Des exemples practiques de l’ utilisation industrielle
KL-8-R2.1
1) Sélectionnez une langue:
|
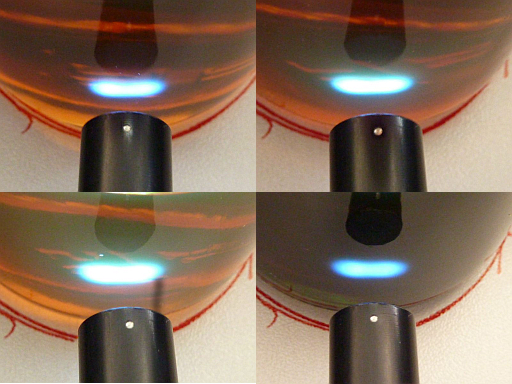
Presence control of transparent labels on plastic caps The presence of transparent labels on plastic caps should be controlled. |

|
|||
|
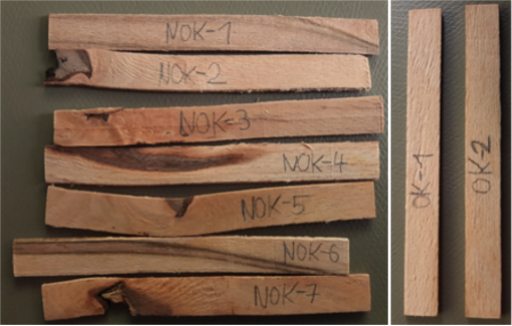
Color control of wooden sticks The color of wooden sticks should be controlled. |
|
|||
|
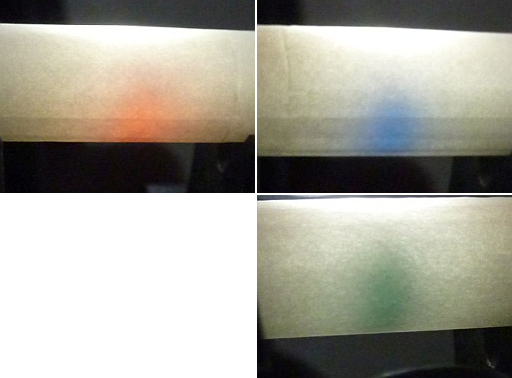
Color mark detection on metal foil Different color-marks should be detected on different colored metal foils. |
|
|||
|
Detection of a gap in a glue film on an aluminum foil A gap in the glue film should be detected on an aluminum foil. At this, gaps with the dimensions starting from 5mm x 1mm should be detected. |

