Traducir esta página:
Comunicados de prensa Sensor Instruments
20.06.2024
19.06.2024
20.11.2023
11.10.2023 ( )
)
01.09.2023 ()
24.08.2023
18.08.2023
22.08.2022
Artículo técnico en Kunststoffe International 06/2022
26.07.2022
Artículo técnico en Kunststoffe International 05/2022
(Categoría: Measuring Technology - Compounding & Recycling)
| ¿Cómo puede determinarse realmente el espesor de una capa de pintura entre dos láminas de PET?
Para ello, se analizan cuatro pares de láminas de PET con capas de pintura de distinto espesor entre las dos láminas de PET (10 µm, 20 µm, 50 µm y 80 µm) mediante el método de luz transmitida MIR. En el lado del receptor, se disponía de dos rangos de longitud de onda con longitudes de onda centrales de 2,95 µm y 3,90 µm (SPECTRO-M-2-2.95/3.90). La distancia entre la lámina de PET y el transmisor MIR era de unos 20 mm. También se analizó la presencia de una capa de silicona sobre una lámina de plástico transparente utilizando este método de medición, con el resultado de que esta capa también podía detectarse muy bien. |
   SPECTRO-M-15-T (fuente de luz) + SPECTRO-M-2-2.95/3.90 (receptor) |
19.06.2024
| Medición de cantidades mínimas de pulverización en zonas con peligro de explosión
Para aplicaciones con baja pulverización, la primera opción es una solución basada en el principio de la luz reflejada. Puesto que la mayoría de estas aplicaciones tienen lugar en zonas con riesgo de explosión, se utiliza preferentemente un sistema de fibra óptica. En estas aplicaciones, el chorro pulverizado suele dejar de detectarse a simple vista. El frontal de fibra óptica ABL-V-ARRA-KL-M18-XL-A3.0 combinado con el control electrónico SPECTRO-T-1-FIO-R/R permite determinar de forma fiable tanto la presencia como la densidad del chorro pulverizado a una distancia de unos 60 mm entre el frontal y el chorro pulverizado. |
 SPECTRO-T-1-FIO-R/R (control electrónico) + ABL-V-ARRA-KL-M18-XL-A3.0 (frontal de fibra óptica) |
20.11.2023
| El software SPECTRO3 MSM DOCAL Scope para Windows® permite la calibración en línea de sensores de color de diferentes formas, que se explican con más detalle a continuación.
Calibración con cartas de colores RAL de plástico La empresa RAL gGmbH, de Bonn, ofrece unas 300 cartas de colores de plástico diferentes que se miden según el método d/8°. Los valores L*a*b* correspondientes se anotan en cada funda adjunta a la carta de colores de plástico. Además, el valor L*a*b* correspondiente que resulta de la medición de 45°/0° se registra tanto en la carta de colores RAL de plástico como en la funda de la carta de colores RAL de plástico, que se puede adquirir en Sensor Instruments GmbH, recibiendo también un número de 5 dígitos. Sensor Instruments introduce continuamente un número de 5 dígitos junto con el valor de color L*a*b* medido en la carta de colores RAL de plástico en un archivo de calibración para las nuevas cartas de colores RAL de plástico que se vayan a medir. Durante el proceso de calibración, basta con presentar al sistema de sensores las cartas de colores RAL de plástico que se van a calibrar e introducir en el software el número de 5 dígitos correspondiente. En este modo de calibración, solo se utilizan como referencia las cartas de colores RAL de plástico, lo que permite comparar los resultados de medición independientemente del lugar, como, por ejemplo, en empresas con varios emplazamientos, ya que en este caso se puede prescindir de la referencia a equipos de medición de color manuales, los así llamados colorímetros manuales. Calibración mediante placas de moldeo por inyección de color y reciclados En muchos casos, sin embargo, se desea precisamente esta referencia a los equipos de medición de color manuales o de laboratorio existentes, ya que esto facilita la comparación de los valores medidos entre la producción y el laboratorio. Esta referencia a los equipos de medición de color que ya funcionan con el software SPECTRO3 MSM DOCAL Scope se explica con más detalle a continuación. Sensor Instruments ofrece, además de los sistemas de medición de color en línea, instrumentos de laboratorio que funcionan siguiendo exactamente el mismo procedimiento y cuyos sensores son