








Przetłumacz tę stronę:
Czym jest połysk?

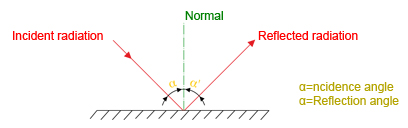
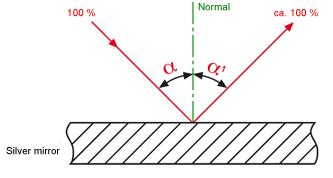
Połyskiem obiektu nazywa się bezpośrednie odbicie światła w obszarze widzialnym. Bezpośrednie odbicie w jego "czystej postaci" można np. zaobserwować na powierzchni lustra, obowiązuje przy tym reguła: kąt padania = kątowi odbicia Kąt definiowany jest przez normalne do powierzchni.
Pomiar połysku: ODBICIE BEZPOŚREDNIE
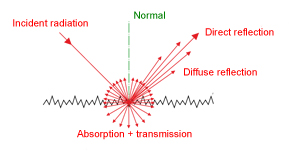
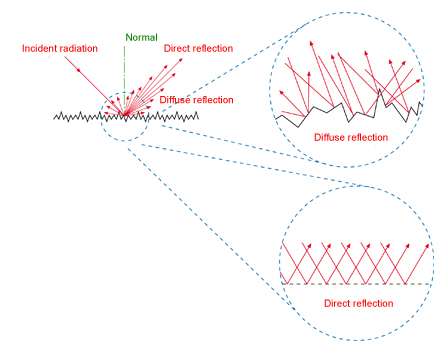
Kontrola połysku: ODBICIE BEZPOŚREDNIE + ODBICIE ROZPROSZONE
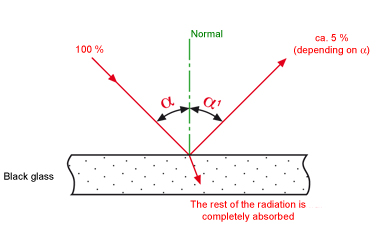
Obydwa produkty powinny mieć płaską powierzchnię. Oprócz tego odbicie następuje przez padające światło tylko z od jednej powierzchni (od warstwy lustra srebrnego odbicie jest prawie całkowite, w przypadku szkła czarnego tylko ok 5% padającego światła). Pozostałe padające promienie są całkowicie zaabsorbowane tak, że powierzchnia tylna nie posiada żadnego udziału w bezpośrednim odbiciu.
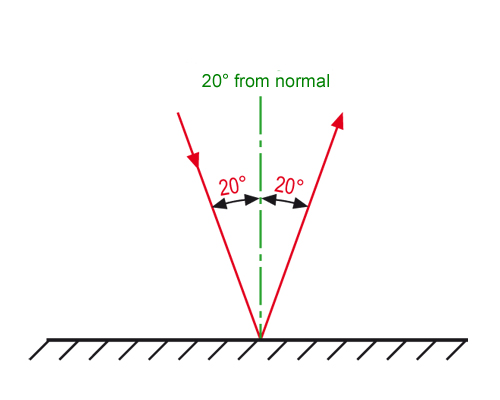
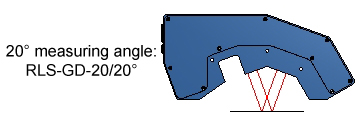
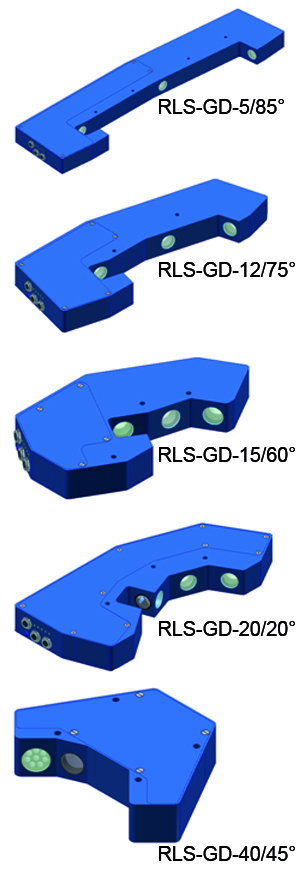
20°:
Do powierzchni o wysokim połysku
Czujnik połysku 20° jest stosowany, jeśli mają być określane stopnie >70GU. Oznacza to, że jeśli poziom połysku zmierzony za pomocą miernika połysku 60° wynosi >70GU, stosuje się czujnik połysku 20°.
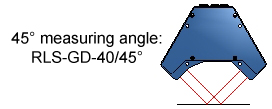
45°:
Standard TAPPI (przemysł papierniczy) do powierzchni z połyskiem
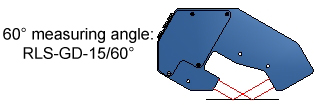
60°:
Do powierzchni o średnim połysku
Czujnik połysku 60° jest stosowany, jeśli mają być określane stopnie od >10GU do <70GU. Ten wariant jest „wszechstronny”. Czujnik połysku 60° jest standardem w większości zastosowań.
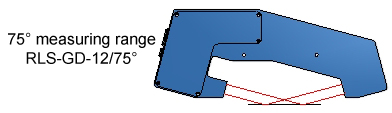
75°:
Standard TAPPI (przemysł papierniczy) do powierzchni matowych
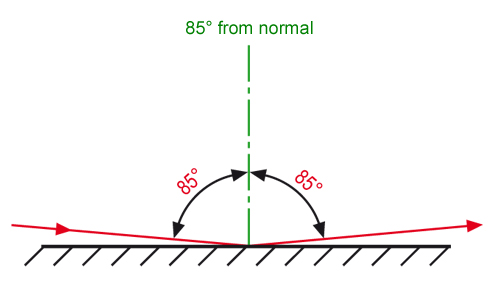
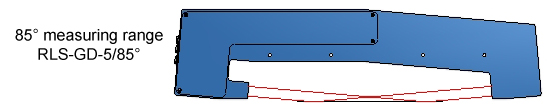
85°:
Do powierzchni matowych
Czujnik połysku 85° jest stosowany, jeśli mają być określane stopnie <10GU. Oznacza to, że jeśli poziom połysku zmierzony za pomocą miernika połysku 60° wynosi <10GU, stosuje się czujnik połysku 85°.
[GU = Gloss Unit / jednostka połysku]
|
20° from normal
Ta geometria pomiaru jest stosowana przede wszystkich w obiektach o wysokim połysku, jak np. aluminium czy folie z tworzywa sztucznego ale także płyty szklane pokryte odpowiednią warstwą.