|
|||
|
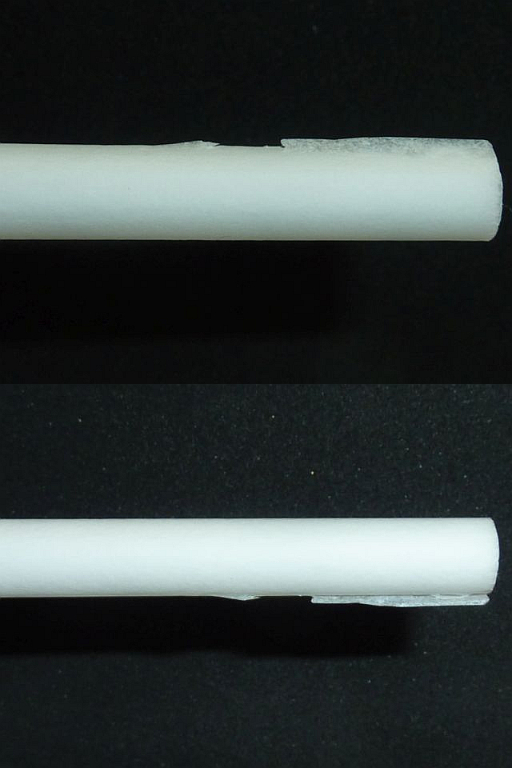
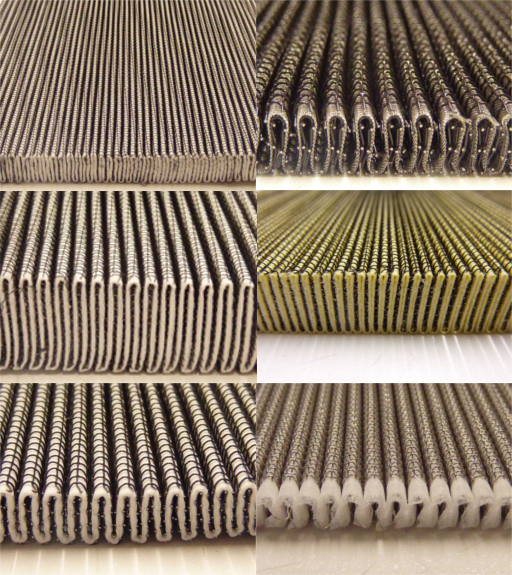
Splice inspection of cigarette filters The splices of cigarettes should be controlled. |
|
|||
|
Differentiation of black finished metal rod and metal rod Black bronzed metal rods should be distinguished from metal rods. |
|
|||
|
Color differentiation of capsules inside cigarette filters Different colored capsules inside cigarette filters should be detected. |
|
|||
|
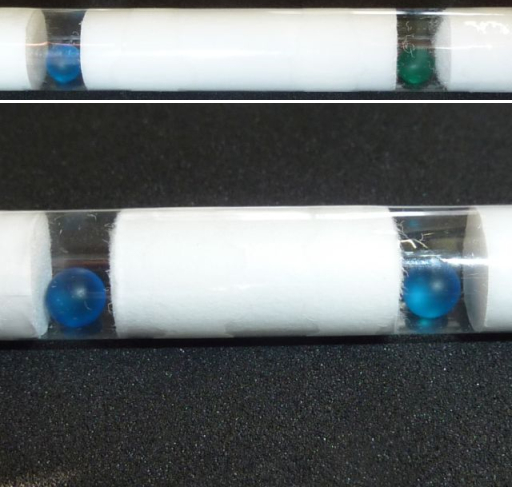
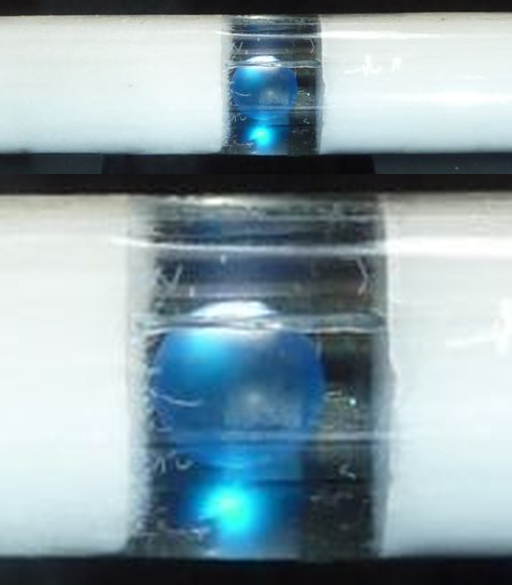
Color differentiation of balls in transparent plastic film tubes Semitransparent colored balls, located in the transparent plastic tube sections of filter rods should be color differentiated. |
|
|||
|
Color controls of balls in transparent plastic tubes Semitransparent but colored balls located in transparent plastic film sections of a filter tube should be color controlled. |
|
|||
|
Presence control of a primer layer on a plastic component A primer layer on a plastic surface should be detected. |

|
|||
|
Color mark control on syringes The color of the mark on syringes should be controlled. |

|
|||
|
Fluorescent thread presence control in diapers during the production The presence of fluorescent threads in diapers should be inline controlled. |

|
|||
|
Color control of metal rings The quality of metal rings should be controlled with a view to the color. |

|
|||
|
Fluorescence detection on metal foils The presence of fluorescence coating on a metal foil should be controlled. |

|
|||
|
Color differentiation of plastic pen housings The color of plastic bushings should be controlled. |

|
|||
|
Direction control of metal pins The direction of metal pins should be controlled. |

|
|||
|
Detection of fluorescent oil on flat washers The presence of oil on different flat washers should be controlled. It has to be taken into account, that the oil is fluorescent, if UV light is used. |

|
|||
|
Detection of fluorescent lubricant on metal pins Fluorescent lubricant should be detected on metal pins. |

|
|||
|
Color differentiation of small plastic tubes Small violet plastic tubes should be color differentiated. |

|
|||
|
Color control of a red stripe on a fabric The color of a red stripe on a safety belt should be controlled. At this, the red color should remain in a certain tolerance range. |