idénticos. Están disponibles tanto sistemas que miden a través de una mirilla como instrumentos que miran directamente al reciclado que se va a medir. Medición de color en línea con SPECTRO-3-0°/45°-MSM-INLINE-ANA y el instrumento de laboratorio correspondiente SPECTRO-3-0°/45°-MSM-CMU En ambos casos, la calibración se puede llevar a cabo directamente sobre el reciclado, mientras que los valores de referencia L*a*b* se determinan utilizando placas de moldeo por inyección producidas a partir del mismo lote de reciclado del que disponen los equipos que se deben calibrar. Los valores de referencia L*a*b* se determinan utilizando las placas de moldeo por inyección con la ayuda de los equipos de medición de color manuales o de laboratorio disponibles en la empresa correspondiente. Medición del color en línea con un SPECTRO-3-FIO-MSM-ANA-DL en combinación con un extremo frontal KL-D-0°/45°-85-1200-D-S-A3.0-VIS y el instrumento de laboratorio SPECTRO-3-0°/45°-MST adecuado También aquí las placas de moldeo por inyección proporcionan los valores de color de referencia L*a*b*. El extremo frontal óptico apunta directamente al reciclado a una distancia de 85 mm. El reciclado disponible durante la calibración también se utiliza para producir las placas de moldeo por inyección. Por lo tanto, las placas de moldeo por inyección y el reciclado proceden del mismo lote. En la calibración mediante el instrumento de laboratorio SPECTRO-3-0°/45°-MST, se recomienda desplazar la bandeja de reciclado en las direcciones x e y durante el proceso de calibración, manteniendo constante la distancia hasta el extremo frontal del sensor, para poder compensar la posición aleatoria de los pellets. Esto se hace en línea, transportando los pellets sobre una cinta transportadora vibratoria. El flujo de reciclado asume una velocidad típica de 50 mm/s hasta 100 mm/s. Durante un proceso de calibración con una duración de 30 s, por ejemplo, el flujo de reciclado se desplaza entre 1,5 m y 3 m, es decir, que durante el proceso de calibración se toma un promedio sobre esta distancia de medición. En consecuencia, el resultado de la medición es preciso e independiente de la posición aleatoria de los gránulos. Incluso las vibraciones, que ocasionalmente hacen que los gránulos resuenen y "reboten", pueden compensarse en gran medida durante el proceso de medición, que dura unos pocos segundos. Uno de los factores decisivos en este caso es el gran tamaño del punto de luz, de unos 20 mm de diámetro, que permite promediar ópticamente un gran número de pellets incluso en reposo. |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Sistema de medición de color en línea)  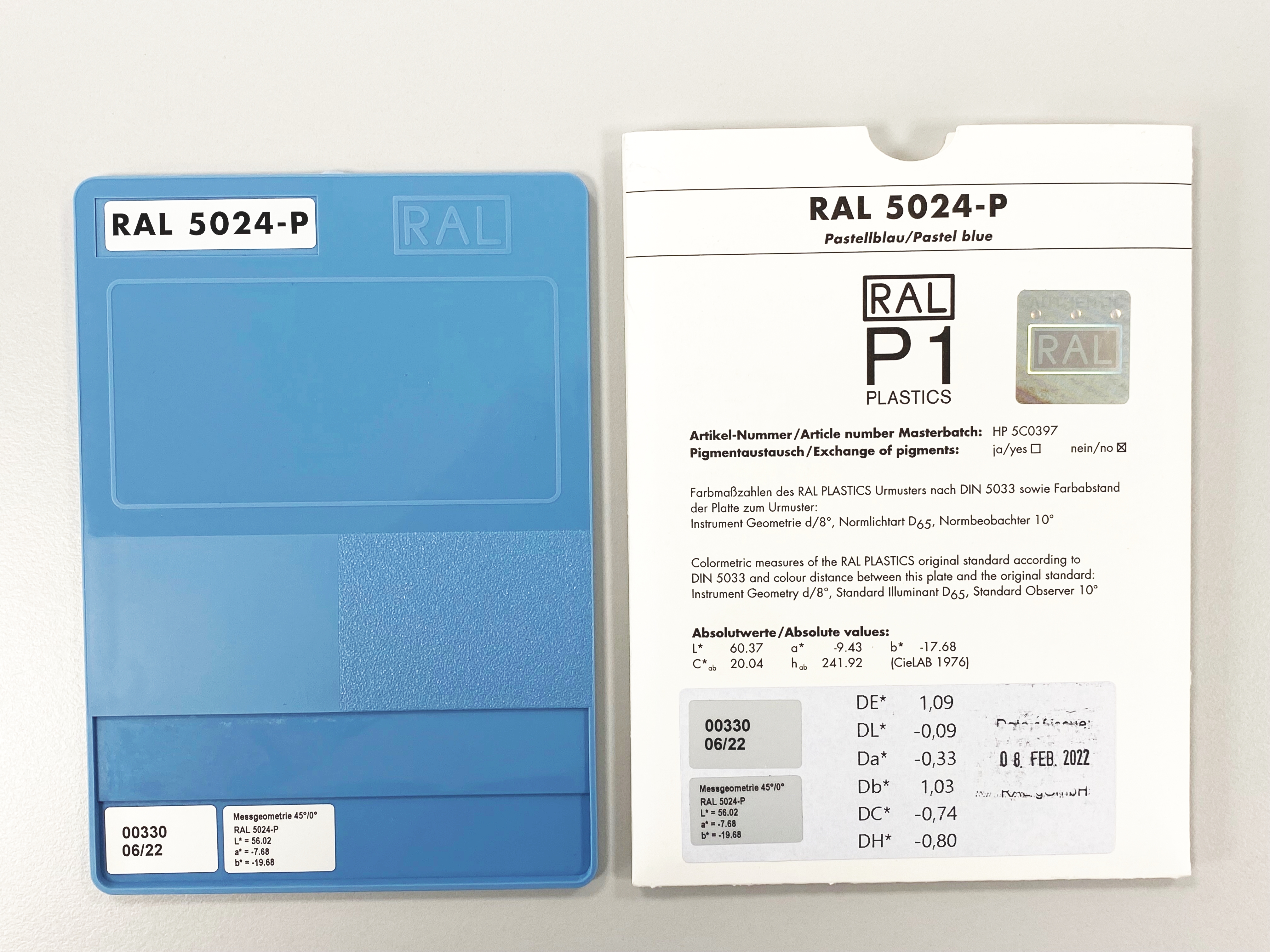 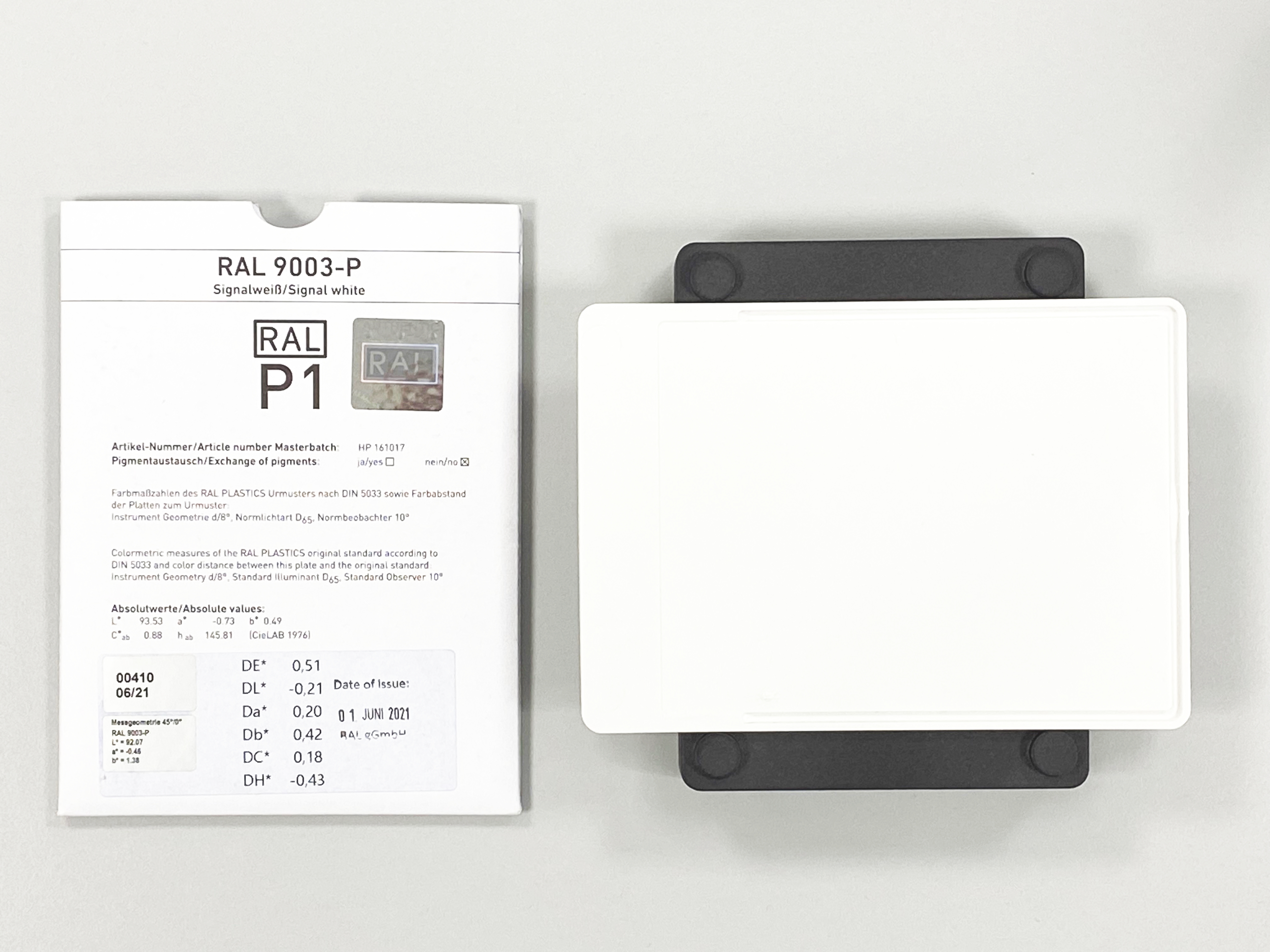 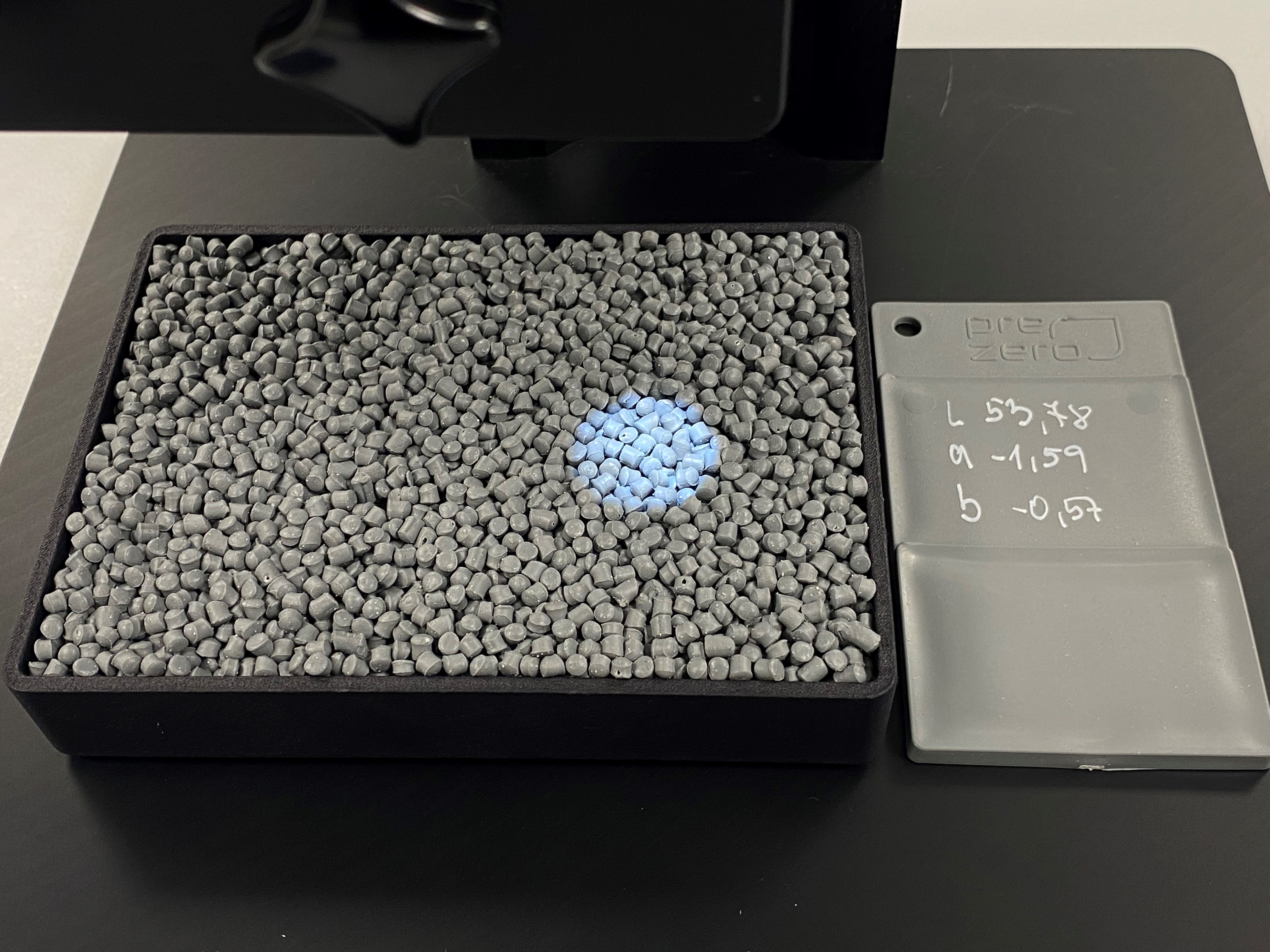 Calibración con cartas de colores RAL de plástico o mediante placas de moldeo por inyección de color y reciclados 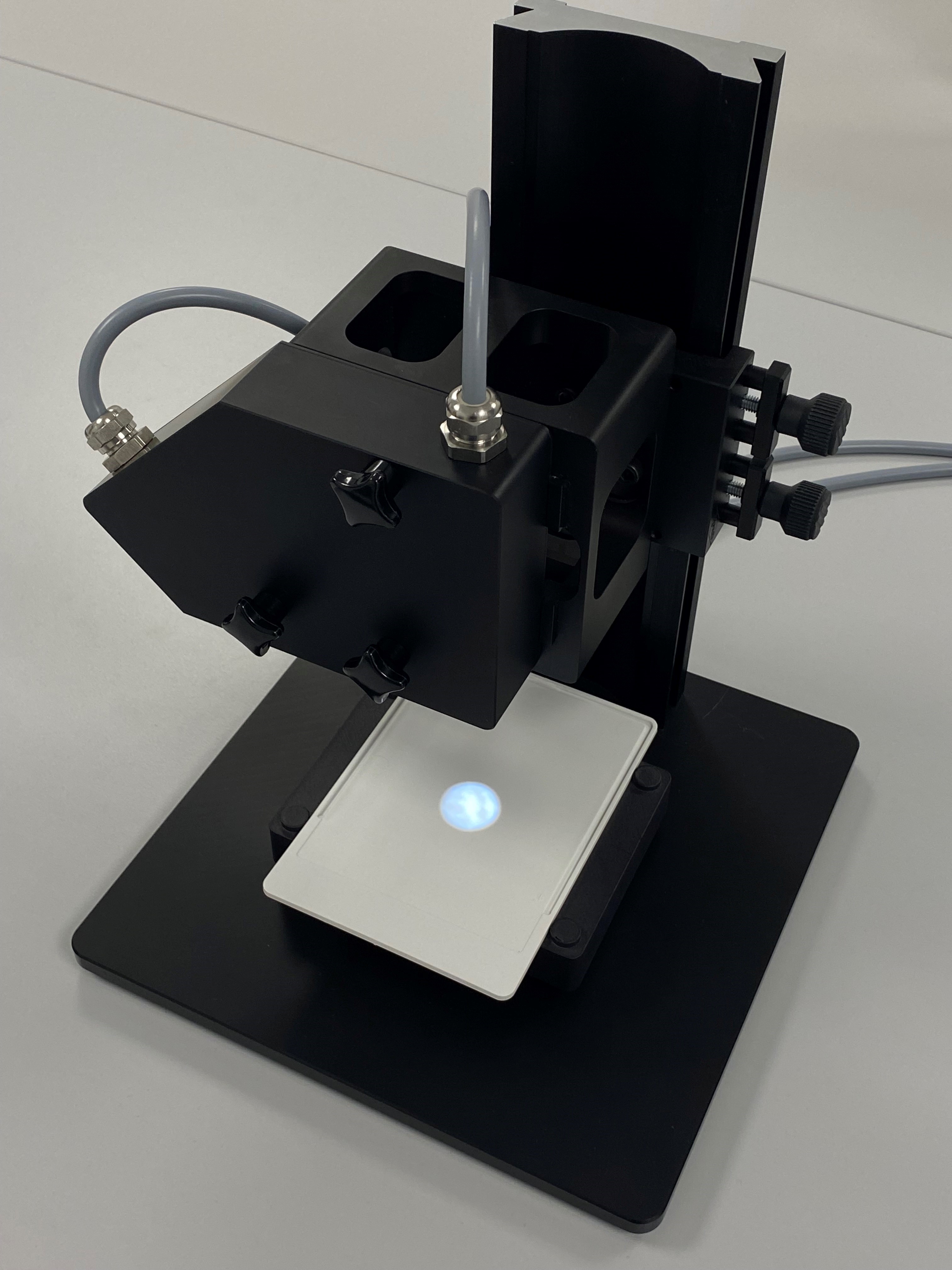 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Sistema de medición de color en línea) 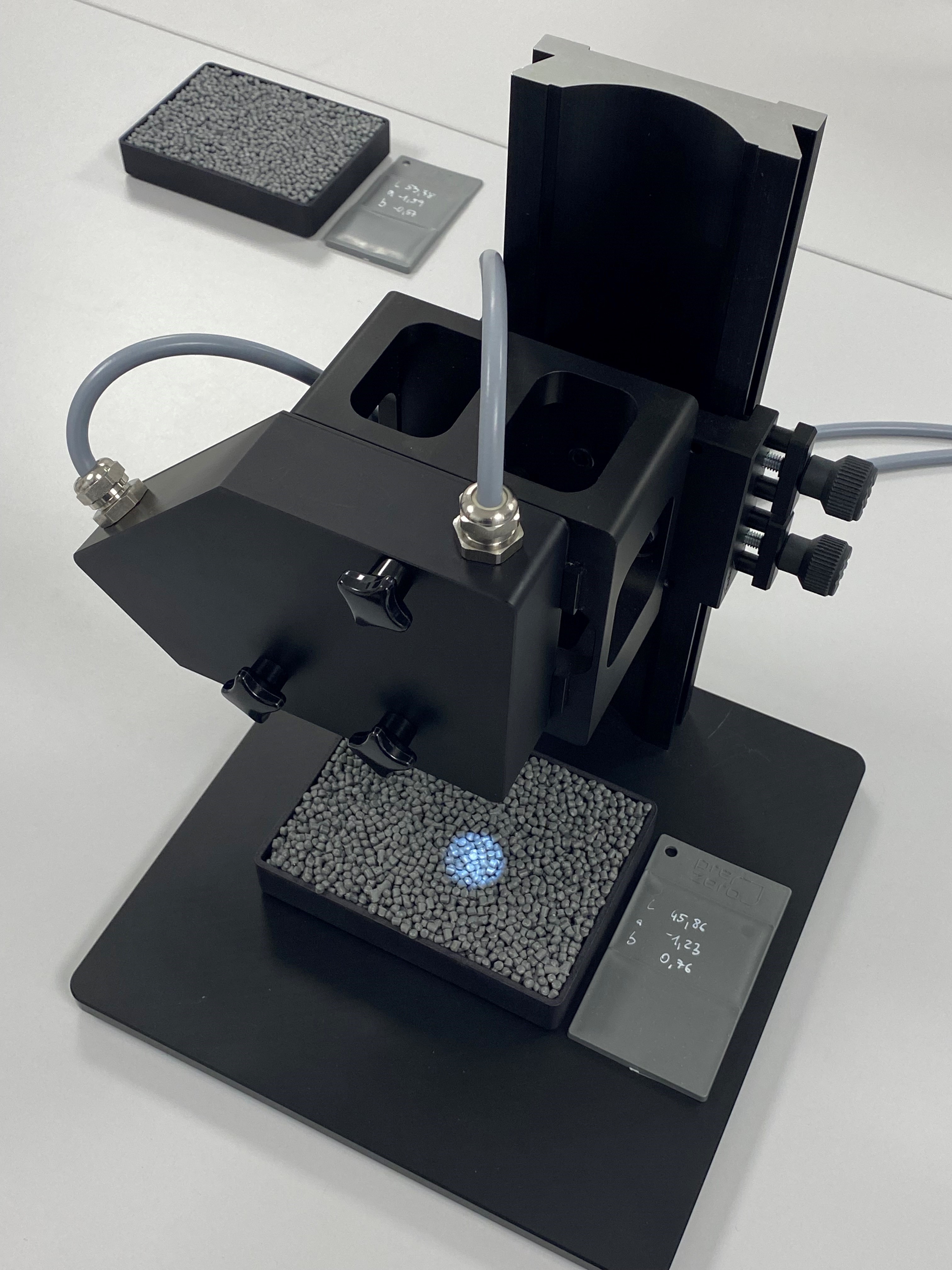 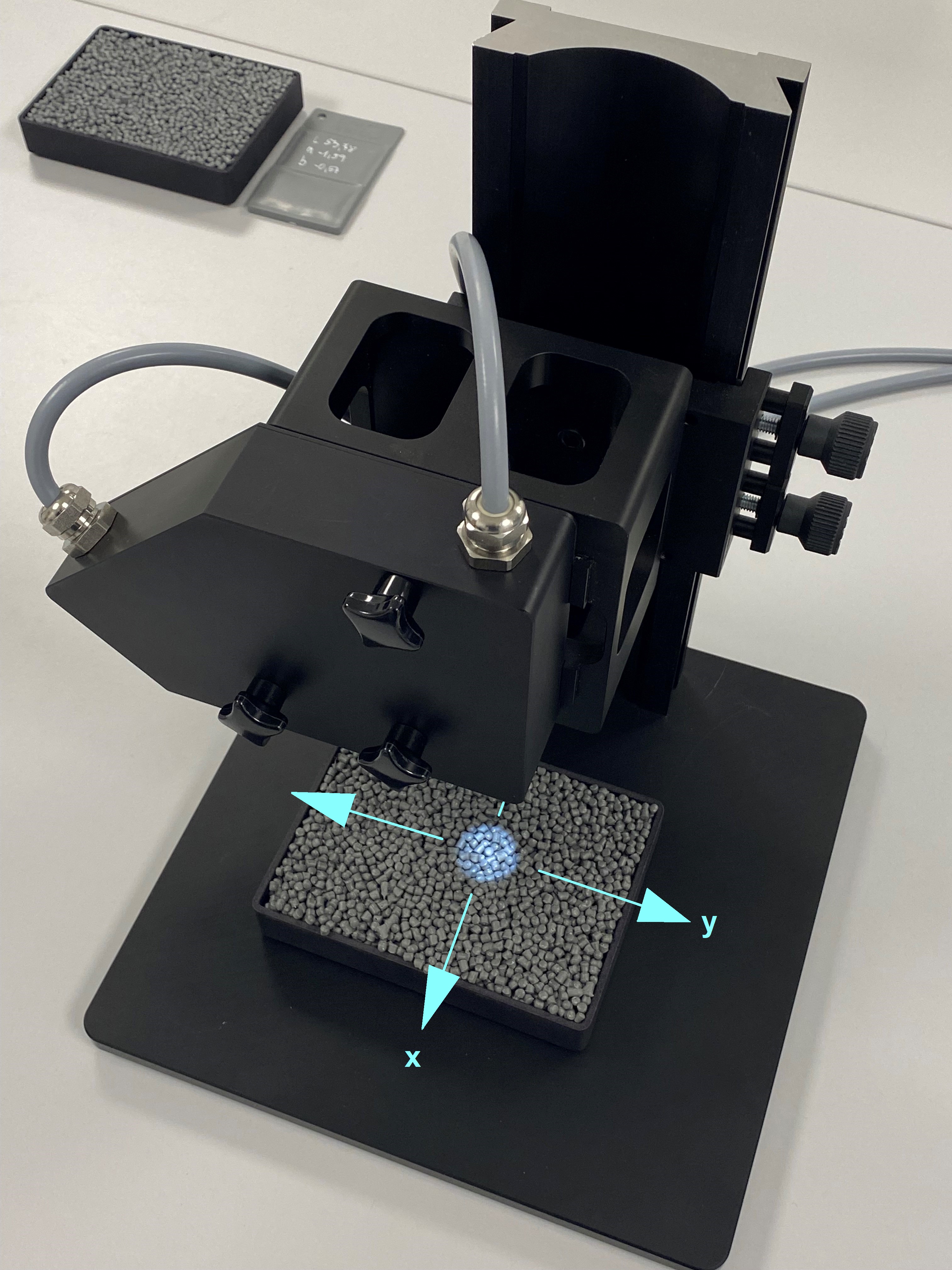 |
11.10.2023 (
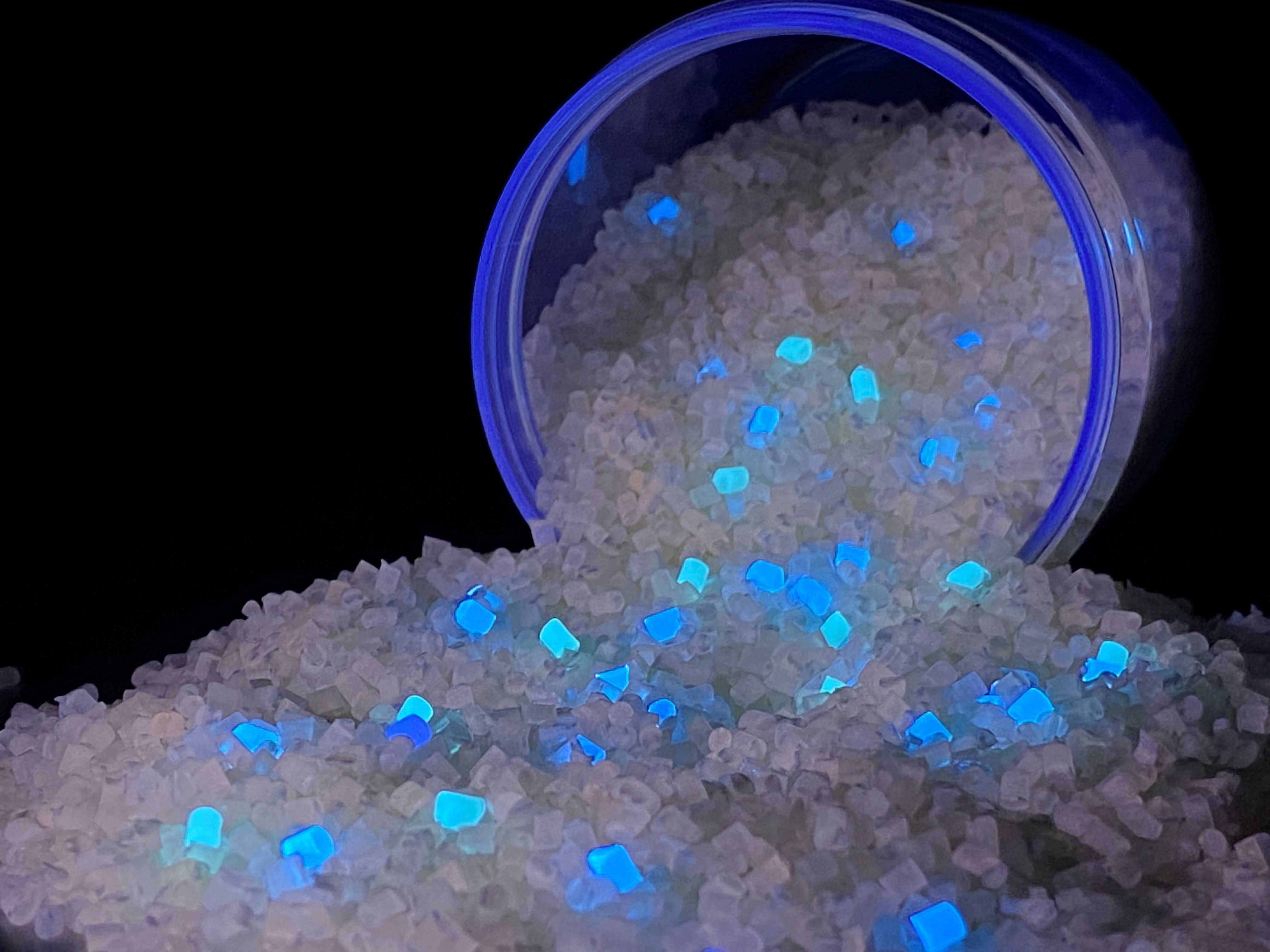
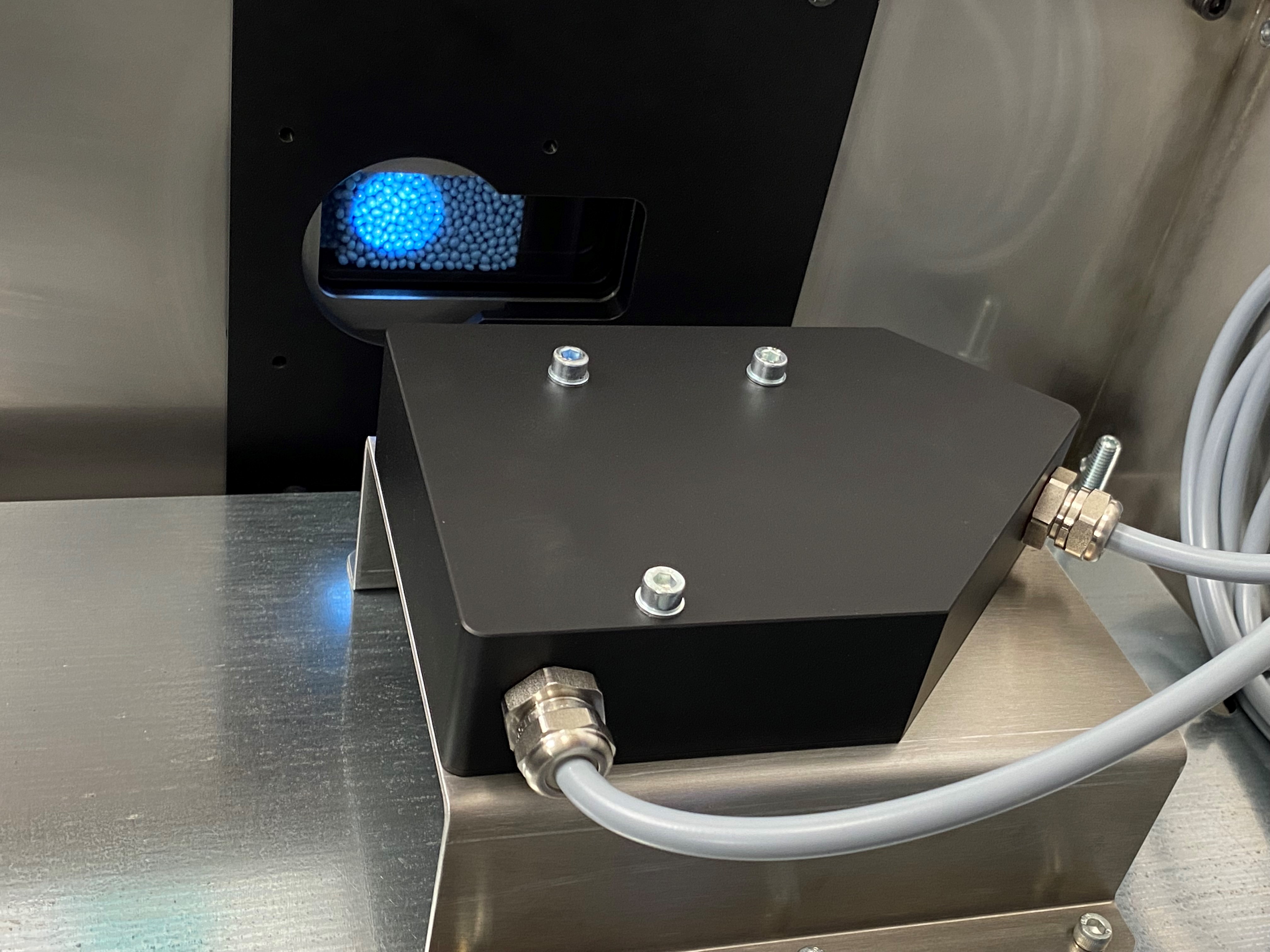
| The increasing use of recyclates in the plastics industry means that efficient product control is assuming ever-greater importance. Whilst laboratory-based random quality control was sufficient in the past, the industry is increasingly considering the deployment of 100% control, especially in terms of the color gradient. Sensor Instruments has launched a number of inline systems to perform this function. Providing production staff with information about recyclate production at a very early stage, this covers not only the trend in the color of the recyclates, but the color of the recyclates in combination with their temperature, whilst monitoring the product flow level. The product flow level is important for exact determination of the recyclate color, whilst also providing timely information about a possible blockage of the sieve immediately after the vibrating feeder. The data is also made available for quality assurance via a digital-serial interface (Ethernet).
