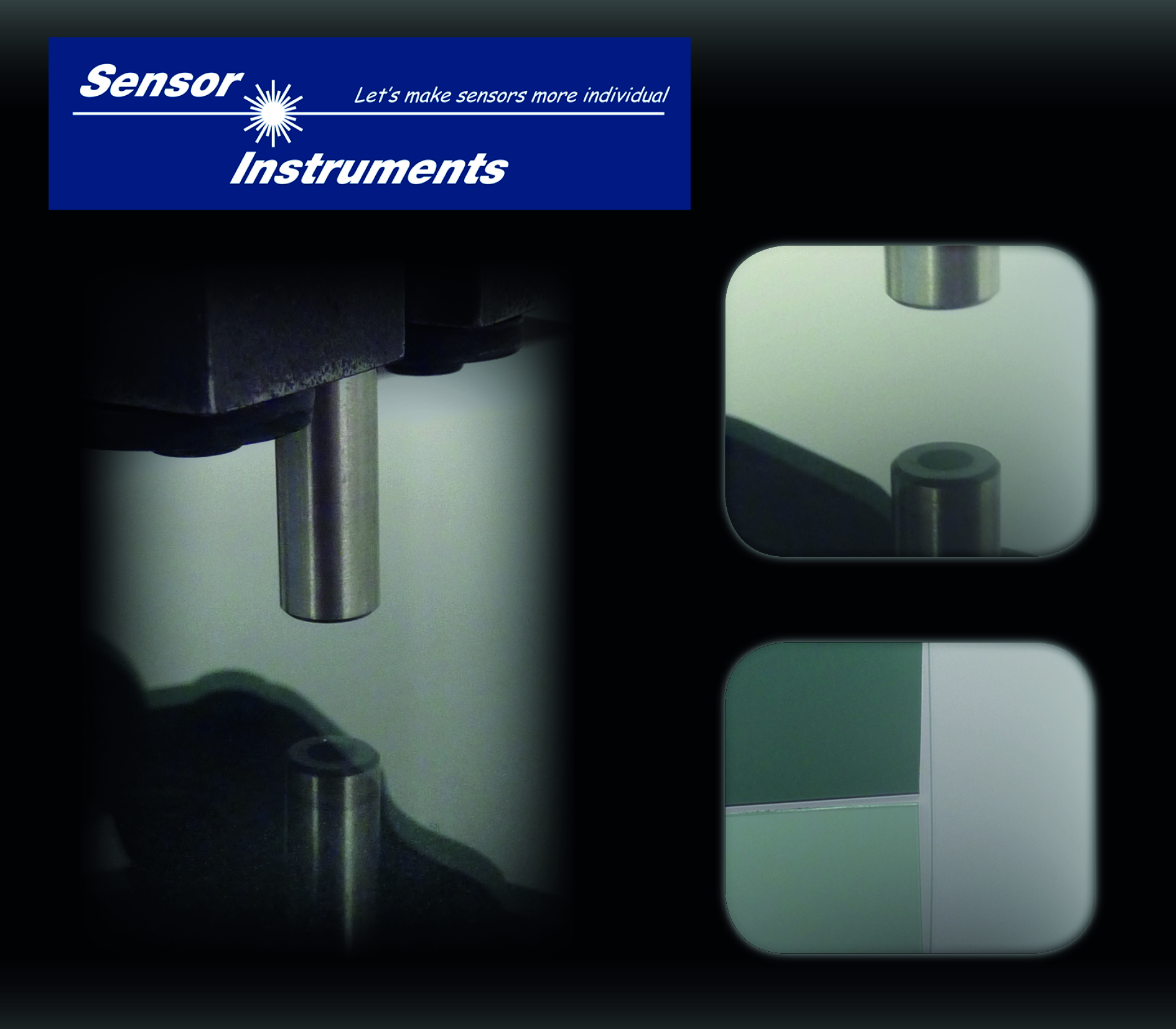
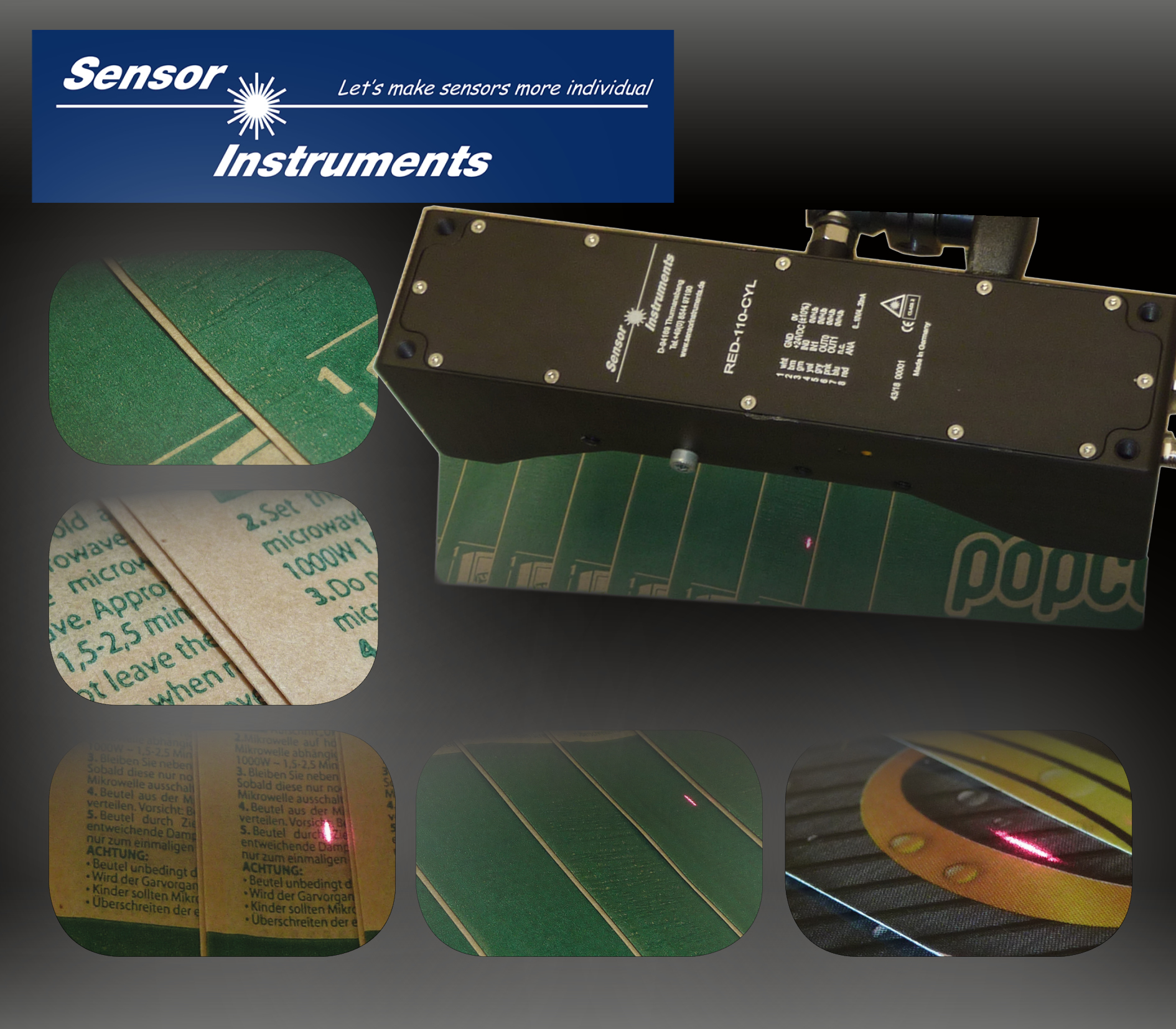
| Pour la détection de cordons de soudure, on pense sans doute d’abord aux capteurs de contrastes ou bien aux capteurs de couleurs. Le cordon de soudure se distingue cependant la plupart du temps assez bien au plan optique du reste de la surface du produit. Il s’avère cependant dans la pratique que ces méthodes se caractérisent par un réajustement et un nouveau paramétrage fréquent.
