Przetłumacz tę stronę:
Informacje prasowe Sensor Instruments
| Właściwie w jaki sposób można określić grubość warstwy lakieru między dwiema foliami PET?
Cztery pary folii PET o różnych grubościach warstw lakieru między dwiema foliami PET (10 µm, 20 µm, 50 µm i 80 µm) przeanalizowano przy użyciu metody światła przechodzącego MIR. Po stronie odbiornika dostępne były dwa zakresy długości fal o środkowych długościach fal 2.95 µm i 3.90 µm (SPECTRO-M-2-2.95/3.90). Odległość między folią PET a nadajnikiem MIR wynosiła przy tym około 20 mm. Przy użyciu tej metody pomiarowej została również zbadana obecność warstwy silikonu na przezroczystej folii z tworzywa sztucznego, co umożliwia również z dużą pewnością potwierdzenie występowania tej warstwy. |
   SPECTRO-M-15-T (źródło światła) + SPECTRO-M-2-2.95/3.90 (odbiornika) |
19.06.2024
| Pomiar bardzo małych ilości rozpylanej cieczy w strefach zagrożonych wybuchem
W przypadku aplikacji o niskim stopniu rozpylenia, pierwszym wyborem jest rozwiązanie oparte na zasadzie światła odbitego. Ponieważ większość tych zastosowań ma miejsce w strefach zagrożonych wybuchem, preferowane jest użycie systemów światłowodowych. W takich zastosowaniach strumienia natryskowego zwykle nie widać gołym okiem. Światłowodowy czujnik czołowy ABL-V-ARRA-KL-M18-XL-A3.0 w połączeniu z elektroniką sterującą SPECTRO-T-1-FIO-R/R umożliwia niezawodne określenie zarówno obecności jak i gęstości strumienia natrysku pomiędzy czujnikiem czołowym a strumieniem natryskowym z odległości wynoszącej zazwyczaj 60 mm. |
 SPECTRO-T-1-FIO-R/R (elektroniką sterującą) + ABL-V-ARRA-KL-M18-XL-A3.0 (światłowodowy czujnik czołowy) |
20.11.2023
| Oprogramowanie pod system Windows® SPECTRO3 MSM DOCAL Scope umożliwia kalibrację inline czujnika koloru na różne sposoby, co objaśniono nieco dokładniej poniżej.
Kalibracja za pomocą plastikowych kart RAL Firma RAL gGmbH z Bonn oferuje ok. 300 różnych kolorowych kart z tworzywa sztucznego zmierzonych metodą d/8°. Odpowiednie wartości L*a*b* są podane na każdym dołączonym do kolorowej karty etui. Dodatkowo w przypadku plastikowych kart RAL, które można zamówić w Sensor Instruments GmbH, wartość L*a*b*, będąca wynikiem pomiaru 45°/0°, jest podana zarówno na samej karcie, jaki i na etui wraz z dodatkowym 5-cyfrowym numerem. Firma Sensor Instruments aktualizuje na bieżąco dla nowych plastikowych kart RAL 5-cyfrowy numer wraz ze zmierzoną wartością L*a*b* karty w pliku kalibracji. Podczas procesu kalibracji wystarczy przyłożyć do czujnika kalibrowane plastikowe karty RAL i wprowadzić w oprogramowaniu właściwy 5-cyfrowy numer. W przypadku tego trybu kalibracji za punkt odniesienia służą wyłącznie plastikowe karty RAL, dzięki czemu możliwe jest niezależne od lokalizacji porównanie wyników pomiarów, na przykład w firmach posiadających kilka lokalizacji, ponieważ w tym przypadku można zrezygnować z podręcznych urządzeń do pomiaru koloru, tzw. podręcznych kolorymetrów. Kalibracja z użyciem kolorowych płytek formowanych wtryskowo i recyklatów W wielu przypadkach pożądane jest jednak odniesienie do już dostępnych w zakładzie podręcznych i laboratoryjnych kolorymetrów, ponieważ w ten sposób łatwiej jest porównać zmierzone wartości pomiędzy produkcją a laboratorium. Sposób kalibracji dostępnych w zakładzie kolorymetrów za pomocą oprogramowania SPECTRO3 MSM DOCAL Scope objaśniono nieco dokładniej poniżej. Firma Sensor Instruments oprócz systemów pomiaru koloru inline posiada w ofercie również urządzenia laboratoryjne, które działają dokładnie w oparciu o tę samą metodę i mają identyczny czujnik. Dostępne są zarówno systemy, które dokonują pomiaru przez wziernik, jaki i urządzenia, które patrzą bezpośrednio na mierzony recyklat. Pomiar koloru inline przy użyciu SPECTRO-3-0°/45°-MSM-INLINE-ANA i odpowiedniego urządzenia laboratoryjnego SPECTRO-3-0°/45°-MSM-CMU W obu przypadkach kalibrację można przeprowadzić bezpośrednio z użyciem recyklatu, przy czym wartości referencyjne L*a*b* ustala się przy użyciu płytek formowanych wtryskowo, pochodzących z tej samej partii recyklatu, która jest dostępna dla kalibrowanych urządzeń. Wartości referencyjne L*a*b* ustala się w oparciu o płytki formowane wtryskowo za pomocą dostępnych w zakładzie podręcznych i laboratoryjnych kolorymetrów. Pomiar koloru inline za pomocą SPECTRO-3-FIO-MSM-ANA-DL w połączeniu z frontend KL-D-0°/45°-85-1200-D-S-A3.0-VIS i odpowiednim urządzeniem laboratoryjnym SPECTRO-3-0°/45°-MST Również i w tym przypadku płytki formowane wtryskowo dostarczają wartości referencyjnych koloru L*a*b*. Optyczny frontend jest skierowany w odległości 85 mm bezpośrednio na recyklat. Dostępny podczas kalibracji recyklat jest wykorzystywany również do produkcji płytek formowanych wtryskowo. Dzięki temu płytki formowane wtryskowo i recyklat pochodzą z tej samej partii. Podczas kalibracji za pomocą urządzenia laboratoryjnego SPECTRO-3-0°/45°-MST zaleca się, by przy rejestrowaniu