Des exemples practiques de l’ utilisation industrielle
1) Sélectionnez un domaine d'application:
Furniture Industry / Wood-working Industry (Möbelindustrie / Holzindustrie)
2) Sélectionnez une langue:
APP N° 779
|
Kontrola połysku farby na lakierowanych blach metalowych Lakierowane blachy metalowe powinny być kontrolowane z uwagi na kolor i połysk. Color-gloss control of lacquered metal sheets Lacquered metal sheets should be controlled with regard to the color and gloss. |

|
|||||
APP N° 770
|
Pomiar połysku papierów ściernych Powinien być ustalany współczynnik połysku papierów ściernych. Gloss measurement of sandpapers The gloss factor of sandpapers should be measured. |
|
|||||
APP N° 768
|
Pomiar koloru lakierowanych płyt aluminiowych Powinien być mierzony kolor lakierowanych płyt aluminiowych. Color measurement of lacquered aluminum plates The color of lacquered aluminum plates should be measured. |

|
|||||
APP N° 767
|
Pomiar połysku lakierowanych płyt aluminiowych Powinien być ustalany stopień połysku lakierowanych płyt aluminiowych. Gloss measurement of painted aluminum plates The gloss factor of lacquered aluminum plates should be measured. |

|
|||||
APP N° 766
|
Pomiar połysku folii dekoracyjnych Powinien być ustalany stopień połysku folii dekoracyjnych. Gloss measurement on decorative films The gloss factor should be measured on different decorative films. |

|
|||||
APP N° 732
|
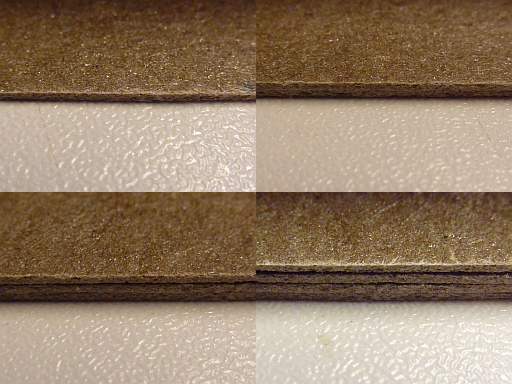
Wykrywanie szczeliny między dwoma sąsiadującymi laminatami Powinna być rozpoznawana szczelina między laminatami. Detection of a gap between vinyl layers A gap between vinyl layers should be detected. |

|
|||||
APP N° 720
|
Wykrywanie znaczników barwnych na płytach drewnianych Na płytach drewnianych powinny być rozpoznane znaczniki barwne. Znacznikami są linie w kolorze czerwonym, zielonym lub czarnym o szerokości ok. 2 mm. Color mark detection on wood plates Color marks on wood plates should be detected. It should be noted that the color marks are black, green or red lines with a width of around 2mm. |

|
|||||
APP N° 655
|
Pomiar grubości warstwy bezbarwnego kleju na optycznie przezroczystej folii plastikowej fluoryzującej pod wpływem promieniowania ultrafioletowego Powinna być mierzona grubość warstwy bezbarwnego kleju na przezroczystej i fluoryzującej pod wpływem promieniowania ultrafioletowego przezroczystej folii. Thickness control of a transparent adhesive layer on a UV fluorescent transparent plastic film The thickness of a transparent glue on a transparent but fluorescent plastic film should be measured. |

|
|||||
APP N° 654
|
Rozpoznanie warstwy fluorescencyjnej na czarnej skórze Powinna być rejestrowana luka wynosząca 5 mm w warstwie fluorescencyjnej na czarnej powierzchni skóry. Detection of fluorescent coating on black leather A gap with a width of 5mm in the fluorescent coating on a black leather surface should be detected. |
|
|||||
APP N° 638
|
Kontrola barwy listew ozdobnych Listwy ozdobne powinny być kontrolowane z uwagi na kolor. Color control of trims Trims should be color controlled. |

|
|||||
APP N° 601
|
Rozróżnianie różnych zanieczyszczeń części metalowych Powinny być rozróżniane różne zanieczyszczenia na powierzchniach części metalowych. Differentiation of diverse hazy metal parts Diverse hazy metal components should be differentiated. |

|
|||||
APP N° 592
|
Kontrola wilgoci w peletach z drewna Powinna być kontrolowana zawartość wilgoci w peletach z drewna. Moisture control of wood pellets The moisture of wood pellets should be controlled. |

|
|||||
APP N° 581
|
Kontrola wilgoci drewna Powinna być kontrolowana zawartość wilgoci w drewnie. Moisture control of timber The moisture of timber should be controlled. |

|
|||||
APP N° 564
|
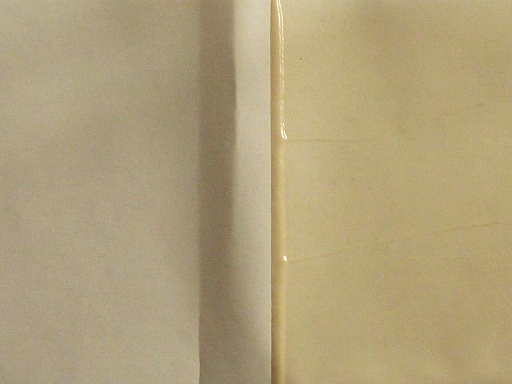
Kontrola koloru i obecności uszczelki fugi w płycie pilśniowej Powinien być sprawdzany kolor oraz obecność uszczelki fugi w płycie pilśniowej. Joint sealing color control on fiber boards The color as well as the presence of the joint sealing of fiber boards should be detected. |

|
|||||
APP N° 551
|
Ustalenie ciężaru powierzchniowego farb drukarskich Powinien być kontrolowany ciężar powierzchniowy farb drukarskich naniesionych na płyty MDF lub HDF. Przy tym okazało się, że istnieje związek liniowy między wartością koloru siM określony na rolce dociskowej a ciężarem powierzchniowym farby drukarskiej na płycie. Oprócz tego od rodzaju wybranej farby zależny jest współczynnik proporcjonalności. Lacquer surface weight control The lacquer surface weight on furniture plates should be controlled. Investigations have shown that there is a proportional relation between the color space siM - parameters of the liquid paint on the pressing roll and the surface weight of the lacquer on the panel. However, the proportionality factor is dependent of the color and has to be calibrated for the respective paint. |
|
|||||
APP N° 546
|
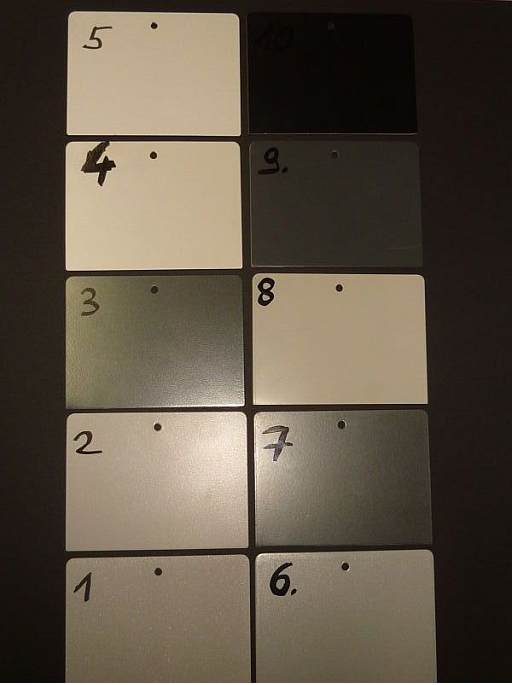
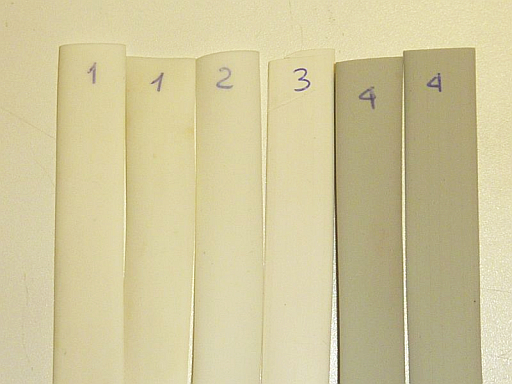
Rozróżnianie płyt HDF (płyty z włókna o wysokiej gęstości) Różnie obrobione płyty HDF powinny być wzajemnie rozdzielone. Jeden rodzaj płyt jest obrobiony tylko papierem piaskowym, drugi typ pokryty lakierem UV, natomiast w trzecim warstwa lakieru UV została ponownie przetarta papierem. Differentiation of High Density Fiberboards (HDF-boards) Treated High Density Fiberboards should be differentiated. At this, one board is wood sanded, the 2nd board is wood sanded with first sealer and the 3rd board is wood sanded with first sealer and lacquer sanded. |
|
|||||
APP N° 521
|
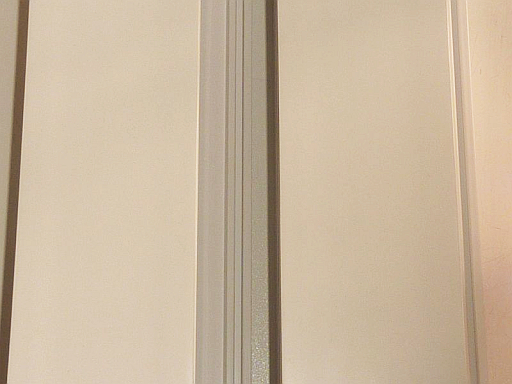
Pomiar połysku eloksalowanych blach aluminiowych Powinien być mierzony inline połysk różnych blach aluminiowych. Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
|||||
APP N° 520
|
Pomiar barwy eloksalowanych profili aluminiowych Powinien być sprawdzany inline kolor eloksalowanych profili aluminiowych. Color measurement of anodized aluminum stripes The color of anodized aluminum stripes should be measured inline. |

|
|||||
APP N° 390
|
Kontrola koloru plastikowych profili okiennych Zdaniem czujnika jest kontrola plastikowych profili okiennych. Color control of plastic window profiles Plastic profiles which are used for casement frames should be color controlled. |
|
|||||
APP N° 371
|
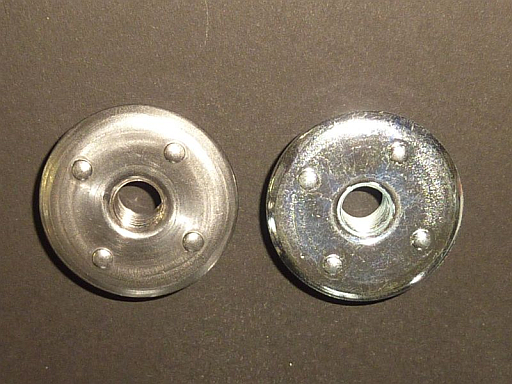
Kontrola obecności warstwy chromowanej Zadaniem czujnika jest kontrola obecności warstwy chromowanej metalowego detalu. Chromium plating presence control The presence of chromium plating on a metal part should be controlled. |
|
|||||
APP N° 365
|
Kontrola koloru lakierowanych arkuszy metalu Zadaniem czujnika jest kontrola koloru lakierowanych arkuszy metalu, w tym także arkuszy pokrytych lakierem metalicznym. Color control of lacquered metal sheets Lacquered metal sheets should be color differentiated. Even metallic paints must be color controlled. |
|
|||||
APP N° 344
|
Kontrola podwójnych płyt fornirowych Czujnik wykrywa podwójne płyty fornirowe podczas w systemie podajników maszyny. Double sheet control of veneers During the transportation of veneers, it should be controlled whether one or more than one veneer was picked up from a handling system. |
|
|||||
APP N° 340
|
Kontrola koloru frezu w płytach MDF Czujnik kontroluje kolor frezu w płycie MDF. W przypadku błędu widoczny będzie surowy materiał. Color control of grooves on MDF plates Grooves on MDF plates should be color controlled. In case of failure the MDF background color can be seen. |

|
|||||
APP N° 336
|
Detekcja znaczników UV na płycie drewnianej Czujnik wykrywa znaczniki UV na płycie drewnianej. Zdarza się, że znaczniki występują bardzo blisko siebie. Detection of fluorescent marks on wooden board Fluorescent marks should be detected on wooden boards. At this, two marks which are close together should be proper detected. |

|
|||||
APP N° 272
|
Detekcja taśmy samoprzylepnej na wykładzinie Czujnik wykrywa taśmę samoprzylepną łączącą 2 fragmenty wykładzin. Wykładziny różnią się kolorem. Taśma występuje w 2 kolorach: brązowym i żółtym. Detection of an adhesive tape on plastic flooring An adhesive tape, which has the task to combine the two ends of the plastic flooring, should be detected. At this, the plastic flooring can be different in color; the tape, however, is either yellow or brown in color. |
|
|||||
APP N° 271
|
Detekcja kleju na przezroczystej folii Czujnik wykrywa obecność kleju na całej szerokośći folii przezroczystej. Klej jest lekko fluorescencyjny, podczas gdy folia nie. Detection of glue on a plastic film The presence of a glue layer on a plastic film should be detected. Almost the whole width of the plastic film should be controlled. The glue is slightly UV fluorescent, whereas the plastic film is UV neutral. |
|
|||||
APP N° 214
|
Detekcja obecności ostatniej warstwy UV pokrycia laminatu Zadaniem czujnika jest detekcja ostatniej warstwy pokrycia laminatu. Warstwa ta świeci w świetle UV. Detection of the presence of final UV fluorescent coating of laminate The presence of the upper layer of a laminate should be controlled. At this, the layer is UV fluorescent. |

|
|||||
APP N° 206
|
Rozróżnianie koloru uszczelek drzwiowych z tworzywa Zadaniem czujnika jest odróżnianie 2 uszczelek drzwiowych występujących w bardzo zbliżonym odcieniu. Color differentiation of brown plastic door seals Two different brown colored plastic seals should be differentiated. |

|
|||||
APP N° 205
|
Rozróżnianie koloru pasków z tworzywa Czujnik rozróżnia paski z tworzywa występujące w zbliżonym odcieniu. Color differentiation of plastic stripes Different colored plastic stripes should be differentiated. |
|
|||||
APP N° 197
|
Kontrola koloru materiału ściernego Zadaniem czujnika jest kontrola koloru materiału ściernego na linii produkcyjnej. Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
|||||
APP N° 182
|
Detekcja kolorowej linii na płycie MDF Czujnik wykrywa czerwoną linię na powierzchni płyty MDF. Zdarza się, że kolor różni się odcieniem i intensywnością. Dodatkowym utrudnieniem są zmiany w gęstości struktury samej płyty w miejscu, w którym naniesiona jest linia. Detection of a colored line on a MDF plate A red colored line should be detected on the surface of a MDF plate. At this, the color of the stripe differs in intensity and slightly in color. Furthermore the structure of the MDF surface can also changing from coarse to fine. |

|
|||||
APP N° 146
|
Detekcja sęków i ubytków w drewnianych słupkach Czujnik eliminuje słupki drewniane posiadające uszkodzenia powierzchni. Detection of knots and bark in wooden stakes Wooden stakes should be produced free of knots and bark. |

|
|||||
APP N° 104
|
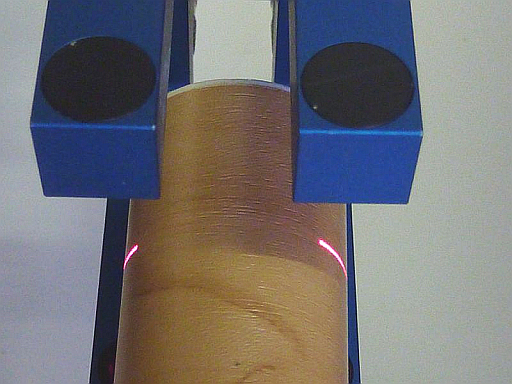
Kontrola średnicy drewnianego kija Czujnik kontroluje średnicę drewnianego kija podczas produkcji. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
|||||
APP N° 100
|
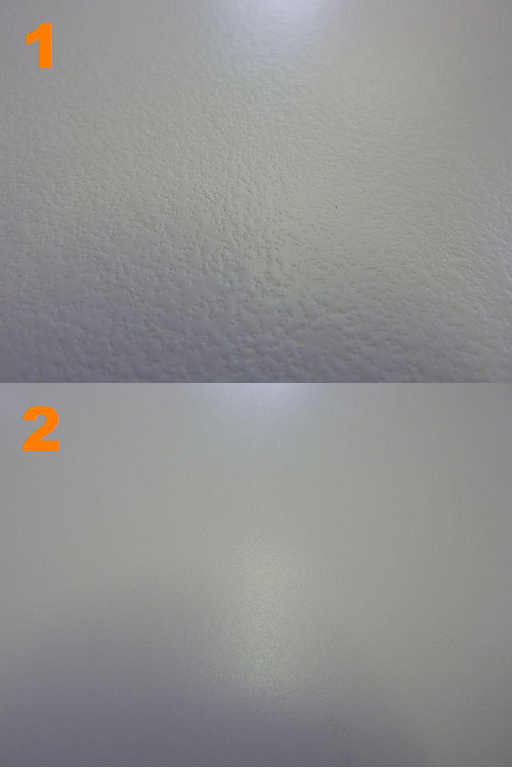
Pomiar połysku drzwi po procesie lakierowania Współczynnik połysku musi być skontrolowany zaraz po zakończeniu procesu lakierowania. Testy wykazały, że ilość lakieru naniesionego na powierzchnię drzwi wpływa na poziom połysku. Przy zbyt małej ilości lakieru powierzchnia staje się chropowata. Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
|
|||||
APP N° 88
|
Detekcja fluorescencyjnego kleju na pasach ściernych Zadaniem czujnika jest detekcja fluorescencyjnego kleju podczas produkcji pasów ściernych. Szerokość pasa kleju wynosi 10mm. Wykrywana jest zmiana większa niż 2mm. Odległość czujnika od powierzchni wynosi 20mm, plamka ma rozmiar 2mm x 10mm. Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
Pomiar połysku pasów ściernych Poziom połysku jest istotnym wyznacznikiem jakości pasa ściernego. Dlatego istotny jest dobór właściwego czujnika. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||||
APP N° 77
|
Kontrola krawędzi pasa ściernego Krawędź pasa ściernego musi być zeszlifowana pod odpowiednim kątem. Zadaniem czujnika jest kontrola tego kąta. Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 74
|
Pomiar połysku laminatów Pomiar połysku powierzchni laminatu na linii produkcyjnej. Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||||
APP N° 67
|
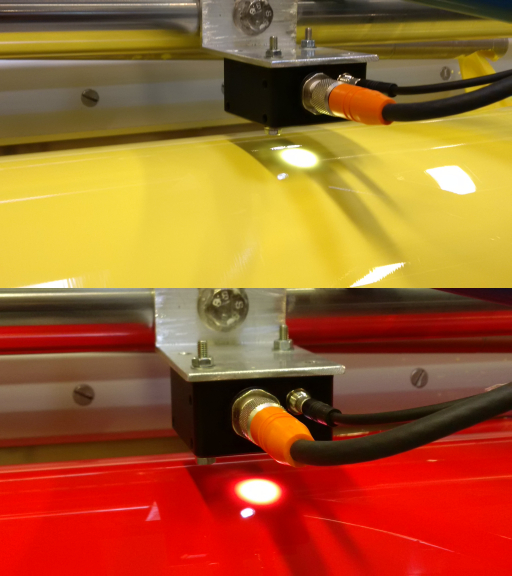
Kontrola połysku w przemyśle meblowym Podczas procesu produkcja drzwi, zaraz po nanoszeniu koloru (farby) konieczna jest kontrola połysku powierzchni. Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
|||||
APP N° 66
|
Kontrola koloru w przemyśle meblowym Podczas produkcji drzwi konieczna jest kontrola koloru. Czujnik sprawdza kolor zaraz po naniesieniu farby przez dysze pod ciśnieniem, przed przejściem do komory suszenia. Color monitoring in the furniture industry During the manufacturing process of doors the color must be controlled and monitored. At this the color will be sprayed with spray nozzles, which are mounted on a robot, onto the doors. Just after this process but before the drying process the color should be controlled. |
|
|||||
APP N° 51
|
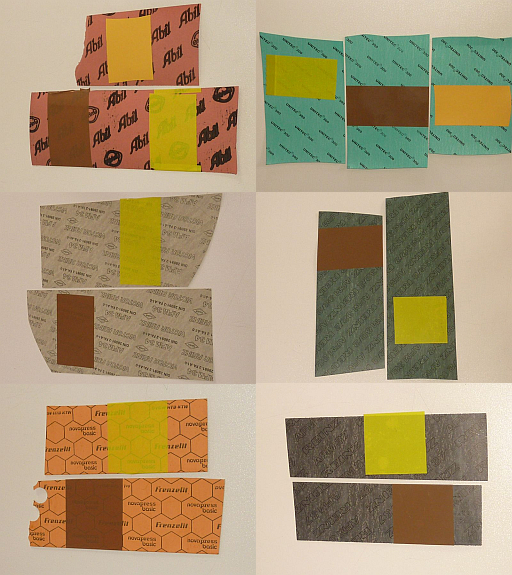
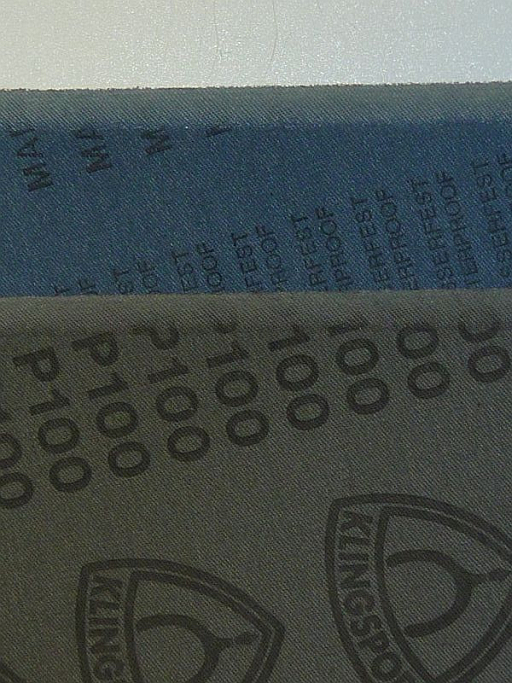
Kontrola marginesu pasa ściernego Rozmaite pasy ścierne posiadają margines, który powinien być kontrolowany. Może on występować zarówno na wierzchniej jak i spodniej stronie. Margines jest ciemniejszy niż strona spodnia i jaśniejszy niż wierzchnia. Pozwala to na poprawną detekcję. Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |
|
|||||
APP N° 47
|
Detekcja kolorowych znaczników UV na płytach drewnianych Markery UV stosowane są do oznaczania miejsc uszkodzeń w drewnie. Zazwyczaj szerokość znacznika wynosi 15mm. Zdarza się, że znaczniki leżą bardzo blisko siebie, ale muszą zostać wykryte jako oddzielne uszkodzenia. Czujnik umożliwia detekcję z odległości nawet 200mm, pasków o szerokości minimalnej 5mm. Color detection of fluorescent marks on wood plates On wooden plates defects will be marked with a fluorescent marker. The fluorescent mark has normally a width of about 15mm and it can happen, that two of this marks lie 20 mm away of each other, but must be detected as two separate marks. Furthermore the fluorescent marks should be detected at a distance of 200 mm to the object and even a mark with a width of 5mm should be detected. |

|
|||||
APP N° 21
|
Nagrywanie i monitorowanie poziomu koloru Coraz więcej użytkowników czujnika Spectro-3 używa oprogramowania do kontroli koloru. Nieskończona liczba producentów materiałów foliowanych (przemysł meblowy, papierniczy i motoryzacyjny) oraz wytwórcy laminowanych płyt MDF potrzebuje czujnika nie tylko do detekcji koloru, ale także do katalogowania danych produkcyjnych. Color signal recording and color signal monitoring More and more users of the SPECTRO-3 color sensors are asking for a color monitoring and color recording software. The manufacturers of endless materials like plastic foils (e.g. furniture, paper and automotive industry) and the fabricators of laminated medium density fiberboards (MDF) needs an inline sensor system not only for a 100% - quality control but beyond that a system for color signal recording, which allows also to document data like product number, customer name or number, order number, operator name, time and date. Furthermore, the sensor system should inform the operator about the color trend of the product, thus possible countermeasures can be duly initiated. |

|
|||||
APP N° 18
|
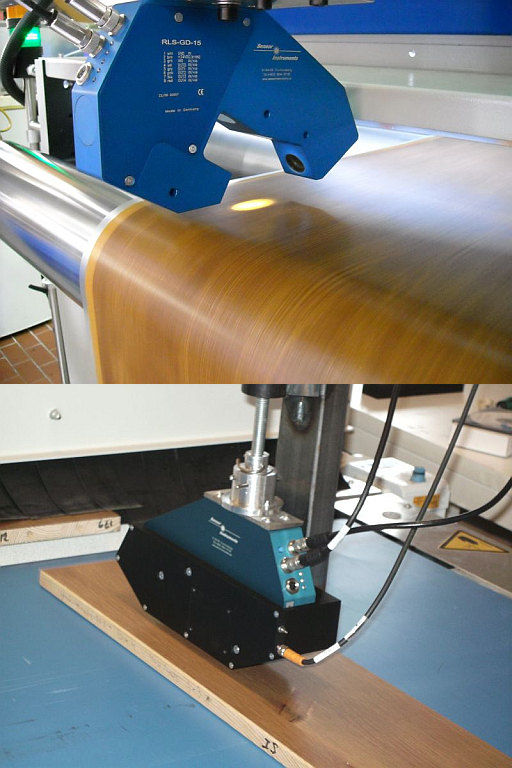
Kontrola pozycji pasów przenośnika w przemyśle drzewnym i papierniczym Specjalne pasy przenośników są używane w przemyśle papierniczym oraz w przemyśle drzewnym (np. podczas produkcji MDF). Pozycja pozioma musi być korygowana w zakresie ±0.2mm, a pozycja pionowa ±2mm. Materiał przenośnika to stal nierdzewna lub tworzywo sztuczne. Lateral position control of conveyor belts in the wood and paper industry In the wood industry (during the production e.g. of MDFs = medium density fiberboards) as well as in the paper industry, special conveyor belts are in use. The lateral position of the band material must be hold in a range of ±0.2mm, whereas the vertical position can change in the range of ±2mm. The material of the conveyor belt is either stainless steel or plastic fabric. |
|
|||||
APP N° 5
|
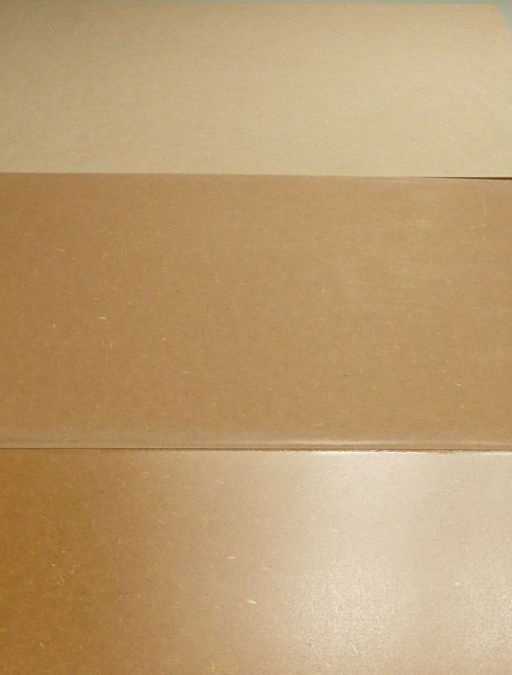
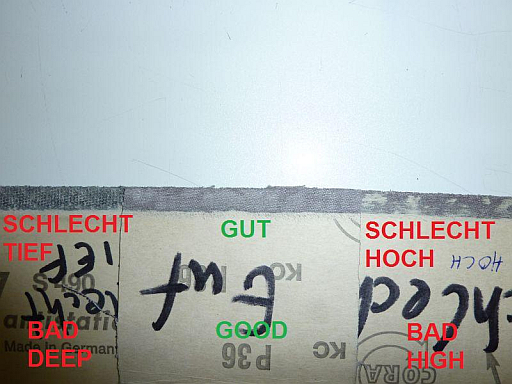
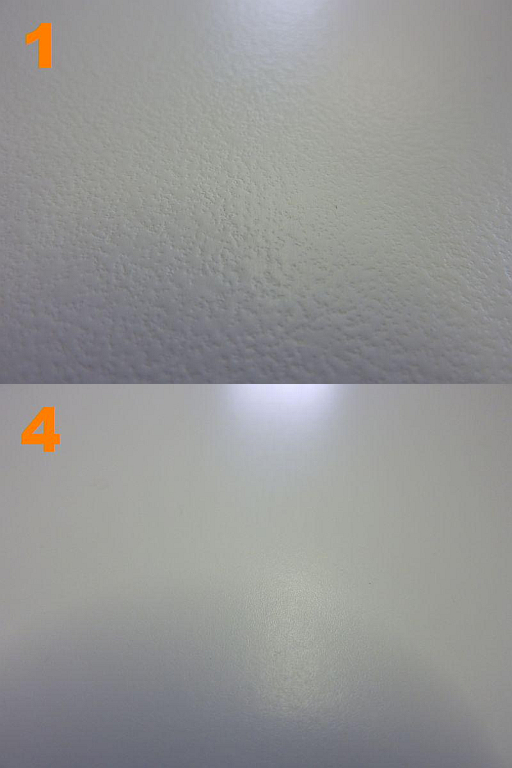
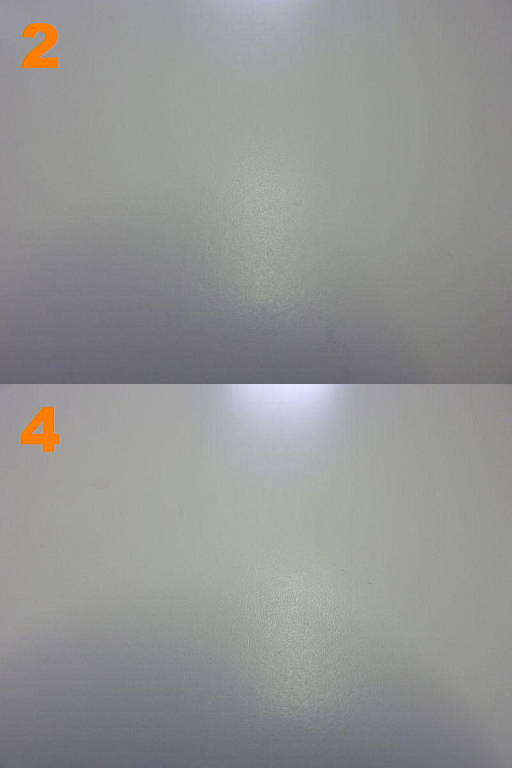
Kontrola okleiny podczas produkcja drzwi 1. Detekcja przypaleń I przetarć na powierzchni okleiny podczas produkcja drzwi: Okleina jest klejona do płyty MDF podczas ruchu płyty, jednak może się zdarzyć, że gorący pistolet uszkodzi powierzchnię okleiny. Wszelkie przetarcia i przypalenia powinny być wykryte przez czujnik. 2. Rozróżnianie pomiędzy błyszczącą i matową biała okleiną: Zadaniem czujnika jest rozróżnianie pomiędzy błyszczącą i matową biała okleiną. Veneer control during the door production 1. Detection of slightly burned veneer zones and veneer tear-off during the door production: The veneer will be glued onto the mdf plate during the movement, however, if the process will be interrupted due to any reason, it can happen, that the hot air gun, which will be used normally to warm up the glue, scorches or burns the veneer surface slightly. Furthermore the color sensor should detect a veneer tear-off. 2. Differentiation between white glossy veneer and white matt veneer: The task is to distinguish between white glossy and white matt veneer. |

|

")