|
 |
| Détecteur de bord laser RED-110-L |
04.02.2019
| correspondance ! Alors qu’il suffisait encore jusqu’à présent, en tant que fabricant de capteurs, de proposer des appareils munis de sorties numériques et d’une sortie de tension analogique comprise entre 0V et +10V, et en outre d’une sortie de courant analogique compris entre 4mA et 20mA, la communication entre les capteurs et les automates programmables industriels (API) se déroulera dans un temps prévisible essentiellement sur un mode numérique série avec un débit de données élevé en conséquence. L’avenir appartient donc à ce qu’on appelle l’Ethernet industriel.
|
 |
| Des convertisseurs RS232-après-PROFINET® et RS232-après-EtherCAT® |
21.01.2019
| Les anciens détecteurs atteignent notamment leurs limites lors de la saisie et du comptage d’objets empilés transparents tels que des gobelets en plastique ou des couvercles en plastique. Il est cependant important, notamment dans le cadre d’une procédure d’emballage, de placer le nombre d’objets exact dans une unité d’emballage. La série RED fournit ici une aide précieuse (un RED-110-L a été utilisé dans cette application).
|
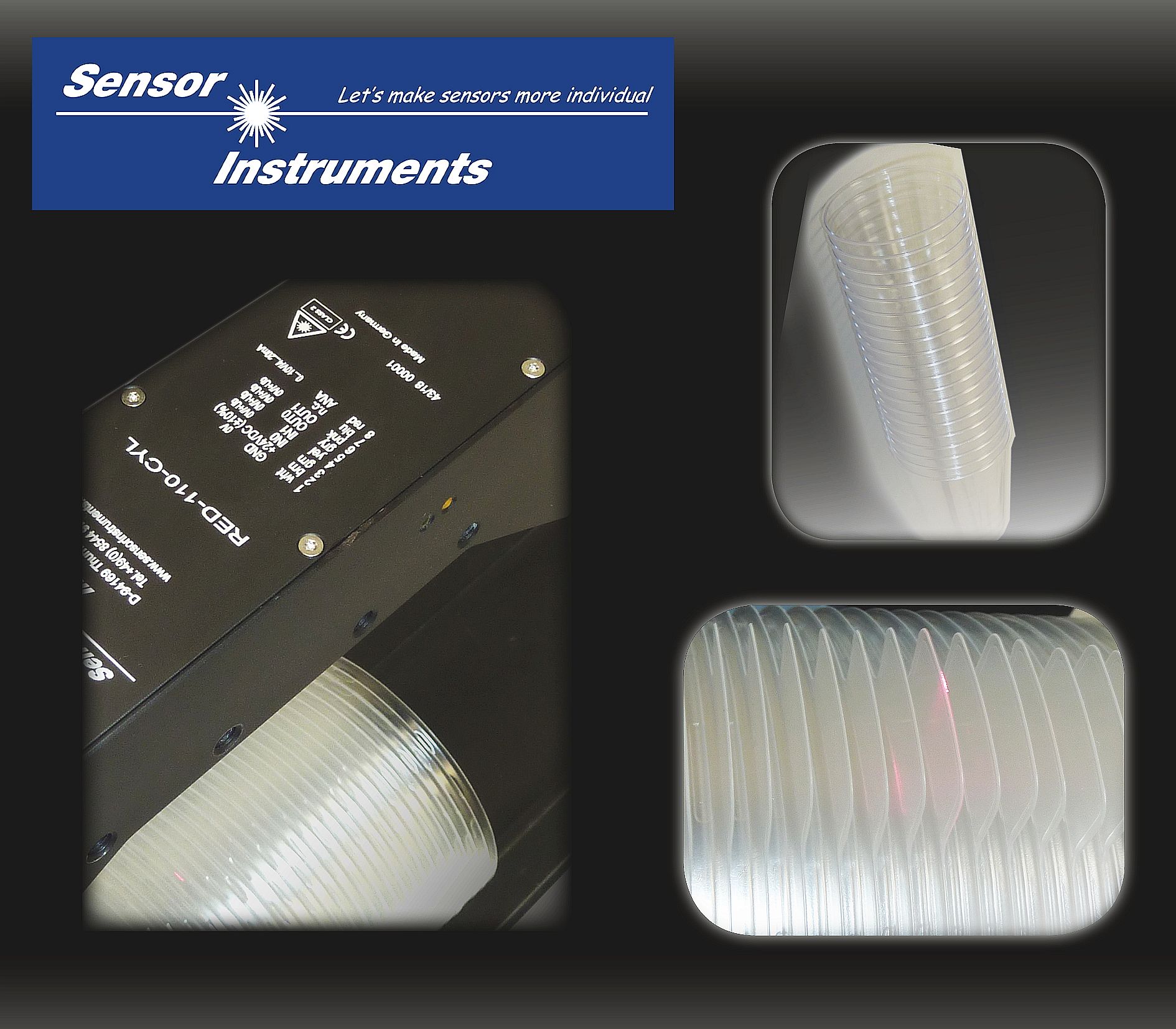 |
| Détecteur de bord laser RED-110-L |
26.11.2018
| Tout semblait d’abord clair comme de l’eau de roche, à nouveau une tâche de mesure que nous pourrons sûrement maîtriser avec brio à l’aide d’un capteur de la série GLOSS. Après tout ce que le client nous avait décrit, beaucoup d’éléments parlaient en faveur d’une mesure du degré de brillance, la question se posant au début consistant uniquement à identifier l’angle sous lequel la mesure devait avoir lieu : 20°, 60° ou peut-être 85° par rapport à la verticale ?
|
 |
| Capteur de brillance GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Le nombre d’exemplaires dans un paquet doit être garanti lors de l’emballage de cartonnages, de magazines mais aussi de feuilles volantes. Les exemplaires sont ici souvent transportés en piles avant, dans le cas des magazines, journaux ou imprimés publicitaires, d’être emballés au moyen d’un empileur