wartości podczas procesu kalibracji przesuwać tacką z recyklatem w kierunku x i y zachowując tę samą odległość od frontend czujnika, aby skompensować przypadkowe położenie granulek. Inline odbywa się to poprzez transport granulatu na przenośniku wibracyjnym. Strumień recyklatu ma zazwyczaj prędkość od 50 mm/s do 100 mm/s. Podczas procesu kalibracji trwającego na przykład 30 s strumień recyklatu przemieszcza się o 1,5 m do 3 m i ten odcinek pomiarowy zostaje uśredniony podczas kalibracji. Dzięki temu wynik pomiaru jest dostatecznie dokładny i niezależny od przypadkowego położenia granulek. W ten sposób podczas procesu pomiaru trwającego kilka sekund można skompensować w dużej mierze wibracje, które wprawiają granulki w drgania i powodują ich „podskakiwanie”. Decydujące znaczenie ma tutaj m. in. rozmiar plamki świetlnej wynoszący ok. 20 mm, który pozwala na optyczne uśrednienie dużej liczby granulków nawet podczas postoju. |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Inline system pomiaru koloru)  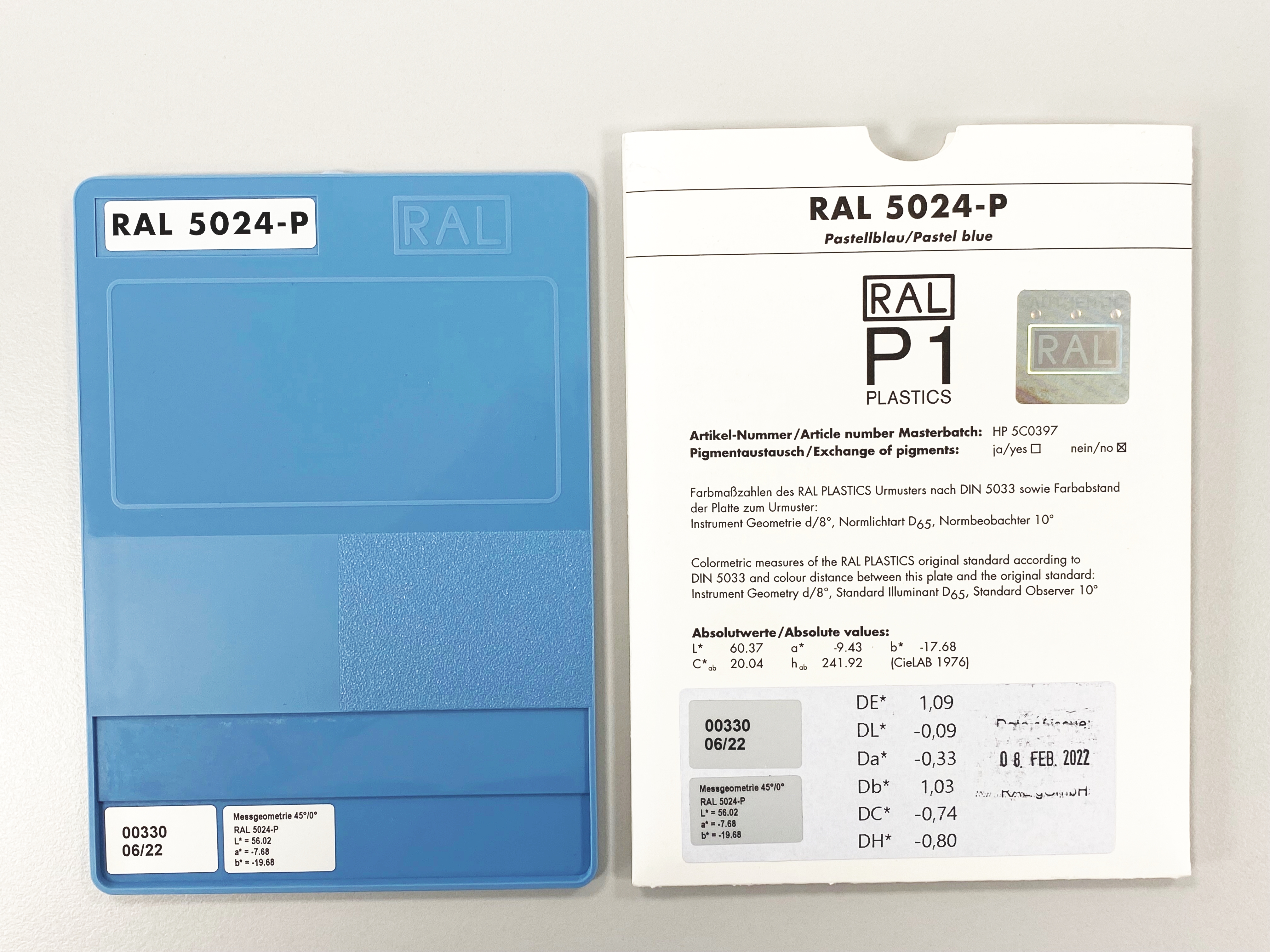 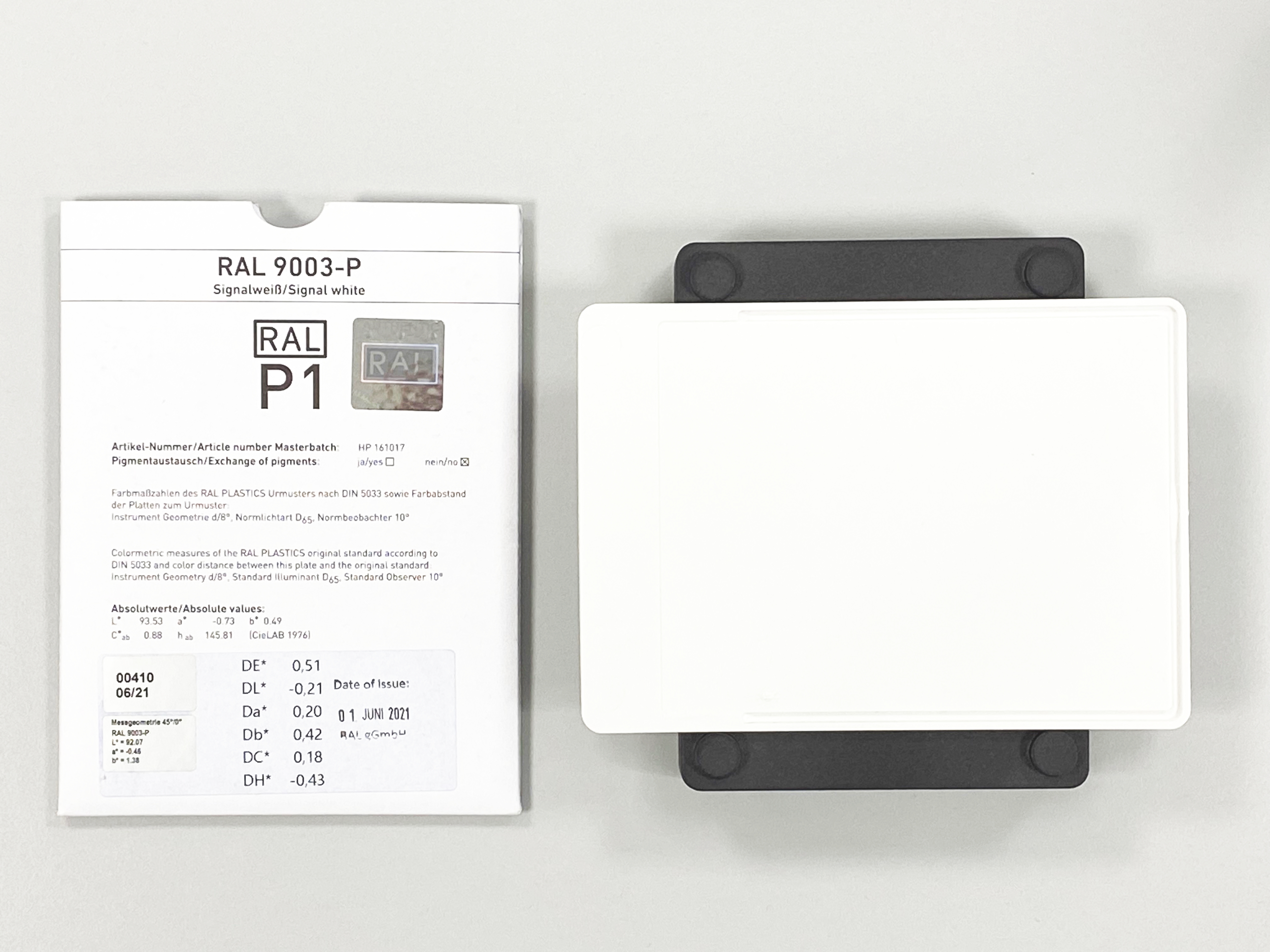 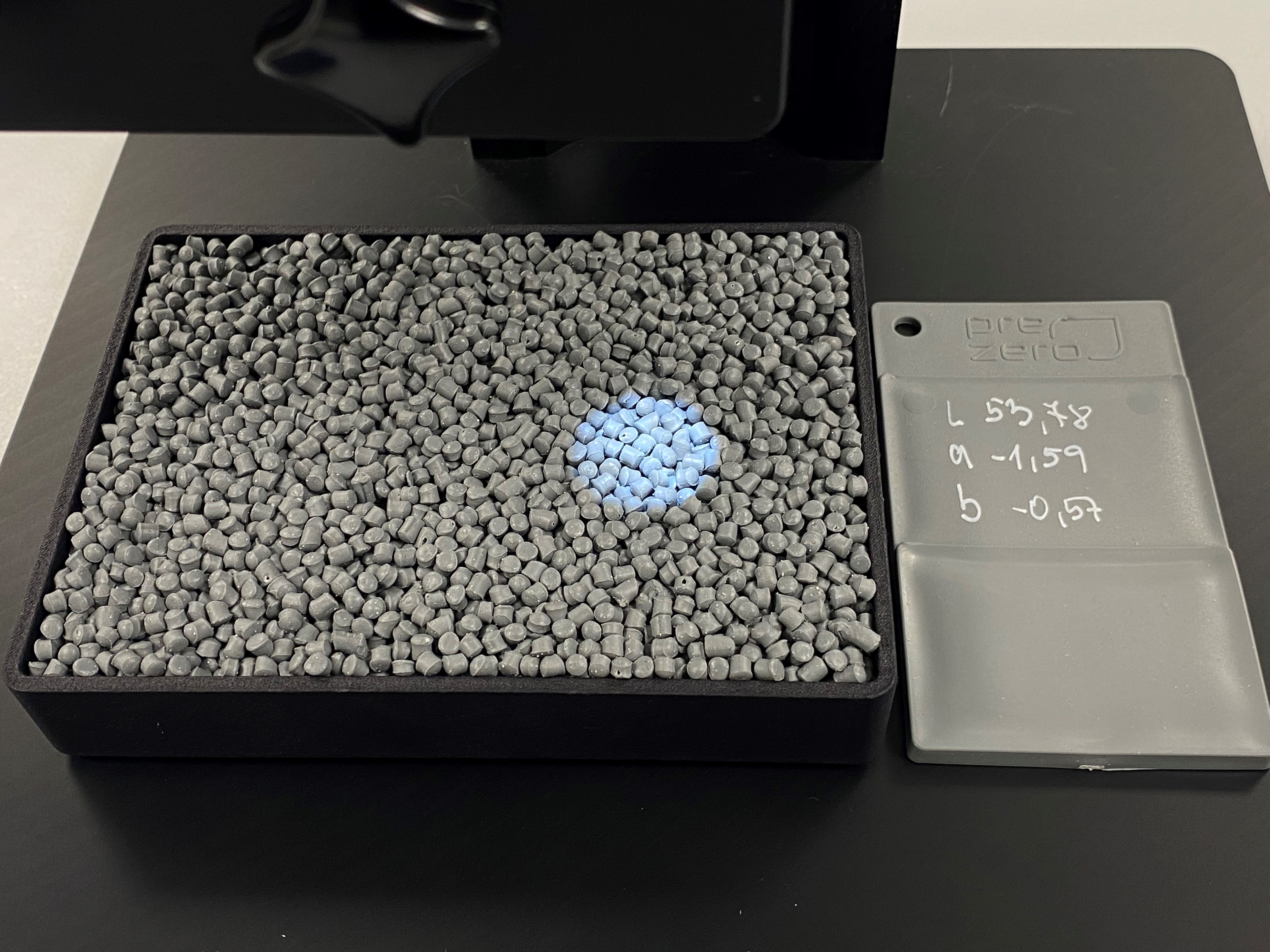 Kalibracja za pomocą plastikowych kart RAL lub z użyciem kolorowych płytek formowanych wtryskowo i recyklatów 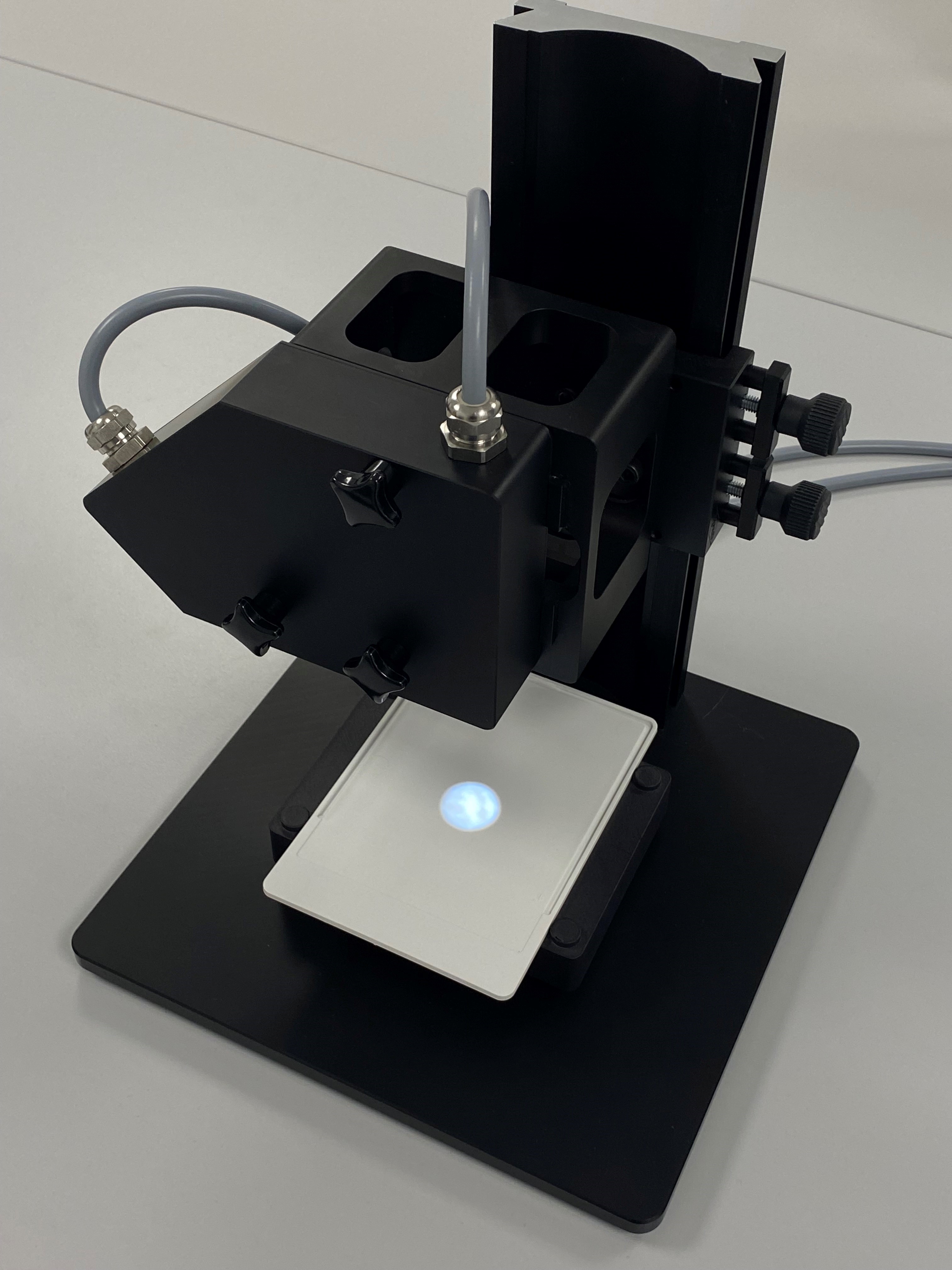 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Inline system pomiaru koloru) 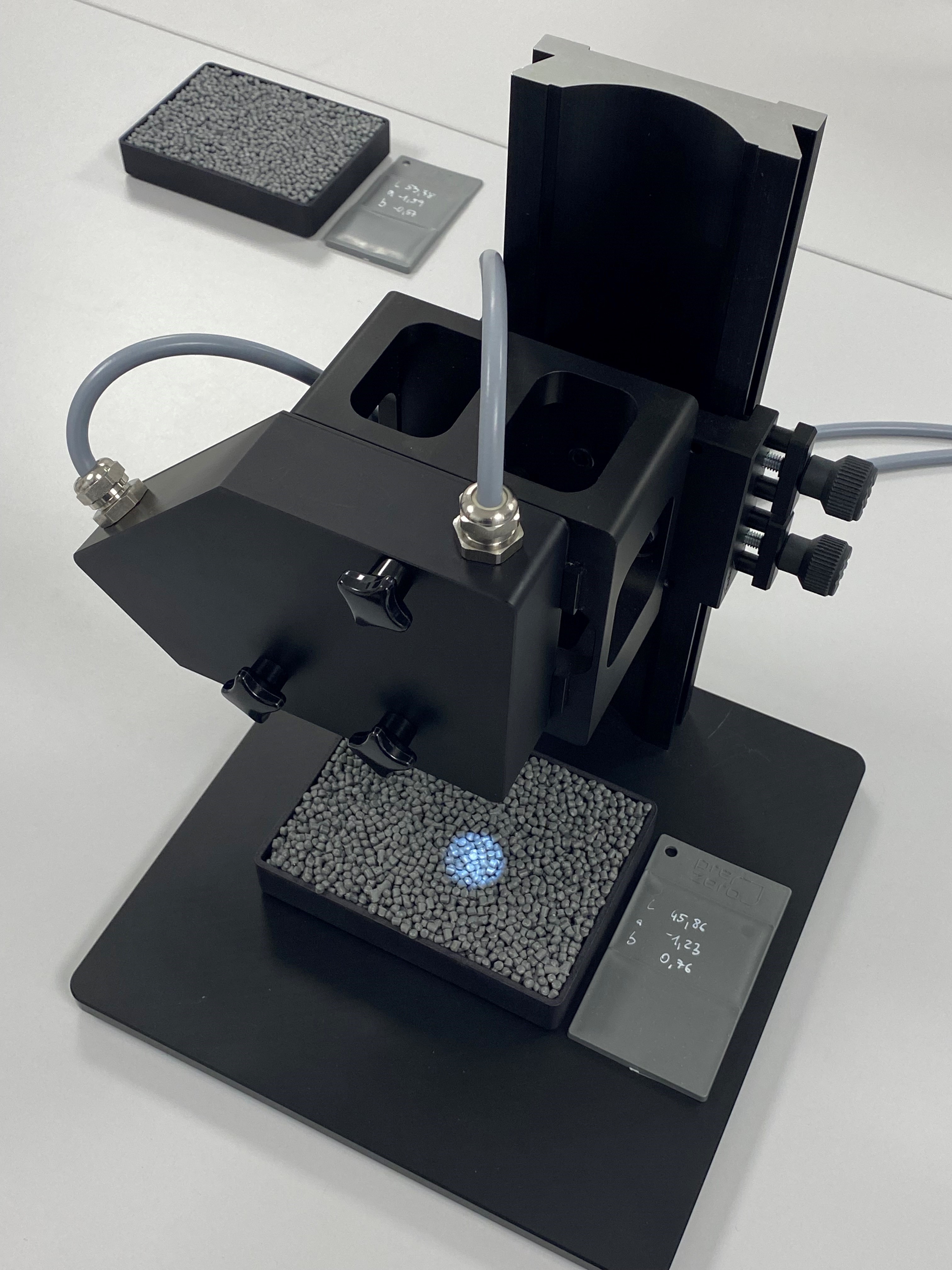 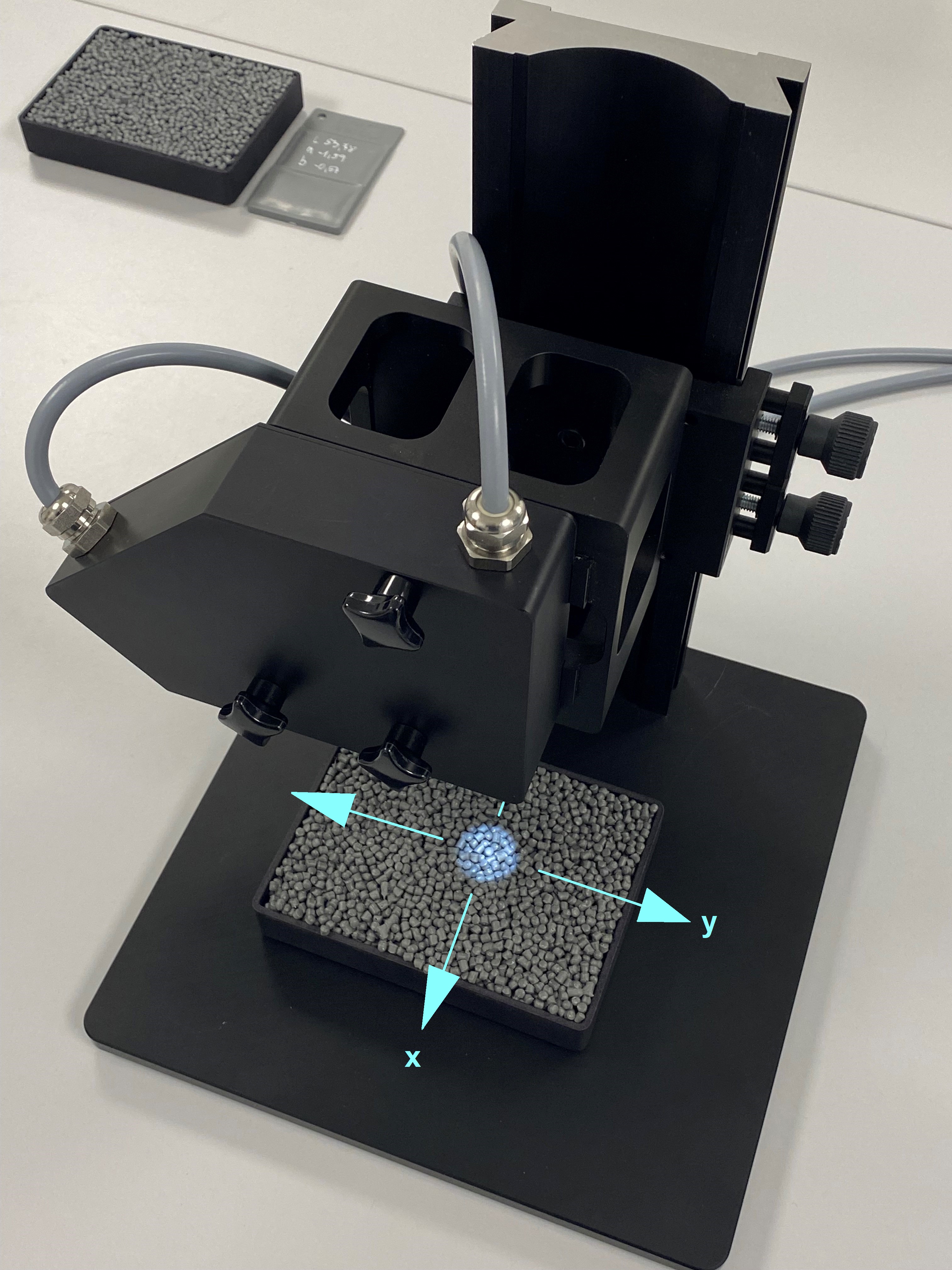 |
11.10.2023 (
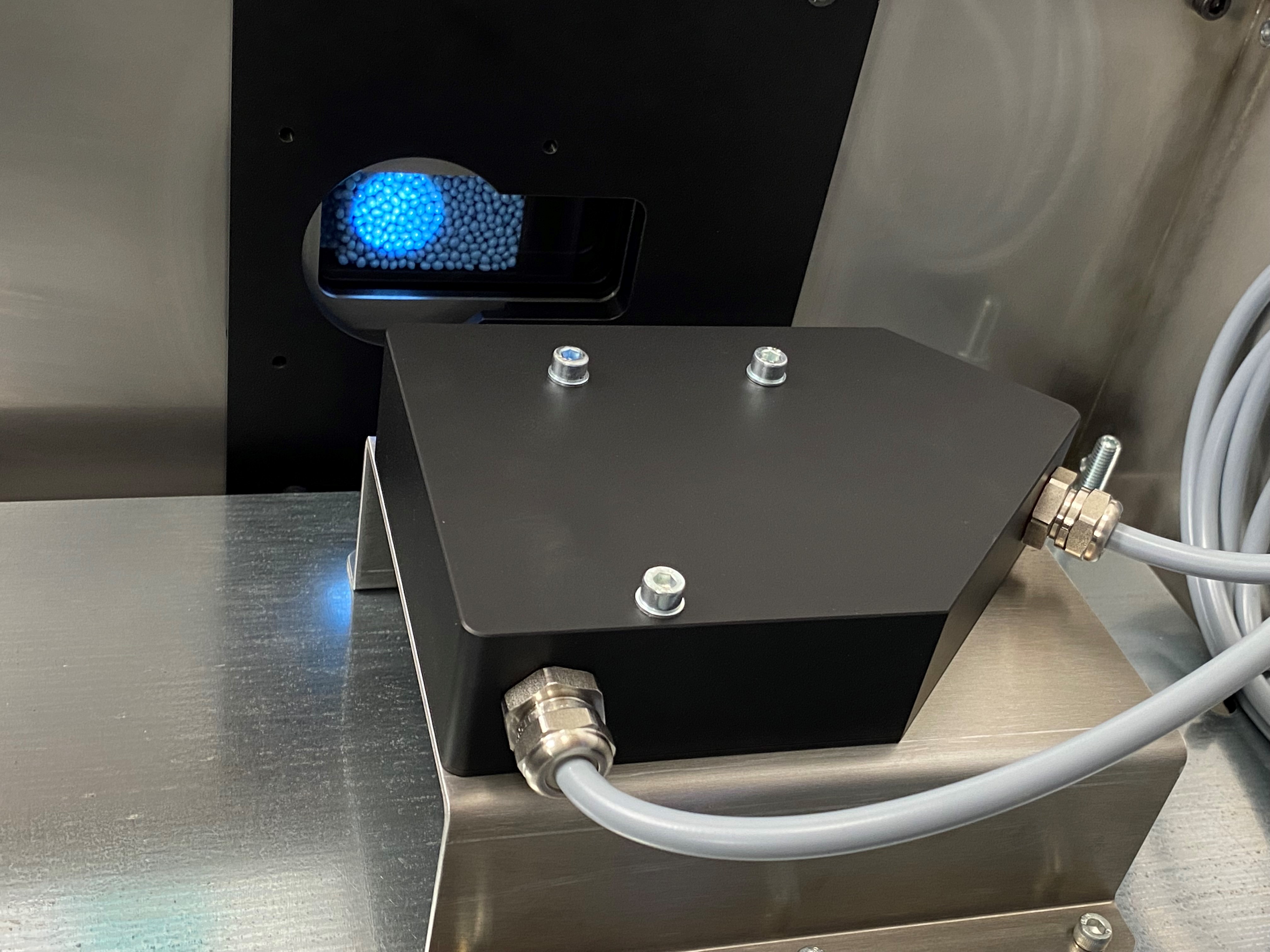
| The increasing use of recyclates in the plastics industry means that efficient product control is assuming ever-greater importance. Whilst laboratory-based random quality control was sufficient in the past, the industry is increasingly considering the deployment of 100% control, especially in terms of the color gradient. Sensor Instruments has launched a number of inline systems to perform this function. Providing production staff with information about recyclate production at a very early stage, this covers not only the trend in the color of the recyclates, but the color of the recyclates in combination with their temperature, whilst monitoring the product flow level. The product flow level is important for exact determination of the recyclate color, whilst also providing timely information about a possible blockage of the sieve immediately after the vibrating feeder. The data is also made available for quality assurance via a digital-serial interface (Ethernet).
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline color measurement system) |
01.09.2023 (
| While downcycling of plastic products still predominated in the past, the form of recycling in which the reused plastic is put to the same or a comparable use is now becoming increasingly important. This in turn means considerable additional technical effort in separating and sorting the items delivered to the recycling plant throughout the recycling process. After separation of as many non-plastics as possible, for example by means of metal separators and wind separation, sorting is currently primarily by color (color sorting systems) and type of plastic (NIR cameras). Despite pre-sorting, where mainly whole articles are checked, as well as post-sorting (after shredding the plastic articles and subsequent washing) of the plastic particles known as flakes, it is not possible to achieve 100% grade purity. Certain variations in color must also be expected. In order to allow unrestricted use of the recyclates produced in this way, they must be checked for purity before the next processing step, at the very latest immediately before extrusion. Typically, this could be done by a metering system equipped with appropriate sensors.
|
 Color Plastic type Marker    |
24.08.2023
| Czasami takie śledzenie ma istotny sens. Przykładowo dla własnego sumienia lub udzielenia rady przyjaciołom. Podążają instagram lub linkedIn? Można tutaj różnie oceniać. Zgodnie z mainstream? „Wszystko jest dobrze! Tylko nie zawsze, tylko nie wszędzie, tylko nie dla wszystkich.” (Myśl poety niemieckiego Nowalisa). My w Sensor Instruments preferujemy raczej indywidualną drogę - ale właśnie z tego względu pojawiła się kwestia, aby od czasu do czasu śledzić: na przykład kolory.
Właśnie w obszarze kolorów nasze recyklatów nasze osiągnięcia są wysoko oceniane na rynku urządzenia w ostatnim czasie stanowiły prawdziwą furorę. W chwili obecnej w dziedzinie recyklingu tworzyw sztucznych nie występuje właściwie żadna firma, w laboratorium której znajdowałoby się oferowane przenośne urządzenie do pomiaru koloru recyklatów. One świadczą swoje dobre przysługi, bez żadnego wątpienia. Z oczekiwanym komfortem obsługi, do przystępnej ceny i wysokiej precyzji. Precyzyjnie? ► Informacja prasowa (Word/pdf) |
 Systemy pomiaru koloru inline |
18.08.2023
| W jaki sposób mogę najlepiej kontrolować swój produkt w trakcie całego okresu użytkowania?