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline color measurement system) |
01.09.2023 (
| While downcycling of plastic products still predominated in the past, the form of recycling in which the reused plastic is put to the same or a comparable use is now becoming increasingly important. This in turn means considerable additional technical effort in separating and sorting the items delivered to the recycling plant throughout the recycling process. After separation of as many non-plastics as possible, for example by means of metal separators and wind separation, sorting is currently primarily by color (color sorting systems) and type of plastic (NIR cameras). Despite pre-sorting, where mainly whole articles are checked, as well as post-sorting (after shredding the plastic articles and subsequent washing) of the plastic particles known as flakes, it is not possible to achieve 100% grade purity. Certain variations in color must also be expected. In order to allow unrestricted use of the recyclates produced in this way, they must be checked for purity before the next processing step, at the very latest immediately before extrusion. Typically, this could be done by a metering system equipped with appropriate sensors.
|
 Color Plastic type Marker   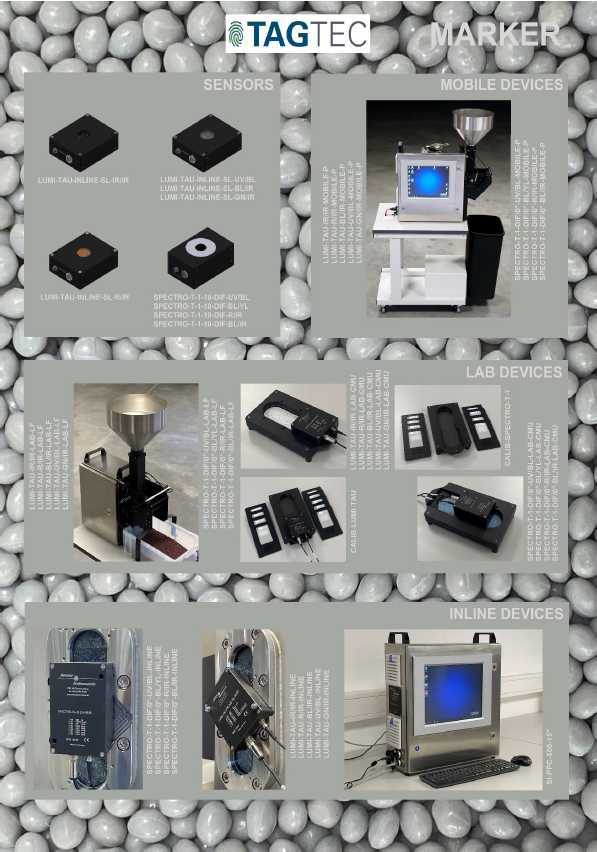 |
24.08.2023
| A veces tiene sentido seguir. Por ejemplo, seguir nuestra conciencia o el buen consejo de los amigos. ¿Seguir Instagram o LinkedIn? Aquí puede haber opiniones dispares. ¿El mainstream? «¡Todo está bien! Solo que no siempre, no en todas partes y no para todo el mundo» (adaptación libre de Novalis). En Sensor Instruments, preferimos seguir nuestro propio camino. Pero precisamente por ello, a veces tiene sentido seguir: los colores, por ejemplo.
Especialmente en el campo de los colores de materiales reciclados, nuestros estimados compañeros de mercado han estado bastante ocupados últimamente. Entretanto, casi no hay empresa del sector del reciclado de plásticos que no disponga en su laboratorio de uno de los equipos de medición portátiles para medir el color de los materiales reciclados. Estos hacen su trabajo, sin lugar a dudas. Y lo hacen con la facilidad de manejo esperada, por un precio asequible y de un modo preciso. ¿Preciso? ► Comunicado de prensa (pdf) ► Comunicado de prensa (Word/pdf) |
 Sistemas de medición de color en línea |
18.08.2023
| ¿Cómo puedo hacer un seguimiento de mi producto de la mejor forma posible durante toda su vida útil?
El pasaporte digital de productos de R-Cycle, también conocido como DPP, es una herramienta excelente para esto. Con el DPP, podrá consultar fácilmente los datos relativos al producto y al reciclaje. El DPP se puede abrir mediante distintos códigos: con un código QR o con ayuda de marcas de agua digitales, que pueden aplicarse al producto en forma de fundas o etiquetas, o grabarse con láser en el molde de inyección en código 3D. Las marcas de agua digitales se consideran a prueba de copias; un código QR, en cambio, puede imitarse fácilmente. No obstante, en combinación con los lotes maestros TAGTEC de Gabriel-Chemie, los códigos QR también pueden clasificarse como safe, es decir, seguros. Los lotes maestros TAGTEC de Gabriel-Chemie contienen una amplia gama de marcadores estimulables por luz, que pueden detectarse mediante la tecnología especial de optosensores de Sensor Instruments. Los productos marcados con TAGTEC han demostrado ser seguros contra la falsificación y, en combinación con las múltiples posibilidades que ofrece un DPP, puede llevarse a cabo un seguimiento muy sólido y fiable de la cadena de suministro. ► Comunicado de prensa (pdf) ► Comunicado de prensa (Word/pdf) |
 |
22.08.2022
Artículo técnico en Kunststoffe International 06/2022
(Categoría: Materials - Additives)
| Holy Grail Improved Sorting of Plastic Waste with Luminescent Pigments
The HolyGrail 2.0 Initiative aims to improve the sorting of plastic waste. For this purpose, digital watermarks containing information on packaging type, material, and usage will be applied on products. However, the method also has certain drawbacks. Here, luminescent pigments provide an alternative that is permanent and can withstand several processing cycles. ► Specialist articel on en.Kunststoffe.de |
 Sistemas de imagen LUMI-STAR-INLINE LUMI-STAR-INLINE-R/IR Detectores en línea LUMI-TAU-INLINE LUMI-TAU-INLINE-SL-R/IR |
26.07.2022
Artículo técnico en Kunststoffe International 05/2022
(Categoría: Measuring Technology - Compounding & Recycling)
| Ensuring Color Consistency of Recycled Materials The mass of recyclable plastic waste has been growing steadily for years. This is mainly the result of technical advances made in both processing and sorting. At the same time, the recycling targets set by the EU are piling more and more pressure on companies to increase the amount of recycled plastics in their products. This in turn is raising the requirements imposed on the recycled materials themselves. Aside from the nature of the polymer and the previous application, the color of the recycled material is important.
► Specialist article on en.kunststoffe.de |
 Sistemas de medición de laboratorio SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
20.06.2022
| Desde el punto de vista de la ingeniería de procesos, el valor del color de un envase se puede mantener con relativa facilidad al utilizar granulado de plástico virgen, ya que los productores del lote maestro controlan bastante bien el proceso de homogeneidad del color. Unos sofisticados dosificadores mezclan el lote maestro y el granulado base en la proporción óptima, determinada empíricamente. De este modo, las variaciones mínimas de color existentes entre los envases dejan de ser visibles a simple vista. El término dE (distancia entre dos valores de color en el espacio de color L*a*b*), utilizado en los círculos profesionales, es inferior a 1.
Con la ayuda de la clasificación por colores durante la separación del flujo de reciclaje, ahora se intenta mantener constante el color de los reciclados de plástico. Sin embargo, para garantizar que no se superen los límites de tolerancia del valor de color, es necesario un control constante del producto en lo que respecta al color. El objetivo del instrumento de laboratorio de la empresa Sensor Instruments GmbH que se describe a continuación, SPECTRO-3-0°/45°-MSM-LAB-ANA-P, es ayudar a controlar y documentar la progresión del color de los reciclados. La idea es tomar muestras del flujo de reciclado a intervalos periódicos e introducirlas después en el sistema de medición de color del laboratorio. Para ello, junto con el valor de color L*a*b*, el equipo muestra su desviación con respecto a un valor de color de referencia dL*da*db*. Además, cada muestra se documenta y se puede dotar de una etiqueta que indique la fecha, la hora, el valor L*a*b* y el valor dL*da*db* correspondientes. ► Comunicado de prensa (Word/pdf) |
 Sistemas de medición de laboratorio SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
27.01.2022
| Un trabajo de innovación excelente: La empresa de Thurmansbang Sensor Instruments GmbH recibió un premio en la 29.ª ronda del concurso TOP 100 por sus ideas innovadoras. Estas le han valido el sello TOP 100 2022, un premio que solo se concede a las pequeñas y medianas empresas especialmente innovadoras. Además, el 24 de junio, el mentor del concurso, el periodista científico Ranga Yogeshwar, reconocerá personalmente a Sensor Instruments por estos logros.
► Comunicado de prensa (Word/pdf) |
 TOP 100 Prüfkriterien TOP 100 Presse |
24.11.2021
| Al diseñar sistemas de pulverización, es necesario asegurarse de que los sensores se adapten a la geometría del cono de pulverización y a la cantidad de pulverización de la aplicación en cuestión. Además, tanto la geometría del cono de pulverización como la cantidad de pulverización dependen del producto utilizado (imprimación, adhesivo, disolvente, agua, alcohol, pintura, etc.), así como del orificio de la boquilla de pulverización, de la sobrepresión y de la dosis de pulverización. Especialmente cuando se utilizan productos resistentes y adherentes (pegamento) como agente de pulverización, puede ocurrir que una parte del orificio de la boquilla de pulverización se pegue, lo que modificaría tanto la cantidad de pulverización como la geometría de pulverización. Esto puede modificar la dirección y el ángulo de apertura del chorro pulverizado. Al diseñar el sistema de control de chorro pulverizado, es importante hacerse algunas preguntas fundamentales. ► Comunicado de prensa (Word/pdf) |