W zależności od zastosowania czujnik połysku jest wzorcowany albo na szkle czarnym lub na lustrze srebrnym (tutaj występują specjalne wersje czujników). |
 |
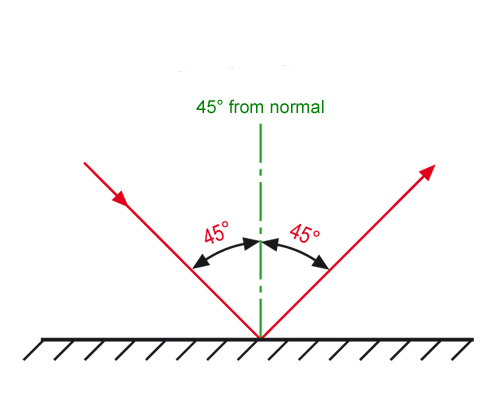 |
45° from normal
Stopień połysku szkła czarnego wynosi 100[1] (w wersjach specjalnych na szkle srebrnym również 100[1]). Ta geometria stosowana jest prawie wyłącznie w przemyśle papierniczym do wykonywania pomiarów na powierzchniach papieru o wysokim połysku (tzw. standard TAPPI).
W tym przypadku wzorcowanie jest wykonywane z użyciem szkła czarnego. Stopień połysku szkła czarnego wynosi 100 [1].
|
|
60° from normal |
 |
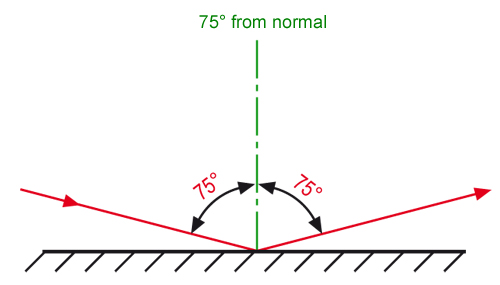 |
75° from normal
Ta geometria pomiarowa jest korzystnie stosowana w przemyśle papierniczym do pomiaru matowych powierzchni papieru (standard TAPPI). Wzorcowanie następuje na szkle czarnym, stopień połysku wynosi 100 [1]. |
| 85° from normal Z zastosowaniem tej geometrii mierzone są przede wszystkim bardzo matowe powierzchnie (np. matowe powierzchnie drewniane). Wzorcowanie następuje także tutaj na szkle czarnym, którego stopień połysku wynosi również 100 [1]. |
 |
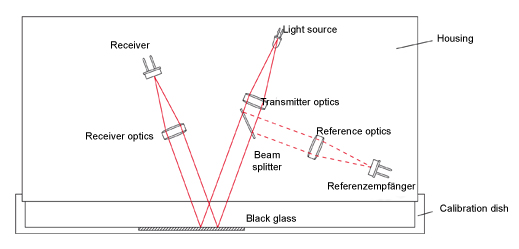
Za źródło światła służy zwykle żarówka, z pomocą układu optycznego nadajnika światło białe zostaje skierowane równolegle (średnica wiązki światła jest z zasady mniejsza od 10 mm), jedna część światła nadajnika jest oddzielona i trafia poprzez system optyczny (optyka referencyjna) do odbiornika referencyjnego, dzięki czemu następuje kompensacja ewentualnych przesunięć.
- Możliwy TYLKO pomiar OFFLINE, konieczne jest pobranie próbki. Możliwy jest pomiar taśmy tylko początku i zakończeniu procesu produkcji.
- Możliwy pomiar (w laboratorium) tylko próbki pobranej losowo, nie można przeprowadzić badania 100% produktu
- Nie jest możliwe badanie bezdotykowe, ponieważ czujnik musi zostać położony na mierzonym obiekcie
- Wrażliwość na światło obce, ponieważ jako źródło światła z reguły zastosowana została żarówka
- Ograniczona żywotność źródła światła (żarówki)
- Brak wyjść na przełączniku lub brak wyjść analogowych
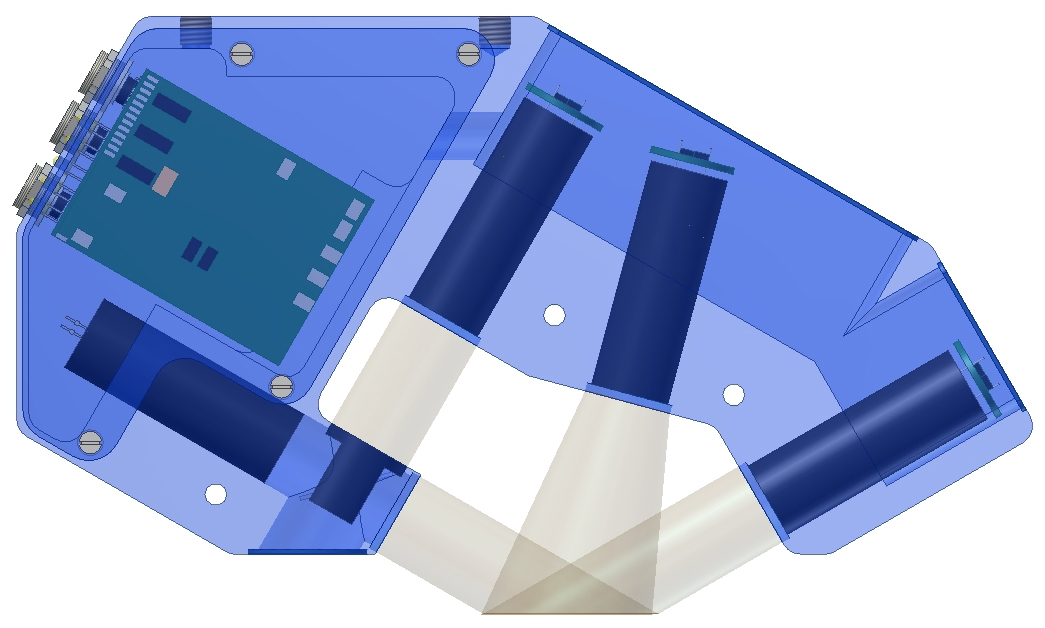
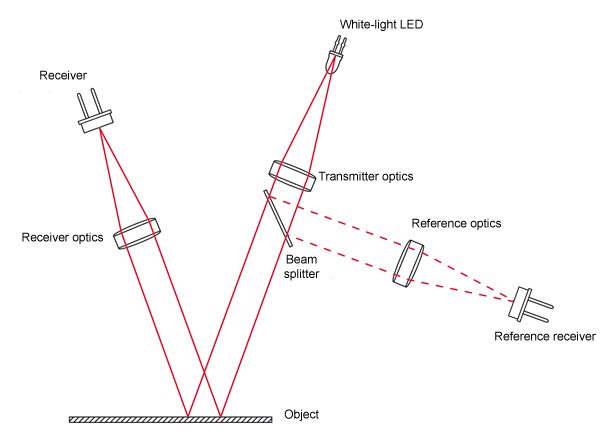
Przyrządy INLINE są w zasadzie zbudowane podobnie jak przyrządy ręczne, jednak w wielu punktach różnią się:
- W miejsce żarówki zastosowano LED z białym światłem, dzięki czemu można modulować światło, a system pomiarowy jest niewrażliwy na obce wpływy.