Cyfrowy certyfikat produktu R-Cycle, w skrócie DPP, stwarza tutaj wspaniałe podstawy. Za pomo-cą DPP w łatwy sposób mogą być ustalane dane produktu oraz istotne dane dotyczące recyklingu. DPP może być przy tym otwierany różnymi kodami: za pomocą QR-Code lub z użyciem Digital-Watermark, które można wprowadzać na produkt jako sleeve albo label, a także w postaci 3D-Code do formy wtryskowej. Digital-Watermark jest uznany jako bezpieczny do kopiowania QR-Code, natomiast może być łat-wo podrabiany. QR-Code w połączeniu z TAGTEC-Masterbatches Gabriel-Chemie może zostać także uznany jako ‚safe‘. TAGTEC-Masterbatch z Gabriel-Chemie zawierają szeroki wybór marke-rów wzbudzanych światłem, które mogą być wykrywane za pomocą specjalnych czujników elektro-optycznych produkcji Sensor Instruments. Produkty znakowane TAGTEC okazały się bezpieczne przed fałszowaniem i zwłaszcza w połączeniu z możliwościami, które oferuje DPP, można przepro-wadzać bardzo pewną i niezawodną kontrolę łańcucha dostaw. ► Informacja prasowa (Word/pdf) |
 |
22.08.2022
Artykuł techniczny w Kunststoffe International 06/2022
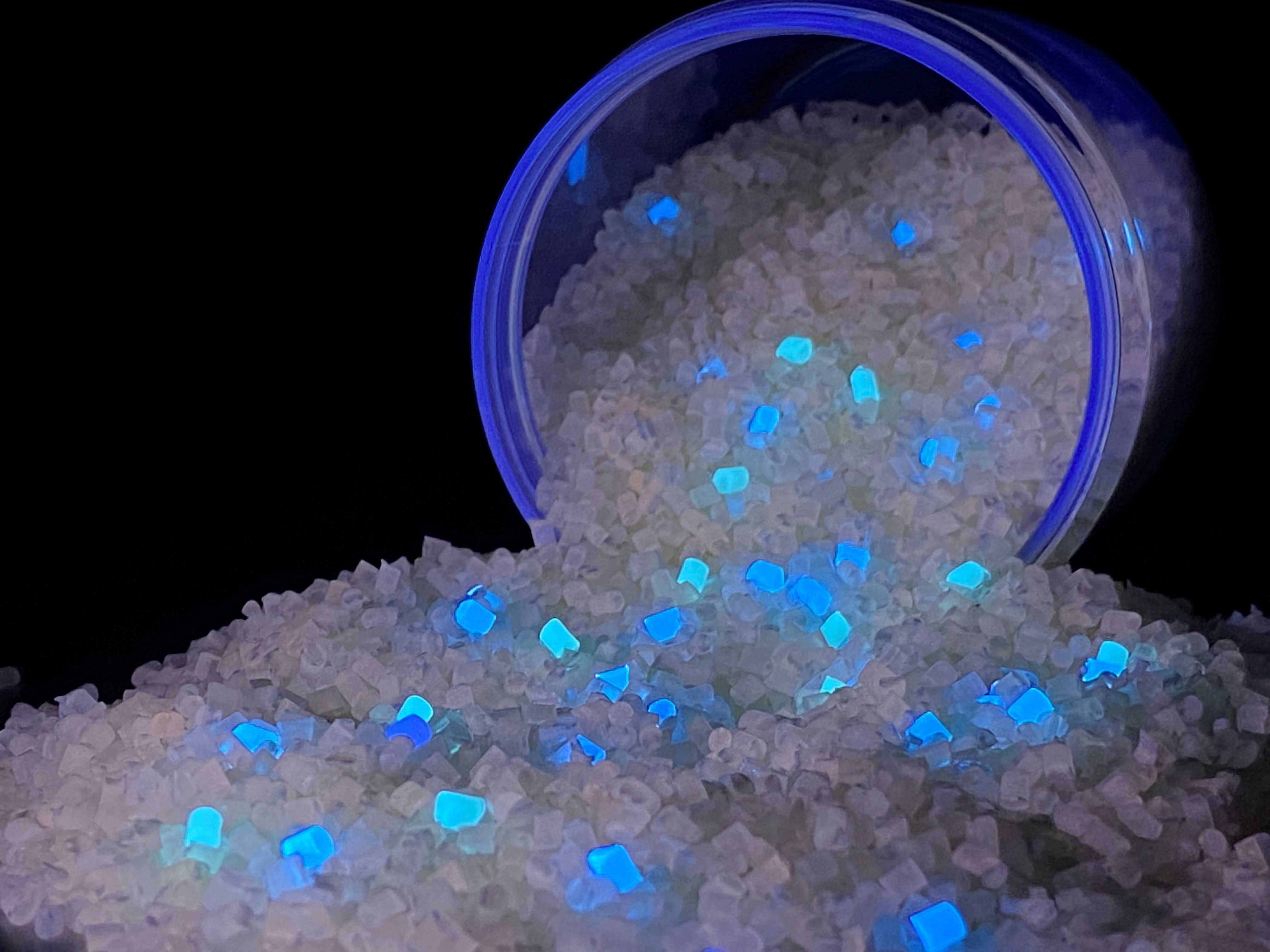
| Holy Grail Improved Sorting of Plastic Waste with Luminescent Pigments
The HolyGrail 2.0 Initiative aims to improve the sorting of plastic waste. For this purpose, digital watermarks containing information on packaging type, material, and usage will be applied on products. However, the method also has certain drawbacks. Here, luminescent pigments provide an alternative that is permanent and can withstand several processing cycles. ► Specialist articel on en.Kunststoffe.de |
 Systemy obrazujące LUMI-STAR-INLINE LUMI-STAR-INLINE-R/IR Detektory inline LUMI-TAU-INLINE LUMI-TAU-INLINE-SL-R/IR |
26.07.2022
Artykuł techniczny w Kunststoffe International 05/2022
(Kategoria: Measuring Technology - Compounding & Recycling)
| Ensuring Color Consistency of Recycled Materials The mass of recyclable plastic waste has been growing steadily for years. This is mainly the result of technical advances made in both processing and sorting. At the same time, the recycling targets set by the EU are piling more and more pressure on companies to increase the amount of recycled plastics in their products. This in turn is raising the requirements imposed on the recycled materials themselves. Aside from the nature of the polymer and the previous application, the color of the recycled material is important.
► Specialist article on en.kunststoffe.de |
 Laboratoryjne systemy pomiarowe SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
20.06.2022
| Proceduralne stosowanie zwykłego granulatu z tworzywa sztucznego jest relatywnie proste, a także zachowanie stałej wartości koloru opakowania, ponieważ proces homogenizacji produktu używanego w procesie został stosunkowo dobrze opanowany przez producentów masterbatch. Technicznie zaawansowane urządzenia dozujące mieszają masterbatch i granulat w ustalonych empirycznie, optymalnych proporcjach. Minimalne różnice koloru między opakowaniami są praktycznie niezauważalne gołym okiem. Stosowane w świecie specjalistów określenie dE (odstęp dwóch wartości w przestrzeni koloru L*a*b*) znajduje się poniżej wielkości 1.
Za pomocą procesu pomiaru koloru podczas rozdzielania strumienia recyklingu następuje próba utrzymania jednakowej barwy recyklatu z tworzywa sztucznego. Aby nie zostały przekroczone granice tolerancji wartości koloru, konieczny jest jednak stały nadzór procesu wytwarzania produktu z uwagi na jego barwę. Opisany w dalszej części sprzęt laboratoryjny SPECTRO-3-0°/45°-MSM-LAB-ANA-P firmy Sensor Instruments GmbH pomaga kontrolować barwę i stale ją dokumentować. Ideą jest pobieranie próbek w regularnych odstępach czasu ze strumienia recyklatu poddawanie ich sprawdzeniu w systemie pomiaru laboratoryjnego. Przyrząd wskazuje oprócz wartości koloru L*a*b* także odchyłkę od ustalonej wartości referencyjnej dL*da*db*. ► Informacja prasowa (Word/pdf) |
 Laboratoryjne systemy pomiarowe SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
27.01.2022
| Pieczęć-TOP 100 Znakomita praca w kierunku wprowadzania innowacji: Nasza firma Sensor Instruments GmbH z Thurmansbang w 29 edycji konkursu TOP 100 okazała się prawdziwą kuźnią pomysłów. Z tego względu przyznano nam wyróżnienie Pieczęć-TOP 100 2022. Tylko szczególnie innowacyjnym przedsiębiorstwom średniej wielkości przydzielane jest ta nagroda, która powszechnie jest bardzo ceniona. W dniu 24 czerwca Sensor Instruments została za te osiągnięcia dodatkowo uhonorowana przez mentora konkursu, dziennikarza naukowego Ranga Yogeshwar.
► Informacja prasowa (Word/pdf) |
 TOP 100 Prüfkriterien TOP 100 Presse |
24.11.2021
|
W przypadku opracowywania koncepcji systemu kontrolowania strumienia rozpylanej cieczy ważnie jest uzyskanie odpowiedzi na kilka zasadniczych pytań. ► Informacja prasowa (Word/pdf) |
 A-LAS-CON1 L-LAS-TB-...-AL-SC Serie SI-JET Serie SPECTRO-1-CONLAS SPECTRO-1-FIO Serie SPECTRO-1-FIO-JC |
15.04.2021
|
i także nagły spadek ciśnienia w instalacji mogą prowadzić do zakłóceń procesu technologicznego i w konsekwencji do nierównomiernego nanoszenia powłoki na obrabiany przedmiot. Rozpoznanie odstępstwa od prawidłowego przebiegu procesu natryskiwania we właściwy może nastąpić tylko w procesie ciągłej jego kontroli. Systemy kontroli przebiegu nanoszenia medium typu SI-JET i Serii SPECTRO firmy Sensor Instruments GmbH informują zarówno o ilości wprowadzanego środka, o chwilowym zakłóceniu przebiegu jak i także o prawidłowej symetrii strumienia. W celu rozwiązania tych problemów w dyspozycji znajdują się 3 różne systemy (SI-JET-CONLAS3 i SI-JET3), 2 systemy (SPECTRO-2) jak również 1 system (SPECTRO-1) i także ciągle działające zapory świetlne (L-LAS-TB-…-SC). ► Informacja prasowa (Word/pdf) |
