Des exemples practiques de l’ utilisation industrielle
A-LAS-CON1
1) Sélectionnez une langue:
|
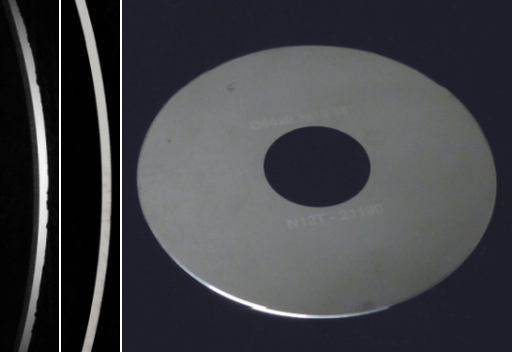
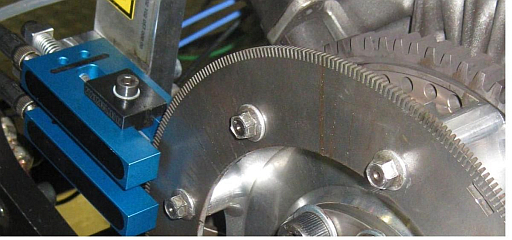
Détection de défauts sur des disques de lames de scie Les défauts sur des disques de lames de scie doivent être détectés. Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||
|
Distinction des écrous de vis au moyen du contrôle du diamètre intérieur Des écrous M8 et M10 doivent être distingués en ligne au moyen d’une mesure du diamètre intérieur. Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||
|
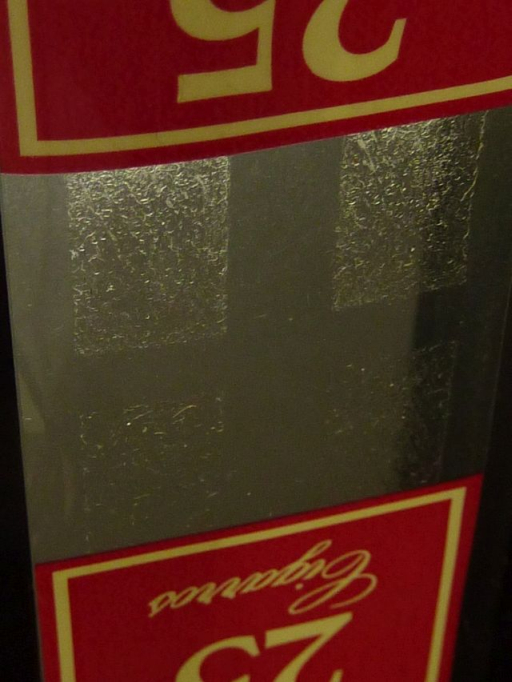
Reconnaissance de lacunes à des points de collage sur des étiquettes transparentes La lacune d’un point de collage doit être saisie sur des étiquettes transparentes. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||
|
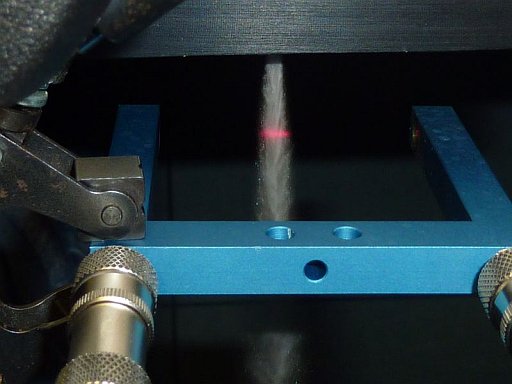
Le jet de vaporisation d’une buse de vaporisation doit être surveillé pendant le déplacement. La taille des particules dans un jet de vaporisation doit être surveillée. Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||
|
Contrôle du jet de vaporisation pendant le déplacement Le jet de vaporisation d’une buse de vaporisation doit être surveillé pendant la déplacement. Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||
|
Mesure de longueur de plaques de plâtre La longueur des plaques de plâtre doivent être mesurée. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||
|
Mesure de la longueur de tiges métalliques A la vitesse de déplacement de 2m/s, la longueur des tiges doit être mesurée. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||
|
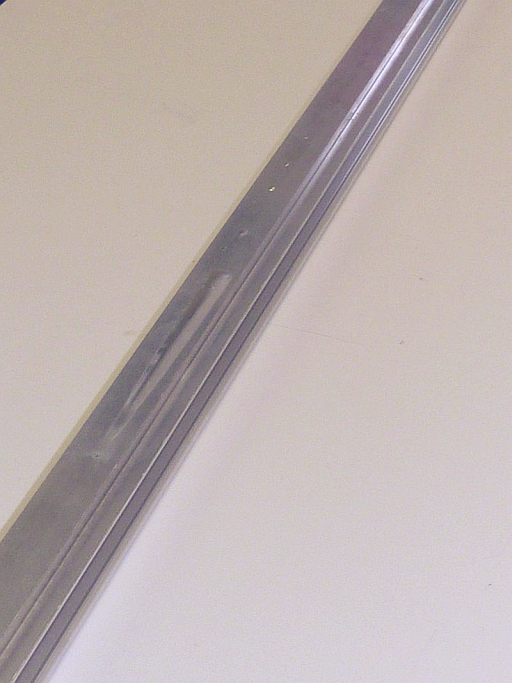
Contrôle de la surface du profil en aluminium Une sur-epaisseur du profilé en aluminium doit être mesurée. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