 A-LAS-CON1 Serie L-LAS-TB-...-AL-SC Serie SI-JET SPECTRO-1-CONLAS Serie SPECTRO-1-FIO SPECTRO-1-FIO-JC |
| A menudo, para el revestimiento de superficies se utilizan métodos de pulverización. En el mejor de los casos, el objeto en cuestión debería revestirse de la forma más homogénea posible. Sin embargo, las burbujas de aire que hay en el producto pulverizado, la cobertura parcial del orificio de salida de la boquilla o una caída de presión brusca en el sistema de pulverización pueden provocar problemas de homogeneidad en el patrón de pulverización y, con ello, un revestimiento irregular de la pieza. Ahora, las desviaciones con respecto al proceso de pulverización ideal se pueden detectar a tiempo mediante un control continuo del chorro pulverizado. Los sistemas de control de chorro pulverizado de las series SI-JET y SPECTRO de Sensor Instruments GmbH proporcionan información sobre la cantidad de pulverización, las interrupciones temporales y la simetría del chorro pulverizado. Para realizar las tareas correspondientes, existen sistemas de 3 chorros (SI-JET-CONLAS3 y SI-JET3), de 2 chorros (SPECTRO-2) y de 1 chorro (SPECTRO-1), así como cortinas de luz continua (L-LAS-TB-…-SC). ► Comunicado de prensa (Word/pdf) |
 Serie SI-JET Serie SPECTRO-2 Serie SPECTRO-1 Serie L-LAS-TB-AL-SC |
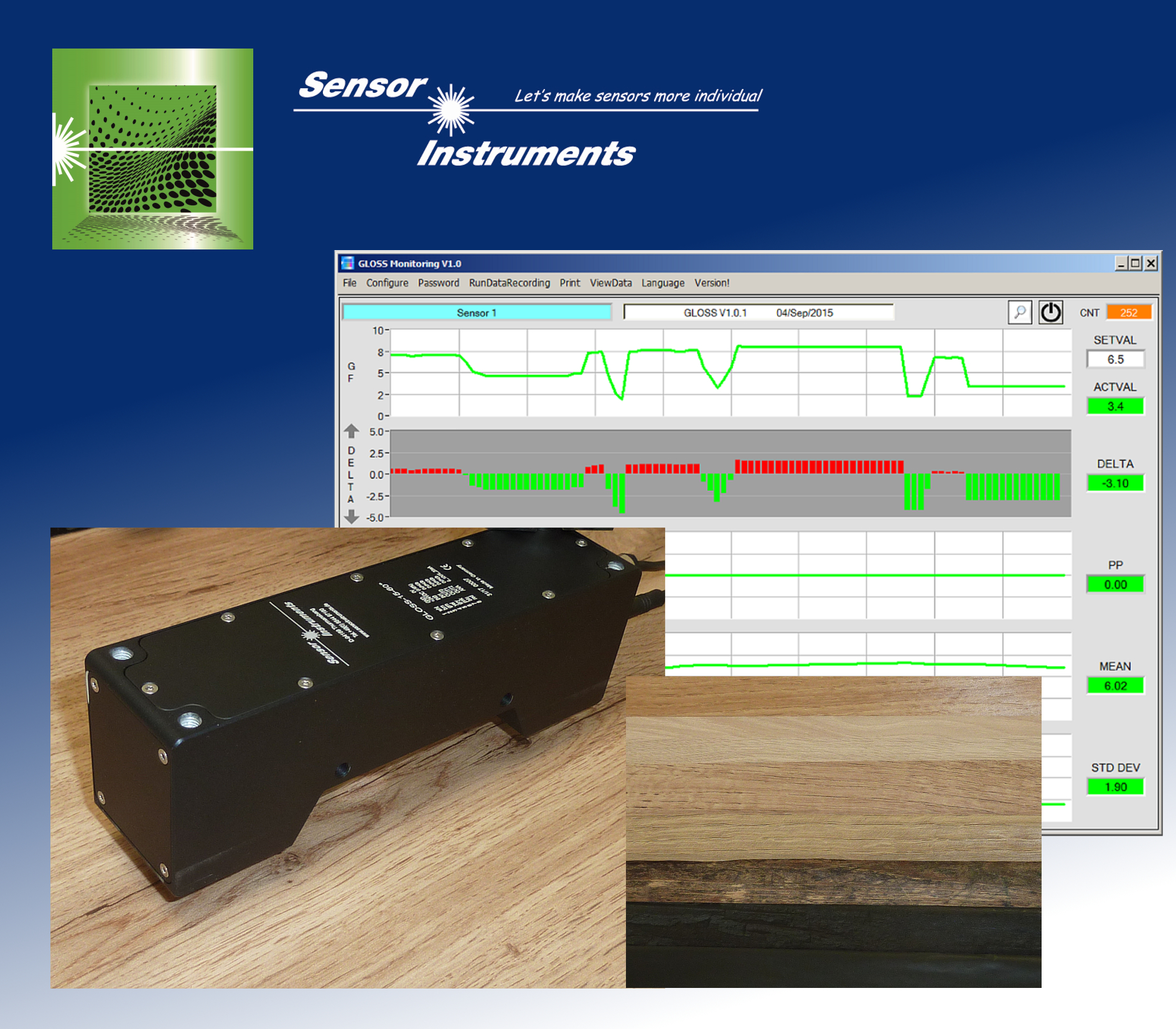
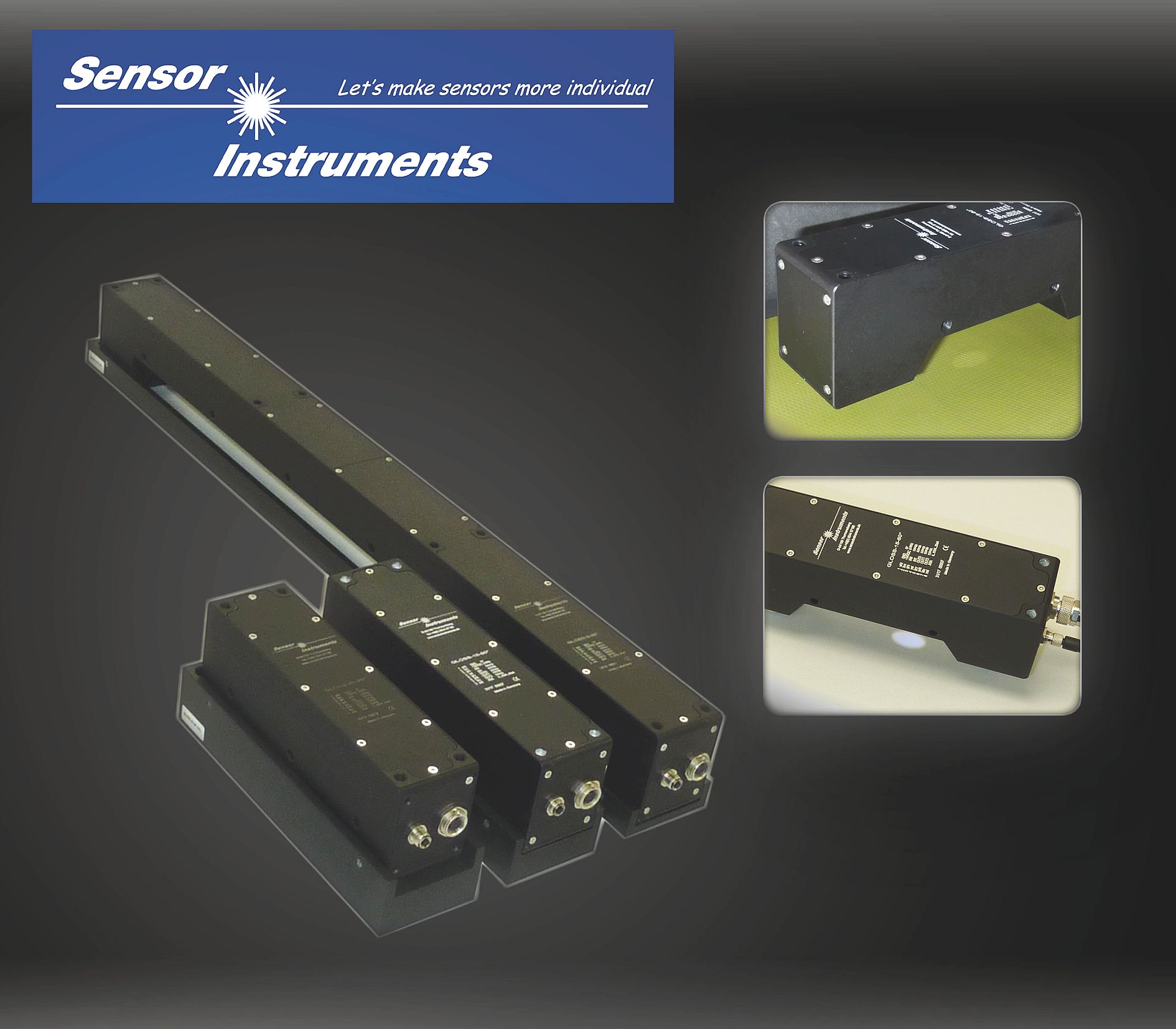
| El ojo humano reacciona principalmente a las diferencias de contraste (por tanto, a las diferencias de brillo) y a las diferencias de color en el campo de visión observado. Por ejemplo, si la mirada vaga por un suelo recién colocado formado por paneles individuales, hasta las desviaciones más leves de color y brillo entre los distintos paneles podrían irritar al observador. No es de extrañar que los fabricantes se esfuercen mucho por evitar todo lo posible las variaciones de color y brillo entre los distintos paneles. Aunque los dispositivos más frecuentes en este ámbito han sido tradicionalmente los dispositivos de mano, es decir, dispositivos de medición fuera de línea, ahora también existe una alternativa en línea. Los sensores de brillo de la serie GLOSS de Sensor Instruments GmbH permiten calcular el nivel de brillo de la superficie de madera lacada que se debe medir en ángulos de 20°, 60° y 85° y a una distancia de 20 mm, 15 mm y 5 mm de la superficie (según el modelo de sensor: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Comunicado de prensa (Word/pdf) |
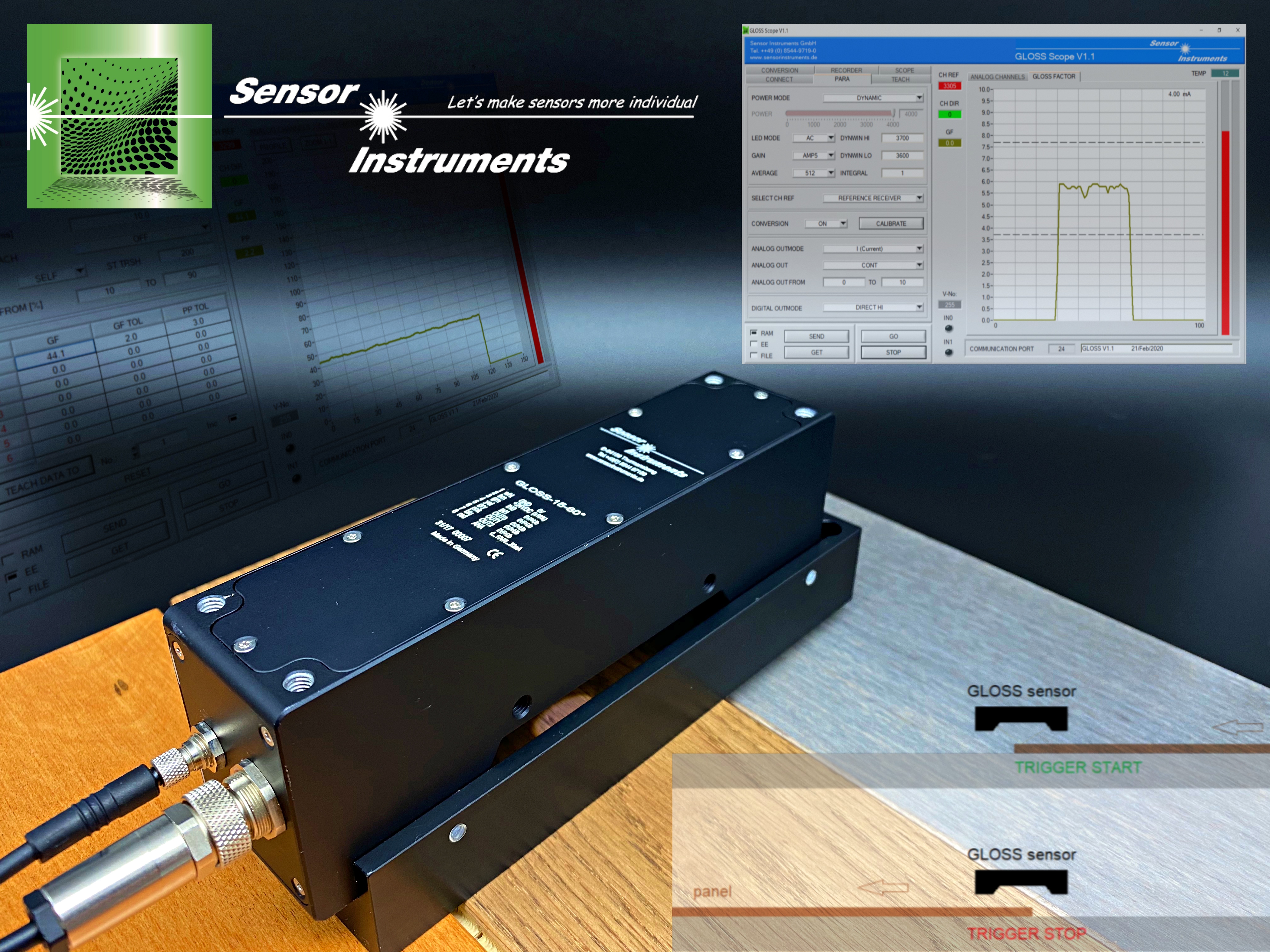 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° Serie GLOSS |
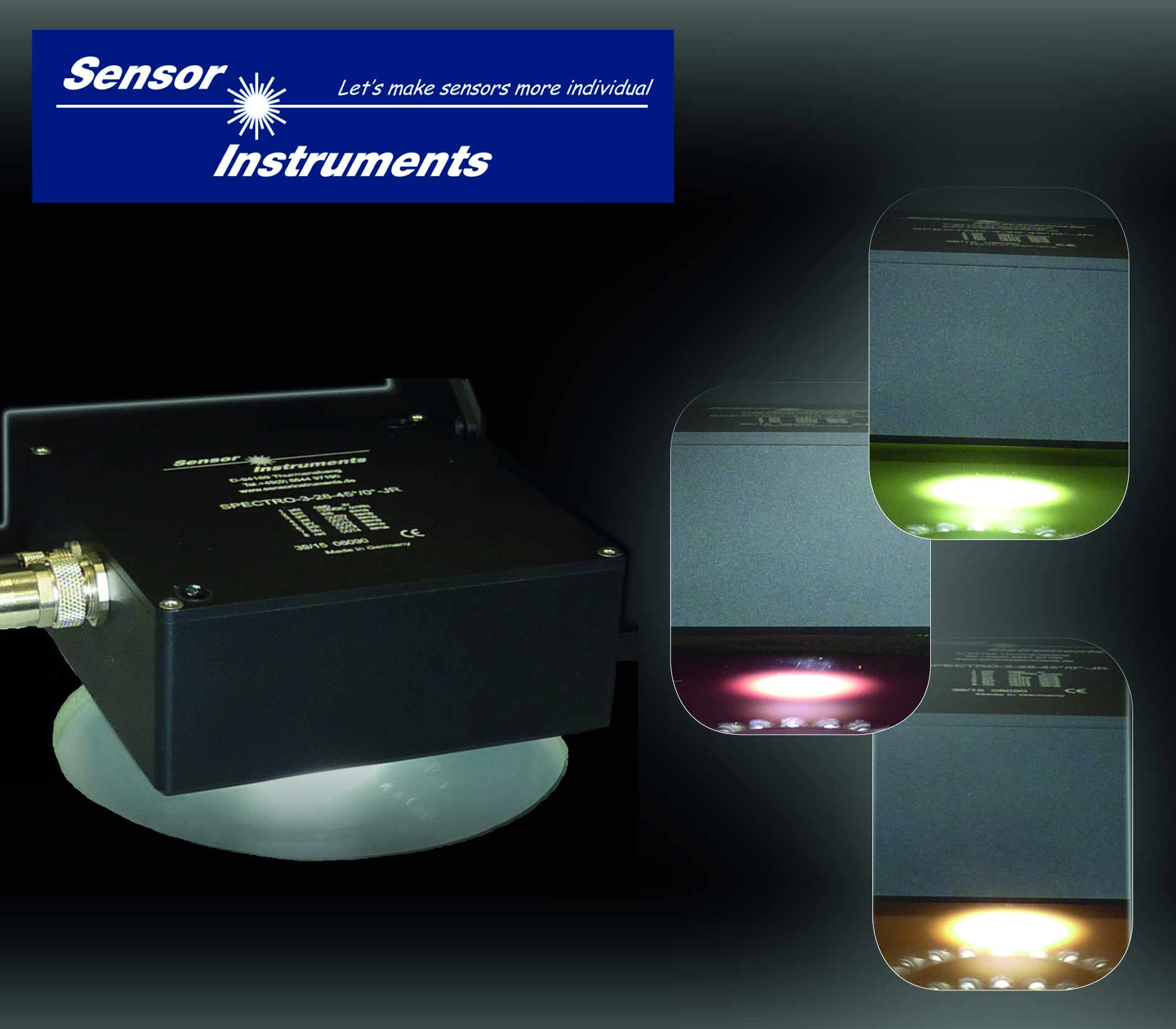
| Se necesita medir el tono de color en línea al principio del proceso de tinte en la medida de lo posible. La información sobre el tono actual, el llamado valor real, se puede comparar con el valor objetivo del tono mediante CLP. La diferencia entre ambos valores proporciona información sobre si se debe agregar más o menos color al baño de tinte. Para medir el color del haz de fibras, se puede utilizar un sensor de color tipo SPECTRO-3-28-45°/0°-MSM-ANA-DL, que dispone de iluminación integral de 45° y detecta el color normalmente (por debajo de 0°). De este modo, se evita gran parte de los reflejos directos, como los provocados por el tinte que aún está húmedo durante la medición. La distancia entre el sensor y el haz de fibras suele ser de 28 mm y, a esta distancia, el área de detección tiene un diámetro de 10 mm aprox. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
| Es necesario clasificar por colores ropa usada de distintos colores que se transporta en una cinta transportadora. El orden, la orientación de las prendas y el doblado, ya sea plano o abultado, son aleatorios. Además, las prendas se transportan de forma individual, es decir, dejando un hueco entre ellas, lo que permite ver la prenda en cuestión en perpendicular desde arriba. La velocidad de transporte de la cinta es constante, de 1 m/s aprox. En cuanto se detecta el color de la prenda en cuestión, una de las boquillas de soplado se activa con un retardo de tiempo y se asegura de que la prenda vaya al contenedor previsto para ese color. En el curso de los estudios preliminares, el sensor de color SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG ha resultado ser la mejor opción para esta tarea de medición. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG Serie SPECTRO-3-MSM-DIG |
| Durante el proceso de troquelado que tiene lugar en la fabricación de artículos troquelados, el posicionamiento exacto de las tiras troqueladas es fundamental, pues estas se procesan en varios pasos en la troqueladora automática. La tira metálica debe colocarse con precisión dentro de la herramienta de troquelado después de cada paso (proceso de troquelado-doblado). Normalmente, la posición se comunica dentro de un proceso de elevación (entre 0° y 180°) por medio de una barrera fotoeléctrica por luz transmitida y de la asignación de la posición del codificador giratorio correspondiente durante el cambio de señal de la barrera fotoeléctrica. En el mejor de los casos, la barrera fotoeléctrica unidireccional será una barrera fotoeléctrica de horquilla; además, debería ser posible integrarla en la herramienta de troquelado, lo que requiere que los sensores sean lo suficientemente robustos como para soportar vibraciones mecánicas. También se recomienda que la barrera fotoeléctrica sea resistente al aceite de corte e insensible a la suciedad. Además, las llamadas ruedas de alta velocidad que se encuentran debajo de las prensas (varios miles de carreras/min) requieren una frecuencia de conmutación verdaderamente alta y una alta precisión de posicionamiento al mismo tiempo. La barrera fotoeléctrica de horquilla de la serie FIA-L de la empresa Sensor Instruments GmbH está especialmente diseñada para estos fines. Además de por una alta insensibilidad a la luz externa, una alta resistencia al aceite, el pequeño tamaño del punto de láser, de 0,2 mm de diámetro, la baja divergencia óptica del rayo láser rojo y una alta precisión de posicionamiento, superior a 5 µm, la serie FIA-L-RL destaca especialmente por una frecuencia de conmutación de 25 kHz. ► Comunicado de prensa (Word/pdf) |
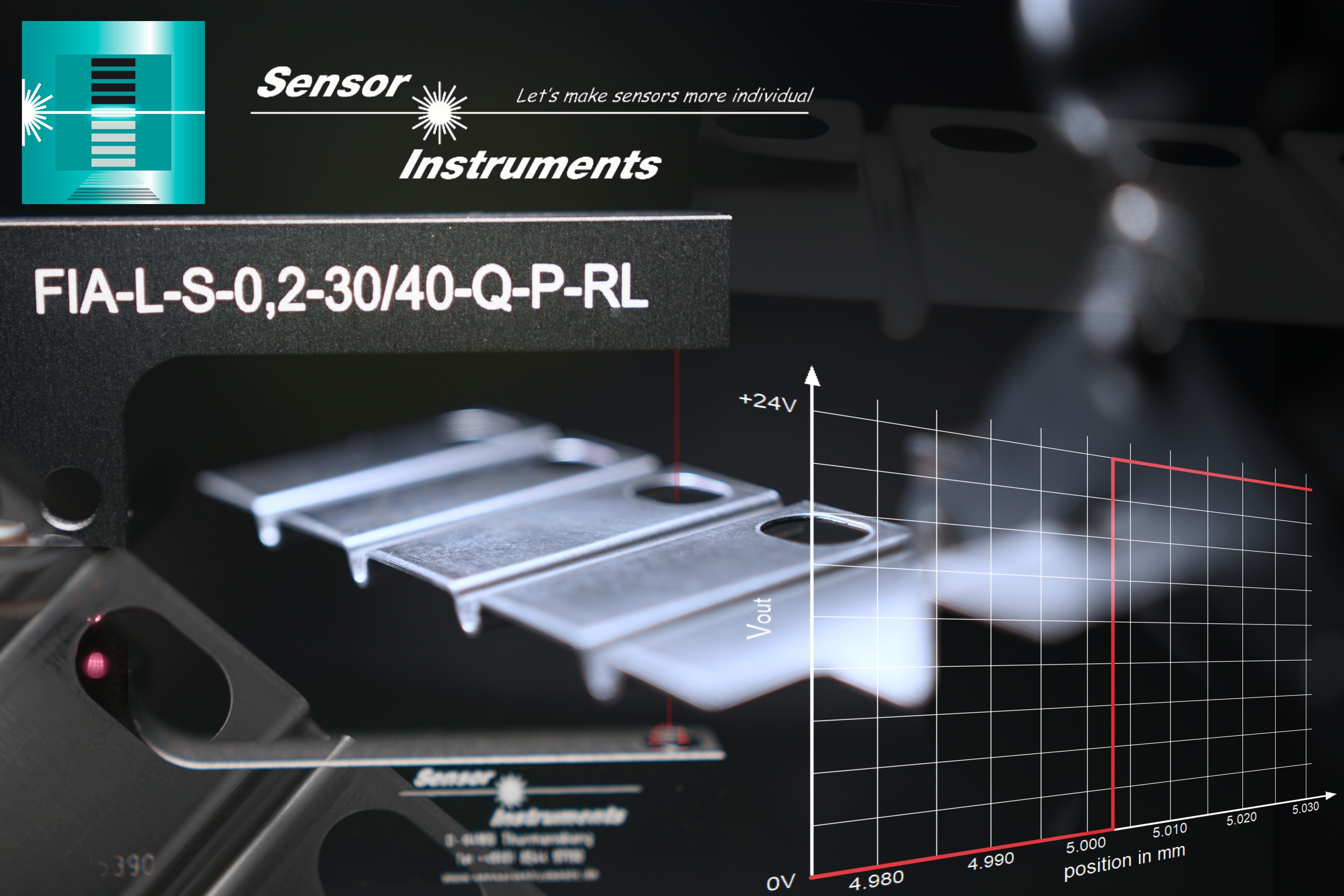 FIA-L-S-0,2-30/40-Q-P-RL Serie FIA-L |
| El vidrio flotado adquiere su forma y su grosor, pero también sus propiedades superficiales a través del transporte del vidrio fundido sobre estaño líquido. Al flotar en el baño de estaño, el vidrio fundido se adapta a su superficie y adquiere una superficie plana (lado de estaño). Para la superficie del vidrio que no está en contacto con el baño de estaño (lado del fuego), se crea un determinado perfil de temperatura con un quemador de gas para que el vidrio fundido pueda enfriarse gradualmente y adquirir de este modo su forma posterior. En el tratamiento posterior del vidrio flotado, será importante saber cuál es el lado de estaño y cuál es el lado del fuego. Las microinclusiones de estaño pueden influir, por ejemplo, en la resistencia eléctrica de la superficie del vidrio (aplicación de tiras de contacto de metal en la luneta trasera de un automóvil), pero cuando se aplican capas adicionales a la superficie del vidrio (por ejemplo, nanocapas), también es decisivo saber qué lado del vidrio flotado hay que recubrir para la aplicación posterior. El sensor de contraste UVC SPECTRO-1-20-UVC-DIL de Sensor Instruments GmbH permite controlar la superficie del vidrio en lo concerniente al lado de estaño y al lado del fuego. ► Comunicado de prensa (Word/pdf) |
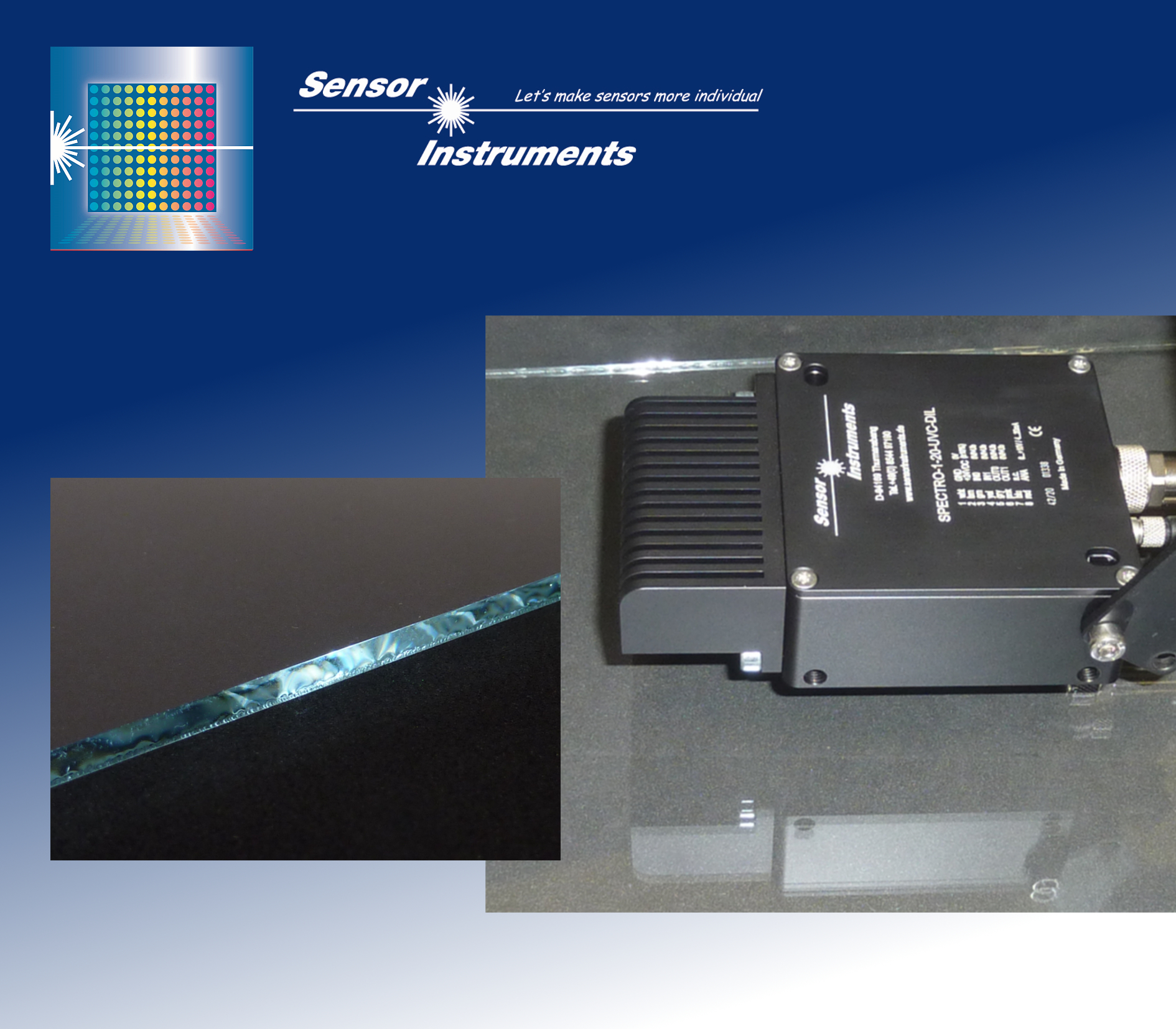 SPECTRO-1-20-UVC-DIL Serie SPECTRO-1 |