 SI-JET Serie SPECTRO-2 Serie SPECTRO-1 Serie L-LAS-TB-AL-SC Serie |
15.04.2021
|
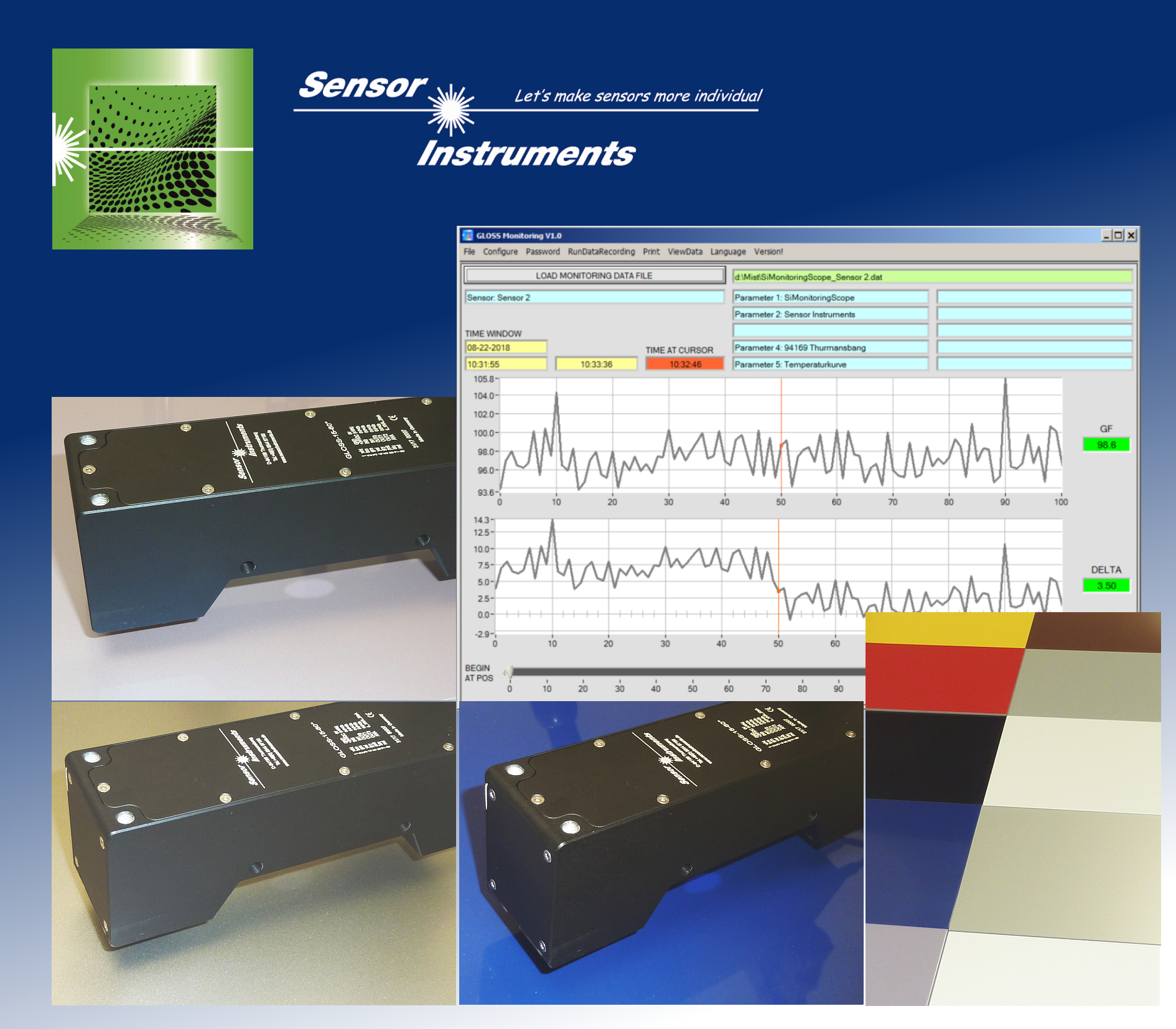
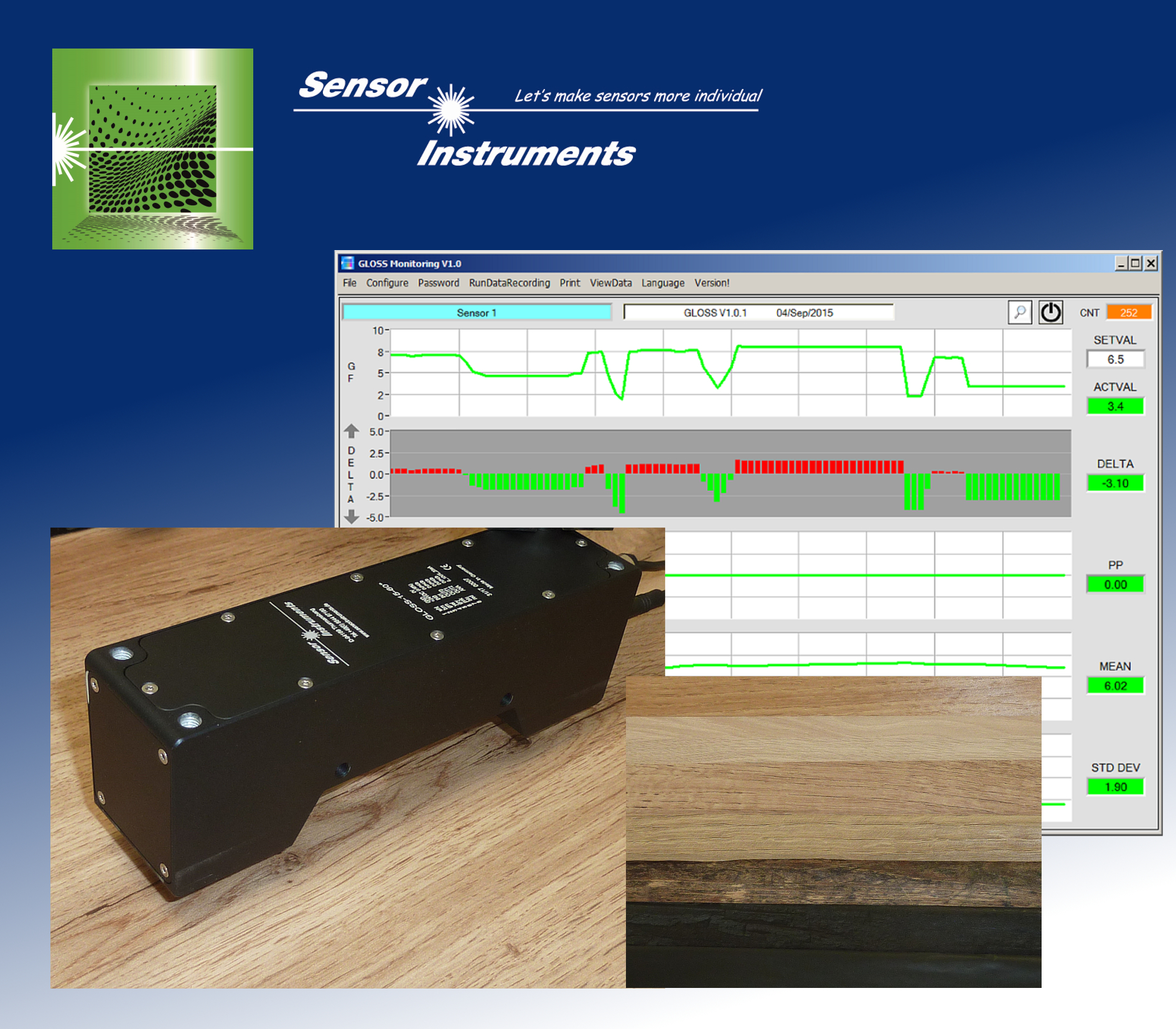
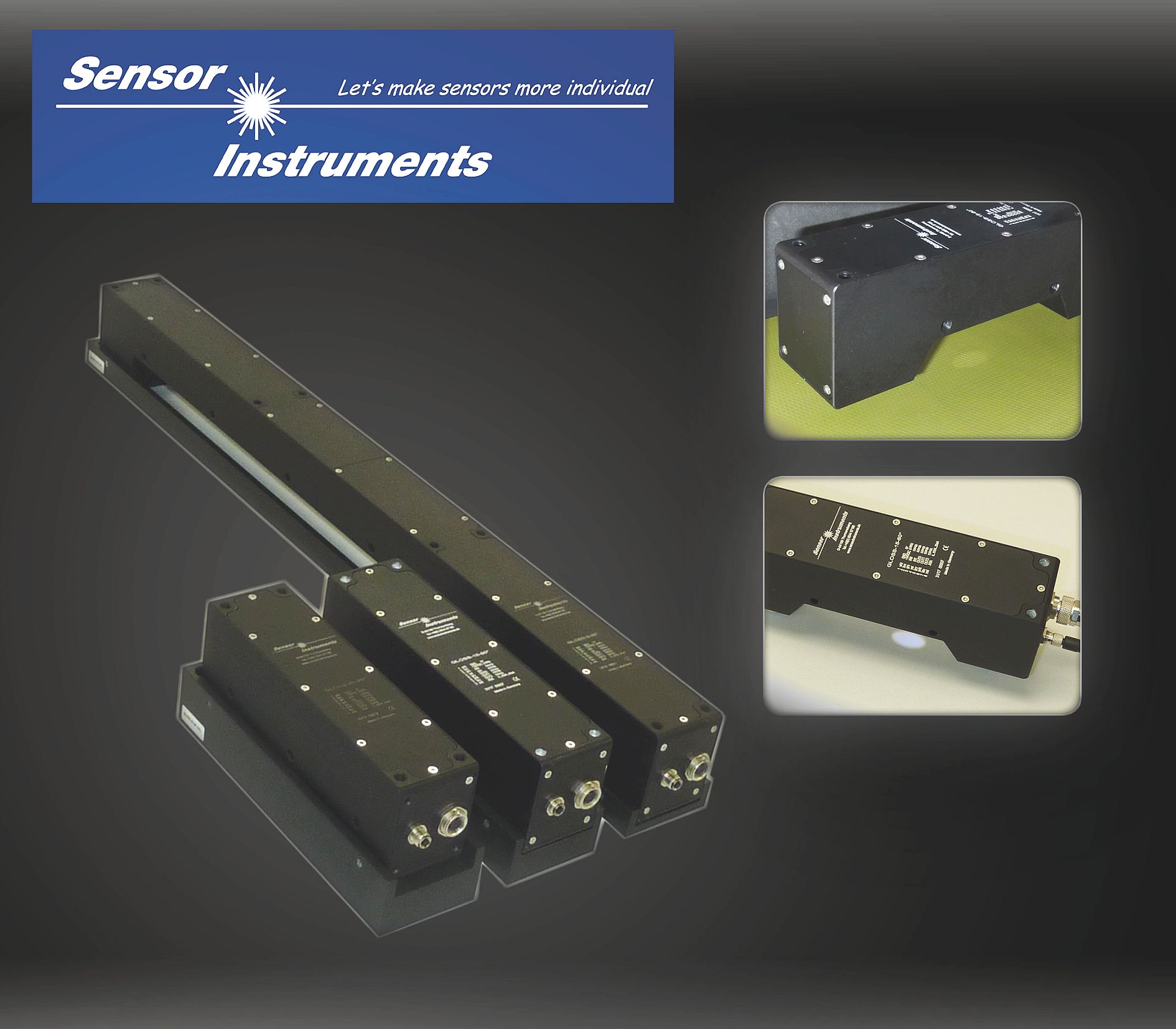
Za pomocą czujników połysku GLOSS Serie firmy Sensor Instruments GmbH można ustalać stopień połysku lakierowanych powierzchni drewnianych pod kątem 20°, 60° i 85° w odległości 20, 15 oraz 5 mm od płaszczyzny (w zależności od rodzaju czujnika: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Informacja prasowa (Word/pdf) |
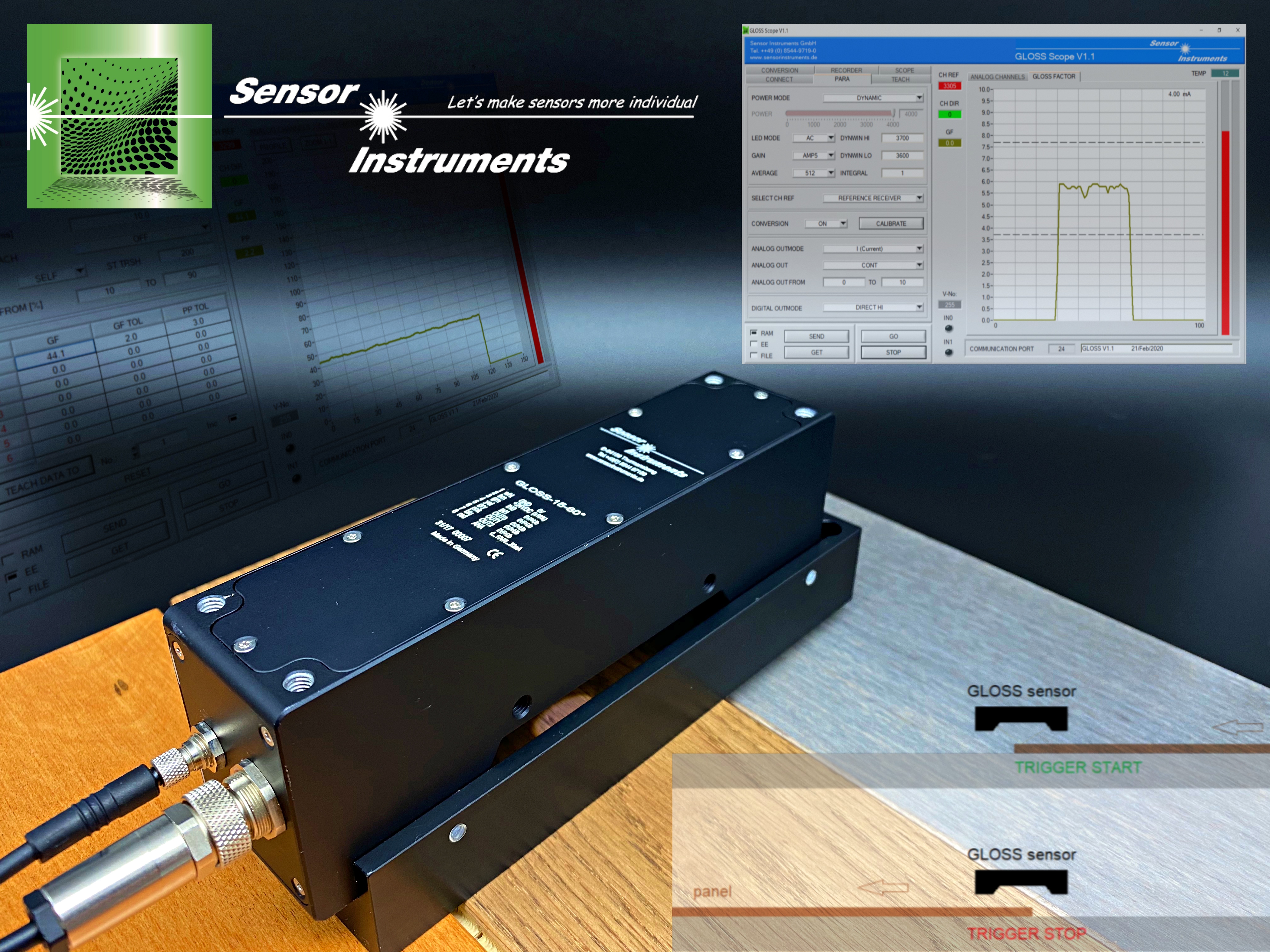 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° GLOSS Serie |
16.02.2021
|
Do pomiaru koloru pasm włókien szczególne zastosowanie wykazuje czujnik SPECTRO-3-28-45°/0°-MSM-ANA-DL, który posiada wokół oświetlenie 45° i dobrze wykrywa barwę (poniżej 0°). Odbicia bezpośrednie powstające na przykład podczas pomiaru z powodu niedostatecznego wyschnięcia farb, zostają w znacznym stopniu wyeliminowane. Odległość czujnika od pasma w typowym przypadku zastosowania wynosi 28 mm, a obszar detekcji przy takim odstępie po-siada średnicę ok. 10 mm. ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
08.02.2021
|
W trakcie kontroli czujnik koloru SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG określa najlepszy wybór kwalifikowany dla tej barwy. ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG SPECTRO-3-MSM-DIG Serie |
29.01.2021
|
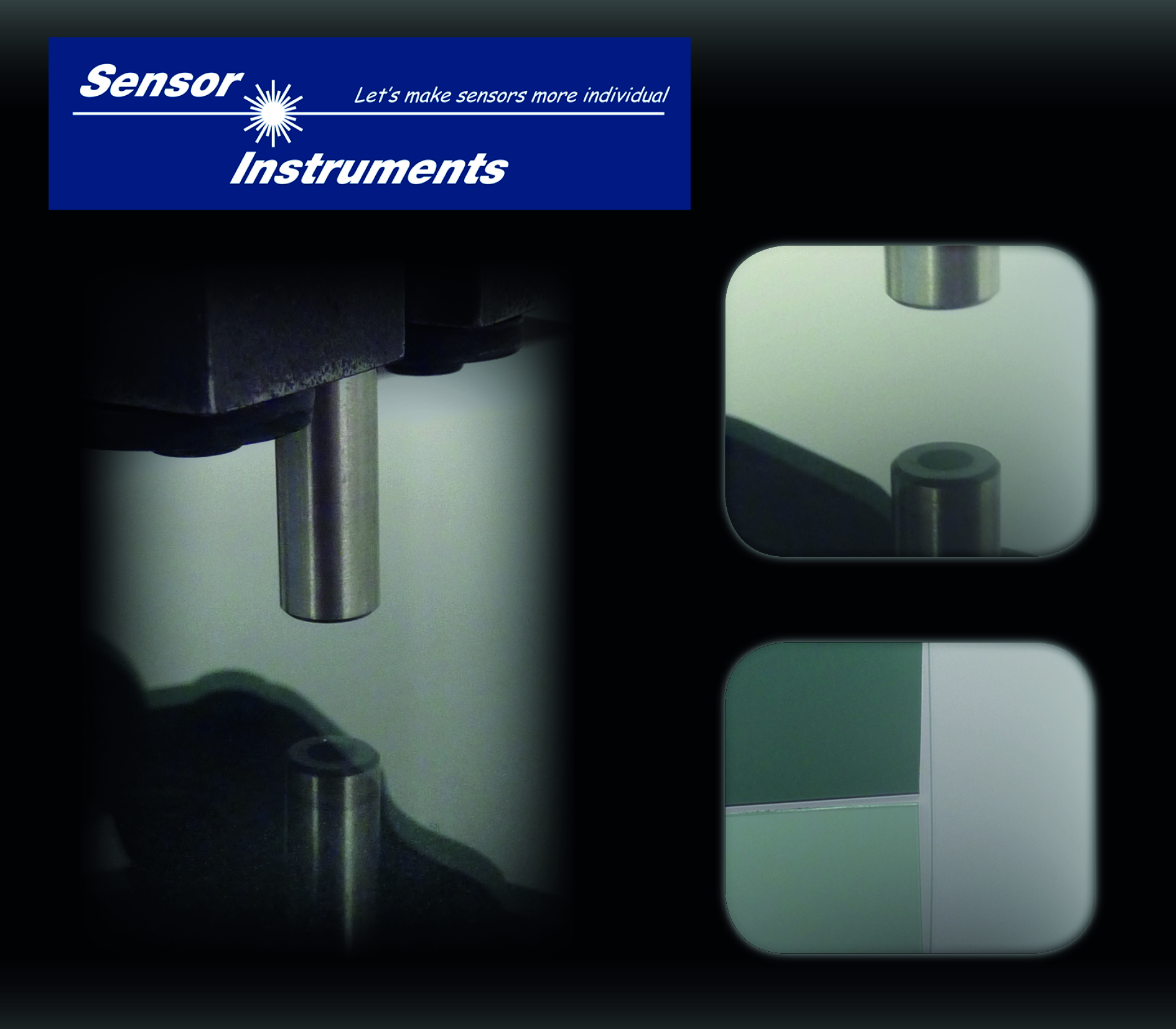
Widełkowe zapory świetlne FIA-L Serie firmy Sensor Instruments GmbH zostały właśnie specjalnie zaprojektowane do tego celu. W szczególności FIA-L-RL Reihe posiada - oprócz wysokiej czułości na obce światło i odporności na olej, małej wielkości plamki laserowe o średnicy 0.2 mm, niewielkiej optycznej dywergencji czerwonego promienia laserowego jak również wysokiej dokładności pozycjo-nowania poniżej 5 µm - częstotliwość włączania wynoszącą 25 kHz. ► Informacja prasowa (Word/pdf) |
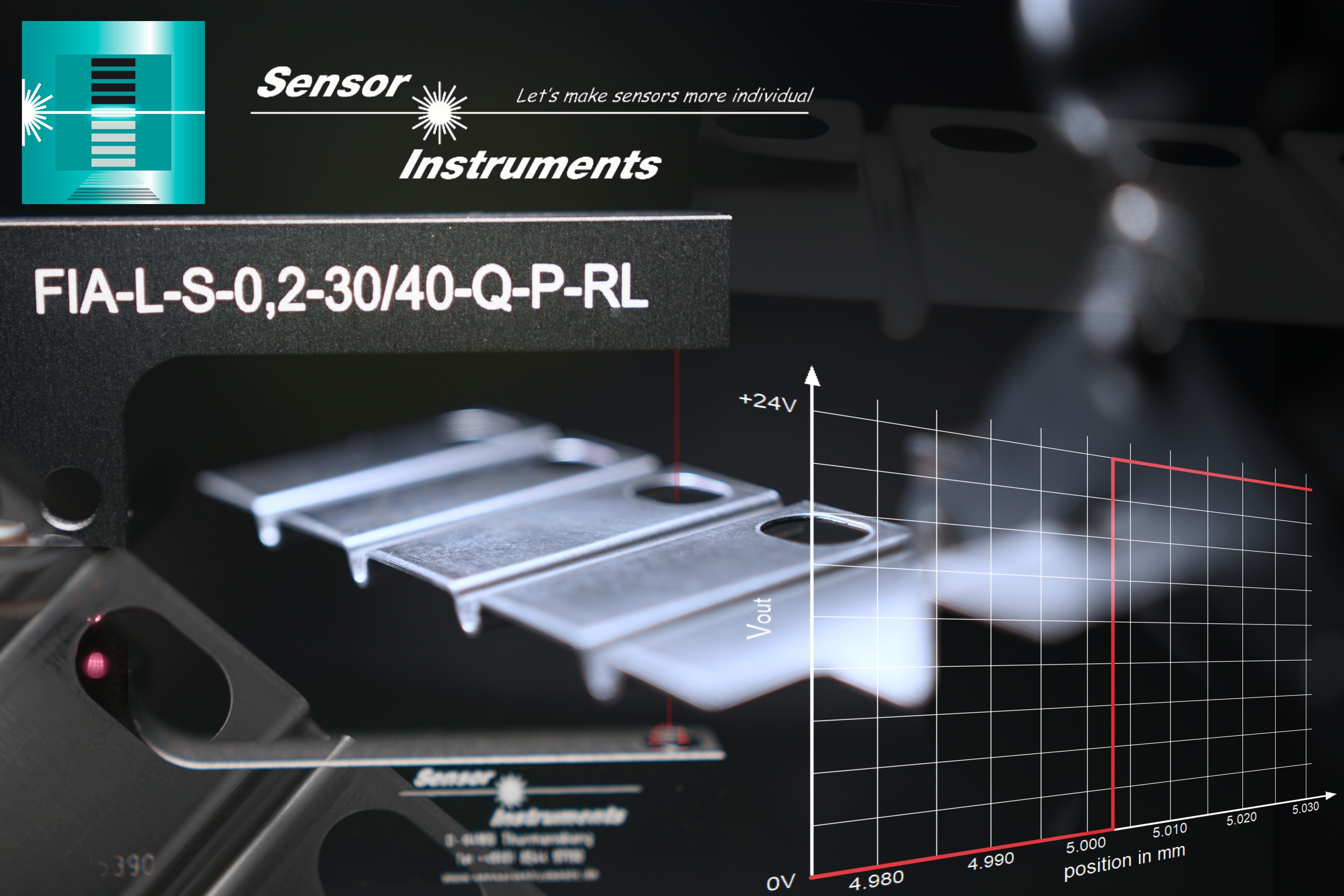 FIA-L-S-0,2-30/40-Q-P-RL FIA-L Serie |
25.01.2021
|
W celu przeprowadzenia dalszej obróbki szkła należy dokładnie wiedzieć, gdzie znajduje się strona cynowana a gdzie strona ogniowa. Mikro wtrącenia cyny mogą wpływać przykładowo na oporność elektryczną powierzchni szkła (naniesienie metalowych taśm kontaktowych na tylnej szybie samo-chodu), ale także przy nanoszeniu dalszych warstw na powierzchnię szkła (na przykład warstw o wymiarze nm) jest dla późniejszego zastosowania ważne, na której stronie szkło jest pokryte. Czujnik kontrastu UVC SPECTRO-1-20-UVC-DIL produkcji Sensor Instruments GmbH umożliwia sprawdzanie i odróżnianie strony cynowej od ogniowej. ► Informacja prasowa (Word/pdf) |
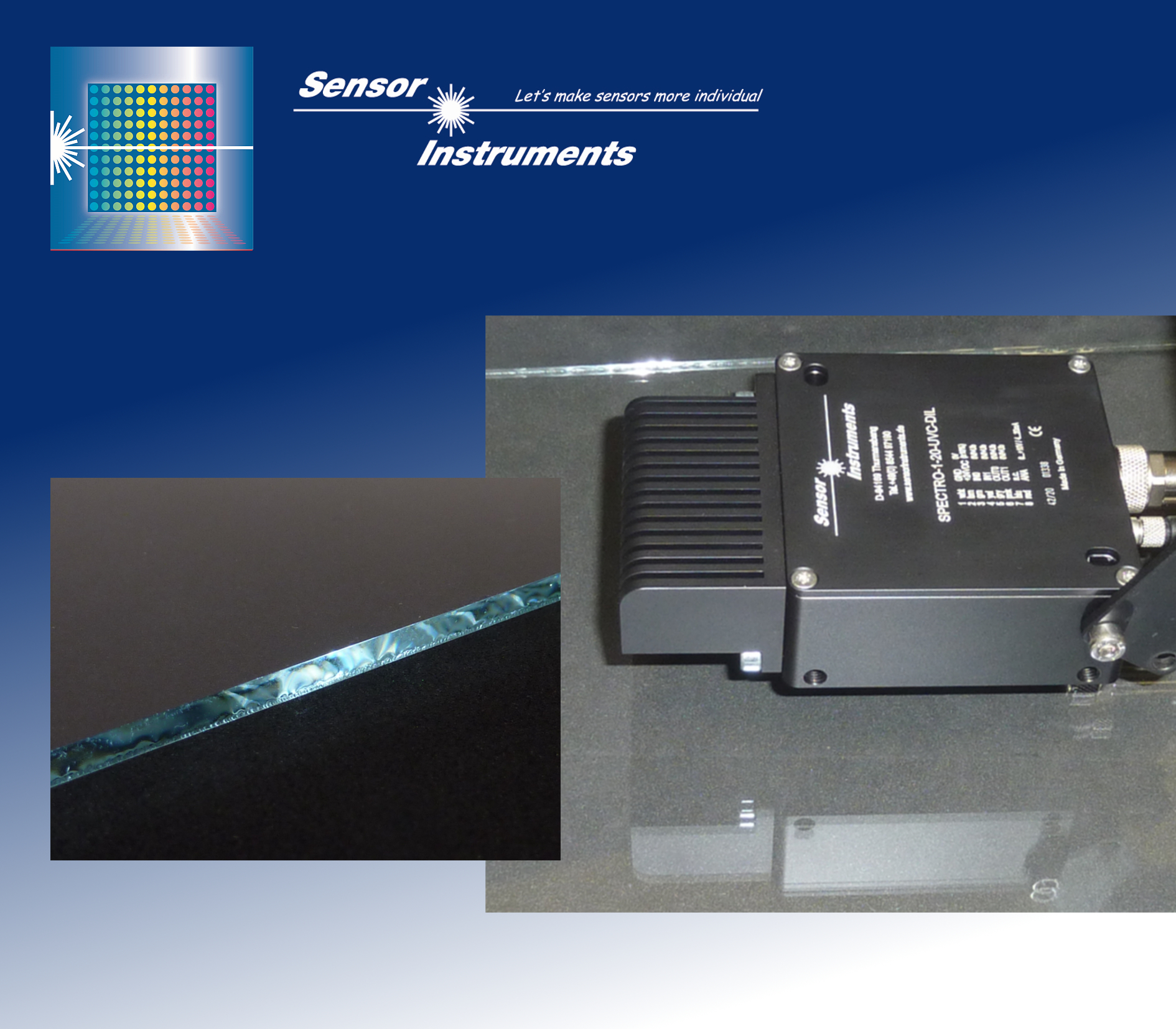 SPECTRO-1-20-UVC-DIL SPECTRO-1 Serie |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #4
|
Aby przy nanoszeniu oleju zachować obowiązujące przepisy ochrony środowiska i wykorzystywać ekonomiczne aspekty wykonywanych operacji, zaleca się ustalenie ilości oleju przeznaczonego do realizacji produkcji. W przyszłości będzie można określić ilość oleju także INLINE w trakcie przebiegu wytwarzania. Poniżej przedstawionych zostało kilka proce-sów pomiaru, które bliżej określają istotę problemu. Moni-torowanie procesu czyszczenia może następować za pomocą tego samego układu sensorycznego. Wyzwaniem jest w tym przypadku uchwycenie metodą INLINE, w sposób niebudzący wątpliwości, także niewielkiej ilości resztek oleju. W elemen-tach przewodzących prąd elektryczny takich, jak na przykład szyny miedziane lub przewody wysokiego napięcia, wymaga-na jest stosunkowo niewielka rezystancja, ale w związku z tym problem stanowiłaby warstwa pozostałości oleju, która wpływałaby niekorzystnie na efektywność mocy. ► Informacja prasowa (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #3
|
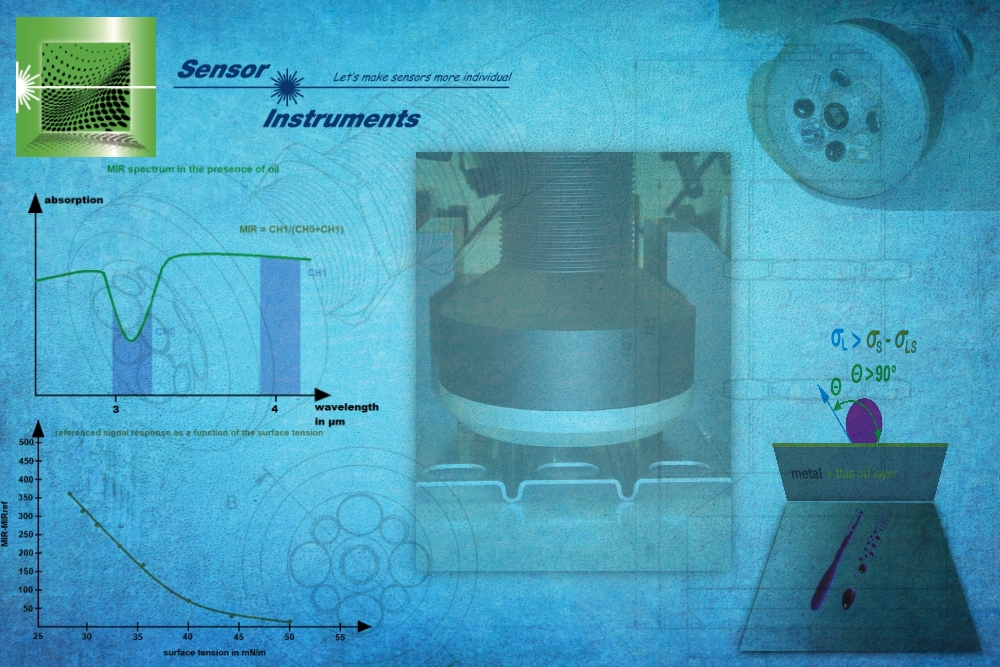
Za pomocą naszej serii SPECTRO-M spróbowaliśmy rozwiązać ten problem! W tym celu wprowa-dziliśmy na dokładnie odtłuszczoną blachę stalową 5 kropli oleju (5x20 µl) i rozprowadziliśmy je na powierzchni o średnicy 70 mm. Grubość warstwy oleju wynosiła na początku przebiegu pomiaru ok. 25 µm. Następnie czujnik SPECTRO-M-10-MIR/(MIR1+MIR2) został umieszczony w środku plamy olejowej i nastąpiło rozpoczęcie pomiaru: Za pomocą czujnika MIR przeprowadzono obser-wację dwóch okien pomiarowych; obydwa znajdowały się w środkowej strefie podczerwieni (krótki obszar MIR). Stwierdzono, że jedno z tych dwóch okien zakresu długości fal reagowało na brak oleju (tutaj oznaczone jako CH0), podczas gdy drugie (CH1) pozostawało nieaktywne. Przez prze-sunięcie relacji obydwóch okien pomiarowych przy obecności oleju można było ustalić jego ilość w obszarze detekcji. ► Informacja prasowa (Word/pdf) |
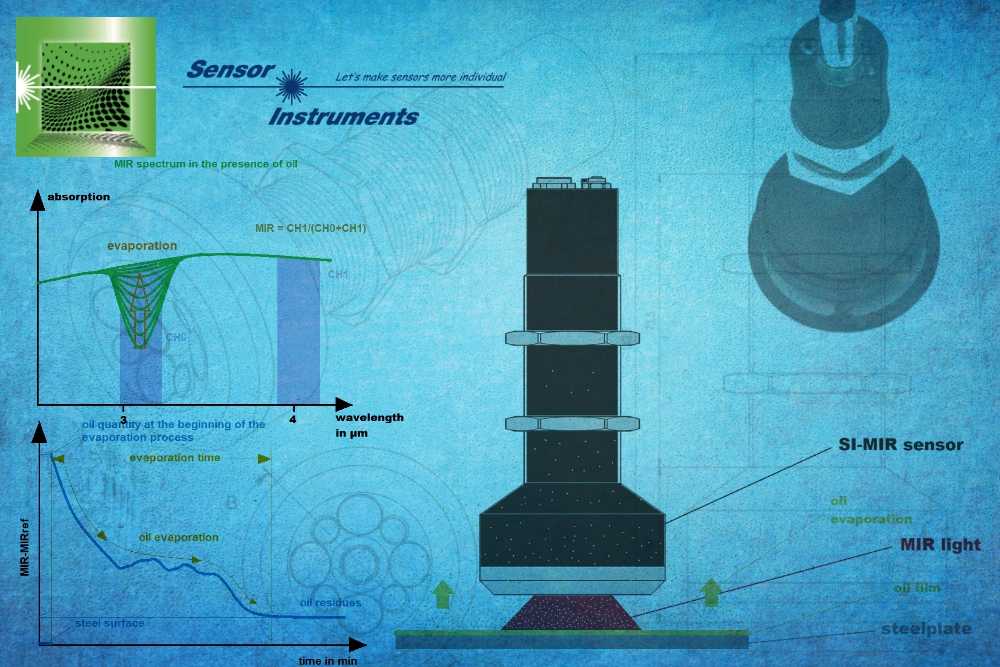 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #2
|