|
|||
|
Glue detection on the thread of a screw The presence and amount of fluorescent (fluorescent under the influence of UV light) glue on the thread of a screw should be detected. |

|
|||
|
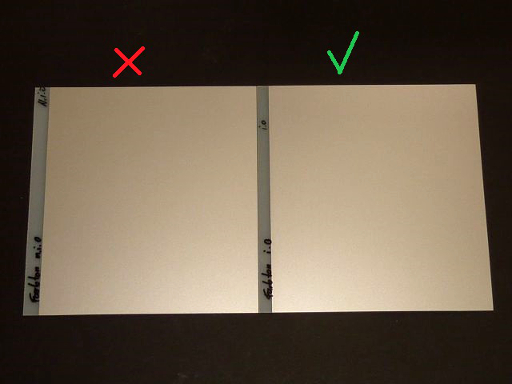
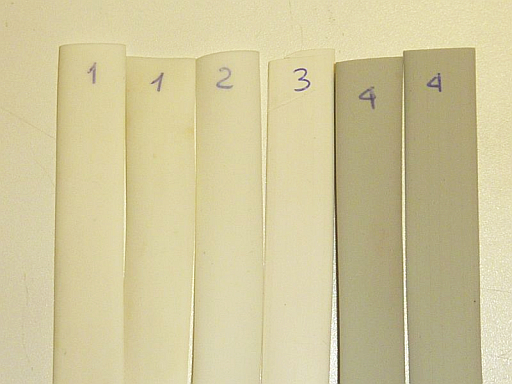
Gray value control of screen printing plastic plates The gray scale value of screen printing plastic plates should be controlled. |
|
|||
|
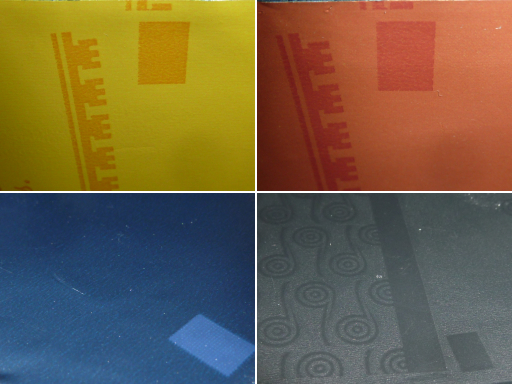
Control of silk-screen printing color marks Screen printing color marks should be controlled on plastic sheets. |

|
|||
|
Color and guidance control of capsules The color as well as the orientation of capsules should be controlled during the production and just before packaging. |

|
|||
|
Oil drop presence control on a steel surface The presence of an oil drop on a steel surface should be controlled. |

|
|||
|
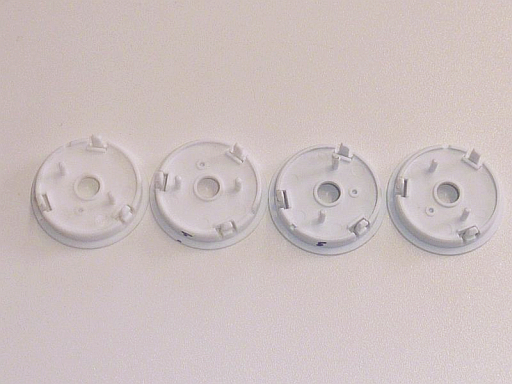
Presence control of a seal ring on a plastic component The presence of a silicon ring on a plastic component should be controlled. |

|
|||
|
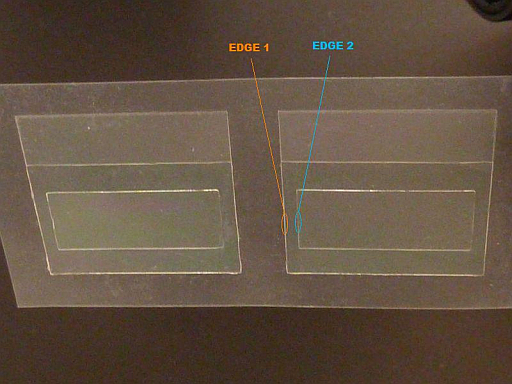
Edge detection at bellows (fold counting) On bellows the edges should be detected and counted. |
|
|||
|
Presence control of an inside thread and a hole at a gear wheel The presence of an inside thread and a hole at a gear wheel should be controlled. Furthermore it should be controlled, whether the hole is blocked from e.g. a drill bit. |