| En el mecanizado de metales durante el proceso de conformado, el uso de aceites es esencial. Por ejemplo, los aceites de corte aplicados sobre cintas de metal garantizan un bajo desgaste de las herramientas de troquelado. Pero también durante los procesos de arranque de virutas, los aceites de perforación contribuyen de manera indispensable a la protección de las herramientas de taladrado y fresado. Además, los aceites sirven como protección contra la corrosión para productos semiacabados como chapas metálicas, pero también láminas metálicas. Sin embargo, después del procesado posterior, es necesario eliminar los residuos de aceite de los productos acabados con la menor cantidad de residuos posible. Para ello se utilizan sistemas de limpieza especiales en los que se lavan y se soplan las piezas metálicas. Es recomendable determinar la cantidad de aplicaciones de aceite para que se puedan cumplir las directivas de protección del medio ambiente durante la aplicación de aceite y, además, se tengan en cuenta los aspectos económicos. Actualmente se puede determinar la cantidad de aceite correspondiente también EN LÍNEA. Hay varios métodos de medición disponibles para este propósito en los que se profundizará con más detalle en los siguientes apartados. El proceso de limpieza se puede monitorizar mediante los mismos sensores. Sin embargo, el desafío aquí es registrar preferentemente EN LÍNEA de forma segura la menor cantidad posible de residuos de aceite. Precisamente en los componentes conductores de electricidad, p. ej., barras de cobre o conductos de alto voltaje, se requiere la menor resistencia de contacto posible. Sin embargo, una capa de aceite residual supondría un problema a este respecto, dado que esto afectaría considerablemente a la eficiencia del rendimiento. ► Comunicado de prensa (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
| Para fabricar piezas troqueladas y dobladas, cada vez se utilizan más los aceites de troquelado y trefilado por evaporación. La idea es dejar la menor cantidad posible de residuos de aceite en las piezas metálicas troqueladas o modeladas para poder ahorrarse en muchos casos el proceso de limpieza al procesar las piezas metálicas. ¿Pero qué cantidad del aceite aplicado permanece realmente en el componente y cuánto dura el proceso de evaporación? Nuestra serie SPECTRO-M tiene la respuesta. Para ello, hemos aplicado 5 gotas de aceite (5 x 20 µl) en chapas de acero desengrasadas y las hemos distribuido sobre una superficie de 70 mm de diámetro. El espesor de la capa de aceite al principio del proceso de medición era de unos 25 µm. A continuación, colocamos un sensor SPECTRO-M-10-MIR/(MIR1+MIR2) en el centro de la mancha de aceite y pudimos comenzar la medición: con ayuda del sensor MIR, observamos dos ventanas de medición; ambas situadas en el rango del infrarrojo medio (también conocido como área MIR). En este punto, hay que tener en cuenta que una de estas dos ventanas del rango de longitud de onda (la llamada CH0) reacciona ante la presencia de aceite, mientras que la otra ventana de medición (CH1) no se ve afectada por ello. Al cambiar la relación de las dos ventanas de medición cuando hay aceite, se puede determinar la cantidad de aceite existente dentro del rango de detección. ► Comunicado de prensa (Word/pdf) |
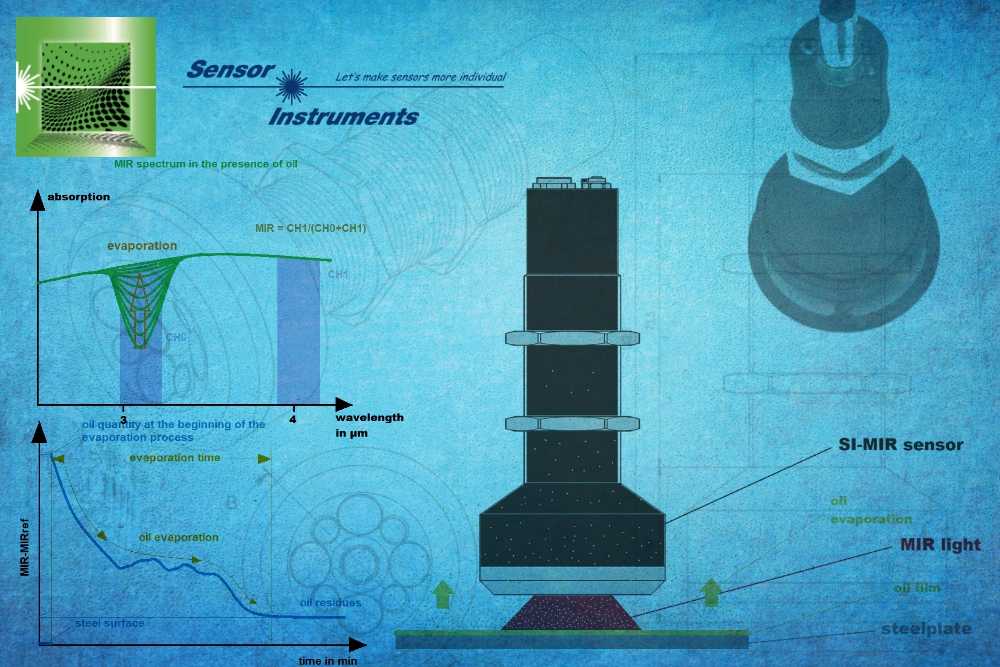 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
| Si se desea, por ejemplo, calcular el espesor de capa de una tinta de impresión aplicada de forma homogénea sobre papel, el método del gramaje sería sin duda un sistema adecuado para determinarlo. El gramaje de la tinta de impresión no está muy lejos del gramaje del papel, que presenta un espesor habitual de 0,05 mm a 0,2 mm. Por lo tanto, nada impide obtener resultados fiables si se utilizan balanzas precisas. ¿Pero qué ocurre si en vez de una tinta de impresión utilizamos aceite y en vez de una hoja de papel utilizamos una chapa de acero de 1 mm de espesor, por ejemplo? El método del gramaje podría quedarse corto. ¿Cómo podríamos determinar de forma fiable el espesor de las capas de aceite sin demasiado esfuerzo? Por un lado, tenemos el método de fluorescencia, en el que se utiliza luz UVA para activar la fluorescencia. En este caso, la emisión secundaria se produce en el rango de longitud de onda visible. La intensidad de la fluorescencia sirve como medida para el espesor de la capa de aceite correspondiente. No obstante, aquí hay que tener en cuenta que la intensidad de la señal (fluorescencia) no solo depende del espesor de la capa, sino también del tipo de aceite que se utilice; además, la superficie metálica, que actúa prácticamente como un reflector, también influye en el nivel de la señal. Por otro lado, también existen aceites en los que la fluorescencia tiene poco o ningún efecto, por lo que habría que descartar la medición del espesor de capa con este método. Sin embargo, si miramos el rango del infrarrojo medio (MIR), observamos que los aceites examinados hasta ahora muestran una absorción significativa prácticamente en todos los ámbitos en un rango de longitud de onda determinado, mientras que otros rangos de longitud de onda no se ven afectados por la presencia de aceite. Si ahora cortamos mentalmente esta ventana de longitud de onda sensible al aceite del espectro MIR y luego comparamos este comportamiento de absorción normalizado con la absorción (observada en una segunda ventana de longitud de onda neutra al aceite), en una primera aproximación obtenemos como resultado una relación proporcional entre el espesor de la capa de aceite y la señal normalizada. El sensor SPECTRO-M-10-MIR/(MIR1+MIR2) ahora tiene exactamente esa ventana de longitud de onda. ► Comunicado de prensa (Word/pdf) |
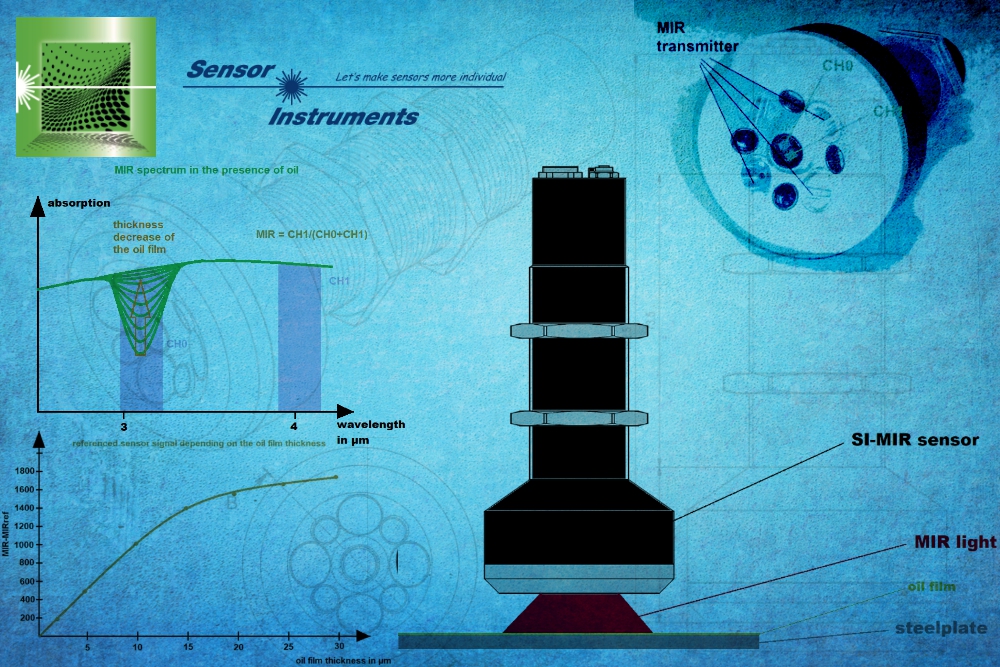 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
| ¡Sube la tensión! Los usuarios de sistemas de limpieza para piezas metálicas, por ejemplo, piezas troqueladas, tienen que esperar especialmente con gran impaciencia el resultado del proceso de lavado: ¿ha subido la tensión –nos referimos a la tensión superficial– por encima del umbral de 38 mN/m o se han alcanzado incluso los 44 mN/m? En la práctica, una pieza metálica se considera casi desengrasada cuando se sobrepasan estos valores (uno u otro, en función del uso previsto). Hasta ahora, se ha utilizado tinta de prueba para detectar la tensión superficial. Este líquido puede adquirirse con distintos valores de tensión superficial, empezando generalmente por 30 mN/m hasta 50 mN/m, en tramos de 2 mN/m: 30 mN/m, 32 mN/m, (...), 48 mN/m, 50 mN/m. Si la tinta de prueba se aplica sobre la superficie metálica formando un trazo continuo, significa que la tensión superficial de la pieza metálica está por encima del valor indicado en la tinta de prueba. Por el contrario, si la tinta de prueba se contrae en forma de gotas tras aplicarse sobre la superficie metálica, significa que la tensión superficial está por debajo del valor indicado en la tinta de prueba. De este modo, la tensión superficial se puede calcular con una precisión de unos 2 mN/m. ¿Qué nos dice ahora la tensión superficial en cuanto a la naturaleza de la superficie metálica en cuestión? Las superficies metálicas desengrasadas presentan una tensión superficial de más de 50 mN/m (según el método de las tintas de prueba). Si, por el contrario, la superficie metálica está cubierta de una película de aceite (por ejemplo, engrasando las tiras troqueladas antes del troquelado), el valor de la tensión superficial puede descender por debajo de 30 mN/m (en función del espesor de la capa). Por lo tanto, el método de las tintas de prueba se puede utilizar para determinar si la superficie metálica está cubierta de una película de aceite o si ya se ha desengrasado. Incluso las capas de aceite de menos de 1 µm de espesor pueden comprobarse con este método. Los ensayos realizados con una amplia variedad de aceites han demostrado que casi todos los aceites tienen una absorción selectiva en el rango del infrarrojo medio (MIR). Si se aprovecha esta característica, comparando dos rangos de longitud de onda MIR (uno de los cuales representa el rango neutro, es decir, el rango de longitud de onda en el que no se produce una absorción notable causada por el aceite) y tras la calibración adecuada del sistema de medición SPECTRO-M-10-MIR/(MIR1+MIR2), es posible deducir primero el espesor de la capa de aceite y, en un siguiente paso, averiguar también el valor de tensión superficial correspondiente. ► Comunicado de prensa (Word/pdf) |