Jak pomimo tego można to ustalić w sposób niezawodny i bez nadmiernego zaangażowania gru-bości warstwy olejowej? Należałoby tu wymienić metodę fluorescencyjną, w której wykorzystywane jest promieniowanie UVA służące do wzbudzenia fluorescencji. Emisja wtórna zachodzi w tym przy-padku w zakresie widzialnych długości fal. Intensywność fluorescencji wyznacza wymiar grubości danej warstwy oleju. Należy jednak zaznaczyć, że moc sygnału (fluorescencja) zależy nie tylko od grubości warstwy, lecz także od rodzaju użytego oleju oraz od powierzchni metalu działającej jako kwasi-reflektor, co posiada określony wpływ na natężenie sygnału. Z kolei istnieją oleje, w których nie zachodzi lub prawie nie występuje efekt fluorescencji i w związku z tym pomiar grubości warstwy tą metodą nie może być stosowany. Jeżeli natomiast analizuje się środkowy zakres podczerwieni (MIR), można stwierdzić, że w przy-padku olejów badanych dotychczas występuje zauważalna absorpcja w określonym zakresie dłu-gości fal, podczas gdy inne zakresy fal nie wykazują obecności oleju. Jeżeli myślowo nastąpi teraz wycięcie tego sensytywnego okna długości fal ze spektrum MIR i porówna tą absorpcję ze znorma-lizowanym wzorcem (obserwowanym w drugim, neutralnym oknie długości fal), w pierwszym przybli-żeniu stwierdzi się proporcjonalną zależność między grubością warstwy oleju a znormowanym sygnałem. Czujnik SPECTRO-M-10-MIR/(MIR1+MIR2) zarządza teraz w precyzyjny sposób wspomnianym oknem długości fal. ► Informacja prasowa (Word/pdf) |
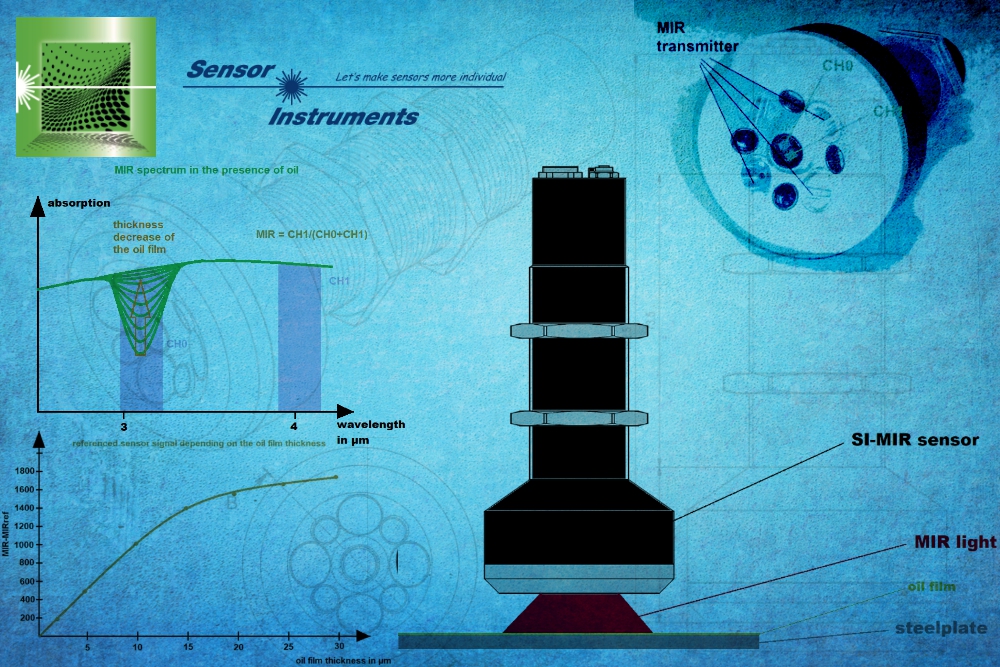 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #1
|
Co wskazuje w tym momencie napięcie powierzchniowe w odniesieniu do stanu danej powierzchni metalowej? Odtłuszczone powierzchnie wykazują napięcie powierzchniowe przekraczające 50mN/m (ustalone metodą tuszu testowego). Jeżeli powierzchnia z metalu zostanie powleczona filmem ole-jowym (na przykład przez naoliwienie elementów tłocznika przed procesem tłoczenia), wartość na-pięcia powierzchniowego może spaść poniżej 30mN/m (w zależności od grubości warstwy). Za po-mocą metody tuszu testowego można ustalić, czy na metalowej powierzchni znajduje się film olejo-wy albo, czy został z niej usunięty olej lub smar. W tym procesie można ustalać grubości warstw oleju nawet poniżej 1µm. Badania wykonane z zastosowaniem różnych olejów pokazały, że prawie wszystkie oleje wykazują w środkowym zakresie podczerwieni (MIR) absorpcję selektywną. Jeżeli wykorzystuje się tą cechę, można za pomocą porównania dwóch zakresów długości fal MIR (jedna ze stref stanowi obszar neutralny, tzn. taki zakres długości fal, w którym nie występuje dostrzegalna absorpcja powodowana przez olej) po odpowiednim wzorcowaniu układu pomiarowego SPECTRO-M-10-MIR/(MIR1+MIR2) można najpierw ograniczyć się do grubości warstwy oleju i w kroku następnym wyświetlić także war-tość napięcia powierzchniowego. ► Informacja prasowa (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
26.10.2020
|
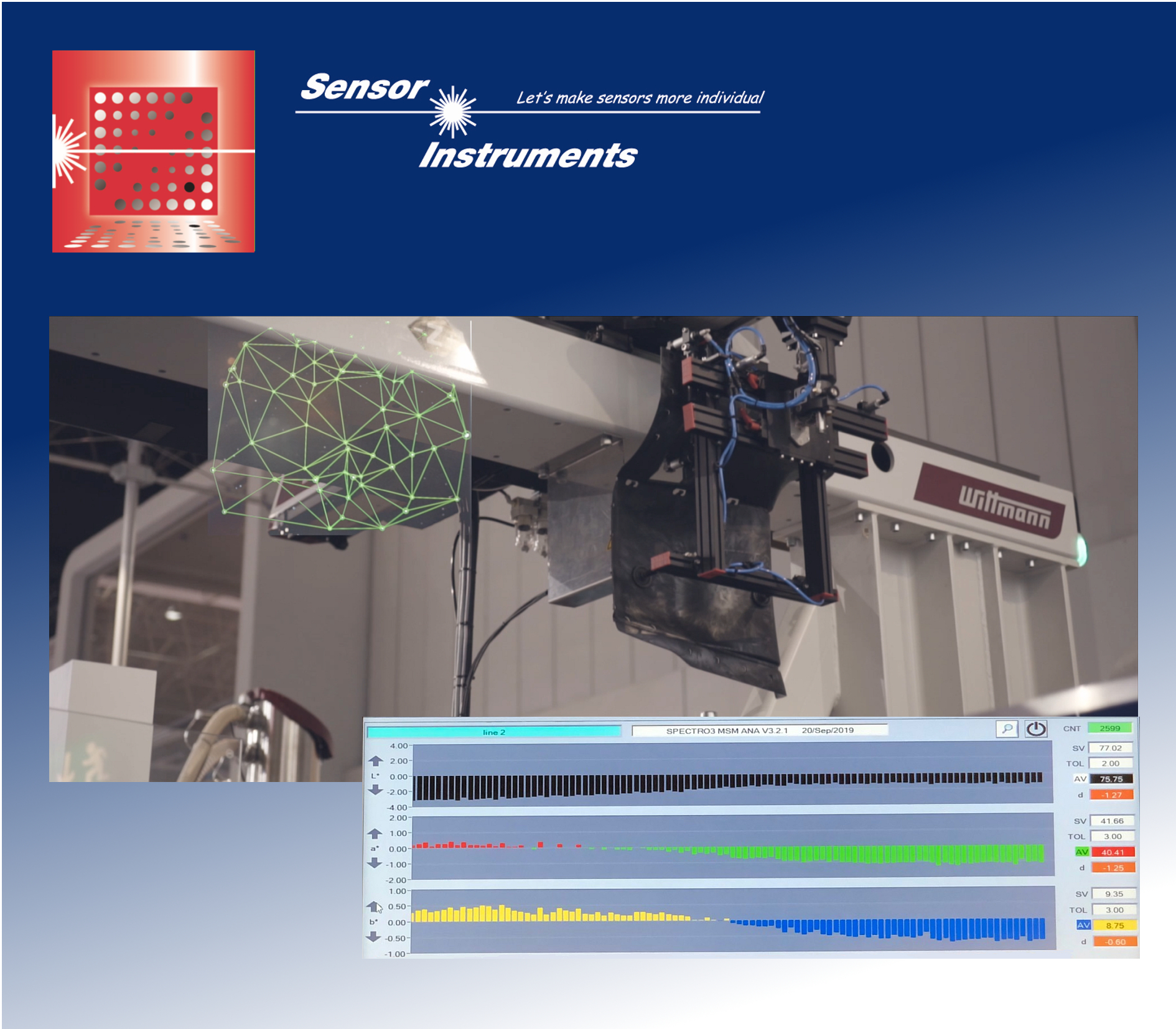
Ciężkie narodziny! Po latach pozostawania w cieniu tak zwanych materiałów pierwotnych recyklaty z tworzyw sztucznych zaczynają tworzyć swoją historię znaczone sukcesami. Składa się na to wiele powodów. Jeżeli początkowo recykling tworzywa sztucznego z powodu wymaganej skomplikowanej technicznie obróbki wstępnej był traktowany jako nieopłacalny, z biegiem czasu dzięki ulepszonej technologii oraz poprawie jakości równocześnie nastąpiło zmniejszenie kosztów procesu. Pomimo, że recyklaty oczekiwały na dokonanie swoistego przełomu, w ostatnich latach Unia Europejska nie stworzyła podstaw prawnych dotyczących postępowania z tworzywami sztucznymi. Ustanowiono na przykład jedynie dyrektywę UE dotyczącą zastosowania minimalnej ilości recyklatów do produkcji butelek z tworzyw sztucznych. Pomimo poprawy właściwości recyklaty z tworzyw sztucznych nie dorównują jeszcze jednak jakością materiałom pierwotnym, na przykład odchyłki koloru w stosunku do oczekiwanego stanu znajdują się stale jeszcze w rozważaniach na porządku dziennym. Środkiem zaradczym służącym do uzyskania zadanej wartości koloru wytwarzanego produktu jest tylko docelowe dozowanie materiału pierwotnego. Aby określić dokładną dozowaną ilość, konieczny jest pomiar koloru recyklatu. Pomiar koloru następuje INLINE, ponieważ wysoka temperatura otoczenia jest winna że, system pomiaru koloru jest zaprojektowany jako światłowodowy (KL-D-0°/45°-85-1200-A3.0-VIS) i pracuje w technologii 0°/45°. W przypadku wielkości plamki światła białego o średnicy 25 mm zostaje uśredniona duża ilość pelletów tak, że na podłączonym na frontend światłowodu module analizującym SPECTRO-3-FIO-MSM-ANA-DL może nastąpić precyzyjne ustalenie wartości koloru (L*a*b* lub xyY). Następuje przy tym przekazywanie wartości koloru do sterowania zespołu dozującego i odpowiednie dodawanie materiału pierwotnego w zależności od przesunięcia koloru wartości zadanej. ► Informacja prasowa (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS SPECTRO-3-MSM-ANA Serie |
31.07.2020
|
W przypadku folii stretch ważna staje się, także po zakończeniu procesu produkcyjnego, możliwość (także po operacji ciągnienia) ustalenia grubości. W systemie SPECTRO-MIR-10 zastosowany został przyrząd, za pomocą którego możliwe jest szybkie, precyzyjne i niewrażliwe na obce światło wykonywanie pomiarów metodą inline i offline. Za pomocą Windows®-Software SPECTRO MIR Scope V1.0 można kalibrować system pomiarowy dla dowolnego rodzaju folii. Oprócz oprogramowania do wprowadzania parametrów do dyspozycji znajduje się Monitoringsoftware SPECTRO MIR Monitoring V1.0, za pomocą którego można zapisać dane pomiarowe jak i wyświetlić je graficznie lub numerycznie, m.in. występujące trendy. ► Informacja prasowa (Word/pdf) |
 SPECTRO-MIR-10 SPECTRO-MIR Serie |
30.06.2020
|
Kochani producenci wykładzin winylowych, nie martwcie się, my z pewnością znajdziemy wszystkie luki!