|
|||
|
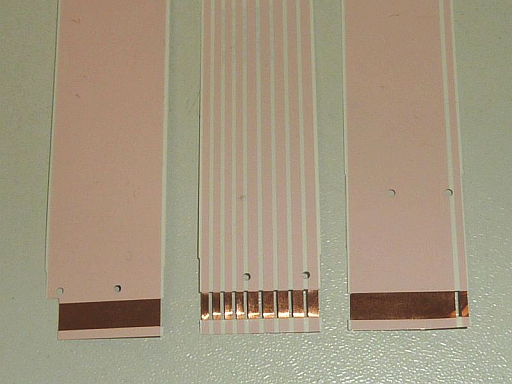
Detection of the edge of a stripped ribbon cable The beginning of the laser stripped part of a ribbon cable should be precisely detected. |
|
|||
|
Color control of injection moldings Injection plastic parts should be color controlled. It has to be taken into account, that the surface of the plastic part is different in the degree of gloss as well as in the color. Only the narrow frame delivers nearly a constant degree of gloss. Thus, the color should be controlled at the narrow edge. |
|
|||
|
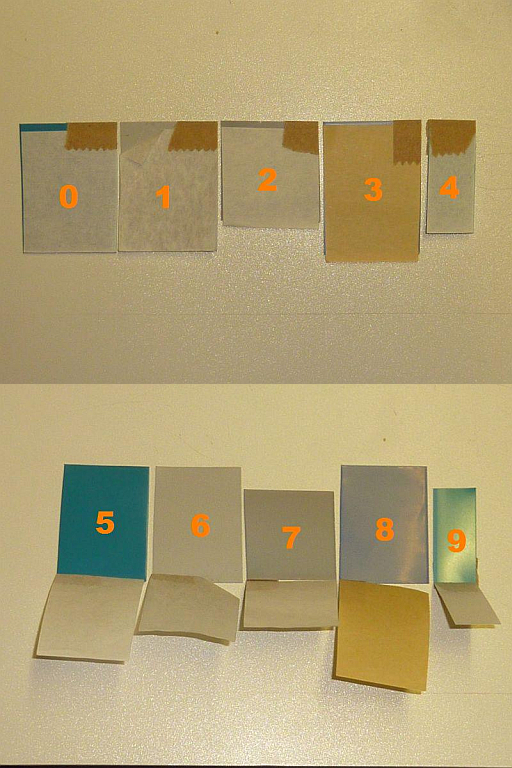
Color mark detection on plastic film A black color mark should be detected on a shiny plastic film. At this, it has to be taken into account that different background colors can occur. |

|
|||
|
Differentiation of grinded and raw metal pins Grinded and raw metal pins should be differentiated. |

|
|||
|
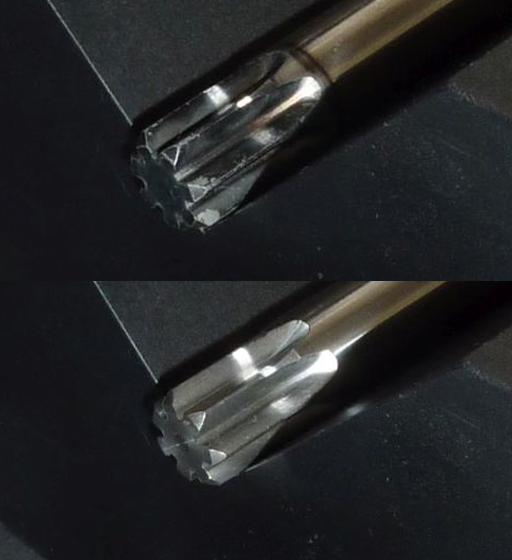
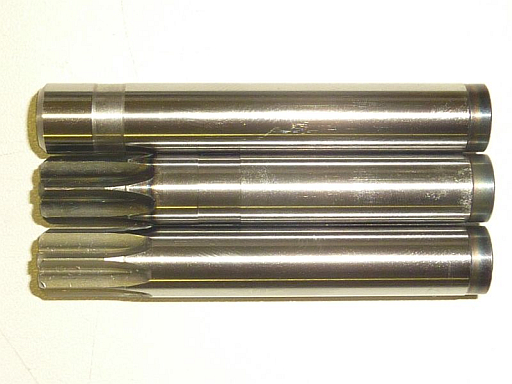
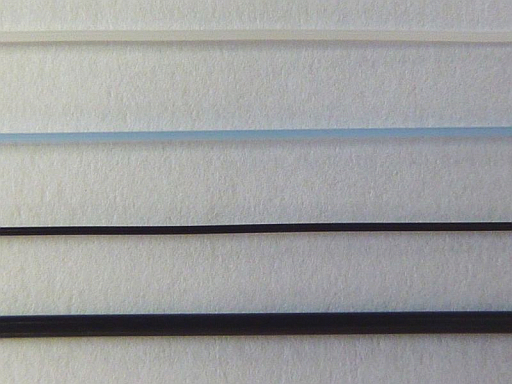
Differentiation of metal rods Metal rods with an even finish should be differentiated from metal rods with a slotted end. Furthermore a metal rod with a black slotted end should be differentiated from a steel colored end. |
|
|||
|
Tarnish film detection on metal band A tarnish film should be detected on metal band. |