||||||
|
Détections d’inclusions de branches dans des troncs Les inclusions de branches doivent être détectées pendant le transport de troncs. Les branches peuvent être transportées ici à des vitesses différentes. Une plage de hauteur de 100 mm doit en outre être surveillée. Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||
|
Mesure de l’angle haute vitesse avec contrôle supplémentaire du sens de rotation La position angulaire d’un disque de codage en rotation rapide doit être déterminée, raison pour laquelle le sens de rotation doit être constaté. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
||||||
|
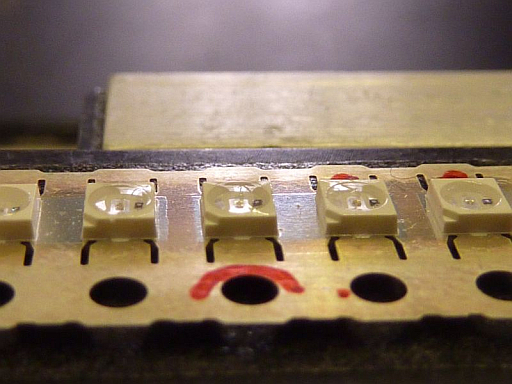
Contrôle de la masse de coulée de LED SMD Le niveau de remplissage d’une masse de coulée optiquement transparente de LED SMD doit être surveillé. Une certaine hauteur de la masse de coulée ne doit pas être dépassée (surremplissage). Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
||||||
|
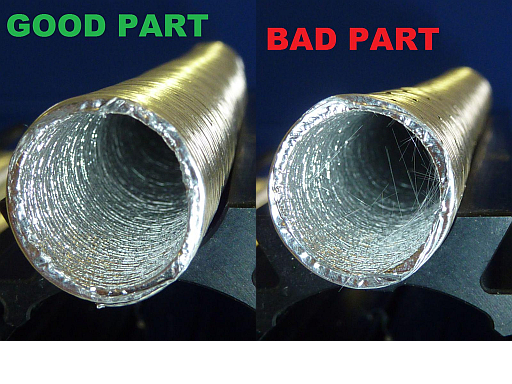
Contrôle de présence de fibres à l’intérieur d’un flexible en aluminium Il faut examiner la présence éventuelle de fibres dans un flexible en aluminium d’une longueur d’env. 160 mm Le diamètre intérieur est ici de 14 mm et le flexible peut être tourné autour de son propre axe pendant le contrôle. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
||||||
|
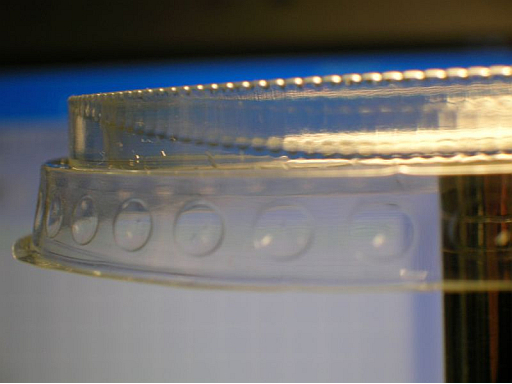
Contrôle de présence d’un profil de rainure sur un couvercle en plastique transparent Sur un profil de fermeture transparent, il faut demander si le profil de gorge est présent d’un bout à l’autre. Dans le cas de pièces défectueuses, il peut arriver que le profil de gorge soit également présent par endroits. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
||||||
|
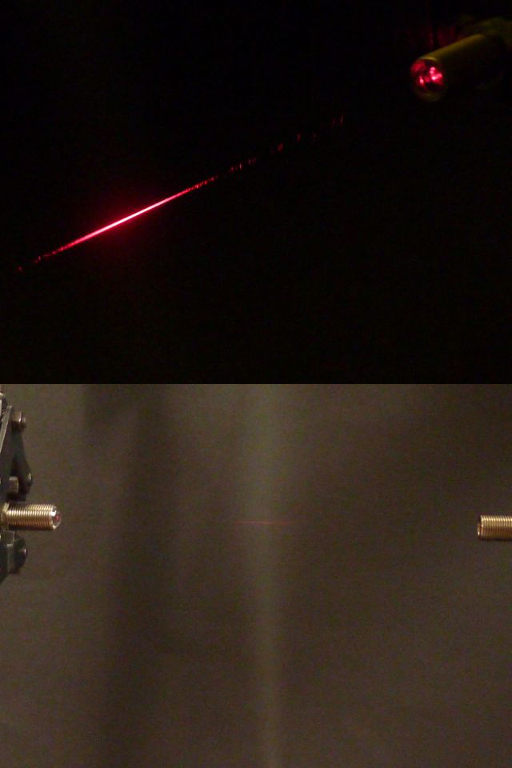