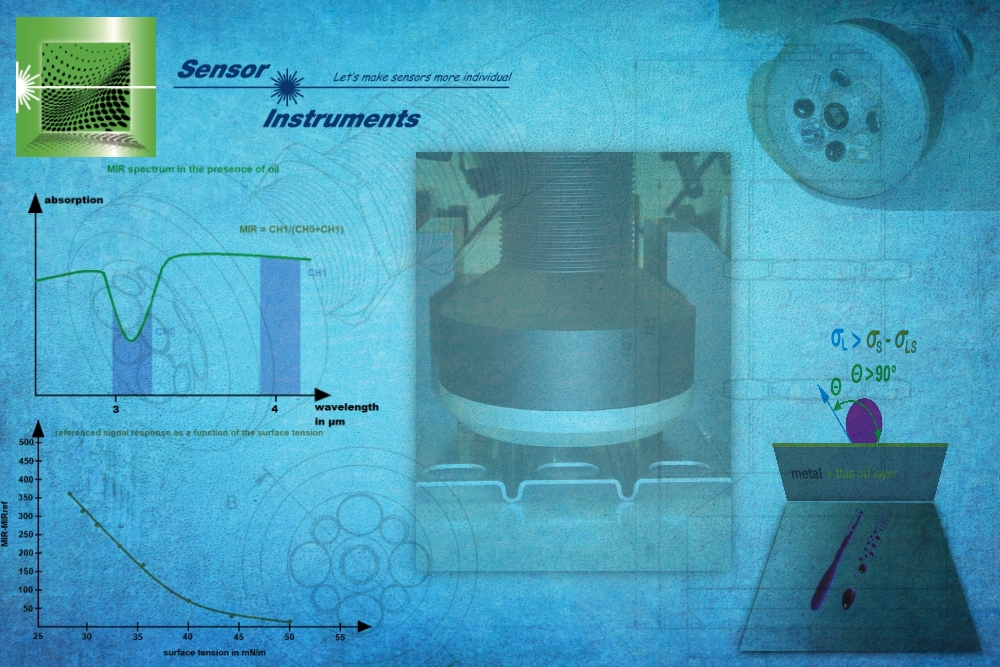 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
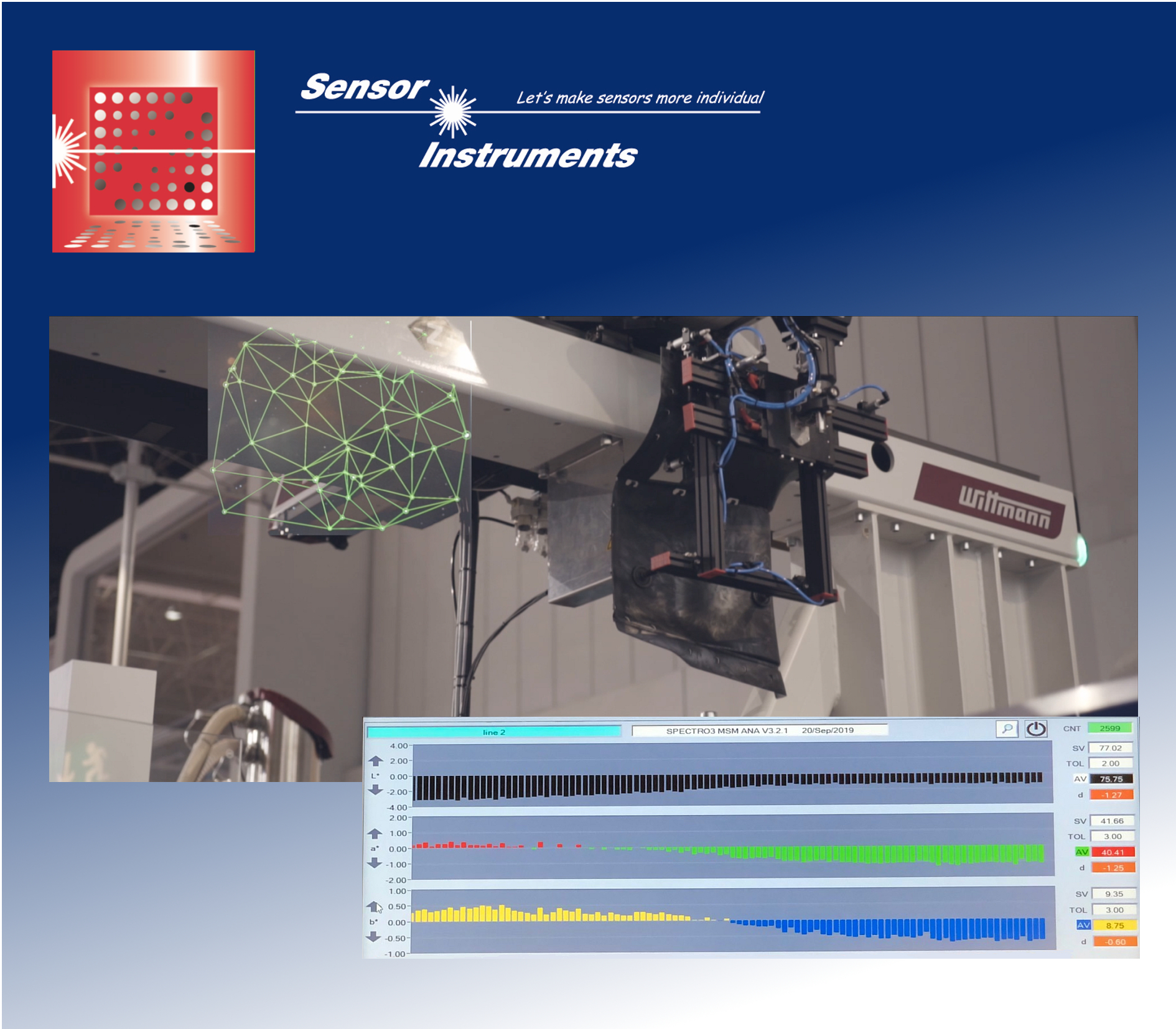
| Los reciclados de plástico han llegado para quedarse. ¡un nacimiento difícil! Tras años en la sombra viendo cómo se extendía el uso de los llamados materiales vírgenes, los reciclados de plástico empiezan a escribir por fin su propia historia. Las razones son varias. Si bien el plástico reciclado no se consideraba rentable al principio debido al complejo procesamiento técnico que requería, desde entonces la tecnología ha avanzado, la calidad ha aumentado y los costes se han reducido. Sin embargo, los reciclados no habrían podido abrirse paso si la Unión Europea no hubiera creado la base legal necesaria para el uso sostenible de los plásticos en los últimos años. La Directiva de la UE establece, por ejemplo, una cantidad mínima para el uso de reciclados de plástico en botellas de plástico. Pese a que sus propiedades han mejorado, los reciclajes de plástico siguen sin alcanzar la calidad de los materiales vírgenes; ejemplo de ello es que las variaciones de color con respecto al estado deseado siguen estando a la orden del día. La única manera de mantener el valor de color previsto de un producto que se vaya a fabricar es añadiendo una cantidad determinada de material virgen. Para poder calcular la cantidad exacta necesaria, hay que realizar una medición de color en el reciclado de plástico. La medición de color se realiza INLINE; debido a la alta temperatura ambiente, el sistema de medición de color se ejecuta como un sistema de guía de luz (KL-D-0°/45°-85-1200-A3.0-VIS) y funciona según el método de medición de color de 0°/45°. Con un tamaño de punto de luz blanca de 25 mm de diámetro, se calcula ópticamente un gran número de pellets, de modo que la unidad de evaluación SPECTRO-3-FIO-MSM-ANA-DL que está conectada al extremo frontal de la guía de luz puede calcular el valor de color con precisión (L*a*b* o xyY). Los valores de color se transfieren al control de la unidad de dosificación y, dependiendo de la desviación de color con respecto al valor objetivo, se agrega la cantidad de material virgen que corresponda. ► Comunicado de prensa (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS Serie SPECTRO-3-MSM-ANA |
| Medición del espesor de láminas de plástico finas y transparentes Precisamente en las láminas estirables es importante poder detectar también el espesor después de la producción (incluso después del proceso de estirado). Ahora, con el sistema de medición SPECTRO-MIR-10 hay disponible un dispositivo que permite mediciones en línea y fuera de línea rápidas, precisas e insensibles a la luz ambiental. Mediante el software SPECTRO MIR Scope V1.0 de Windows® se puede calibrar el sistema de medición con respecto al tipo de lámina correspondiente. Además del software de parametrización, se dispone también de un software de monitorización SPECTRO MIR Monitoring V1.0, con el cual se guardan los datos de medición y se pueden indicar de forma gráfica y numérica, entre otros, también tendencias. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-MIR-10 Serie SPECTRO-MIR |
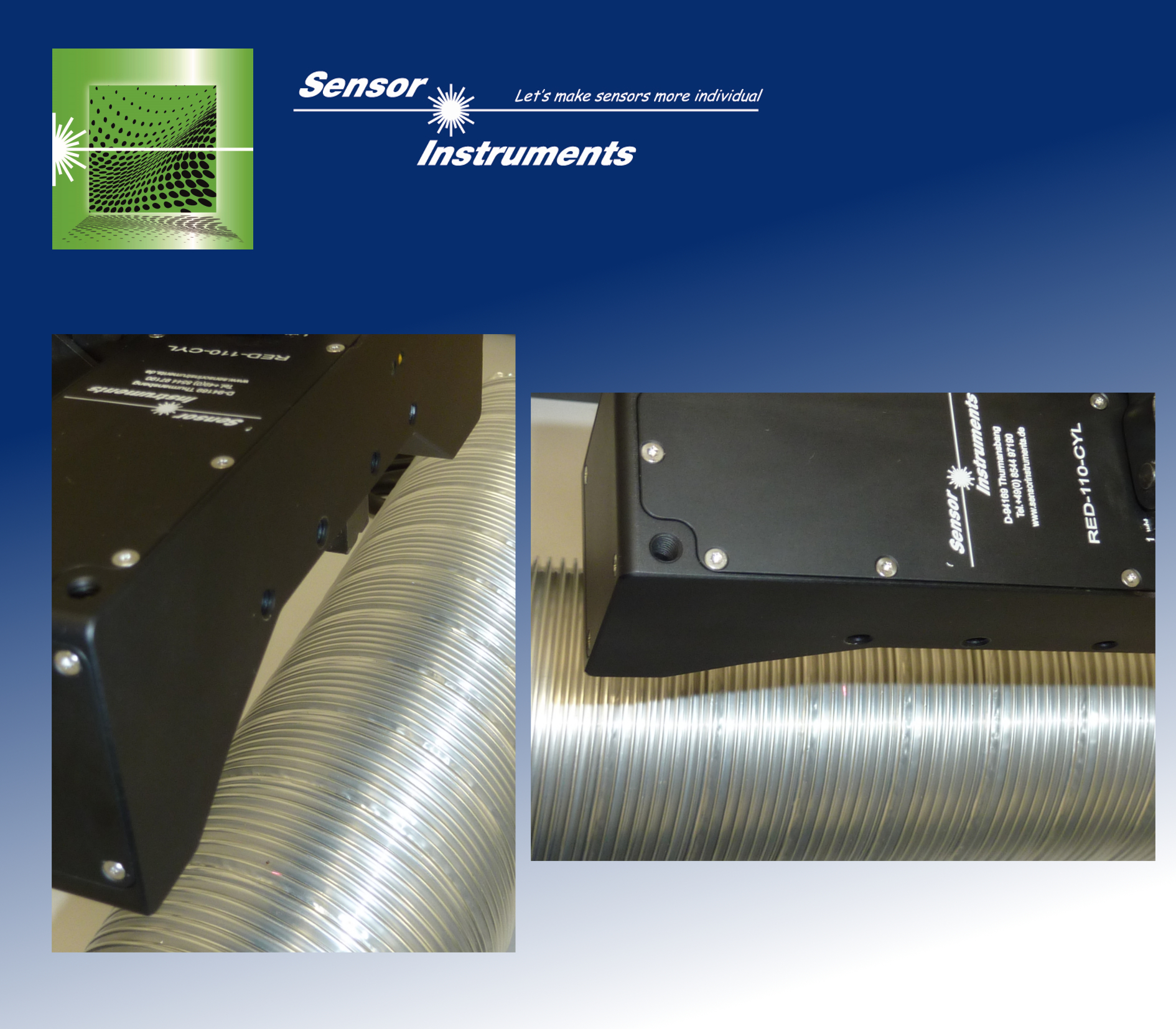
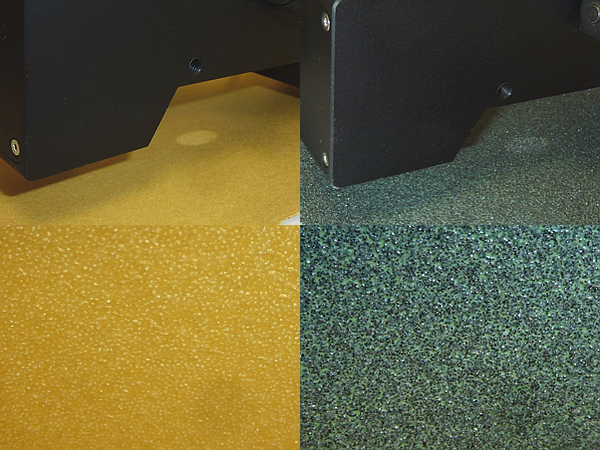
| ¡Estimados fabricantes de suelos vinílicos, no se preocupen, encontraremos el hueco! La RED-50-L y la RED-110-L son especialmente adecuadas para su uso con los sensores de la serie RED para el registro de la separación, que corresponde prácticamente a la distancia entre dos tablas de parquet. Esto permite detectar huecos de una profundidad y un ancho de aprox. 0,05 mm. El software del detector láser de bordes permite la adaptación a diferentes superficies: de oscuras a claras y de mates a brillantes. Con una frecuencia de escaneo máxima de 85kHz, el sensor está perfectamente equipado para el manejo rápido de objetos. ► Comunicado de prensa (Word/pdf) |
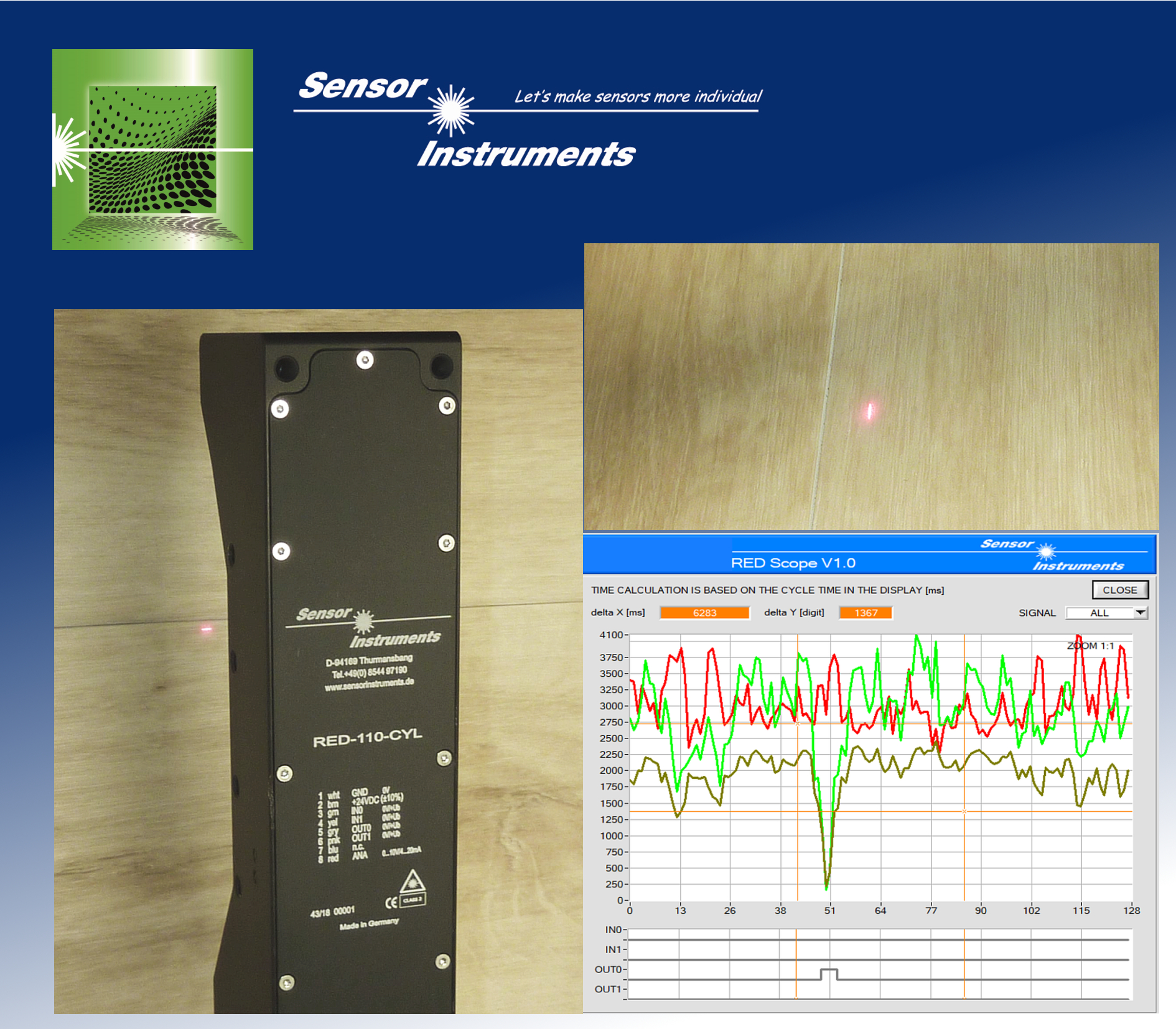 RED-110-L Serie RED |
| Después de lacar las placas metálicas, se debe medir el grado de brillo y el color. Para poder reaccionar lo más rápidamente posible ante cualquier desviación del nivel de brillo con respecto al valor de consigna, la medición del brillo se realiza de forma inline y lo más cercana posible al lugar de los hechos, es decir, inmediatamente después del proceso de lacado. Para medir el nivel de brillo desde una distancia de 15 mm hasta el objeto se utiliza un sensor de brillo de la serie GLOSS (GLOSS-15-60°). ► Comunicado de prensa (Word/pdf) |
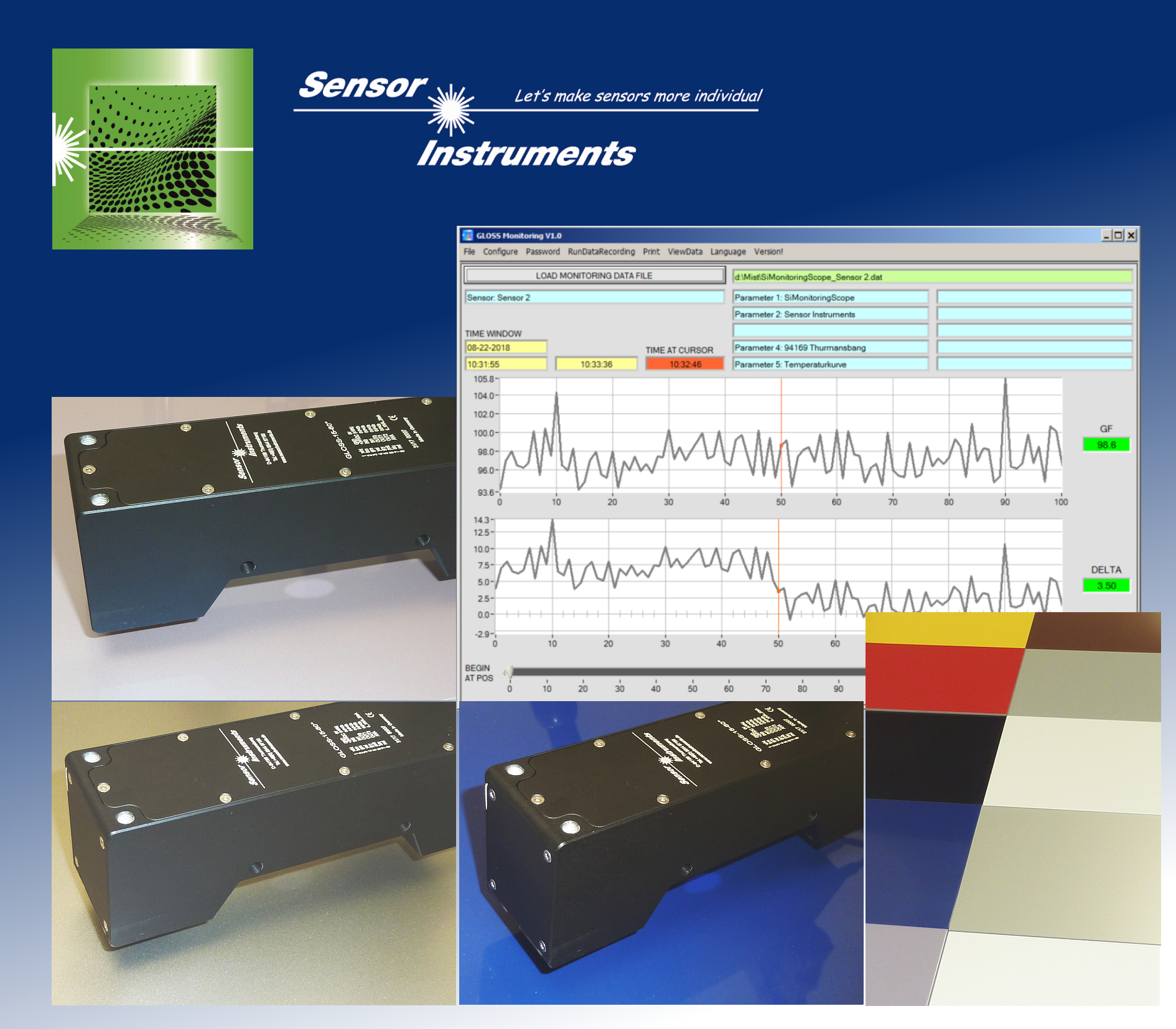 GLOSS-15-60° Serie GLOSS |
| En planchas metálicas, el color debe medirse inmediatamente después del proceso de lacado. Debe tenerse en cuenta que existen superficies muy brillantes y muy mates y que el valor del color debe determinarse independientemente del grado de brillo. Además, la medición debe realizarse en línea para satisfacer, por un lado, el control al 100% y, por otro, para contrarrestar lo más rápidamente posible cualquier cambio de color. Se recomienda un instrumento de la serie SPECTRO-3 que funciona según el método de 45°/0° (SPECTRO-3-28-45°/0°-MSM-ANA-DL) como sensor colorimétrico. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
| Además de las películas de plástico, las películas a base de papel se utilizan cada vez más en el sector del mueble y en los revestimientos de suelos. Papeles decorativos ya hay para cocinas, muebles y suelos laminados. Tanto para las láminas decorativas de plástico como para las de papel, es igualmente importante garantizar una calidad constante y un aspecto brillante durante la producción. El sensor de brillo en línea GLOSS-15-60°, que puede utilizarse para medir continuamente el nivel de brillo de las láminas decorativas, puede contribuir de forma decisiva a ello. ► Comunicado de prensa (Word/pdf) |
 GLOSS-15-60° Serie GLOSS |
| Como uno de los últimos pasos durante la producción de ventiladores centrífugos y axiales, se comprueba la característica de frecuencia correcta en función de la tensión continua aplicada al ventilador. El tipo más sencillo de medición de frecuencia puede lograrse utilizando un sensor de haz directo (por ejemplo, un D-LAS2-d1,0-T + D-LAS2-Q-d1,0-R-HS, equipado con una frecuencia de conmutación de 300 kHz). Sin embargo, a menudo sólo se puede acercar a las paletas del rotor de la versión de ventilador correspondiente desde un lado durante la prueba, por lo que se debe utilizar una variante de luz reflejada como alternativa. Aquí, los detectores de bordes de la serie RED (RED-50-L o RED-110-L) pueden funcionar bien. ► Comunicado de prensa (Word/pdf) |
 RED-50-L, RED-110-L Serie RED |
| Para aumentar la capacidad de separación de los plásticos y, de esta forma, su cuota de reciclaje, existen diversas iniciativas y planteamientos técnicos. Algunos procesos apuestan por la posibilidad de una técnica de infrarrojo cercano (NIR) para poder distinguir los materiales básicos de los plásticos, mientras que otros persiguen la colocación de códigos para clasificar embalajes de plástico y poder rastrearlos. Sensor Instruments y GABRIEL-CHEMIE han desarrollado una nueva tecnología para dotar a los materiales y productos de plástico de una signatura integrada en el material y legible mediante una máquina. ► Comunicado de prensa (Word/pdf) |
 Identificación y clara autentificación de productos de plástico Taggant Technology TAGTEC |
| En la producción de tubos flexibles de aluminio, la longitud medida del tubo flexible es menos importante que el número de arrugas, ya que la longitud real sólo puede medirse con una precisión insuficiente debido al "efecto acordeón" del material. Para el recuento de arrugas puede utilizarse un detector de bordes de la serie RED (por ejemplo, RED-50-L o RED-110-L). El tubo flexible de aluminio se mueve a lo largo del sensor láser durante el conteo de bordes. El sensor proporciona una señal de salida digital para cada borde. ► Comunicado de prensa (Word/pdf) |