|
|||
|
Detection of a yellow stripe on metal clamps The presence of a yellow striped on metal clamps should be detected. |

|
|||
|
Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
|||
|
Detection of a gap on adhesive plaster The presence of a gap of the tape on an adhesive plaster should be detected. |
|
|||
|
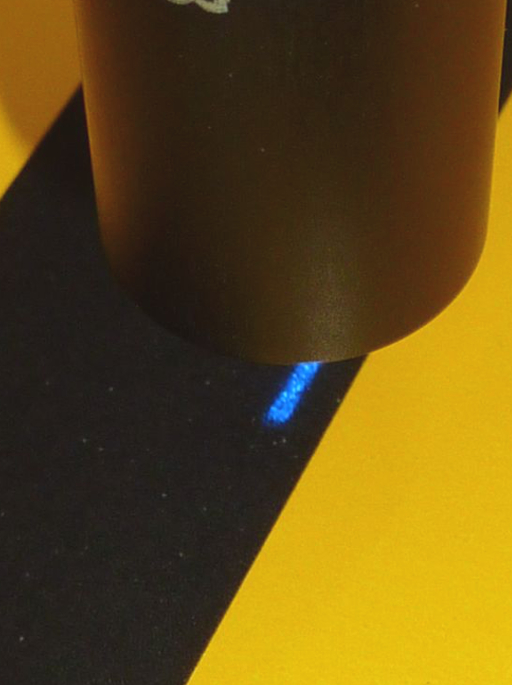
Detection of a line engraving on the bearing surface of a pulley An engraved line on the bearing surface of a black pulley should be detected. |

|
|||
|
Color differentiation of three different plastic components in the interior field Three different colored plastic parts should be differentiated. |

|
|||
|
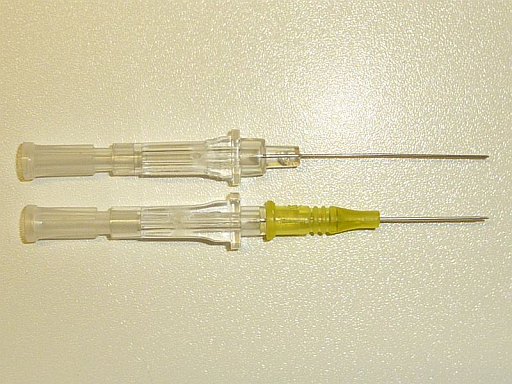
Sleeve presence control on an injection needle The presence of a sleeve on an injection needle should be controlled. |
|
|||
|
Lattice texture presence control on a fleece stripe The presence of a lattice texture on a fleece stripe should be controlled. |
|
|||
|
Presence control of a paper sheet on an aluminum plate The presence of a paper sheet on different colored aluminum plates should be controlled. |
|
|||
|
Detection of fluorescent labels on printed cigarette box paper An adhesion surface area of printed cigarette box paper is marked with a fluorescent label. The task is to detect this fluorescent label. |
|
|||
|
Gloss control of cutting rings The gloss of cutting rings should be controlled. Two components, different in gloss, should be distinguished. |