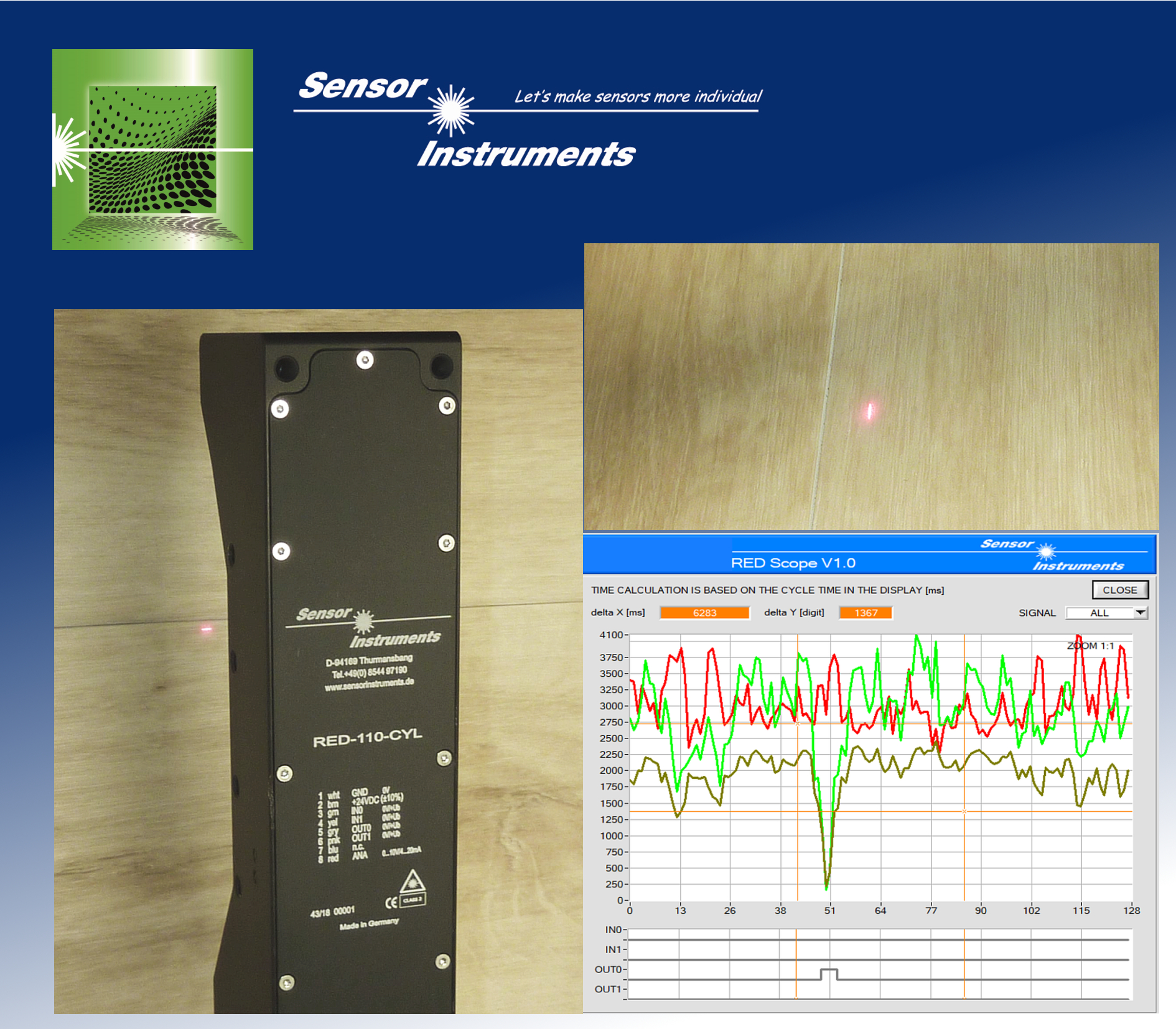
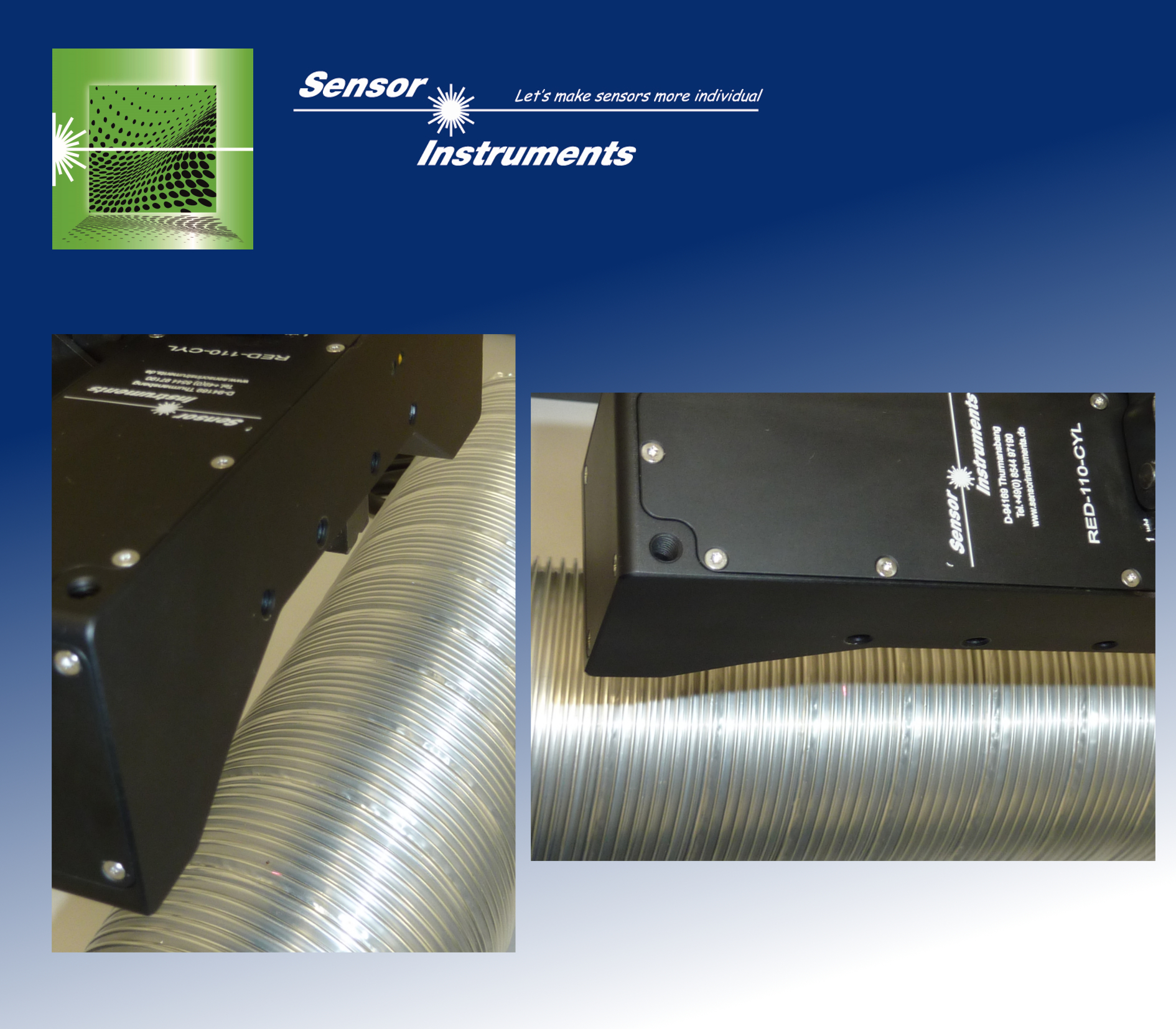
Za pomocą czujników serii RED do rejestracji luki, która jak gdyby odpowiada odstępowi między dwiema klepkami parkietu, nadaje się szczególnie RED-50-L oraz RED-110-L. Mogą one rozpoznawać szczeliny o głębokości i szerokości od 0.05 mm. Oprogramowanie laserowego detektora krawędzi umożliwia dostosowanie do różnych powierzchni: od jasnej do ciemnej i od matowej do błyszczącej. Z maksymalną częstotliwością skanowania wynoszącą 85 kHz ten czujnik jest najlepszy także do szybkiej obsługi obiektu. ► Informacja prasowa (Word/pdf) |
 RED-110-L RED Serie |
22.06.2020
|
Po zakończeniu procesu lakierowania płyt metalowych należy oprócz koloru zmierzyć także stopień połysku. Dzięki temu można natychmiast reagować na ewentualne odstępstwa stopnia połysku od zadanej wartości, a sam pomiar następuje in-line i bezpośrednio zaraz po zakończeniu procesu lakierowania.
Z powodzeniem zastosowany może być tutaj czujnik serii GLOSS (GLOSS-15-60°) za pomocą, którego można mierzyć stopień połysku z odległości 15 mm do obiektu. ► Informacja prasowa (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
09.06.2020
|
Można dokonywać pomiaru koloru na płytach metalowych bezpośrednio po zakończeniu procesu lakierowania. Należy przy ty zwrócić uwagę, że istnieją zarówno powierzchnie o wysokim połysku jak również matowe, a wartość koloru musi zostać ustalona niezależnie od stopnia połysku. Poza tym pomiar musi nastąpić in-line, aby po pierwsze zapewnić 100% kontrolę i po drugie, aby natychmiast usunąć zaistniałe ewentualnie wady.
Jako czujnika pomiaru barwy zalecane jest stosowanie urządzenia z serii SPECTRO-3, które pracuje według metody 45°/0° (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
26.05.2020
|
Oprócz foli z tworzyw sztucznych w sektorze meblowym jak również w dziedzinie wykładzin podłogowych coraz większe zastosowanie znajdują folie na bazie papieru. Przeważnie chodzi tu o papiery dekoracyjne m. in. do kuchni, do mebli i podłóg laminowanych. Zarówno dla folii dekoracyjnych z tworzyw sztucznych, ale także bazujących na papierze obowiązuje zapewnienie w trakcie produkcji w równej mierze stałej i wysokiej jakości oraz wręcz brylantowego wyglądu.
Z pewnością ważny udział może mieć tutaj czujnik połysku in-line GLOSS-15-60°, który w sposób ciągły może mierzyć stopień połysku folii dekoracyjnych. ► Informacja prasowa (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
14.05.2020
|
Jednym z ostatnich kroków przy produkcji wentylatorów promieniowych i osiowych jest m. in. kontrola prawidłowości przebiegu częstotliwości w zależności od napięcia DC przyłożonego do urządzenia. Najprostszym sposobem pomiaru częstotliwości jest zastosowanie jednokierunkowej laserowej zapory świetlnej (przykładowo D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, wyposażonej w typową częstotliwość włączania wynoszącą 300 kHz). Często podczas testowania istnieje możliwość dostępu tylko z jednej strony do łopatek wirnika w danej wersji wentylatora, stąd alternatywnie należy wykorzystywać warianty ze światłem odbitym.
W tym przypadku szczególnie dobrze przysłużyć się mogą czujniki krawędzi serii RED (RED-50-L lub RED-110-L). ► Informacja prasowa (Word/pdf) |
 RED-50-L, RED-110-L RED Serie |
07.05.2020
|
Aby zwiększyć wydajność sortowania tworzyw sztucznych oraz stopień wykorzystania ich do recyklingu, uruchamiane są w chwili obecnej różne inicjatywy oraz wdrożenia techniczne. Niektóre procesy bazują na możliwościach niosących przez procesy bliskiej podczerwieni (NIR), które pozwalają rozróżniać materiały bazowe tworzyw sztucznych, inne ustalają wprowadzony kod, aby można było sortować i śledzić opakowania z tworzywami.
Sensor Instruments i GABRIEL-CHEMIE rozwinęły nowoczesną technologię wprowadzenia sygnatury rozpoznawanej maszynowo, która jest wprowadzana do materiałów i produktów z tworzyw sztucznych. ► Informacja prasowa (Word/pdf) |
 Oznakowanie i jednoznaczną identyfikację produktów z tworzyw sztucznychL Taggant Technology TAGTEC |
07.04.2020
|
W produkcji aluminiowych rur typu flex mniej chodzi o pomiar ich długości, a bardziej o ilość istniejących fałd, ponieważ rzeczywista długość, uwarunkowana tzw. „efektem instrumentu muzycznego jakim jest harmonia ręczna” materiału, może zostać zmierzona niewystarczająco dokładnie. Do liczenia fałd można zastosować czujnik krawędzi serii RED (np. RED-50-L lub RED-110-L). Aluminiowa rura flex przemieszcza się w trakcie liczenia wzdłuż czujnika laserowego. Czujnik wysyła cyfrowy sygnał wyjściowy do każdej krawędzi.
► Informacja prasowa (Word/pdf) |
 RED-50-L, RED-110-L RED Serie |
23.03.2020
|
Częstotliwość turbin sprężarki stosowanych w turbosprężarkach, powinna być mierzona. Liczba obrotów może dochodzić nawet do 300.000 na minutę. Zwykle turbiny sprężarki posiadają 10 łopatek z aluminium poddanego wcześniej frezowaniu. Jeżeli próbuje się optycznie ustalić częstotliwość łopatek, należy uwzględnić, że każda z nich powoduje wywołanie zmiany sygnału - w każdej minucie należy liczyć się z 3.000.000 procesami przełączeń, co stanowi częstotliwość ok. 50 kHz (w odniesieniu do łopatek). Nawet czujnik krawędzi typu RED-50-P lub RED-110-P z maksymalną częstotliwością skanowania 100 kHz może się „zadławić”.
► Informacja prasowa (Word/pdf) |
.jpg) RED-50-P, RED-110-P RED Serie |
09.03.2020
|
Podczas produkcji papieru ściernego należy przestrzegać, żeby ziarnistość, tzn. wielkość ziarna ścierniwa (np. tlenku aluminium lub węglika krzemu) znajdowała się w określonych granicach tolerancji. Testy laboratoryjne wykazały, że stopień połysku powierzchni papieru ściernego koreluje ściśle z ziarnistością: im mniejsza jest wielkość ziarna, tym większy stopień połysku.
► Informacja prasowa (Word/pdf) |
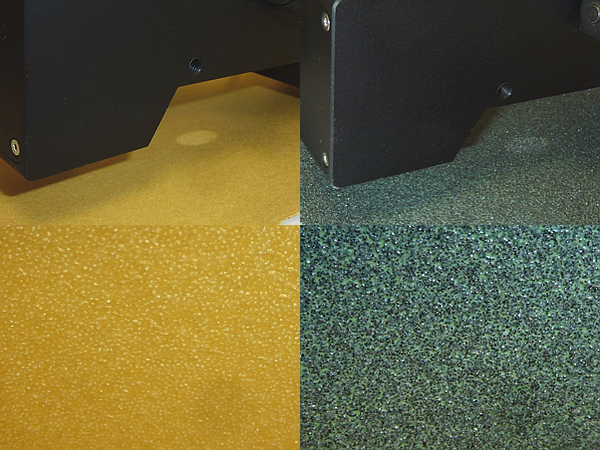 GLOSS-5-85°, GLOSS-15-60° GLOSS Serie |
04.03.2020
|
Żyłki z tworzywa sztucznego o różnej grubości, barwie, kształcie oraz powierzchniach o odpowiednich właściwościach znajdują różnorodne zastosowanie w wielu dziedzinach życia. Przykład: jeżeli wytwarzane będą rakiety do gry w tenisa z monofilamentów poliestrowych, profil trójkątny strun nada rakiecie większą rota-cję; w monofilamentach do wytwarzania worków z tworzyw sztucznych o dużych rozmiarach, tzw. big bags, zastosowanie znajdzie przede wszystkim materiał w formie płaskiej taśmy.