Contrôle des gouttes en mode lumière traversante Il faut compter les gouttes à l’intérieur d’une période donnée. C’est la raison pour laquelle il faut déterminer le débit des gouttes. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||
|
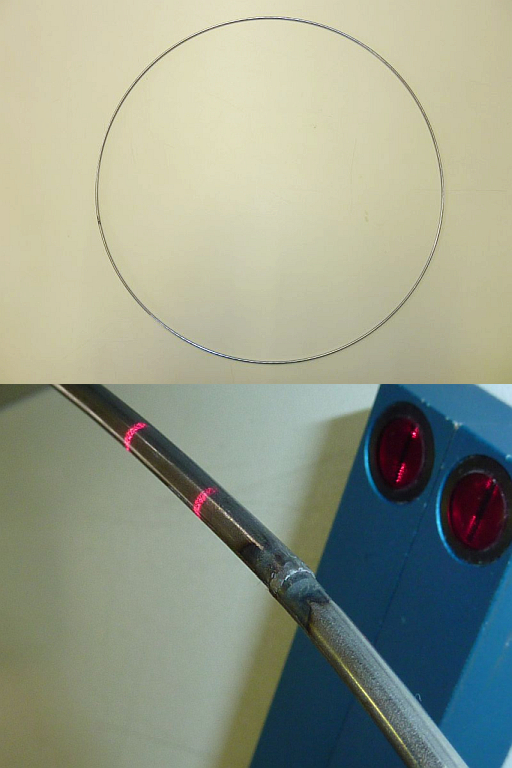
Détection d’un cordon de soudure sur une bague métallique Le cordon de soudure doit être saisi sur un cordon de soudure. Le point de soudure se différencie du matériau normal tant au niveau de la couleur que de celui du diamètre. La bague métallique est tournée pendant le contrôle. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
||||||
|
Surveillance des nœuds et de défauts sur les câbles et les fils Les nœuds et les défauts sur les câbles et les fils doivent être saisis. Il peut y avoir ici différents diamètres de produits ; la vitesse des produits est ici de quelques m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
||||||
|
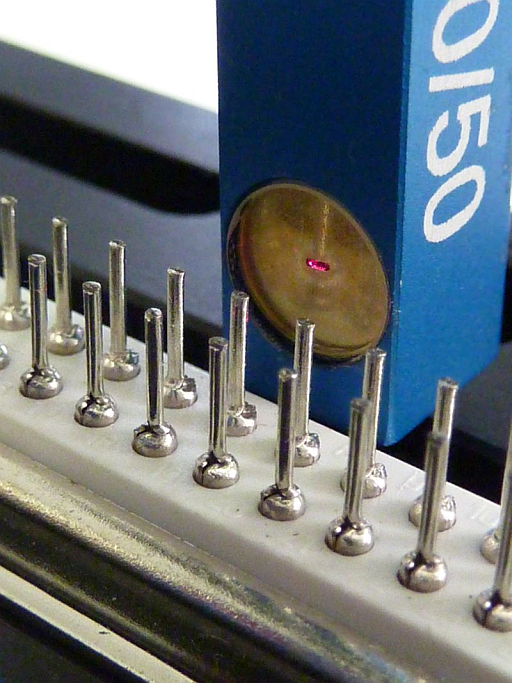
Contrôle du diamètre de pins sur les barrettes de connecteurs La largeur de pins sur les barrettes de connecteurs doit être contrôlée. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
||||||
|
Contrôle de la hauteur de pin de composants électriques La hauteur de pins sur les composants de composants électriques doit être contrôlée pendant la production. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |

|
||||||
|
Contrôle du débit du jet de vaporisation Le débit de vaporisation du jet de vaporisation doit être contrôlé. Spray jet amount control The density of the spray jet should be controlled. |
|
||||||
|
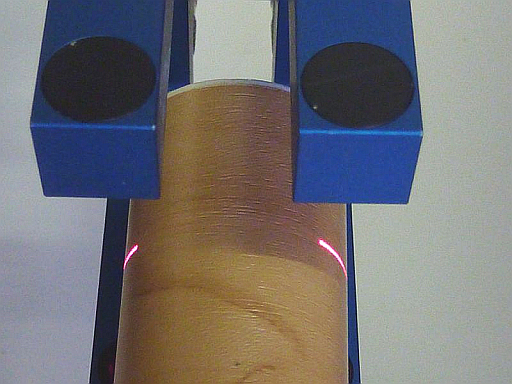
Contrôle du diamètre de tiges en bois Le diamètre doit être contrôlé pendant la production de tiges en bois. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
||||||
|
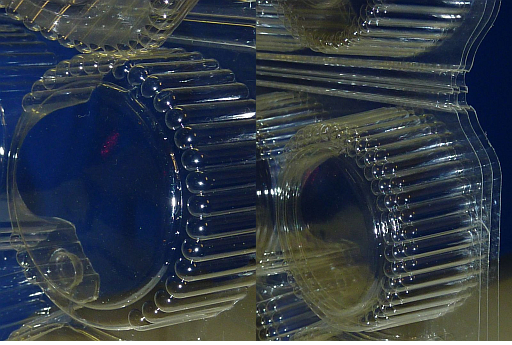
Contrôle multiple des couches d’emballages blisters Pendant le processus de manutention d’emballages blisters, il faut contrôler si un ou plusieurs emballages blisters ont été retirés de la pile. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
||||||
|
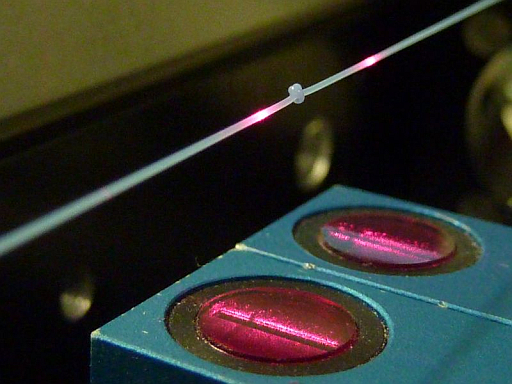
Détermination de la position de la section embobinée d’un filament La position de la zone embobinée d’un filament doit être déterminée, il y a ici deux sections embobinées de façon différente sur le filament, également de longueurs différentes. La vitesse de production est d’environ 0,02 m/s et le diamètre du filament évolue, selon les types entre 0,3 mm et 1,5 mm. Et le pas maximal de la spire est de 1 mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||
|
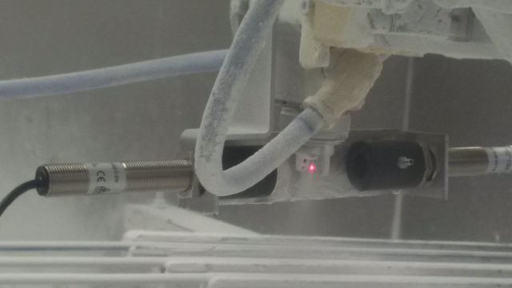
Contrôle du jet de vaporisation pendant l’application du revêtement de l’intérieur de bouteilles en gaz destinées à l’industrie pharmaceutique Pendant la production de bouteilles en verre destinées à l’industrie pharmaceutique, l’intérieur est pourvu d’un revêtement, ce qui est reconnaissable au fait que ce dernier est légèrement diffus après l’application du revêtement. A cette occasion, une poudre spéciale est vaporisée dans l’ouverture de la bouteille à travers le goulot de cette dernière. Pendant cette opération, la température atteint quelques centaines de °C. Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||
|
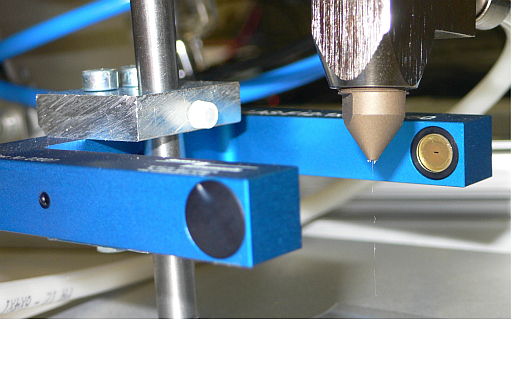
Contrôle du flux de soudage pendant son application Dans la fabrication de circuits imprimés, les zones à souder doivent être enduites d’un flux. Les buses générant un filet de quelques dixièmes de diamètre, il est necessaire d’analyser la quantité et l’angle de pulvérisation. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")