tourne-piles. Le flux des piles peut à cette occasion atteindre différentes hauteurs en fonction de l’épaisseur des exemplaires ainsi que la vitesse de leur transport (jusqu’à 10 m/s). ► Communiqué de presse |
 |
| Détecteur de bord laser RED-110-L |
19.11.2018
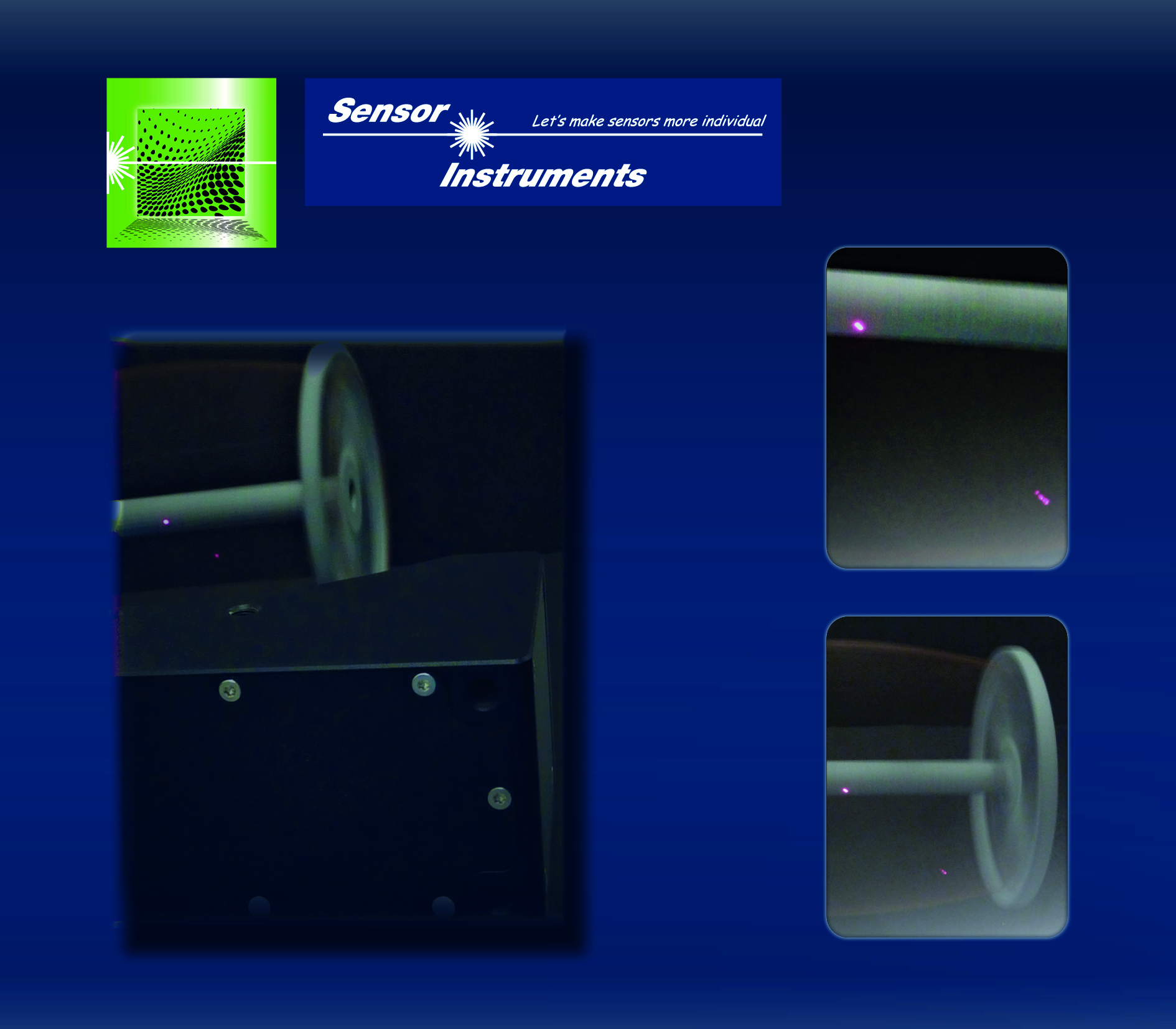
| Bien des évolutions ont eu lieu au cours de ces dernières années au niveau des gicleurs qui sont utilisées sur les pare-brise. La projection se fait désormais en éventail et de façon ponctuelle. L’application homogène d’un brouillard pulvérisé sur la zone d’angle prévue est désormais assurée de façon précise tout comme la projection ponctuelle de la caméra frontale au moyen d’un gicleur ponctuel dirigé presque sans divergence. ► Communiqué de presse |
|
| Capteur à lumière traversante à lignes laser L-LAS-TB-100-AL-SC |
09.11.2018
Le contrôle des couleurs pendant la production de vernis colorés a été jusqu’à présent essentiellement réalisé en laboratoire. Il fallait dans ce cas prélever un échantillon de vernis et contrôler la couleur de ce dernier sous la forme d’une mince couche de vernis sèche. Cette opération requiert bien entendu un certain temps pendant lequel la production de vernis pourrait éventuellement sortir des tolérances autorisées en imposant une coûteuse reprise après coup. ► Communiqué de presse |
 |
| Capteur de mesure de couleur SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
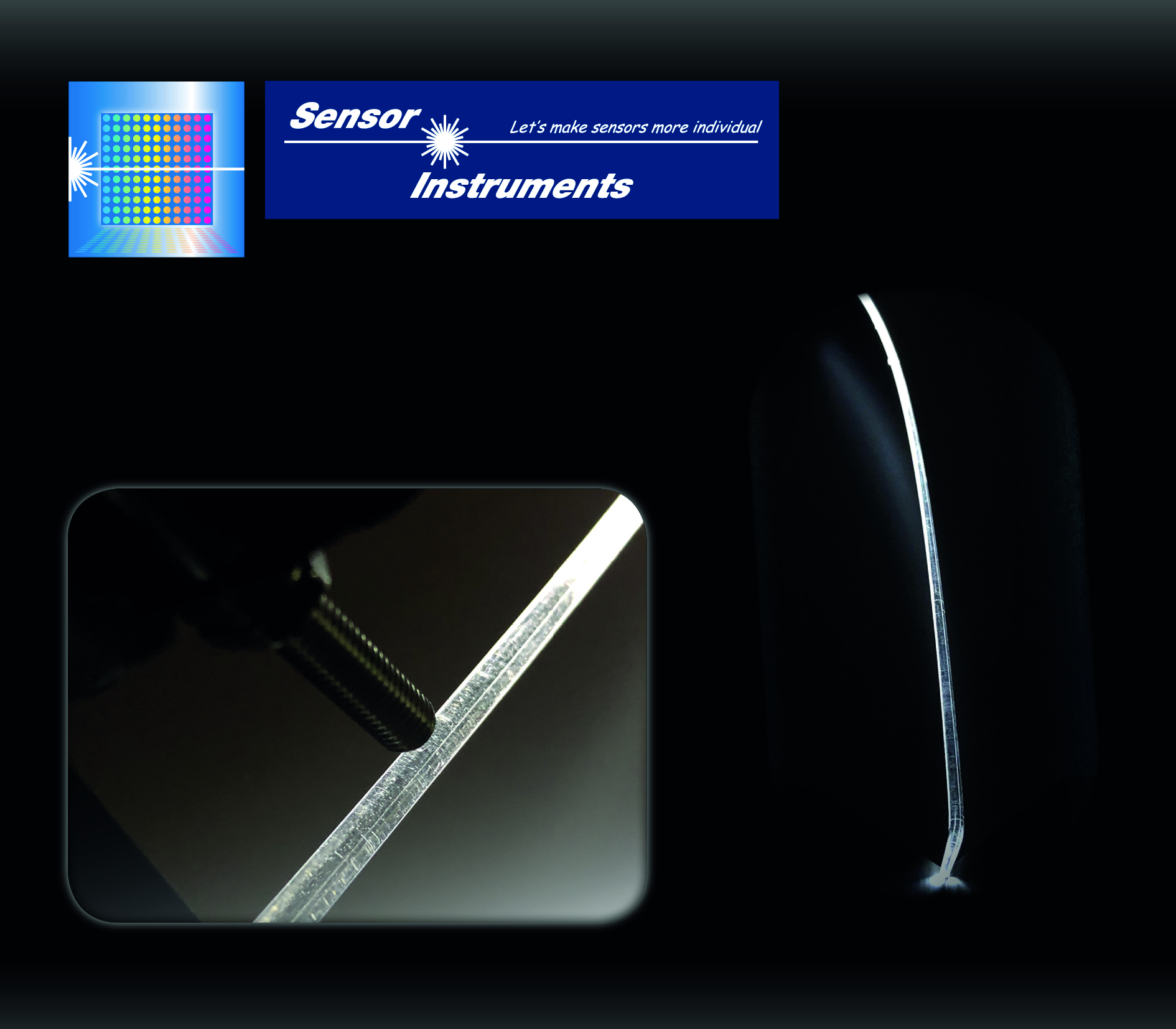
Notamment le comptage de couvercles en plastique transparents empilés, tels qu’on en utilise dans l’industrie de l’emballage, s’est révélé jusqu’à présent extrêmement problématique, du fait que d’une part les bords des différents couvercles ne sont pas toujours exactement orientés, et que par ailleurs les compteurs d’exemplaires qui fonctionnent d’après le principe de la lumière réflex ne fournissent pas un résultat de comptage fiable, justement dans le cas d’objets transparents.
► Communiqué de presse |
 |
| Capteur à lumière traversante laser A-LAS-N-F16-9.5x0.8-150/80-C-2m avec électronique de contrôle SPECTRO-1-CONLAS |