Des exemples practiques de l’ utilisation industrielle
A-LAS-CON1
1) Sélectionnez une langue:
|
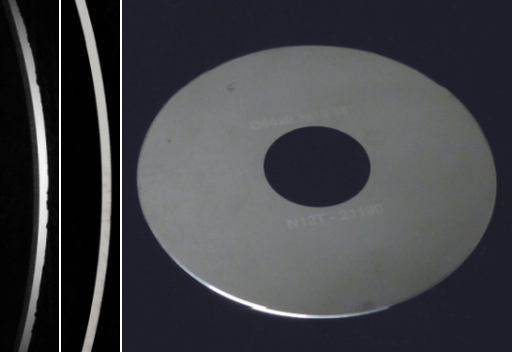
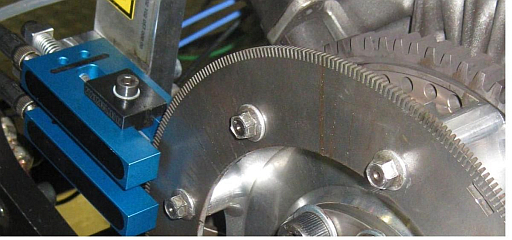
Erkennen von Defekten an Sägeblattscheiben Defekte an Sägeblattscheiben sollen detektiert werden. Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||
|
Schraubenmutterunterscheidung mittels Innendurchmesserkontrolle M8 und M10 Muttern sollen mittels Innendurchmesser-Messung inline unterschieden werden. Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||
|
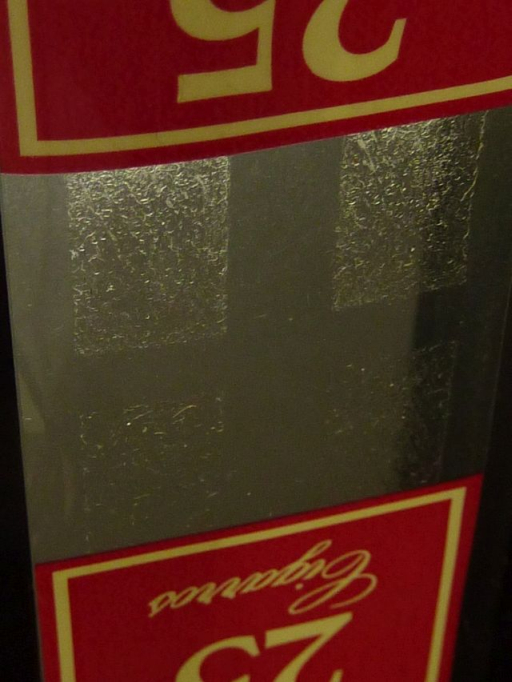
Lückenerkennung in Klebestellen auf transparenten Etiketten Auf transparentem Etiketten soll die Lücke einer Klebestelle erfasst werden. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||
|
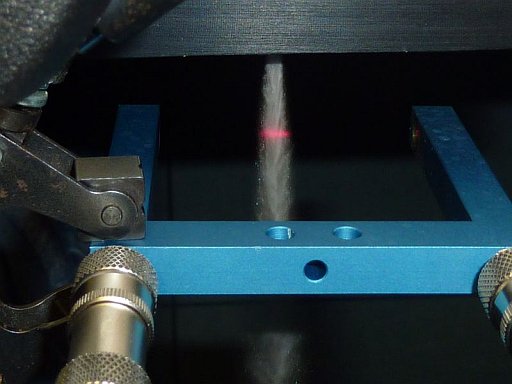
Partikelgrößenmessung in einem Sprühstrahl Die Partikelgröße in einem Sprühstrahl soll ermittelt werden. Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||
|
Sprühstrahlkontrolle während der Bewegung Der Sprühstrahl einer Sprühdüse soll während der Bewegung überwacht werden. Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||
|
Messung der Länge einer Gipskartonplatte Die Länge einer Gipskartonplatte soll gemessen werden. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||
|
Längenkontrolle eines Stahlstiftes Die Länge eines Stahlstiftes soll während der Bewegung gemessen werden. Der Metallstab wird dabei mit einer Geschwindigkeit von ca. 2m/s bewegt. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||
|
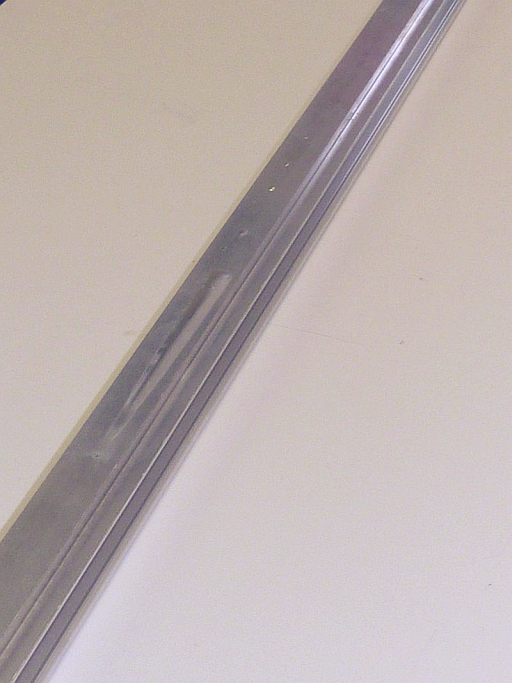
Defekterkennung an Aluminiumprofilen Überhöhungen an Aluminiumprofilen sollen erkannt werden. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
||||||
|
Erkennung von Asteinschlüssen in Zweigen Während des Transportes von Zweigen müssen Asteinschlüsse detektiert werden. Die Zweige können dabei unterschiedlich schnell transportiert werden. Desweiteren soll ein Höhenbereich von 100mm überwacht werden. Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||
|
Hochgeschwindigkeitswinkelmessung mit zusätzlicher Drehrichtungskontrolle Die Winkelposition einer sehr schnell rotierenden Kodierscheibe soll ermittelt werden, desweiteren muss die Drehrichtung festgestellt werden. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
||||||
|
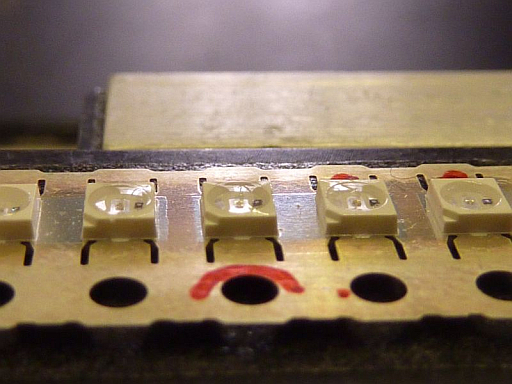
Kontrolle der Vergussmasse von SMD-LEDs Der Füllstand einer optisch transparenten Vergussmasse von SMD-LEDs soll überwacht werden. Dabei darf eine gewisse Höhe der Vergussmasse nicht überschritten werden (Überfüllung). Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
||||||
|
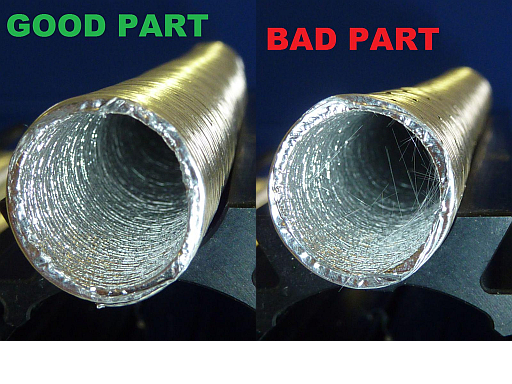
Präsenzkontrolle von Fasern innerhalb eines Aluminiumschlauches Ein Aluminiumschlauch einer Länge von ca. 160mm soll in Hinblick auf evtl. vorhandene Fasern untersucht werden. Der innere Durchmesser beträgt hierbei 14mm und der Schlauch kann während der Kontrolle um die eigene Achse gedreht werden. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
||||||
|
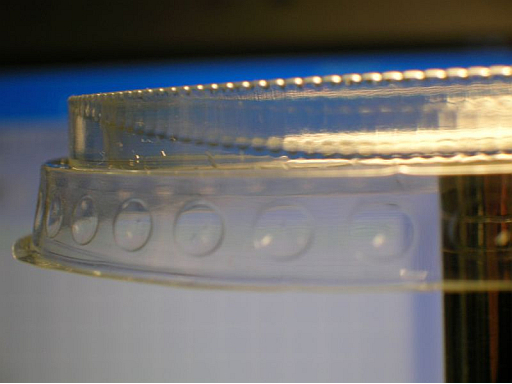
Anwesenheitskontrolle eines Rillenprofils an einem transparenten Kunststoffdeckel An einem transparenten Verschlussdeckel soll abgefragt werden, ob das Rillenprofil durchgehend vorhanden ist. Bei fehlerhaften Teilen kann es vorkommen, dass das Rillenprofil auch stellenweise vorhanden ist. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
||||||
|
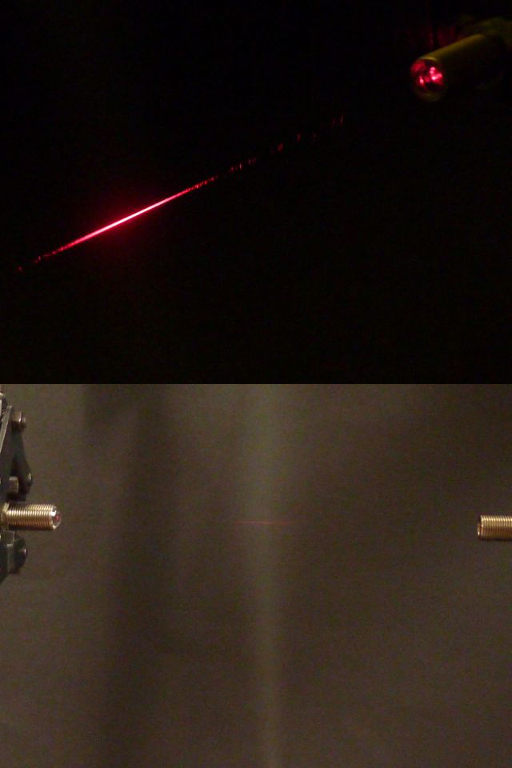
Tropfenkontrolle im Durchlichtbetrieb Die Anzahl der Tropfen innerhalb eines vorgegebenen Zeitraums soll gezählt werden. Desweiteren ist die Flüssigkeitsmenge der Tropfen zu ermitteln. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||
|
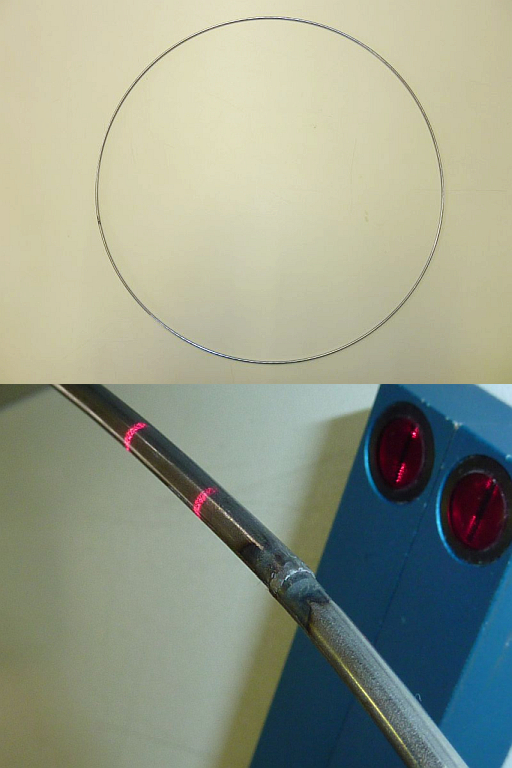
Erkennung einer Schweißnaht an einem Metallring An einem Metallring soll die Schweißnaht erfasst werden. Die Schweißstelle unterscheidet sich sowohl farblich als auch vom Durchmesser vom normalen Material. Der Metallring wird während der Kontrolle gedreht. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
||||||
|
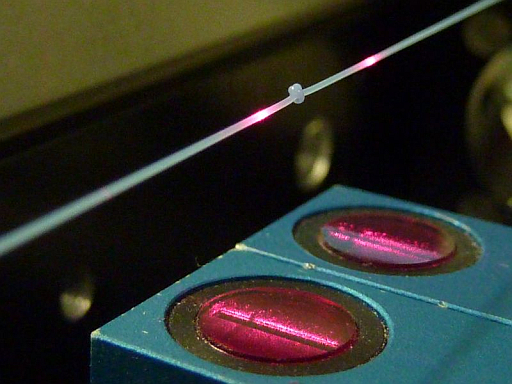
Knotenüberwachung und Defektkontrolle an Drähten sowie Fäden Knoten und Defekte an Drähten sowie Fäden sollen erfasst werden. Dabei können unterschiedliche Produktdurchmesser vorkommen; die Produktgeschwindigkeit liegt dabei bei einigen m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
||||||
|
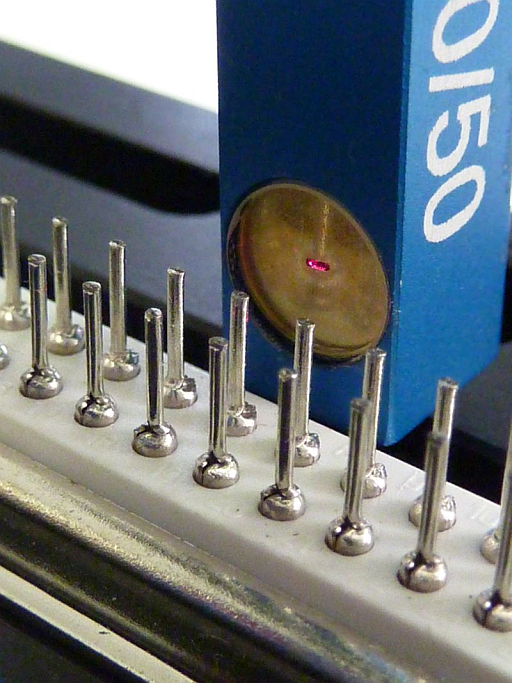
Durchmesserkontrolle von Pins an Steckerleisten Die Breite von Pins an Steckerleisten soll kontrolliert werden. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
||||||
|
Pinhöhenkontrolle von elektrischen Komponenten Die Höhe von Pins an elektrischen Komponenten soll während der Produktion kontrolliert werden. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |

|
||||||
|
Sprühstrahlmengenkontrolle Die Sprühmenge eines Sprühstrahles soll kontrolliert werden. Spray jet amount control The density of the spray jet should be controlled. |
|
||||||
|
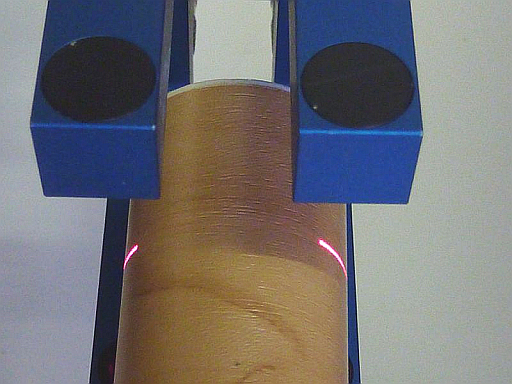
Inlinedurchmesserkontrolle von Holzstäben Während der Produktion von Holzstäben soll deren Durchmesser kontrolliert werden. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
||||||
|
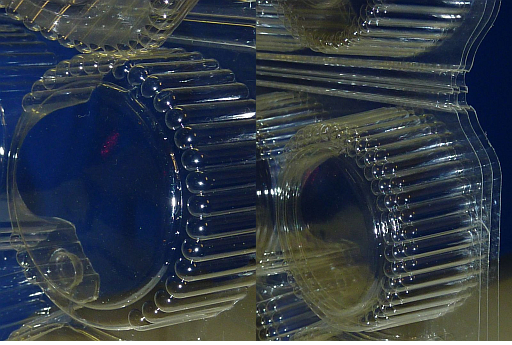
Mehrfachlagenkontrolle von Blisterverpackungen Während des Handlingsprozesses von Blisterverpackungen soll kontrolliert werden, ob eine oder mehrere Blisterverpackungen vom Stapel genommen worden sind. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
||||||
|
Ermittlung der Position des gewickelten Abschnittes von einem Glühfaden Die Position des gewickelten Bereiches eines Glühfadens soll ermittelt werden, dabei gibt es zwei unterschiedlich gewickelte Abschnitte auf dem Glühfaden, auch deren Länge differiert. Die Produktionsgeschwindigkeit liegt bei etwa 0.02m/s und der Durchmesser des Glühfadens bewegt sich je nach Typ zwischen 0.3mm und 1.5mm und die maximale Steigung der Wendel liegt bei 1mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||
|
Sprühstrahlkontrolle während des Beschichtens der Innenseite von Glasflaschen für die Pharmaindustrie Während der Produktion von Glasflaschen für die Pharmaindustrie wird die Innenseite beschichtet, was dadurch zu erkennen, dass diese nach dem Beschichten leicht diffus wird. Dabei wird zur Beschichtung ein spezielles Pulver durch den Flaschenhals in die Flaschenöffnung gesprüht. Während dieses Vorgangs beträgt die Temperatur der Flaschen einige hundert °C. Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||
|
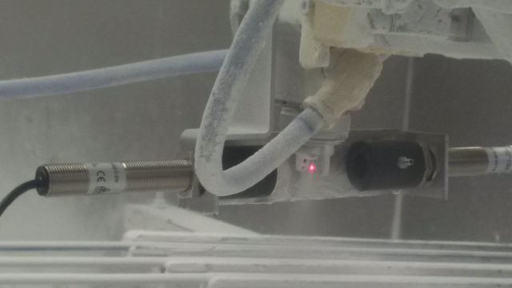
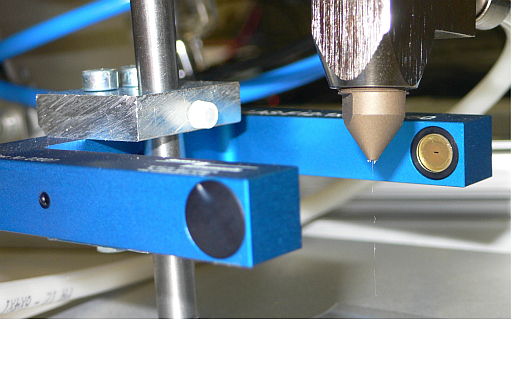
Überwachung der Flussmittelzufuhr unmittelbar vor dem selektiven Löten Selektives Löten in Verbindung mit selektiver Flussmittelzufuhr wird zunehmend wichtiger, besonders bei mischbestückten Leiterplatten. Mittels selektiver Flussmittelzufuhr werden nur die Flächen mit Flussmittel benetzt, die im nächsten Arbeitsschritt gelötet werden. Die Voraussetzung für eine einwandfreie Lötverbindung ist ein Benetzen der zu lötenden Oberfläche mit Flussmittel. Das gezielte Auftragen des Flussmittels wird z.B. mit Hilfe einer Piezodüse erreicht; die Flugrichtung sowie die Tröpfchenanzahl und Tröpfchengröße des Flussmittels soll unmittelbar an der Düse kontrolliert werden. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")