W procesie produkcji papieru w strefie mokrej stosowane są sita taśmowe do transportu wykonane z monofilamentów o przekroju okrągłym, a do włosia z tworzywa sztucznego szczoteczki do zębów zostaje wprowadzony materiał ścierny. Ostatnio monofilamenty z two-rzywa sztucznego znalazły zastosowanie w tzw. drukarkach 3D. Także tutaj zastosowanie znajdują żyłki o przekroju okrągłym o różnych średnicach. Dla każdego użytkownika oprócz kształtu duże znaczenie posiada stałość zachowania koloru, ponieważ wszelkie zmiany bar-wy tworzywa sztucznego interpretowane są jako istotne wady jakości. Zwłaszcza w przypad-ku produktów tkanych, jak na przykład sit z tworzywa sztucznego, big bags lub rakiet teniso-wych mogą być zauważane przez osobę obserwującą nawet najmniejsze odcienie koloru (zazwyczaj od różnicy barwy wynoszącej dE=1). Z tego względu jest wskazana lub wymaga-na permanentna kontrola (in-line) koloru monofilamentów na etapie produkcji w zakładzie producenta. Wielkości obiektów, kształt oraz połysk monofilamentów z tworzywa sztucznego utrudniają do tej pory stosowanie przyrządów in-line do pomiaru barwy, zwłaszcza podczas kontroli przesunięcia koloru > dE = 0.7 powinno zostać to rozpoznane w sposób pewny. ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
27.02.2020
|
Przy wytwarzaniu kabli i także przewodów wysokiego napięcia pojedyncze izolowane żyły lub druty aluminiowe muszą zostać wzajemnie skręcone. Ten proces jest wykonywany w praktyce przez maszyny zwane skręcarkami. Pojedyncze żyły lub druty są owijane wokół żyły lub drutu rdzeniowego. Do sprawdzania występowania rys żyła lub drut rdzeniowy może być kontrolowany stosunkowo łatwo przez jednokierunkową laserową zaporę świetlną metodą światła przechodzącego.
Kontrola żył lub drutów zewnętrznych może natomiast odbywać się za pomocą odpowiednio dostosowanego czujnika krawędzi serii RED (RED-110-P-F60). ► Informacja prasowa (Word/pdf) |
 RED-110-P-F60 RED Serie |
04.02.2020
|
W technice idzie nieco inaczej niż w prawdziwym życiu: stale z góry lub pod górę. Raczej po „down“ nadchodzi ponownie „up“, tak jak w przypadku krawędzi: Z reguły po wznoszącej się krawędzi następuje opadająca i odwrotnie.
W serii czujników krawędzi, RED-60-CLS-L oraz RED-60-CLS-P umożliwia detekcję krawędzi zarówno wznoszących się jak i opadających. ► Informacja prasowa (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P RED Serie |
07.11.2019
|
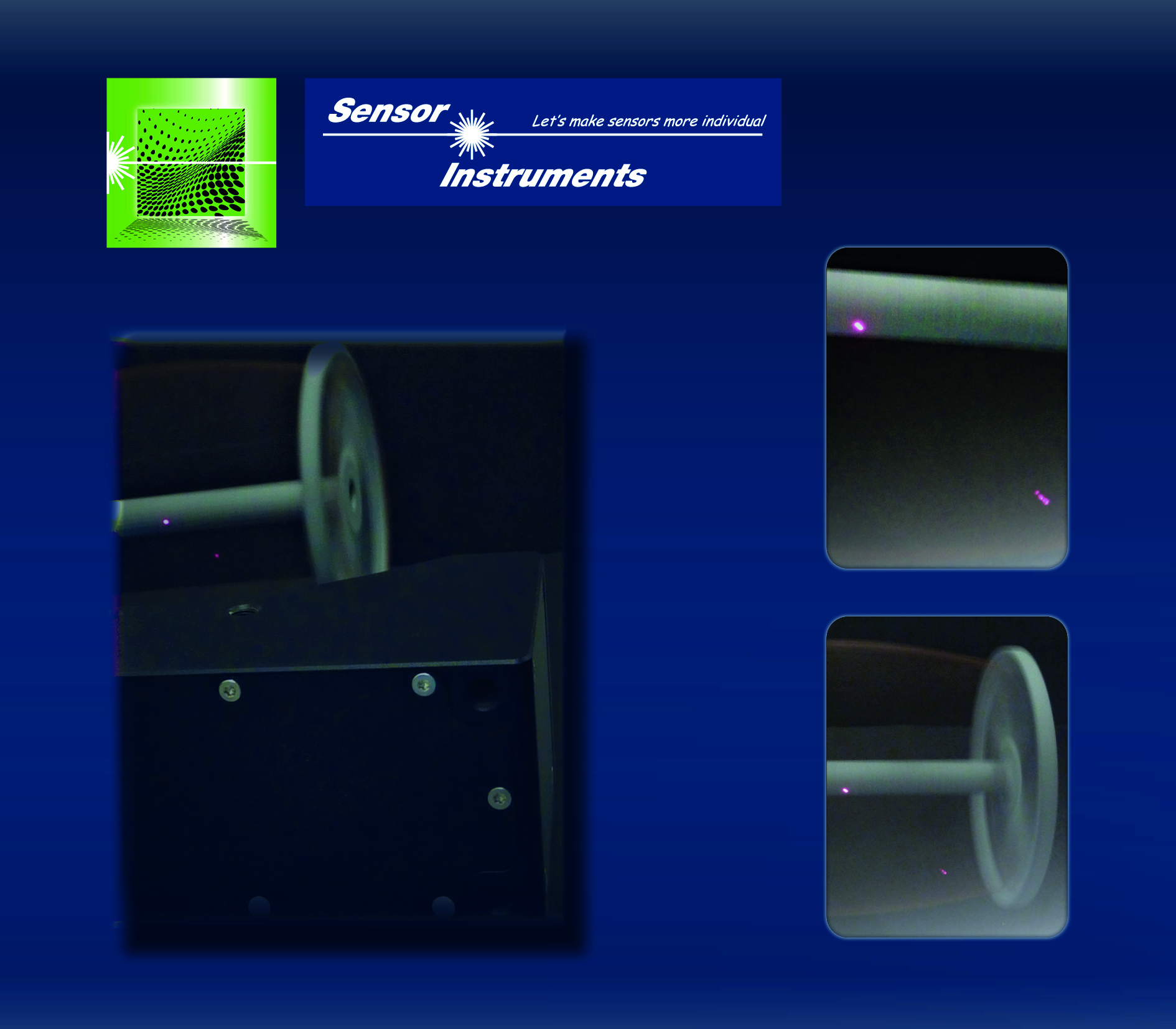
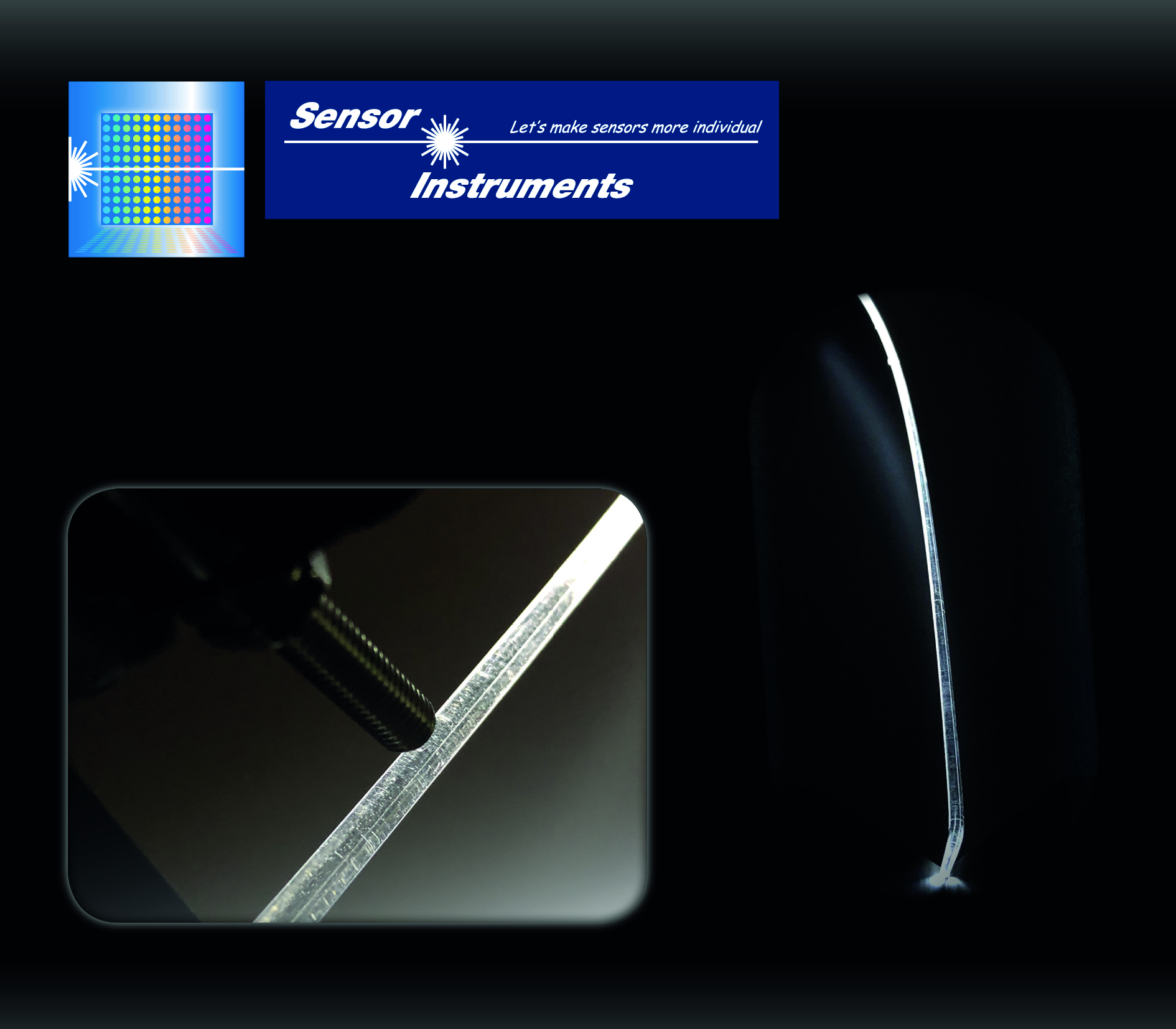
Pręty światłowodowe
Coraz częściej pojazdy wyposażane są we wnętrzu, w tak zwanej strefie nastroju, w pręty światłowodowe. Znajdują się one przeważnie w tapicerce drzwi, desce rozdzielczej, konsoli środkowej i także w suficie pojazdu. Z prętów światłowodowych światło dociera przez półprzezroczyste taśmy płaskie do wnętrza samochodu. Jednorodność w pręcie światłowodowym wpływałaby na powstanie rozproszenia wytworzonego światła i obserwator mógłby we wnętrzu pojazdu w trakcie jazdy w ciemności dostrzec to jako punkt jasny, ale i także jako punkt ciemny wzdłuż taśmy świetlnej i mieć odczucie, że to przeszkadza. ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-FIO-ANA-LEDCON-HA SPECTRO-3-ANA Serie |
14.10.2019
|
Detektory inline oferują nowy rodzaj znakowania komponentów
W ramach szeroko zakrojonej cyfryzacji produkcji przemysłowej i zachodzących procesów (słowo kluczowe: 4. rewolucja przemysłowa) oferuje nowy rodzaj znakowania o niespotykanych do tej pory możliwościach. Z pomocą indywidualnego znakowania (przypadkowego rozdziału cząstek o właściwościach fluorescencyjnych na powierzchni zewnętrznej obiektu lub w jego matrycy) może zostać wygenerowany klucz wirtualny, za pomocą którego można wprowadzać istotne dane o produkcie np. na serwerze (lub w chmurze). Dzięki przypadkowemu rozmieszczeniu cząstek o właściwościach fluorescencyjnych ten „kod gwiazdowy“ przedstawia pewien rodzaj „cyfrowego odcisku palca“. Już niewiele cząstek w polu obserwacji wystarcza, przy minimalnym zapotrzebowaniu na zapisanie kodu, do zapewnienia prawidłowego rozpoznania. ► Informacja prasowa (Word/pdf) |
 LUMI-STAR-MOBILE i LUMI-STAR-INLINE LUMI Serie |
29.04.2019
|
Ręczne przyrządy do ustalania stopnia połysku są z powodzeniem stosowane w przemyśle od wielu już lat. Z reguły w standardzie pomiar następuje przy trzech wartościach kątów: 20°, 60° i 85° w stosunku do osi pionowej. Wyjątkiem od tego jest przemysł papierniczy, gdzie kąt widzenia wynosi 45° i 75°. Do ustalenia stopnia połysku wykorzystywane jest odbicie na badanej powierzchni obiektu.
|
 Czujniki połysku GLOSS Serie |
22.03.2019
|
95% szkła płaskiego wytwarzanego przemysłowo szkła płaskiego jest produkowane w procesie float. W tej metodzie płynne szkło jest doprowadzane w sposób ciągły do kąpieli z płynnej cyny. Stopione szkło pływa z uwagi na mniejszy ciężar właściwy po bezbarwnej powierzchni cyny i tworzy w podłużnej kąpieli tzw. film o równomiernej grubości i doskonałej gładkości. Strona szkła stykająca się z kąpielą cynową zostaję nieznacznie zanieczyszczona tym metalem, co ma znaczenie na dalsze procesy obróbki szkła float, np. na nakładanie powłok na powierzchnię. Przy dalszej obróbce szkła float staje się ważne, rozróżnianie powierzchni zanieczyszczonej kąpielą cynową od tak zwanej strony ogniowej (nakładanie politury na gorąco, podczas produkcji szkła float powoduje nagrzanie strony niestykającej się z roztopioną cyną).
|
 Czujnik kontrastu SPECTRO-1-FIO-UVC/UVC |
20.02.2019
|
Aby przy wytwarzaniu filtrów oleju lub powietrza dla przemysłu motoryzacyjnego uzyskać wymagany przepływ, materiał filtra zostaje składany, dzięki czemu w niewielkiej przestrzeni znajduje się duża powierzchnia filtracyjna. W zależności od typu filtra występuje różna głębokość oraz ilość zagięć.
|
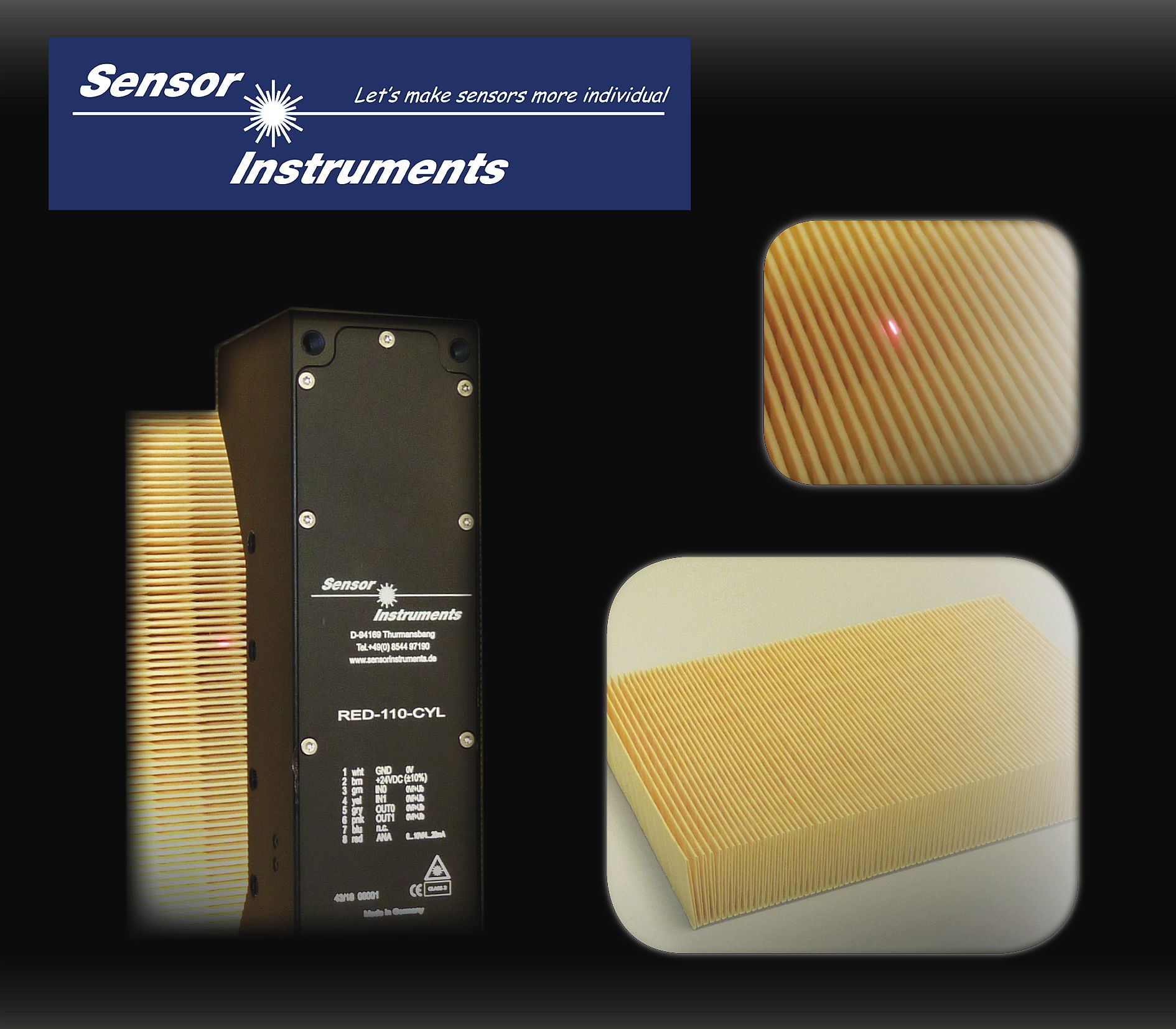 |
| Detektor krawędzi RED-110-L |
07.02.2019
|
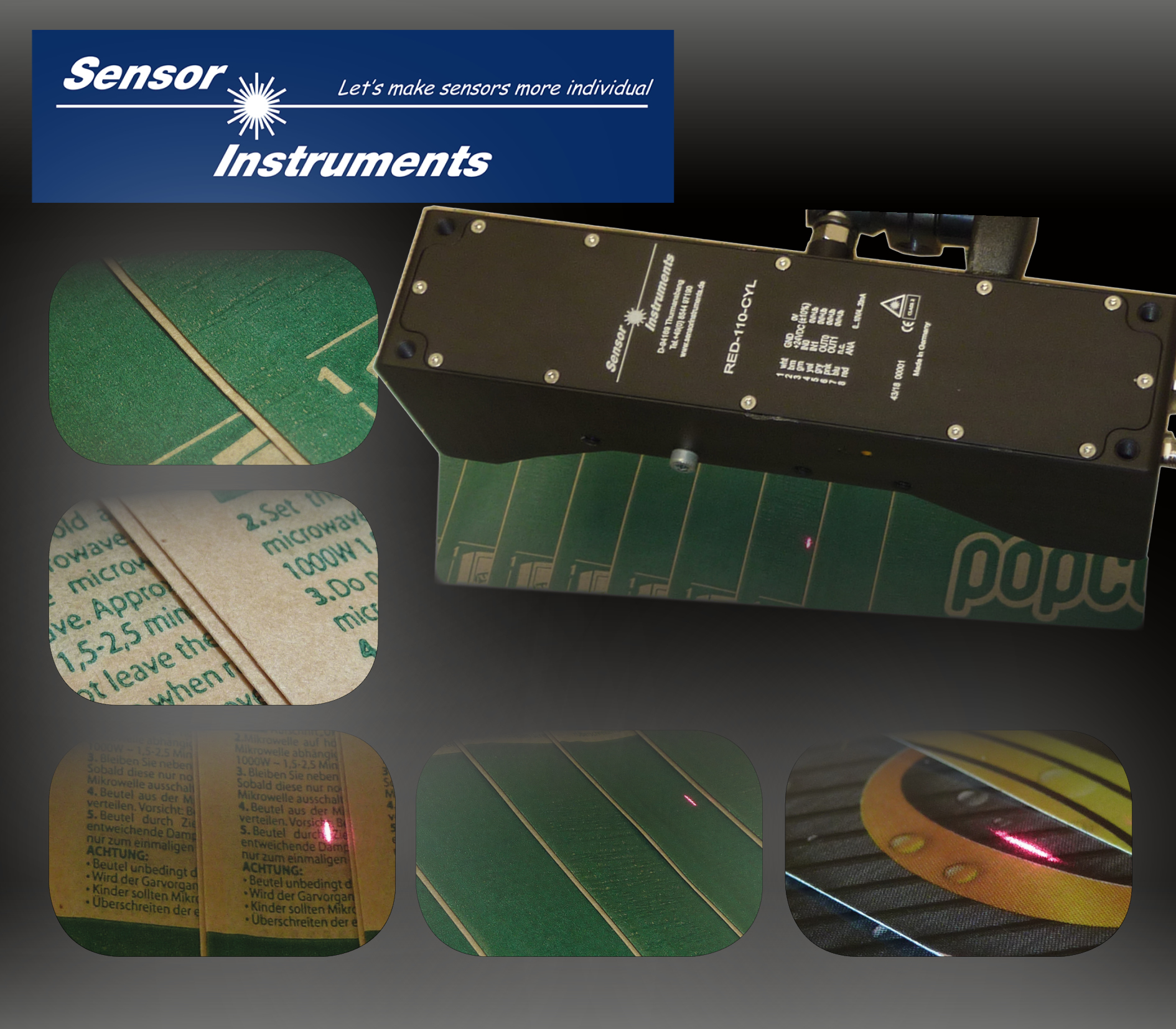
W przypadku detekcji spoin z reguły na początku rozważa się zastosowanie czujników kontrastu lub koloru, ponieważ sam spaw na ogół różni się znacznie od pozostałej powierzchni produktu. W praktyce okazuje się jednak, że te metody wymagają częstego i zajmującego dodatkowy czas nastawiania i parametryzowania.