- W następstwie braku wrażliwości na obce światło system pomiarowy może pracować bezdotykowo w trybie INLINE.
- Odgałęzienie służące do wykonania referencji zostało na zewnątrz, dzięki czemu wpływy otoczenia w równej mierze dotyczą odcinka pomiaru jak i odcinka referencyjnego.
- Osłony układu optycznego wykonane są z płaskiego szkła, dzięki czemu znacznie łatwiejsze jest jego czyszczenie.
- System posiada wyjścia na przełączniku oraz dwa wyjścia analogowe (wyjście napięciowe i prądowe)
- Do dyspozycji znajduje się kilka złączy szeregowych (z pomocą konwerterów): RS232, USB i Ethernet.
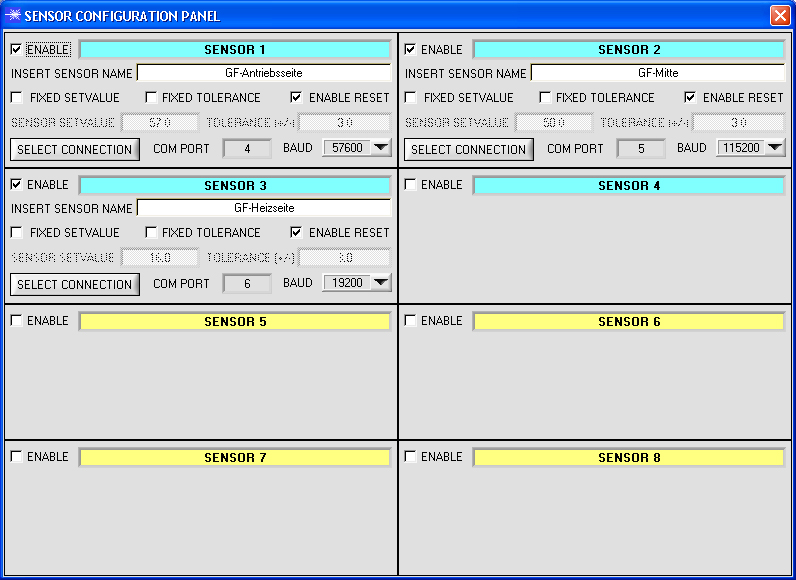
- Kilka linii w zespole multipleksera (do 8 linii pomiarowych) przedstawianych na monitorze (wskazanie trendu, numeryczne i graficzne wyświetlenie stopnia połysku, przedstawienie wartości średniej nastawionej wartości tolerancji oraz zapisanie daty pod określonym numerem zlecenia).
- Ponieważ moc nadajnika białego światła LED może się zmieniać, istnieje możliwość zoptymalizowania mocy światła dla aktualnie mierzonej powierzchni.
- Średnica wiązki światła specjalnego wynosi ok. 20 mm, dzięki czemu może być integrowana poprzez dużo większy wycinek powierzchni obiektu, aniżeli w przypadku przyrządów ręcznych. Przez to system pomiarowy jest niewrażliwy na miejscowe wahania.
Pomiar połysku
Czujniki połysku INLINE produkcji Sensor Instruments GmbH pracują zgodnie z tymi samymi standardami pomiaru jak w przyrządach ręcznych. Wymagane przy stosowaniu INLINE zachowanie stabilności parametrów, pomiar bezdotykowy i brak wrażliwości na światło obce zostało tutaj tak samo potraktowane jak wygenerowanie odpowiednich sygnałów (analogowe i cyfrowe) do przekazania informacji o stopniu połysku. Podczas procesu Inline należy zwrócić uwagę na to, że w jednakowym czasie należy dokonywać pomiaru połysku w kilku pozycjach obiektu, czego wymaga tryb pracy multipleksera łącznie z zespołem monitorującym.
HARDWARE
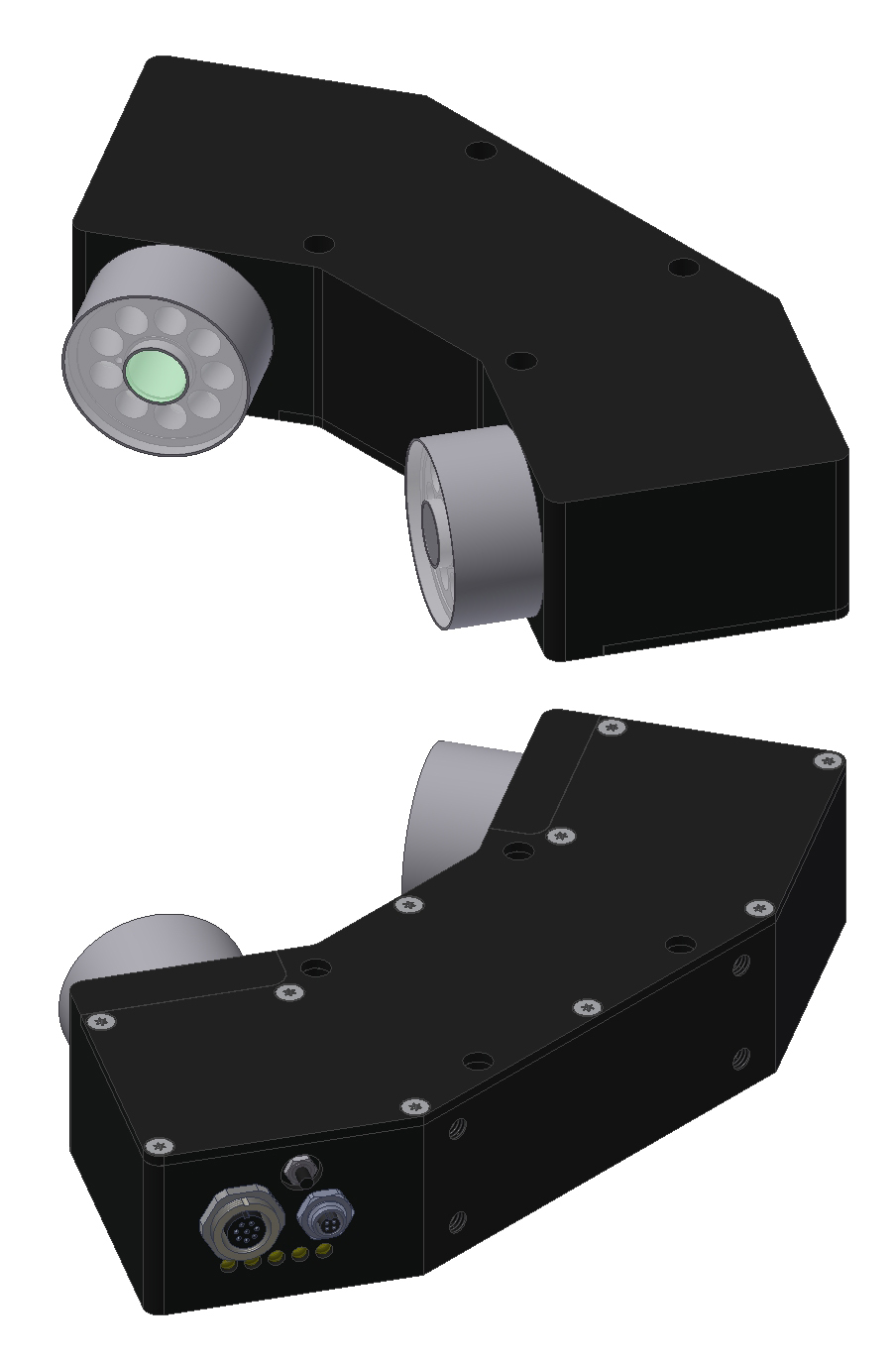
Czujnik połysku składa się w istocie ze źródła światła (w SI: modulowane światło białe LED) w układzie optycznym nadajnika, rozdzielacza wiązki dzięki czemu część promieni wytwarzanych w nadajniku zostaje oddzielona i przekazana do odbiornika referencyjnego, układu optycznego odbiornika oraz właściwego odbiornika.
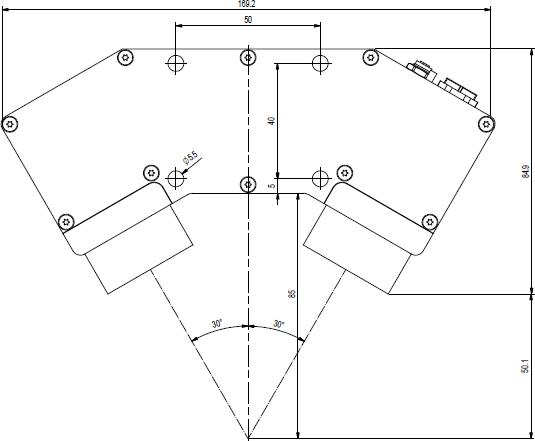
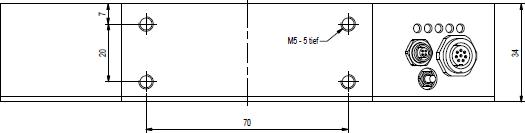
Geometria pomiaru