 RED-50-L, RED-110-L Serie RED |
| Se debe medir la frecuencia de las ruedas de los compresores utilizados en los turbocompresores. Esto puede originar velocidades de hasta 300.000 revoluciones por minuto. Normalmente estas ruedas compresoras tienen 10 álabes y el material es de aluminio fresado. Si se intenta determinar ópticamente la frecuencia de las ruedas de estos compresores, hay que tener en cuenta que cada una de estos álabes provoca un cambio de señal: se pueden producir hasta 3.000.000 de conmutaciones por minuto, lo que da lugar a una frecuencia de aprox. 50 kHz (en relación con los álabes). Incluso un detector de bordes del tipo RED-50-P o RED-110-P con su frecuencia máxima de escaneo de 100 kHz, empieza a "entrar en calor"). ► Comunicado de prensa (Word/pdf) |
.jpg) RED-50-P, RED-110-P Serie RED |
| Durante la fabricación de papel de lija se debe tener cuidado de que el tamaño de grano del abrasivo (p. ej. óxido de aluminio o carburo de silicio) se encuentre dentro del rango de tolerancia permitido. Las pruebas de laboratorio realizadas de antemano han demostrado que el grado de brillo de la superficie del papel abrasivo se correlaciona bastante bien con el tamaño de grano: cuanto más pequeño es el tamaño de grano, mayor es el grado de brillo asociado. ► Comunicado de prensa (Word/pdf) |
 GLOSS-5-85°, GLOSS-15-60° Serie GLOSS |
| Los alambres de plástico de diferente grosor, color, forma y calidad de superficie se utilizan en muchas áreas diferentes. Por ejemplo, las raquetas de tenis se fabrican con monofilamentos de poliéster, ya que el perfil triangular de las cuerdas da más efecto a la raqueta; para los monofilamentos destinados a la fabricación de grandes bolsas de plástico, los llamados "Big Bags", el material de banda plano es el más adecuado. En la producción de papel, se emplea en el área húmeda las cintas de tamizado, hechas de monofilamentos de plástico redondos, y en las cerdas de plástico del cepillo de dientes se añade material abrasivo al plástico. Recientemente, los monofilamentos de plástico también se han comenzado a utilizar en las llamadas impresoras 3D. Aquí también se emplean alambres redondos con diferentes diámetros. Además de la forma, la consistencia del color es decisiva para el usuario dado que las variaciones de color a menudo se interpretan como fluctuaciones de calidad en el material de plástico. Especialmente en el caso de productos tejidos, como tamices de plástico, "Big Bags" y raquetas de tenis, el observador puede percibir incluso los matices de color más pequeños (generalmente a partir de una diferencia de color de dE = 1). Por lo tanto, es aconsejable o necesario que el fabricante verifique el color de los monofilamentos ya durante la fabricación, es decir, en línea. El tamaño del objeto, la forma y el brillo de los monofilamentos de plástico han dificultado hasta ahora el uso de dispositivos de medición de color en línea, sobre todo porque durante la monitorización debe detectarse de forma segura una variación de color de> dE = 0.7. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
| En la fabricación de cables y líneas de alta tensión, los conductores aislados o los cables de aluminio deben estar trenzados entre sí. Este proceso se lleva a cabo en la práctica mediante sistemas de encordado. Los conductores individuales o alambres se enrollan alrededor de un conductor central o alambre central. Para controlar la rotura de un hilo o de un núcleo, el hilo o el núcleo se puede examinar con relativa facilidad utilizando una barrera láser unidireccional adecuada mediante el método de luz transmitida. Se puede realizar una monitorización de los cables exteriores mediante un detector de bordes de la serie RED (RED-110-P-F60). ► Comunicado de prensa (Word/pdf) |
 RED-110-P-F60 Serie RED |
| En la tecnología es un poco como en la vida real: no siempre es cuesta abajo o cuesta arriba. Más bien, después de un "abajo" hay un "arriba" de nuevo, como también es el caso de los bordes: por regla general, un borde ascendente es seguido por un borde descendente y viceversa. Dentro de la serie de detectores de bordes, el RED-60-CLS-L y el RED-60-CLS-P permiten ahora la detección de bordes ascendentes y descendentes. ► Comunicado de prensa (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P Serie RED |
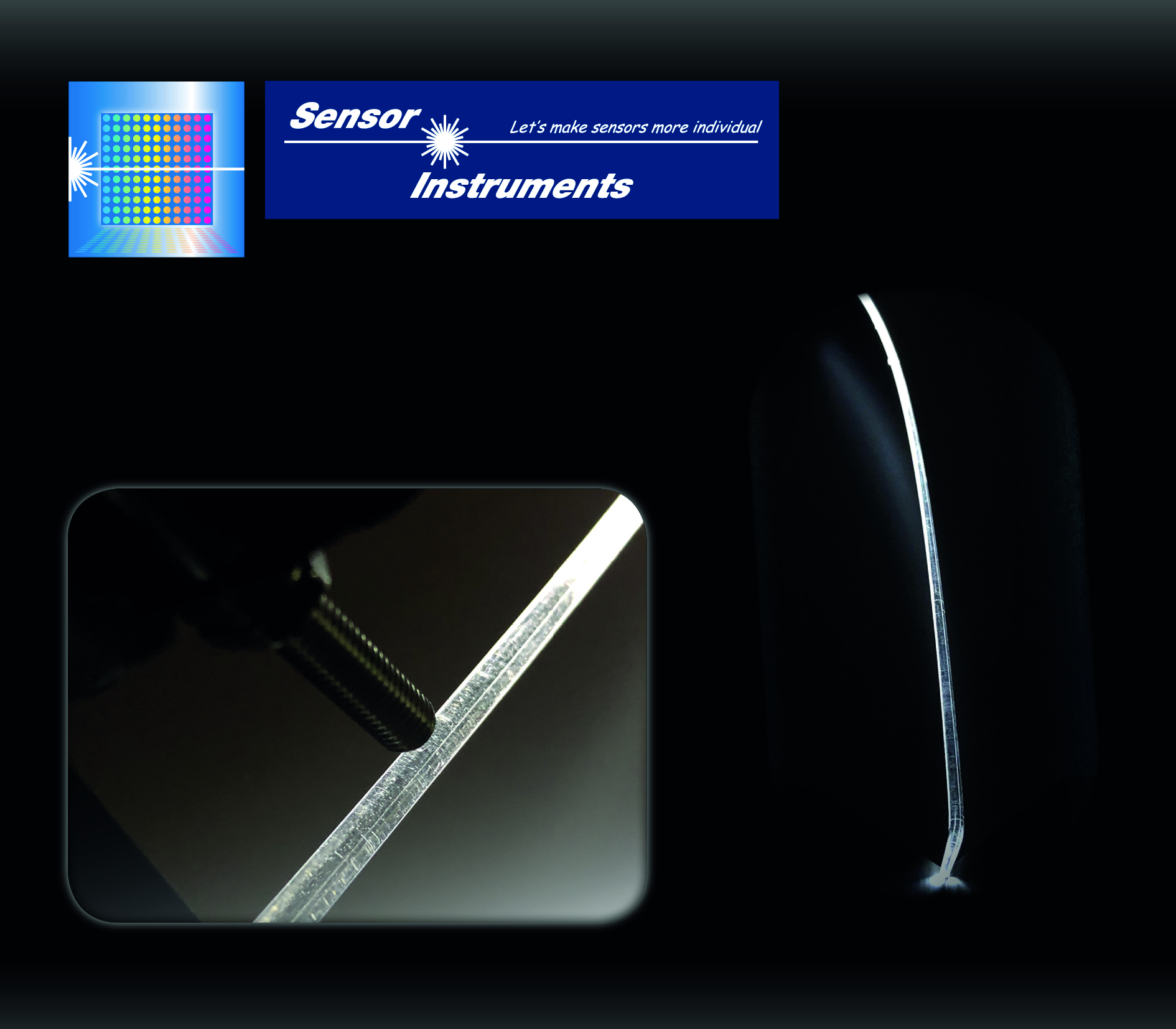
| Barras de guía de luz Cada vez más vehículos se equipan con barras de guía de luz en el interior, la llamada zona de ambiente. Éstas se encuentran ahora en el revestimiento de las puertas, en el tablero de instrumentos, en la consola central y también en el techo del vehículo. La luz es guiada desde las barras de guía de luz a través de tiras planas semitransparentes hacia el interior del vehículo. Una falta de homogeneidad en la barra guía de luz influiría en el comportamiento de dispersión de la luz desacoplada; un observador la percibiría como un área clara u oscura a lo largo de la franja luminosa en el interior del vehículo durante una conducción en la oscuridad y, por lo tanto, la encontraría perturbadora. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-3-FIO-ANA-LEDCON-HA Serie SPECTRO-3-ANA |
| Los detectores en línea ofrecen un nuevo tipo de marcado de componentes En el transcurso de una digitalización completa de la producción y los procesos industriales (palabra clave: industria 4.0), un nuevo tipo de marcado de piezas fabricadas ofrece ahora posibilidades inimaginables hasta ahora. Mediante el marcado individual (una distribución aleatoria de partículas fluorescentes en la superficie o la matriz del objeto), se puede generar una clave virtual que se puede utilizar para almacenar datos relevantes del producto, por ejemplo, en el servidor (o en la nube). Gracias a la distribución aleatoria de las partículas fluorescentes, este "código estrella" representa una especie de "huella digital". Unas pocas partículas en el campo de detección son suficientes para garantizar un reconocimiento fiable y seguro con bajos requerimientos de memoria por código. ► Comunicado de prensa (Word/pdf) |
 LUMI-STAR-MOBILE y LUMI-STAR-INLINE Serie LUMI |
| Los instrumentos portátiles para medir los niveles de brillo se utilizan con éxito en la industria desde hace años. Tres ángulos de visión se han establecido como estándar: 20°, 60° y 85°, medidos con respecto al eje vertical. Una excepción es la industria papelera, que utiliza principalmente un ángulo de visión de 45° y 75°. La reflexión directa en la superficie del objeto a investigar se utiliza para determinar el nivel de brillo. |
 Sensores de brillo Serie GLOSS |
| El 95% del vidrio plano fabricado industrialmente se produce ahora mediante el proceso de vidrio flotado. En este proceso, el vidrio líquido se introduce continuamente en un baño de estaño líquido. Debido a su menor peso, el vidrio fundido flota en la superficie del estaño sin tratar y forma una película de espesor uniforme y extremadamente lisa sobre un baño de estaño longitudinalmente alargado. El lado del vidrio que mira hacia la fundición de estaño está ligeramente contaminado con estaño y, por lo tanto, tiene los efectos consiguientes en el procesamiento posterior del vidrio flotado, por ejemplo, el recubrimiento de la superficie del vidrio. Por lo tanto, en el tratamiento posterior del vidrio flotado, es importante distinguir la superficie contaminada por el baño de estaño del denominado lado del fuego (pulido al fuego; durante la producción de vidrio flotado, se calienta el lado del vidrio opuesto de la fundición del estaño).
|
 Sensor de contraste SPECTRO-1-FIO-UVC/UVC |
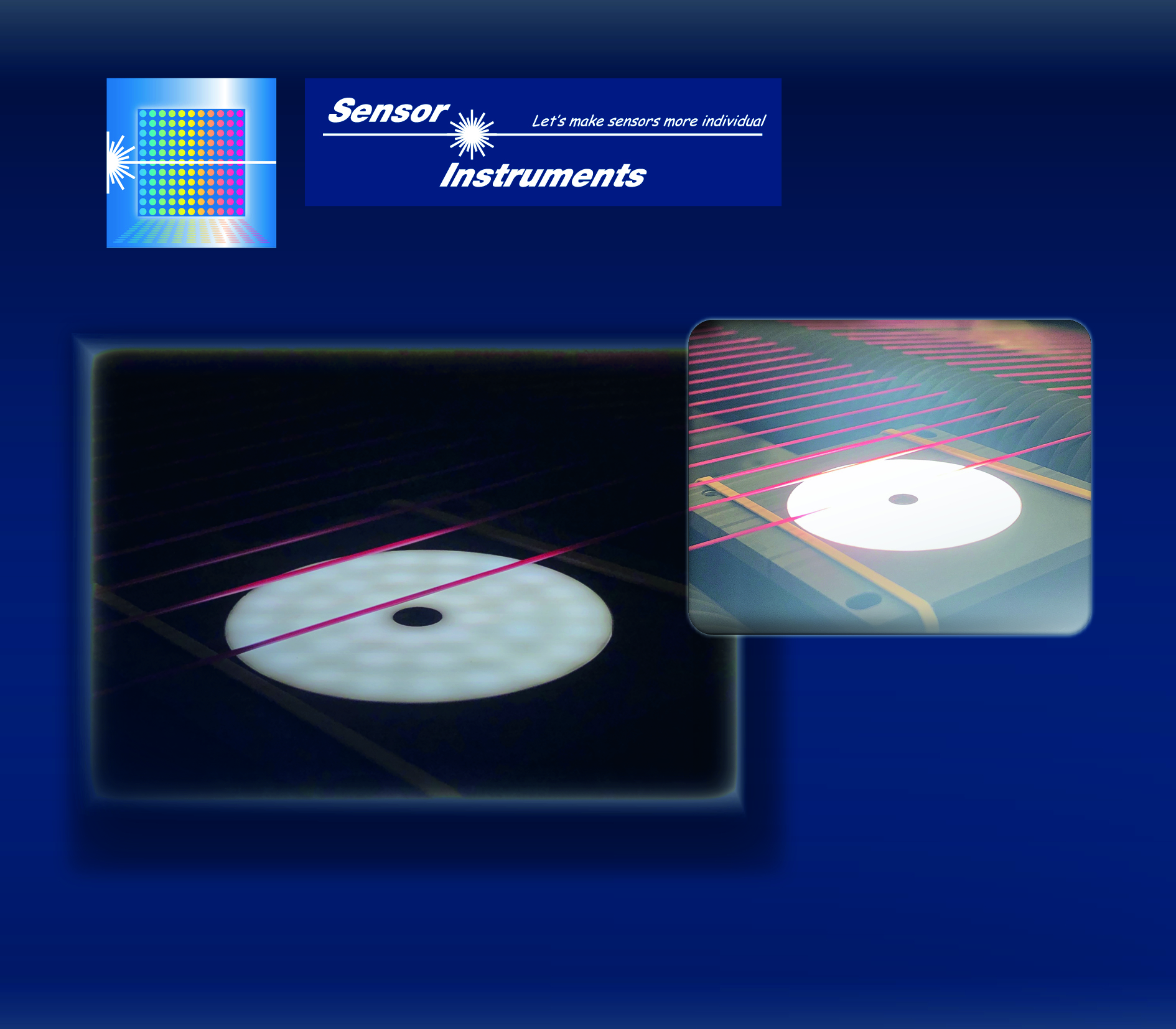
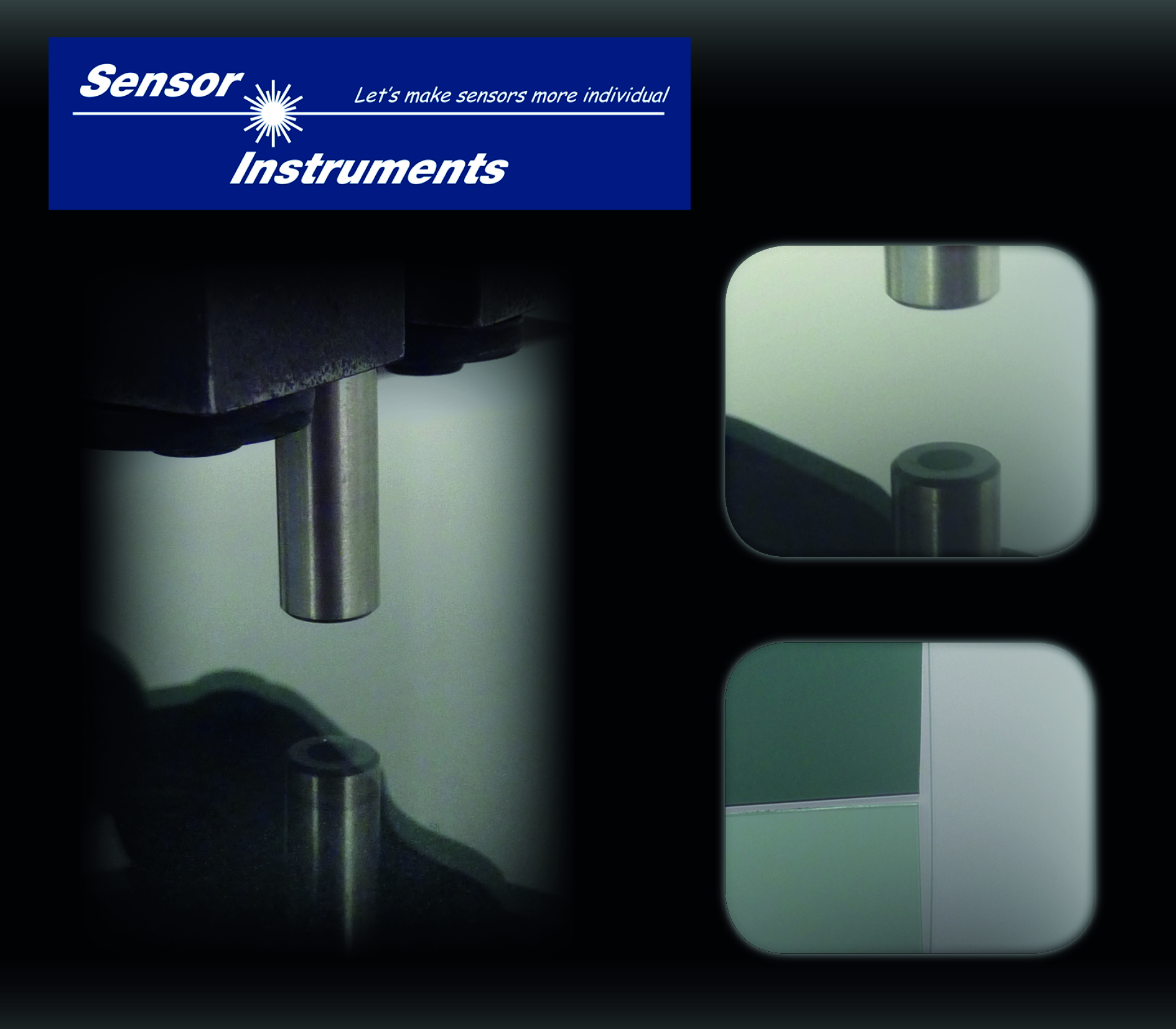
| El material filtrante se pliega de modo que se pueda conseguir el rendimiento requerido en la fabricación de filtros de aceite y aire para la industria del automóvil, proporcionando así una superficie filtrante elevada en un espacio reducido. Dependiendo del tipo de filtro, hay diferentes profundidades de plegado y número de pliegues..
|
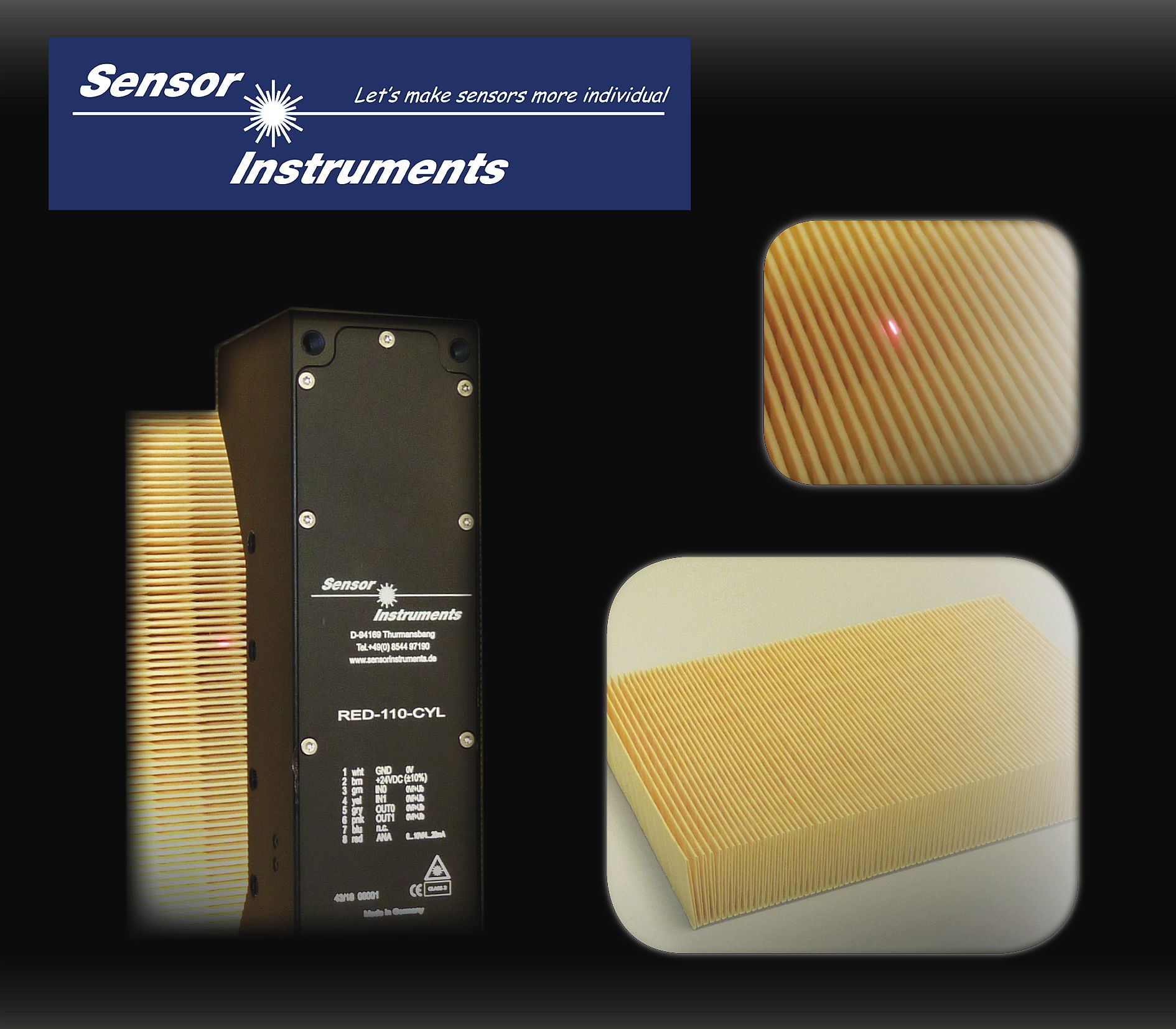 |
| Detector de borde laser RED-110-L |
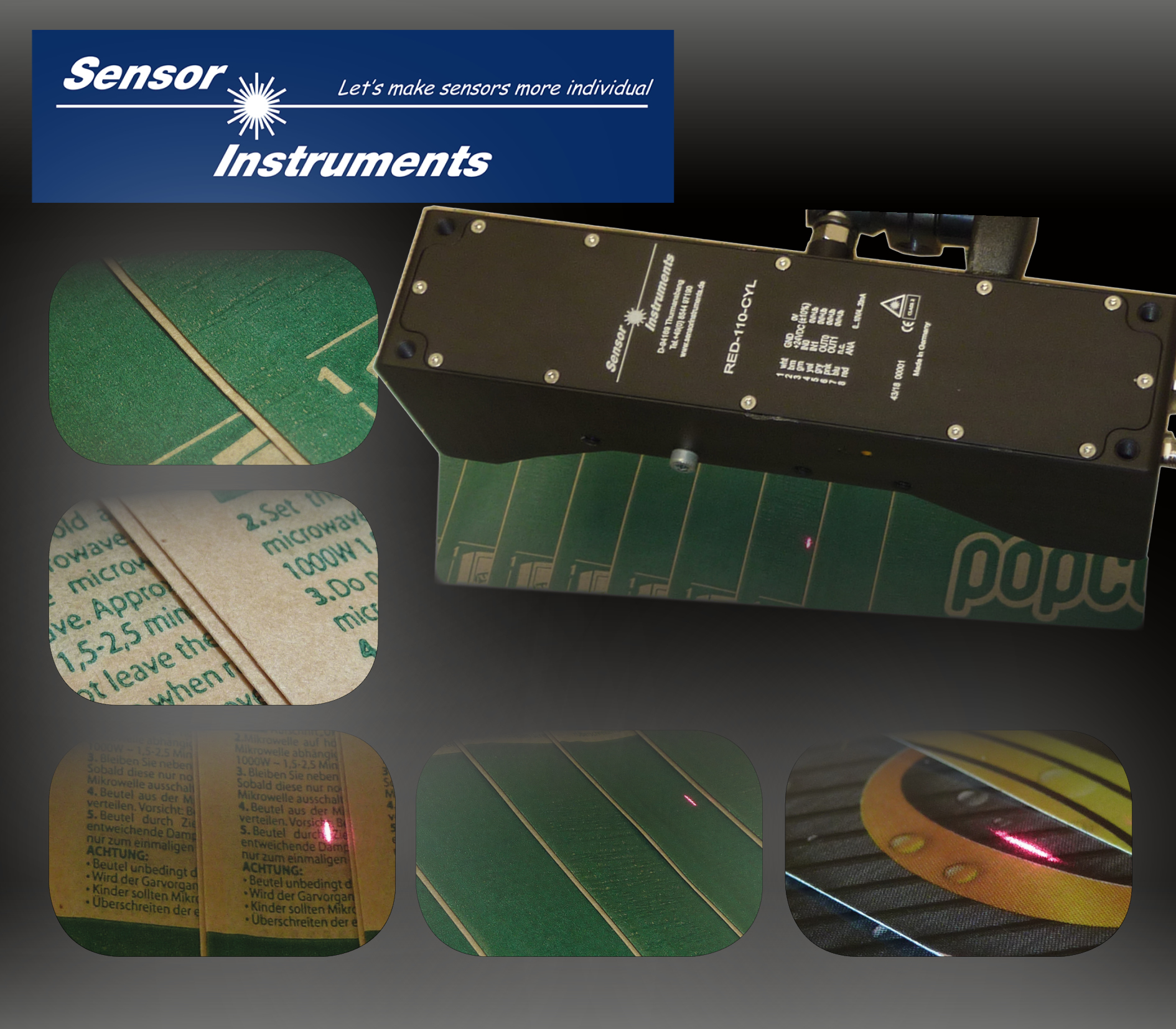
| Cuando se detectan costuras de soldadura, probablemente se piensa primero en los sensores de contraste o de color, ya que la costura de soldadura difiere ópticamente del resto de la superficie del producto en la mayoría de los casos. Sin embargo, la práctica ha demostrado que estos métodos se caracterizan por su frecuente reajuste o reparametrización.
|
 |
| Detector de borde laser RED-110-L |
04.02.2019
| Mientras que hasta ahora era suficiente como fabricante de sensores ofrecer dispositivos con salidas digitales y una salida de tensión analógica de 0V a +10V y también una salida de corriente analógica de 4mA a 20mA, en un futuro no muy lejano, la comunicación entre los sensores y los controladores programables (PLCs) se realizará principalmente en serie en forma digital con las correspondientes velocidades de traspaso de datos más elevadas.
|
 |
| Convertidores RS232 a PROFINET® y convertidores RS232 a EtherCAT® |
21.01.2019
| Los detectores precedentes han llegado a sus límites, especialmente cuando se trata de detectar y contar objetos apilados y transparentes, como vasos o tapas de plástico. Sin embargo, es importante colocar el número exacto de objetos en una unidad de embalaje, especialmente durante el empaque. La serie RED es una solución (para esta aplicación se utilizó un RED-110-L).
|
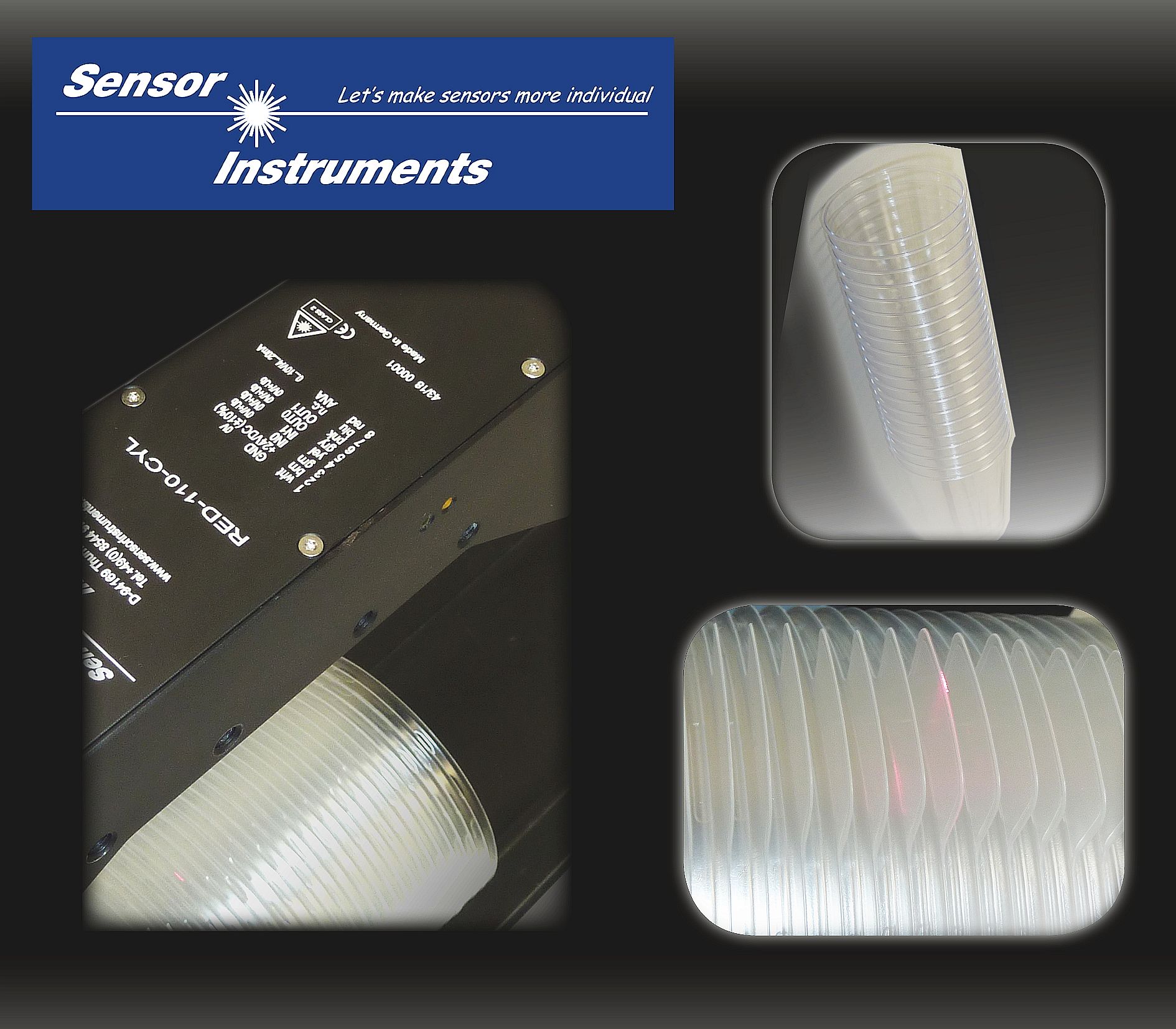 |
| Detector de borde laser RED-110-L |
26.11.2018
| Al principio todo parecía muy claro, otra tarea de medición que podríamos realizar con toda seguridad con un sensor de la serie GLOSS. Después de todo lo que nos dijo el cliente, todo se inclinaba por una medición del grado de brillo, la única pregunta al principio era: ¿en qué ángulo medir: 20°, 60° o aproximadamente 85° con respecto a la vertical?
|
 |
| Sensor de brillo GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Al embalar cajas de cartón, revistas u hojas individuales, se debe garantizar el número de copias de un paquete. En muchos casos, el material se transporta de forma solapada antes de ser embalado por un apilador, en el caso de revistas, periódicos o material publicitario. Dependiendo del espesor de los ejemplares y de su velocidad de transporte (hasta 10 m/s), el flujo de solapamiento puede asumir diferentes alturas. ► Comunicado de prensa |
 |
| Detector de borde laser RED-110-L |
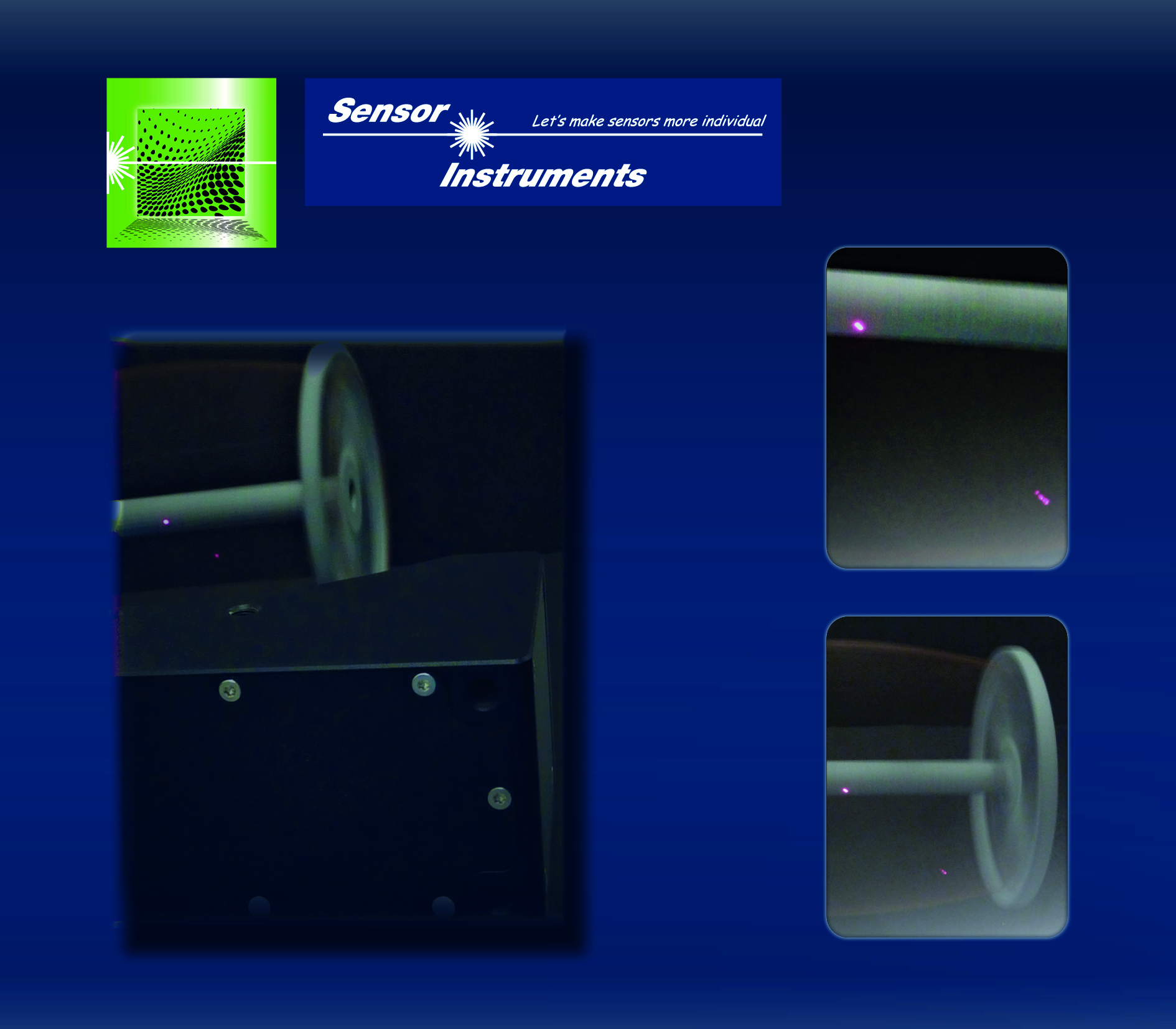
19.11.2018
En los últimos años han ocurrido muchas cosas en relación con las boquillas de pulverización utilizadas en los parabrisas. Ahora pueden desplegarse y actuar puntualmente. Ahora, con las boquillas en abanico se garantiza una aplicación homogénea de la neblina de spray en el campo angular previsto, así como la difusión puntual de las cámaras frontales por medio de emisores de puntos apenas divergentes. ► Comunicado de prensa |
|
| Sensores láser de luz transmitida L-LAS-TB-100-AL-SC |
09.11.2018
Hasta ahora, el control del color durante la producción de lacas de color se realizaba principalmente en el laboratorio. Se debía tomar una muestra de laca, que luego se analizaba con respecto al color como una fina capa de laca en estado seco. Por supuesto, este proceso requiere un cierto tiempo durante el cual la producción de laca podría estar fuera de las tolerancias permitidas y, por lo tanto, requería un postratamiento costoso y mucho tiempo. ► Comunicado de prensa |
 |
| Sensor de medición del color SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
El recuento de tapas de plástico transparentes y apiladas, como las utilizadas en la industria del embalaje, en particular, ha sido extremadamente problemático hasta ahora, ya que los bordes de las tapas individuales no siempre están alineados con precisión y, en el caso de los objetos transparentes en particular, los contadores de copias que funcionan de acuerdo con el principio de luz reflejada no proporcionan resultados de recuento fiables.
► Comunicado de prensa |
 |
| Sensores láser de luz transmitida A-LAS-N-F16-9.5x0.8-150/80-C-2m con electroónica de control SPECTRO-1-CONLAS |