|
 |
| Detektor krawędzi RED-110-L |
04.02.2019
|
Do tej pory wystarczało, gdy producenci czujników oferowali urządzenia z wyjściami cyfrowymi oraz jednym analogowym wyjściem napięciowym od 0 V do +10 V i analogowym wyjściem prądowym od 4 mA do 20 mA i w ten sposób w przewidywalnym czasie następowała komunikacja między układem sensorycznym oraz zaprogramowanymi systemami sterowania (SPS) a w rzeczywistości szeregowego interfejsu z odpowiednio wysokimi częstotliwościami danych. Przyszłość należy jednak do tzw. Industrial Ethernet.
|
 |
| Konwertery RS232-nach-PROFINET® oraz RS232-nach-EtherCAT® |
21.01.2019
|
Szczególnie przy rejestracji i liczeniu przezroczystych obiektów ułożonych w stosy, takich jak kubki do napojów czy pokrywki z tworzyw sztucznych dotychczasowe detektory stają na brzegu granic. Zwłaszcza przy pakowaniu ważnym jest, a by w opakowaniu umieścić dokładnie zadaną ilość obiektów. Pomoc przynosi RED Serie (w tej aplikacji wykorzystano RED-110-L).
|
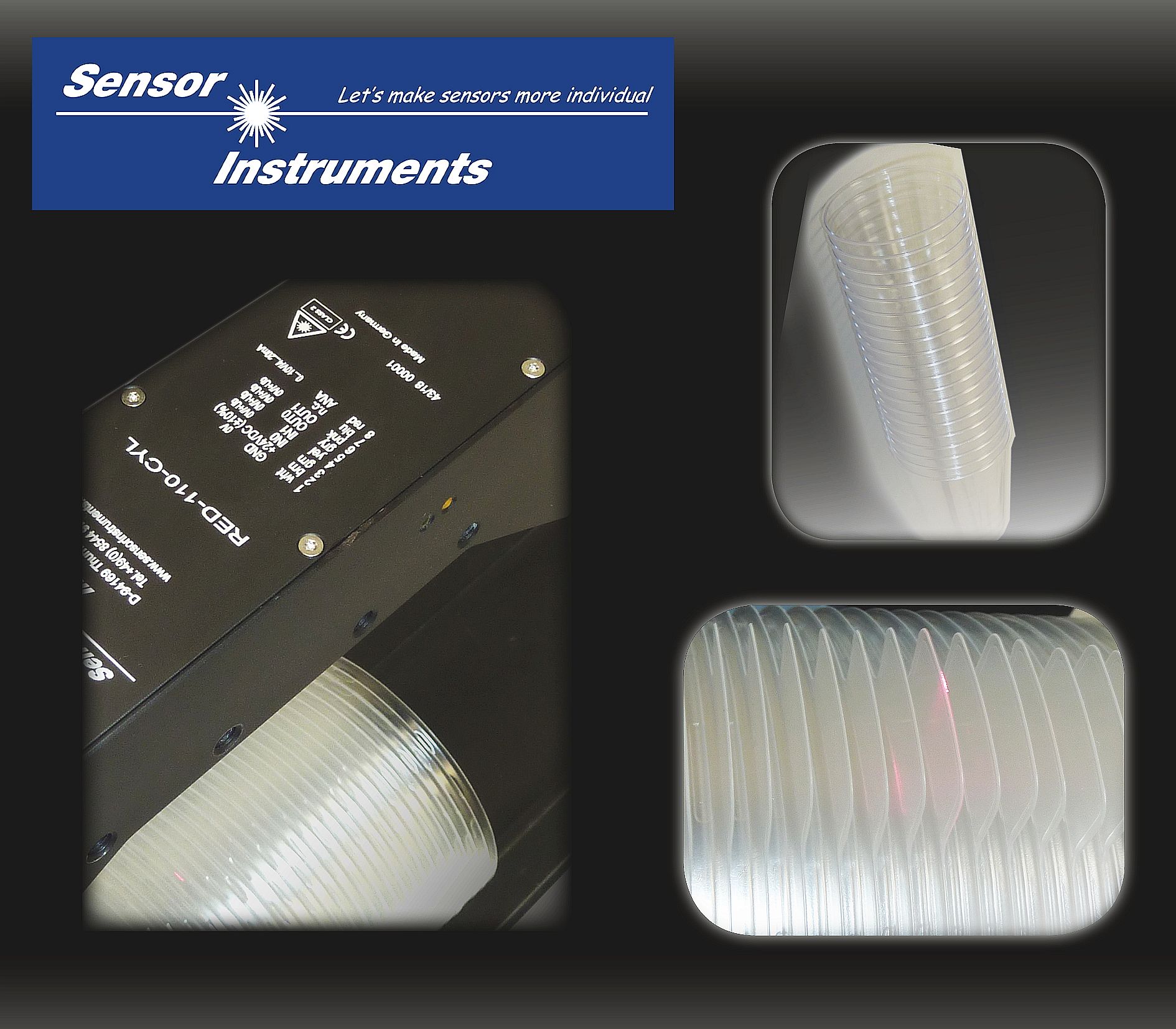 |
| Detektor krawędzi RED-110-L |
|
Na razie wszystko wydaje się oczywiste, znowu zadanie pomiarowe, któremu za pomocą czujnika GLOSS Serie możemy z wirtuozerią sprostać. Po tym wszystkim, co przedstawił nam Klient, który powiedział wiele o pomiarze stopnia połysku, na wstępie powstało właściwie jedno pytanie a mianowicie, pod jakim kątem ma następować pomiar: 20°, 60° lub około 85° do linii pionowej?
|
 |
| Czujnik połysk GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Przy pakowaniu kartonaży, czasopism i także pojedynczych arkuszy należy zapewnić zawsze właściwą ilość egzemplarzy w pakiecie. Materiał jest często transportowany częściowo zachodząc na siebie (forma łuskowata), zanim następnie w przypadku czasopism, gazet lub ulotek reklamowych zostanie zapakowany za pomocą nakładarki krzyżakowej. W zależności od grubości egzemplarzy oraz prędkości przemieszczania (do 10 m/s) strumień może przyjmować różną wysokość. ► Informacja prasowa |
 |
| Detektor krawędzi RED-110-L |
19.11.2018
|
|
|
| Czujniki laserowego liniowego światła przechodzącego L-LAS-TB-100-AL-SC |
09.11.2018
|
|
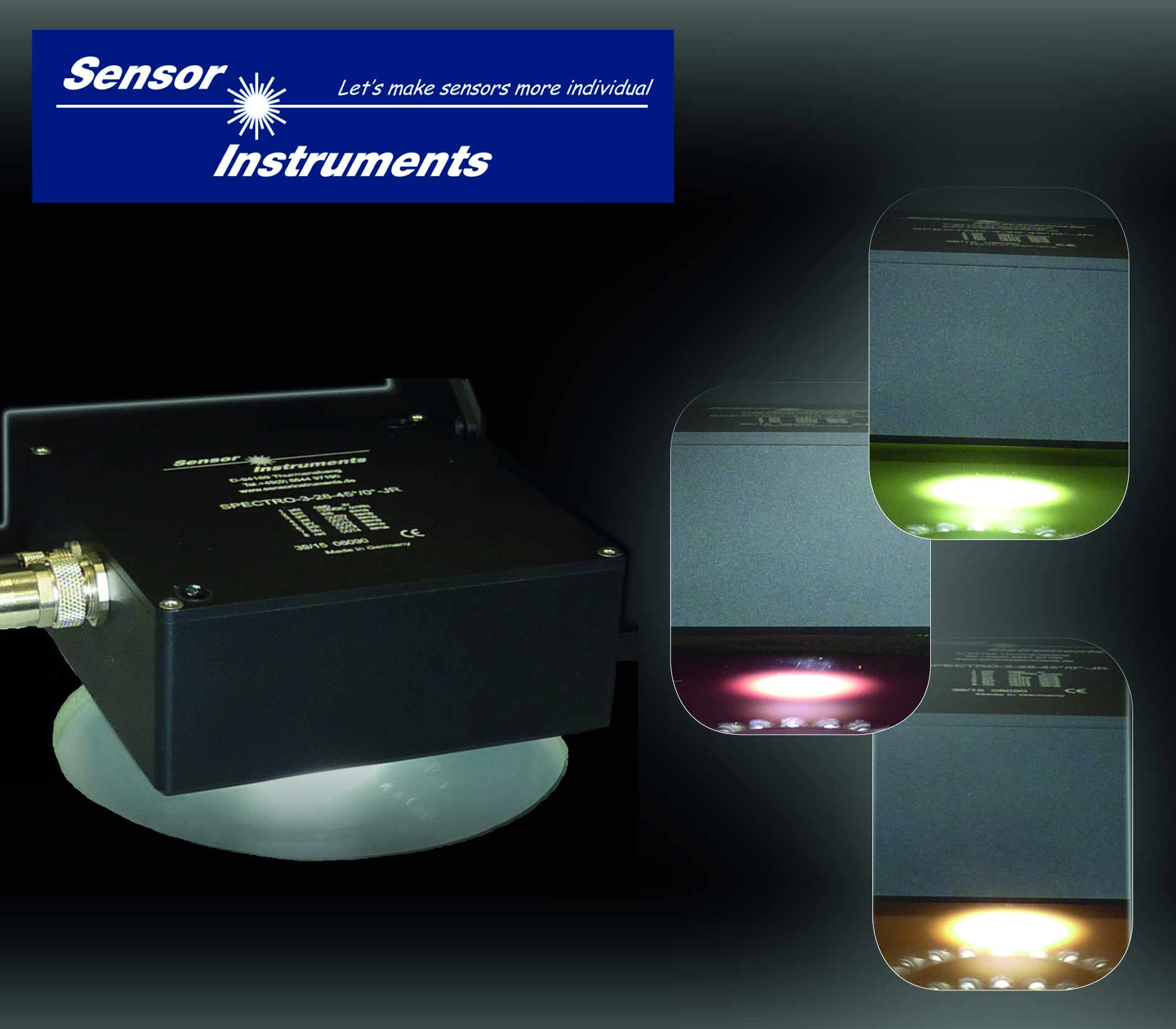 |
| Czujnik pomiaru koloru SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
|
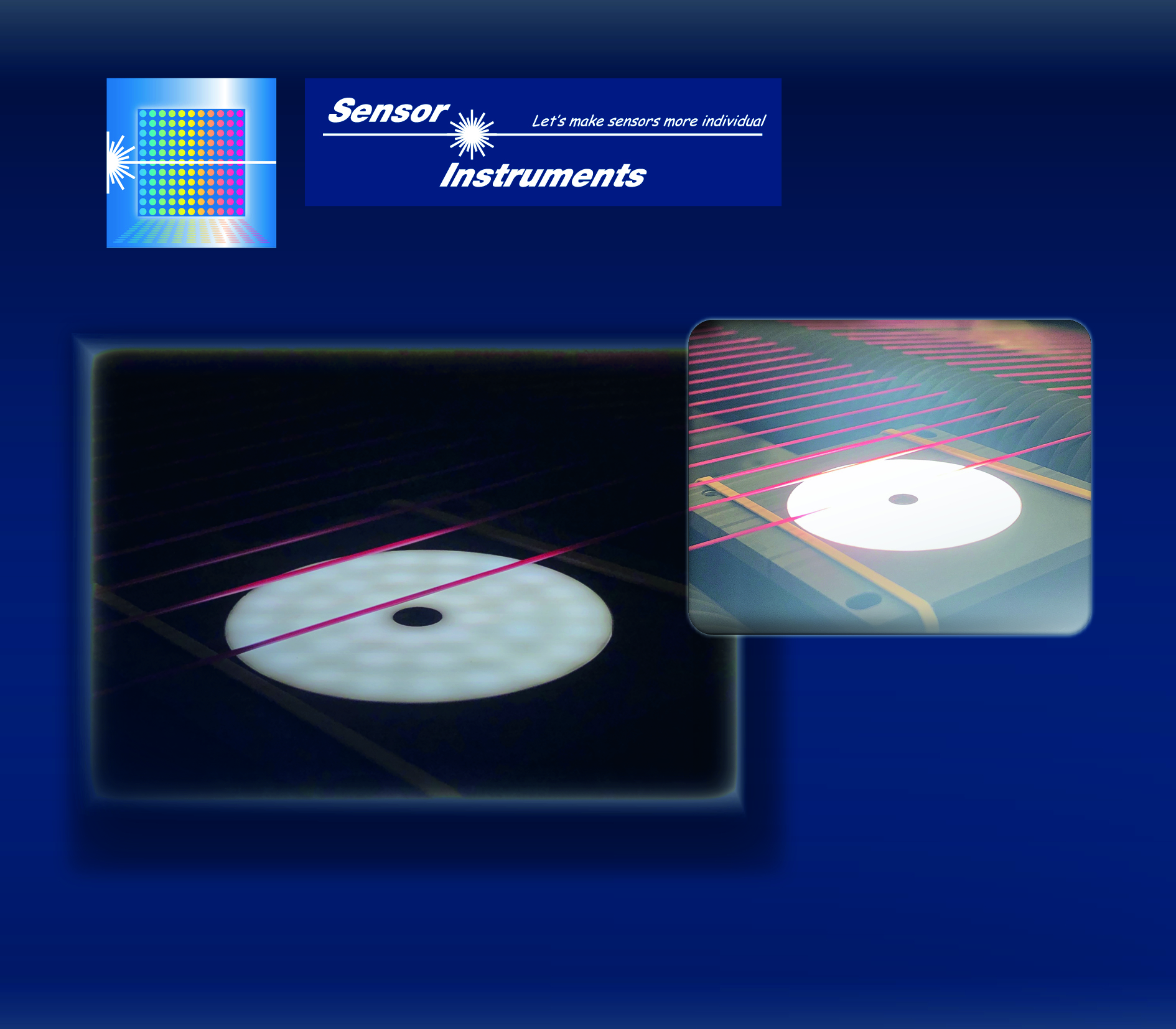
W szczególności liczenie przezroczystych, ułożonych w stos wieczek z tworzywa sztucznego, jakie przykładowo stosowane są w przemyśle opakowań, stanowiło praktycznie do dzisiaj duży problem, ponieważ krawędzie poszcze-gólnych wieczek nie zawsze były prawidłowo ustawione i z kolei w przypadku przedmiotów przezroczystych liczniki pracujące według zasady odbicia światła nie zapewniały dokładnego wyniku.
► Informacja prasowa |
 |
| Czujnikiem laserowego światła przechodzącego A-LAS-N-F16-9.5x0.8-150/80-C-2m z elektroniką kontrolną SPECTRO-1-CONLAS |