Software
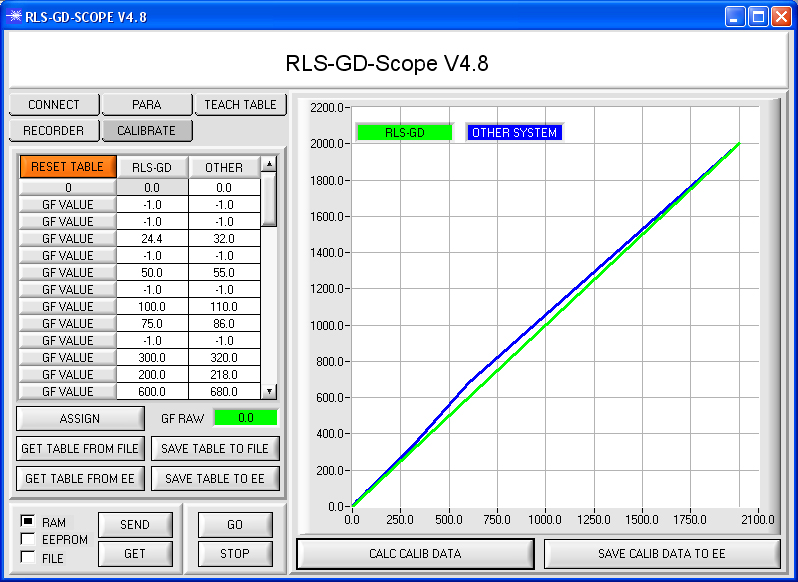
Za pomocą Windows®-Software RLS-GD-Scope V4.8 można w wygodny i łatwy sposób wprowadzać parametry do czujnika. Oprogramowanie służy również do pokazywania ważniejszych parametrów, jak np. wartości nieprzetworzonej odbiornika referencyjnego lub odbiornika odbicia bezpośredniego.
- Moc światła białego LED wyregulowana/niewyregulowana:
POWER MODE: DYNAMIC/STATIC
Nastawienie mocy światła w przypadku trybu STATIC:
0: LED wyłącz
1000: LED maksimum
- Utworzenie wartości średniej ustalonej wartości połysku:
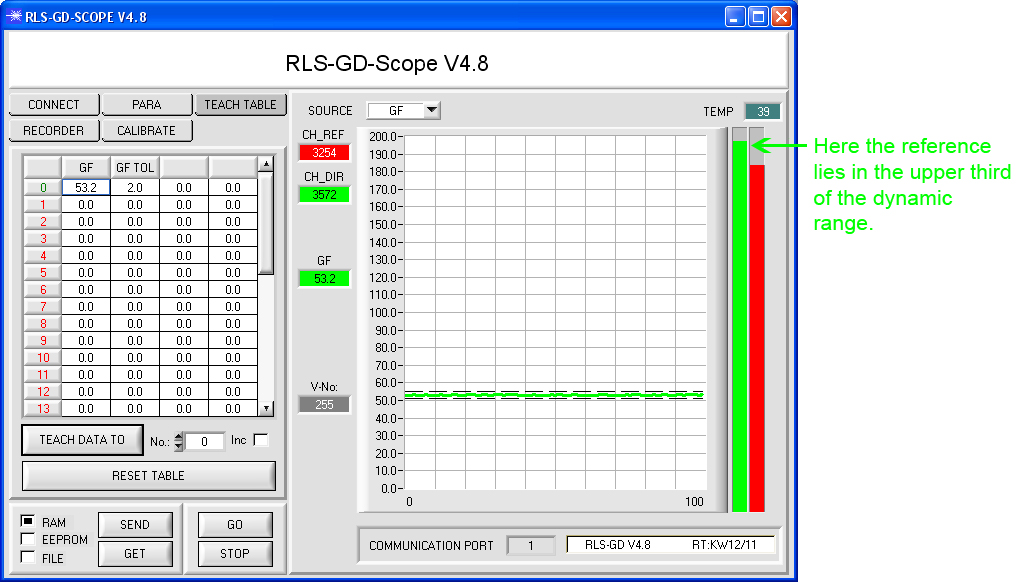
W trybie POWER MODE DYNAMIC sterownik zintegrowany w czujniku połysku próbuje wyregulować moc światła w taki sposób, żeby nieprzetworzona wartość sygnału referencyjnego ani nieprzetworzona wartość odbiornika odbicia bezpośredniego nie znajdowały się w górnej jednej trzeciej części obszaru dynamicznego (patrz: wskazanie na pasku na pulpicie obsługi).