|
|||
|
Color differentiation of brown plastic door seals Two different brown colored plastic seals should be differentiated. |

|
|||
|
Color differentiation of plastic stripes Different colored plastic stripes should be differentiated. |
|
|||
|
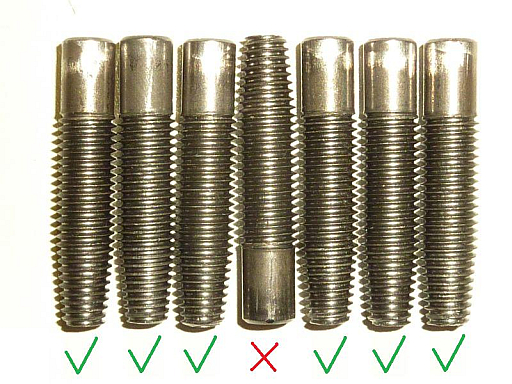
Detection of the alignment of a screw The alignment of screws in a mechanical guide should be controlled. |
|
|||
|
Color differentiation of fluorescent oil Different oil types which are used for engines should be differentiated. At this, the natural effect of UV fluorescence of mineral oil is used. Furthermore fluorescent liquid will be added to some of the mineral oils, which allows a differentiation of the adequate types. |
|
|||
|
Welding line detection on a metal stripe A welding line on a metal stripe should be detected. At this, the welding line looks different, even a grinded welding line is possible. |
|
|||
|
Detection of a colored line on a MDF plate A red colored line should be detected on the surface of a MDF plate. At this, the color of the stripe differs in intensity and slightly in color. Furthermore the structure of the MDF surface can also changing from coarse to fine. |

|
|||
|
Color and contrast control during the printing process of safety paper During the printing of safety paper the color as well as the contrast should be controlled on two fields on the reference color stripe. |

|
|||
|
Detection of color marks on spray cans Color marks should be detected on different spray cans. Attention should be paid to the background color as well as to the glue line. |

|
|||
|
Presence control of an inscription on a rubber seal On a rubber seal the presence of a yellow inscription should be checked. |

|
|||
|
Color differentiation of three different colored spiral springs Three different colored spiral spring types should be differentiated. At the position where it should be controlled the position of the coil spring is accidentally oriented. |

|
|||
|
Differentiation of plastic monofilaments Plastic monofilaments, different in size or in color, should be differentiated. |
|
|||
|
Color control of a fluorescent lacquer on a cigarette box The color as well as the intensity of a fluorescent lacquer on a cigarette box should be controlled. It should be noted that there are also other fluorescent marks on the cigarette box, but these colors are different (blue) from the fluorescent lacquer (green). |

|
|||
|
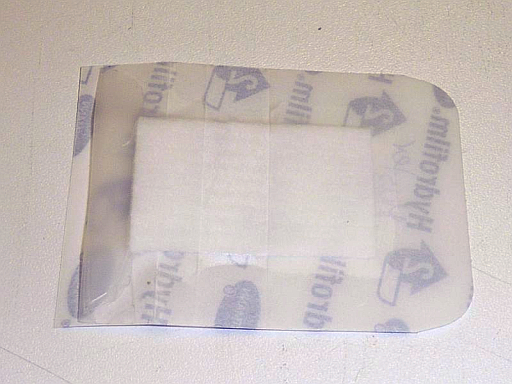
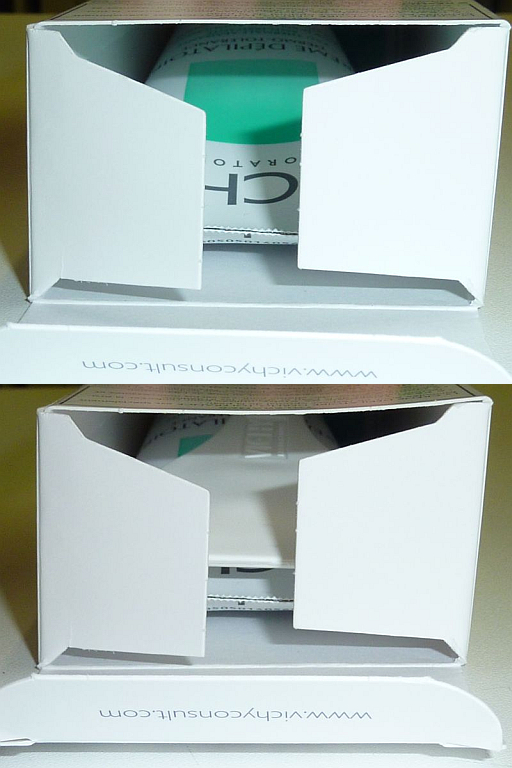
Control of the presence of the spatula in a pharmaceutical box The presence of a fluorescent spatula in a pharmaceutical box should be checked. During the tests the front side is open. |
|
|||
|
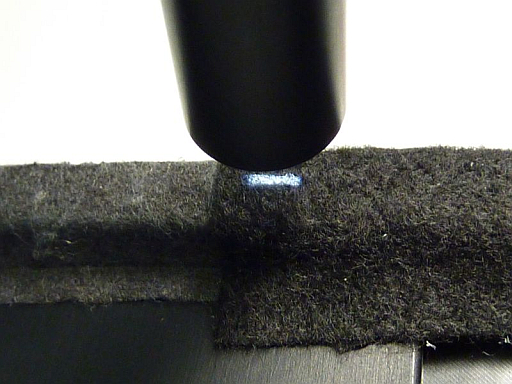
Presence control of felt textile on dashboard components On dashboard instruments the presence of felt must be controlled furthermore two felts must be differentiated. |
|
|||
|
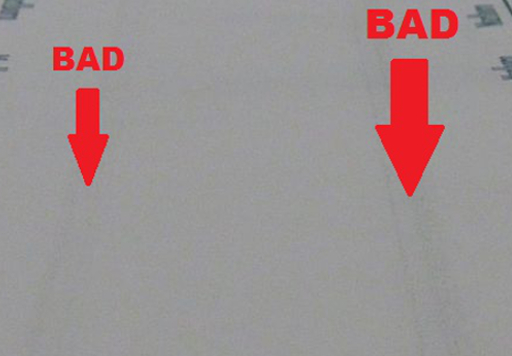
Inspection of perforated cigarette paper During the laser perforation of cigarette paper it happens sometimes that around the holes the paper is partially burned. Observed from a certain distance, the cigarette paper looks like a white paper with more or less gray stripes. The perforated stripes should be inline controlled, whether there is a color as well as intensity shift into the gray range. Furthermore, a distinction between burned stripes, slightly burned stripes, proper stripes and no stripes should be possible. |
|
|||
|
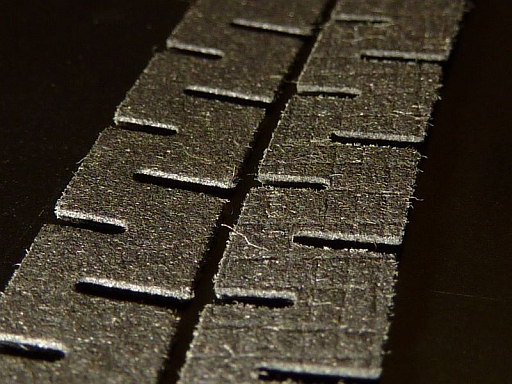
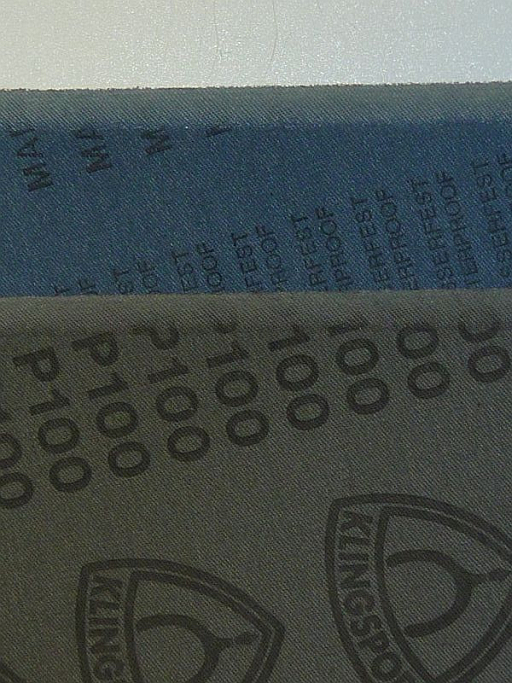
Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
")
")
")
")
")
")
")
")
")
")
")
")