- Wartość średnia może być nastawiona w granicach 1 - 32000.

- Nastawienie liczby stopni połysku, które mogą być generowane na wyjściach cyfrowych MAX-W6:

- 5 stopni połysku może być generowanych bezpośrednio, w przypadku większej ilości generowanie może następować w przypadku kodowania binarnego.
- Tryb analizy NORM lub GLOSS:
W trybie analizy GLOSS następuje stałe porównywanie z sygnałem referencyjnym, który zawsze posiada taką wartość, która została ustalona podczas wzorcowania na szkle czarnym (lub lusterku srebrnym). Stosunek MESSKANAL/REFERENZ podczas wzorcowania stanowi punkt odniesienia. Teraz tryb GLOSS służy do pomiaru połysku, tryb NORM objaśniony został bliżej w rozdziale KONTROLA POŁYSKU.
- Wyjście analogowe:
Wartość analogowa nastawia zwykle stopień połysku od 0 do 100 dar (0 V…+10 V), ten zakres może zostać zmniejszony do współczynnika 10, tak że np. zakres stopni połysku od 5 do 15 może być generowana jako wartość analogowa od 0 V do 10 V (lub 4 mA do 20 mA).
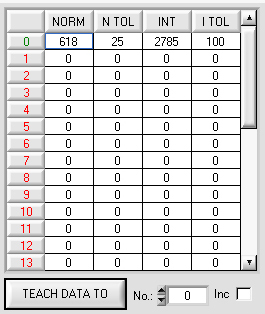
- Tabela stopni połysku
.jpg)
- Wskazanie graficzne i numeryczne: Stopień połysku oraz wartość referencyjna i zmierzona są wyświetlane numerycznie, oprócz tego stopień połysku jest pokazywany w postaci graficznej.
W tabeli Teach można umieścić do 31 różnych stopni połysku.
W tym przypadku ustalane są również tolerancje. Można także wprowadzić jednakowy stopień połysku GN i w tabeli ustawić tolerancję GTO rosnącą od góry do dołu. Czujnik połysku analizuje wówczas tabelę od góry do dołu. Wartość, która pierwsza spełnia warunki (znajduje się w polu tolerancji) zostaje przekazana w formie numeru na wyjścia cyfrowe. W ten sposób przy pomocy tabeli Teach można dokonać podziału stopnia połysku na klasy (np. według rosnącej tolerancji lub w formie kaskadowej).
- Wzorcowanie
Za pomocą przycisku następuje przejście do okna CALIBRATE:
następuje przejście do okna CALIBRATE: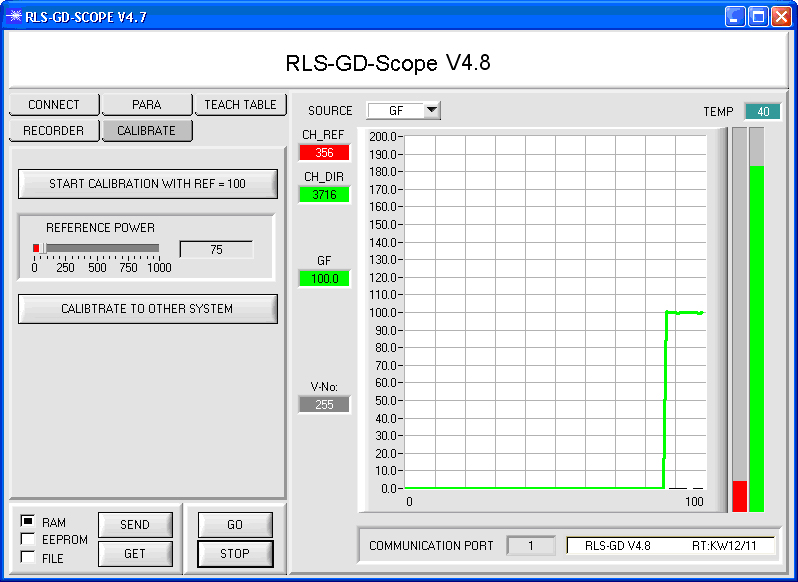
- Można dokonać wyboru między wzorcowaniem na Target (z reguły jest to czarne szkło lub w przypadku RLS-GD-20/20°-UV także lusterko srebrne) albo też adaptację do przyrządu ręcznego. Dzięki temu można kompensować odchylenia między przyrządem INLINE a przyrządem do pomiary ręcznego. Operator posiada wówczas dwa przyrządy do dyspozycji, które pokazują tą samą wartość. Odchylenia powstają przede wszystkim z tego powodu, że wzorzec (czarne szkło) w przyrządzie ręcznym jest zabrudzone lub przyrządy są zużyte ze starości.

- Za pomocą oprogramowania RLS-GD-MONITORING V4.8 do monitoringu w połączeniu z zespołem multipleksera MPLEX-08 lub z monitorem SI-PP320-10,4“ można przedstawiać jednocześnie stopnie połysku otrzymywane nawet z 8 czujników. Mogą być one pokazywane w formie numerycznej i także graficznej jako wskazanie trendu. Dla zapisanej wartości można przyporządkować określony numer zlecenia.

![]()

Do wyboru znajdują się następujące typy czujników połysku:


Do wprowadzania parametrów czujnika połysku oraz monitorowania nieprzetworzonych danych ustalonych wartości, także do kontroli połysku znajduje się oprogramowanie RLS-GD-Scope V… .
Nastawiany parametr, m. in. moc nadawania regulowana/nieregulowana (DYN/STAT), moc nadawania (w trybie STAT), tworzenie wartości średniej (AVERABE), liczba nauczonych wartości, połączenie wyjść (bezpośrednie lub podwójnie kodowane, z wydłużonym impulsem), tryb analizy, tolerancje tabeli Teach, mogą być wprowadzane łatwo i wygodnie w Windows®.
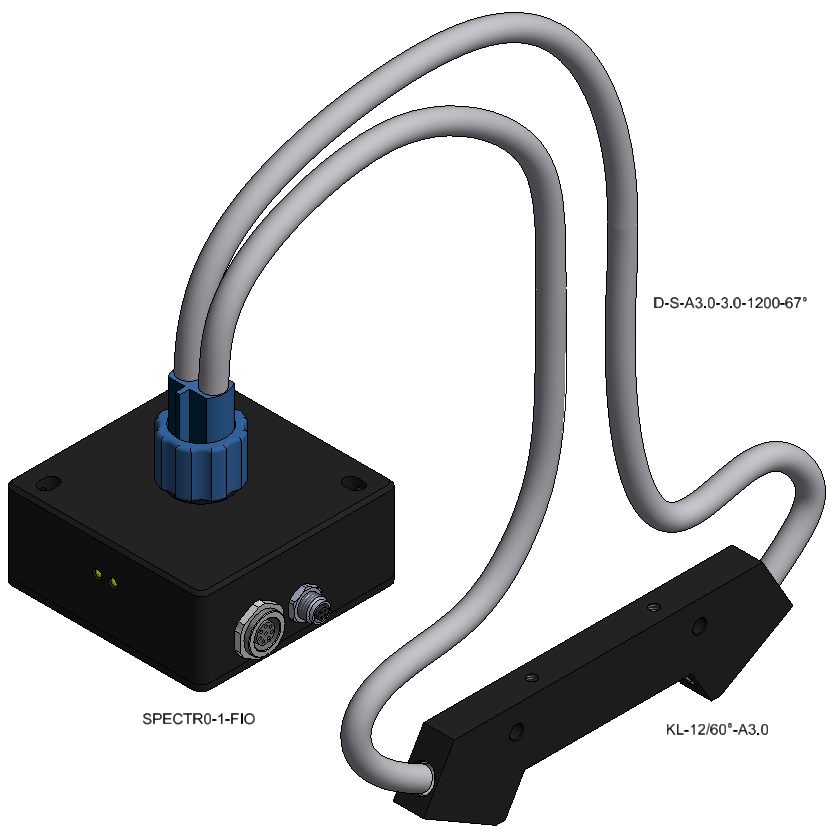
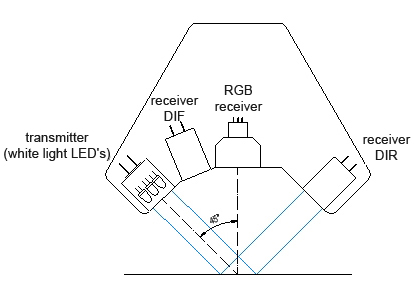
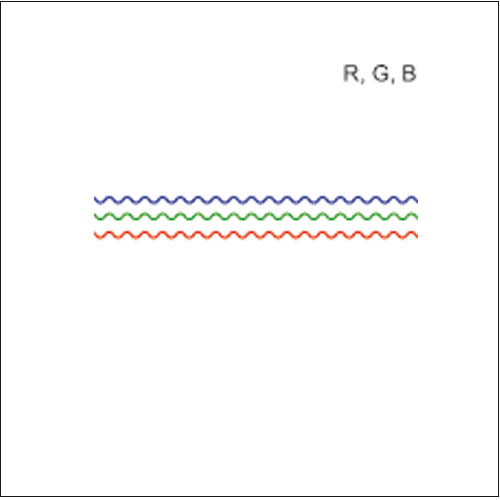
Czujnik połysku koloru SI-COLO-GD-40 składa się w istocie z kombinacji czujników SI-COLO4-Serie połączonych z komponentami czujnika połysku RLS-GD Serie. Zastosowanymi źródłami światła są tutaj również lampki LED z białym światłem, które jest modulowane, dzięki czemu uzyskuje się wyższy poziom braku czułości na światło obce. Obok detektorów barw (wartości nieprzetworzone R, G, B) każdorazowo detektor przekazuje do sterownika zintegrowanego w czujniku połysku koloru (DIR) część światła (DIF) do odbicia bezpośredniego oraz do odbiornika do odbicia rozproszonego.

Ocena barwy następuje według algorytmów:
lub alternatywnie oferowane są w sensorach kolorów tzw. wartości s, i, M.
x, y, INT GN
s,i, M GN
x,y, INT, GN
s, i, M, GN
|
Nb
|
x
|
y
|
INT
|
CTO
|
GN
|
GTO
|
|
0
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
Nb
|
x
|
y
|
INT
|
CTO
|
GN
|
GTO
|
|
0
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
Nb
|
x
|
y
|
INT
|
CTO
|
GN
|
GTO
|
|
0
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
Nb
|
s
|
i
|
M
|
GN
|
CGTO
|
|
0
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
3
|
|
|
|
|
|
Ocena zależy tutaj także od aktywowanego trybu wyboru:
BEST HIT
FIRST HIT
MINIMAL DISTANCE
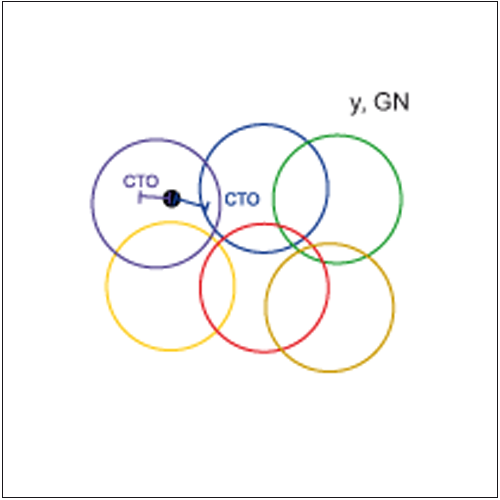
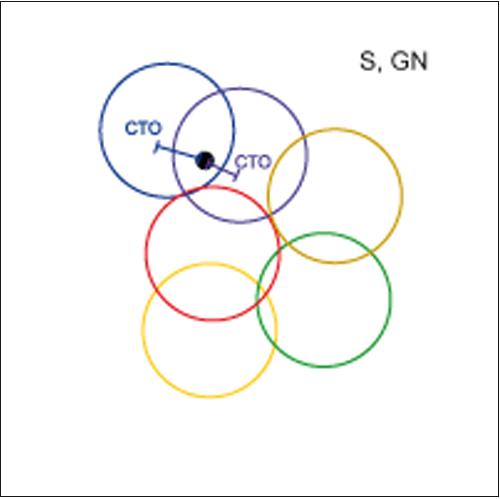
GRAFICZNE PRZEDSTAWIENIE TRYBU OCENY w x, y, INT GN lub s, i, M GN:
Wartość x, y, INT lub s, i, M jest pokazana w trzech widokach. Wyświetlenie wartości
GN następuje na pasku.
.png)
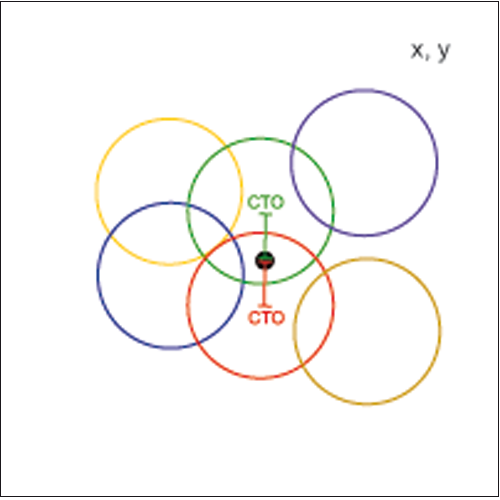

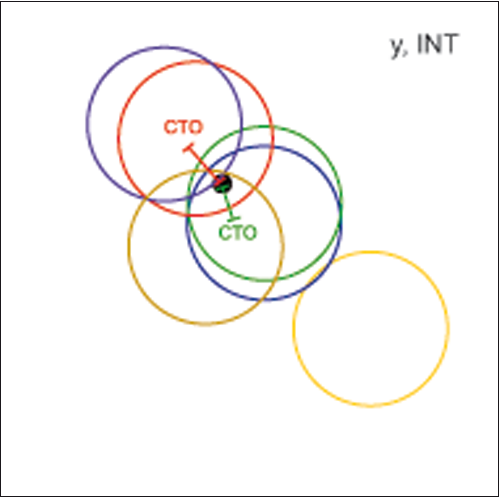
Zapisane wartości koloru/połysku:
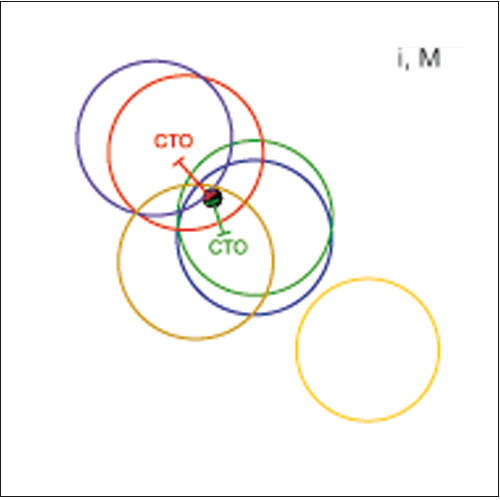
W trybie wyboru MINIMAL-DISTANCE: Wartość połysku koloru 5
W trybie wyboru FIRST HIT: Wartość połysku koloru 1
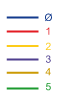
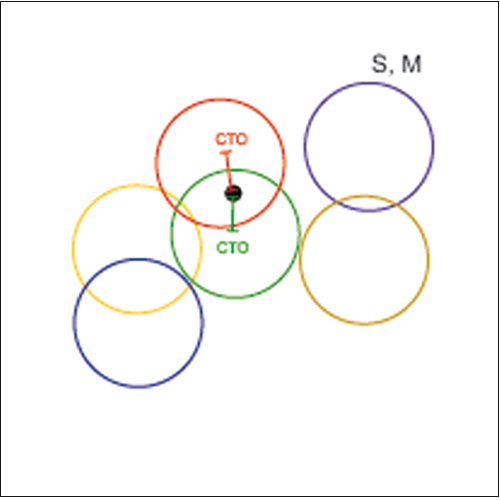
GRAFICZNE PRZEDSTAWIENIE TRYBU OCENY w x, y, INT, GN lub s, i, M, GN:
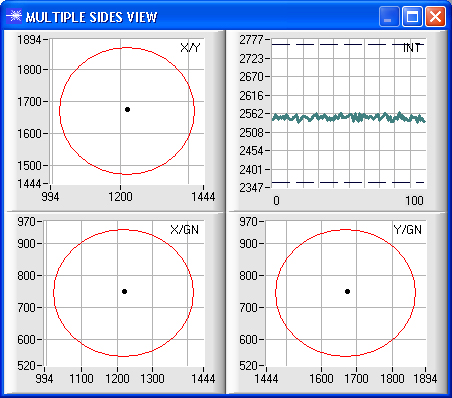
Wartość x, y, INT, GN lub s, i, M, GN jest pokazana w tych obydwu trybach w 6 widokach:
Zapisane wartości koloru/połysku:
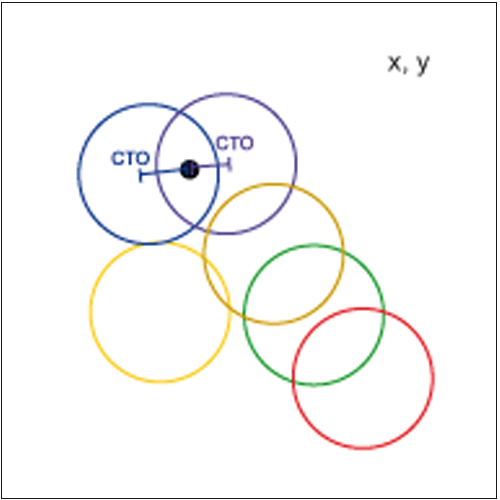
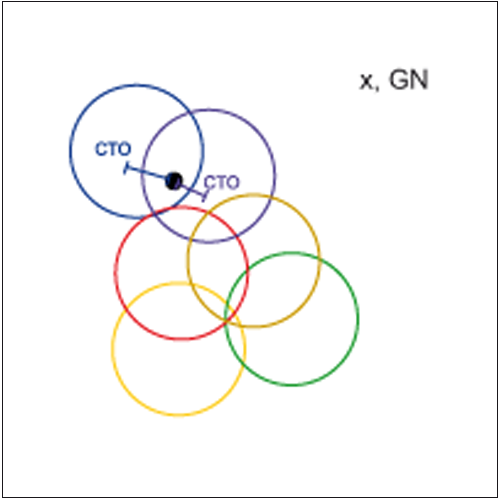
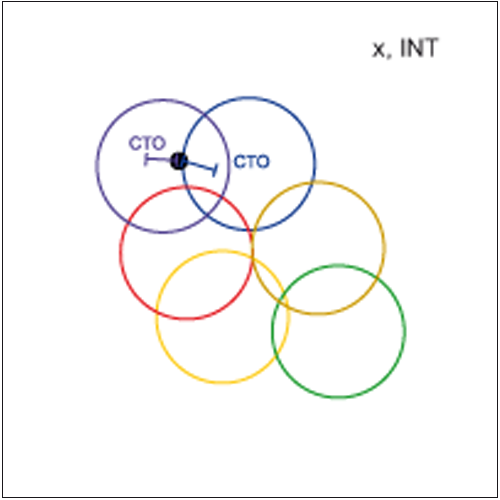
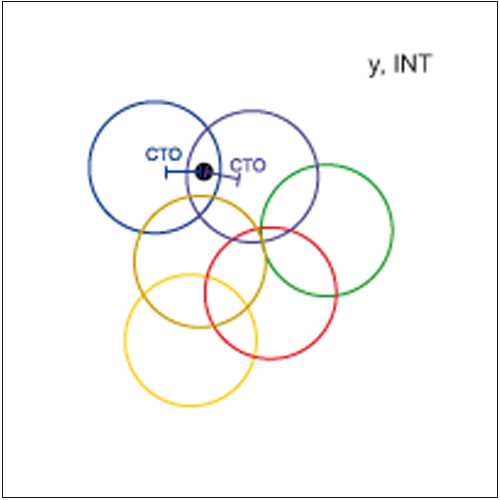
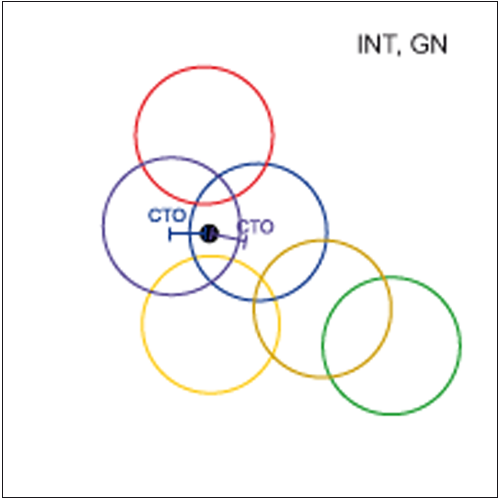
Zapisane wartości koloru/połysku:


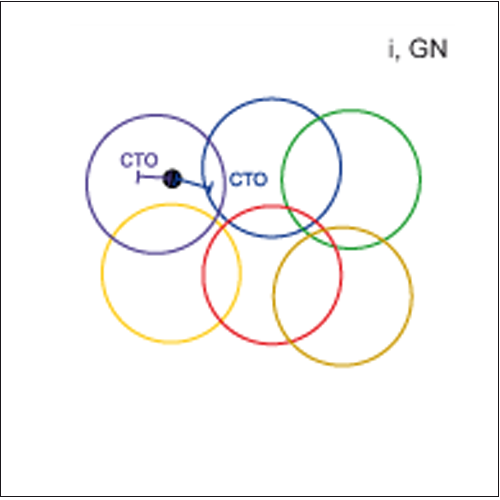


W trybie wyboru MINIMAL-DISTANCE: Wartość połysku koloru 3
W trybie wyboru FIRST HIT: Wartość połysku farby Ø
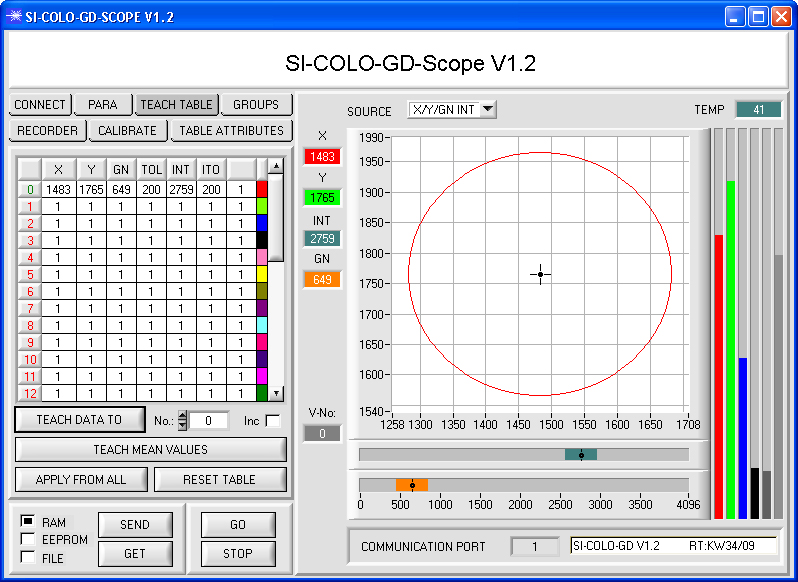
Windows ® Pulpit operatora SI-COLO-GD-SCOPE:
Kontrola połysku koloru za pomocą SPECTRO-3-50-FCL-30°/30°
|
Czujnik połysku koloru typ SPECTRO-3-50-FCL-30°/30° posiada dwa źródła światła, które stosowane są alternatywnie za pomocą sygnału wejściowego IN0. Czujnik jest stosowany przede wszystkim tam, istnieją małe różnice kolorów i połysku w obiektach i muszą takie pozostać. Jak np. w przypadku skóry lub jej imitacji, elementów z tworzywa sztucznego w przemyśle samochodowym lub meblowym do rozpoznawania folii z tworzywa sztucznego i laminatów. |
|
|
|

|
|
|
|
|
Windows ® Pulpit operatora SPECTRO-3-SCOPE:


