








Практические примеры применения в промышленной сфере
SPECTRO-3-FIO-CL
1) Выбрать язык:
|
Kontrola barvy a orientace kapslí Během výroby se má, bezprostředně před zabalením, kontrolovat barva a orientace kapslí. Color and guidance control of capsules The color as well as the orientation of capsules should be controlled during the production and just before packaging. |

|
|||
|
Detekce černé, jakož i šedé vrstvy laku na kovových dílech V Ɛx prostředí stříkací kabiny se mají rozlišovat nenalakované díly od dílů nalakovaných černě, popř. šedě. Detection of black and gray lacquer coat on metal part In the Ɛx zone of a spray chamber uncoated metal parts should be differentiated from black and gray metal parts. |
|
|||
|
Kontrola odpadních vod a klasifikace Má se provádět kontrola a klasifikace odpadních vod. Pro tento účel mají být namontována buď průhledítka, skrz které je možné měřit, ale představitelné by bylo i přímé ponoření do odpadní vody. Waste water detection and classification Waste water should be detected, controlled and classified. For this purpose sight glasses can be used for the measurement or even dipping the optical front end unit into the waste water is also possible. |

|
|||
|
Rozpoznání barevné značky na aerosolové nádobce Na různých aerosolových nádobkách se má provádět detekce různých barevných značek. Přitom se nesmí zapomenout na to, že nános barvy barevné značky se může silně lesknout, navíc je nutné počítat i se svary. Detection of color marks on spray cans Color marks should be detected on different spray cans. Attention should be paid to the background color as well as to the glue line. |

|
|||
|
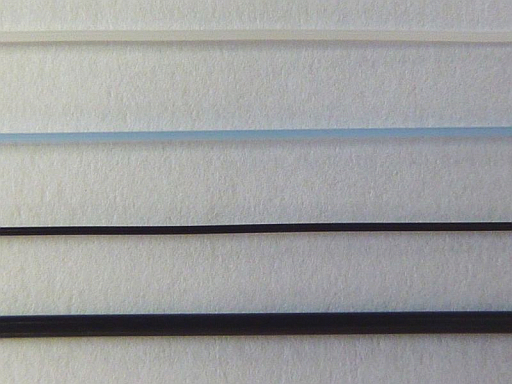
Barevné rozlišení plastových drátů Kontrolovat se má barva plastových drátů. Differentiation of plastic monofilaments Plastic monofilaments, different in size or in color, should be differentiated. |
|
|||
|
Rozlišení slepé díry a slepé závitové díry V hliníkovém dílu se má rozlišovat mezi slepou dírou a slepou závitovou dírou. Differentiation of blind holes and blind threads On metal blocs a presence control of blind threads and blind holes should be realized. |

|
|||
|
Kontrola barvy fluoreskujícího nánosu barvy na cigaretové krabičce Během výroby se má hlídat barva, jakož i intenzita fluoreskujícího nánosu barvy, a to pod UV světlem. Přitom se nesmí zapomínat na to, že na povrchu kartonu jsou další fluoreskující oblasti, které ale pod UV světlem svítí modře, zatímco kontrolovaná tiskařská barva vydává zelené světlo. Color control of a fluorescent lacquer on a cigarette box The color as well as the intensity of a fluorescent lacquer on a cigarette box should be controlled. It should be noted that there are also other fluorescent marks on the cigarette box, but these colors are different (blue) from the fluorescent lacquer (green). |

|
|||
|
Barevná kontrola lakových barev Lakové barvy mají být během výroby kontrolovány inline. Měřit se přitom má v produktu a ne na povrchu. Color control of lacquers The lacquer should be inline controlled. At this a special casing is used which will be plunged into the lacquer. |

|
|||
|
Rozlišení jednobarevných a dvoubarevných kabelů Během procesu navíjení a bezprostředně po nanesení druhé barvy má být kabel překontrolován, zda se na něm tato druhá barva nachází. Přitom je nutné vzít v úvahu, že kabel se při přepravní rychlosti 15 m/s otočí za dobu 0,5 s jednou okolo vlastní osy. Toto otáčení lze použít pouze pro testování barevného nánosu, když barevná stopa má šířku 0,8 mm při průměrech kabelů od 1,35 mm do 3 mm. Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
|
|||
|
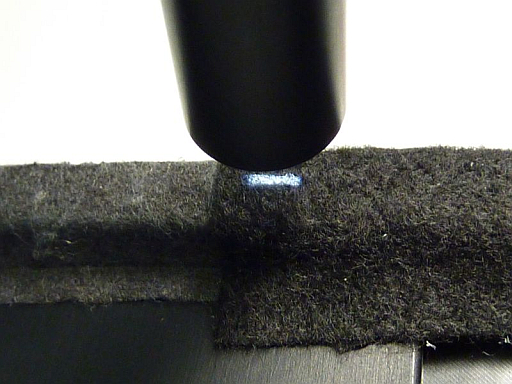
Kontrola přítomnosti filcové samolepky na plastovém dílu z oblasti automotive Na plastovém dílu na přístrojové desce se má testovat výskyt samolepicího proužku z plsti. Navíc mají být kontrolovány dvě různobarevné plsti. Presence control of felt textile on dashboard components On dashboard instruments the presence of felt must be controlled furthermore two felts must be differentiated. |
|
|||
|
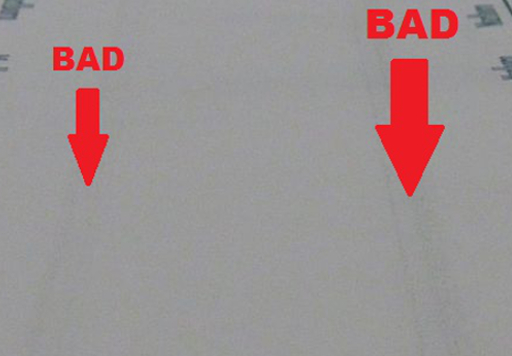
Kontrola perforovaného cigaretového papíru Během laserové perforace cigaretového papíru se může stát, že se na okrajích otvorů perforace vyskytují mírně spálená místa. Při pohledu z určité vzdálenosti se tato perforace jeví jako šedý proužek. Nyní tedy má být kontrolována hodnota šedé barvy perforačního proužku. Kontrolovat se má nejen výskyt spálených míst, ale také to, zda vůbec existuje perforace. Inspection of perforated cigarette paper During the laser perforation of cigarette paper it happens sometimes that around the holes the paper is partially burned. Observed from a certain distance, the cigarette paper looks like a white paper with more or less gray stripes. The perforated stripes should be inline controlled, whether there is a color as well as intensity shift into the gray range. Furthermore, a distinction between burned stripes, slightly burned stripes, proper stripes and no stripes should be possible. |
|
|||
|
Rozlišení leskle a matně chromovaných plastových dílů Matně chromované plastové komponenty mají být rozlišeny od komponent leskle chromovaných. Oba díly přitom mají stejný tvar; pro umístění senzoriky je k dispozici výška 8 mm. Differentiation of chrome plated shiny and chrome plated matt components Chrome plated shiny components must be distinguished from chrome plated matt parts. The size of the objects is equal; there is only 8mm space in height under the object for the sensor front end. |
|
|||
|
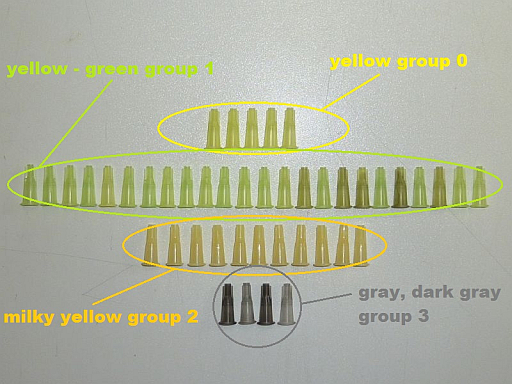
Barevné rozlišení plastových komponent pro injekční jehly Má být kontrolována barva plastových vložek pro injekční jehly, přitom se mohou i v rámci stejného barevného typu vyskytnout nepřípustně velké odchylky, které by potom měly být rozpoznány. Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
|
|||
|
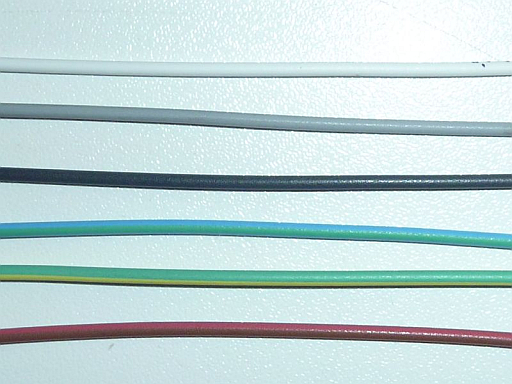
Rozlišení jedno- a dvoubarevných kabelů Během výroby kabelů se mají rozlišovat jedno- a dvoubarevné kabely. Kabely se přitom vyrábějí rychlostí 15 m/s; produkce zahrnuje různé průměry kabelů, počínaje 1,35 mm. Kabely se za 0,5 s otočí jednou okolo vlastní osy. Šířka druhého barevného nánosu činí asi 0,8 mm. Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |

|
|||
|
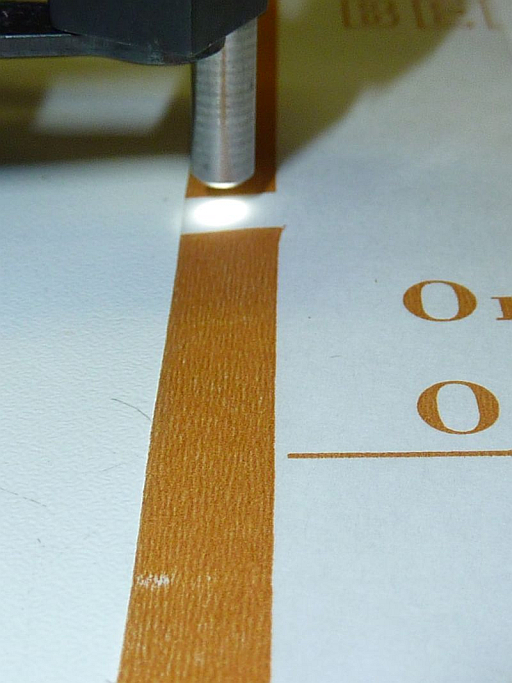
Rozpoznání barevných značek na papírové pásce Bílá barevná značka musí být rozlišena od barevného proužku. Barevný proužek přitom může mít různé barvy (žlutý, hnědý, červený, fialový, zelený a šedý). Produkt se pohybuje rychlostí 10 m/s, velikost barevné značky je cca 6 mm x 4 mm. Poloha barevné značky musí být udána přesně. Color mark detection on a paper banderole A white color mark must be detected on a different colored stripe. Depended of the bank note, the stripe can have a color of e.g. yellow, brown, red, blue, green, violet and grey. The product runs with a maximum speed of approximately 10m/s and the size of the color mark is about 6mm x 4mm. The sensor should deliver precise information about the position of the white color mark. |
|
|||
|
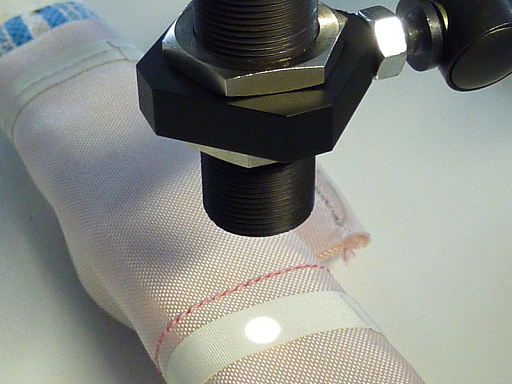
Rozpoznání bílé lepicí pásky na růžové tkanině airbagu Má být rozpoznána bílá lepicí páska na růžovém textilním materiálu. Bílá páska přitom musí být rozpoznána bezpečně a nesmí dojít ani k záměně s jinými, na airbagu se nacházejícími úseky v modré a bílé barvě. Detection of a white tape on a pink airbag textile The white tape on a pink airbag textile must be detected. Thereby it must be differentiated between the color of the white tape on the one hand and all of the other background colors of the airbag (pink, pink with red thread, blue and white textile) on the other hand. |
|
|||
|
Barevné rozlišení mezi ozubeným kolem bez povrchové úpravy a černě popouštěným ozubeným kolem Rozlišovat by se mělo černě popouštěné kolo od ozubeného kola ponechaného bez úpravy. Vzdálenost mezi senzorem a měřeným povrchem by přitom měla činit cca 160 mm a měřená skvrna by při této vzdálenosti měla mít průměr asi 3 mm. Color differentiation between a black and an uncoated metal gear wheel A black metal gear must be distinguished from an uncoated metal gear. The distance from the sensor to the object should be 160mm and the spot size should be around 3mm in diameter. |

|
|||
|
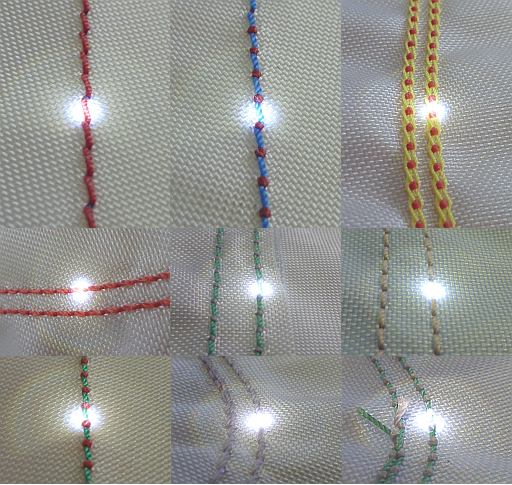
Rozlišení různobarevných vláken na tkanině airbagu Na tkanině airbagu se mají rozpoznat různobarevná vlákna. Vlákna přitom mohou být i dvoubarevná. Differentiation of threads on an airbag textile Different colored threads must be differentiated. At this, the treads can be also bicolored. |
|
|||
|
Rozpoznání barevných značek na pryžovém těsnění Na pryžovém těsnění má být rozpoznáno žlutě označené pole. Color mark detection on a rubber seal A yellow striped color mark should be detected on a rubber seal. |

|
|||
|
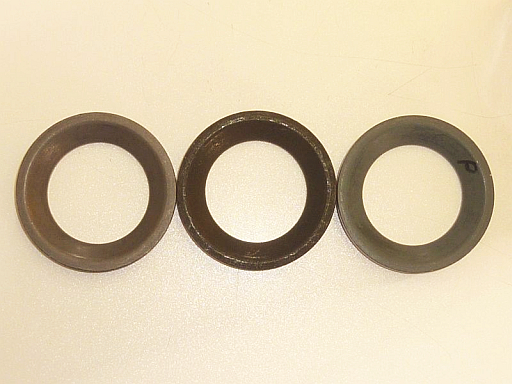
Rozlišení kuličkových ložisek Musí být rozpoznána kuličková ložiska o stejné velikost, ale s různobarevným kroužkem. Vzdálenost k senzoru musí činit alespoň 160 mm. Differentiation of ball bearings Ball bearings with the same size but with a different color ring must be differentiated. At this one ball bearing type has a golden colored inner ring, whereas the other type is equipped with a silver colored inner ring. The ball bearing has to be controlled at a minimum distance of 160mm. |

|
|||
|
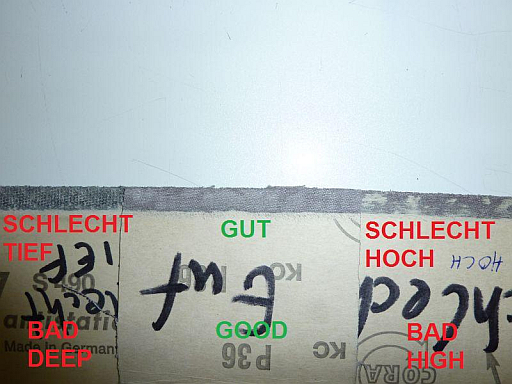
Kontrola povrchu postranního proužku brusného papíru Povrch zadní strany brusných papírů se v okrajové oblasti obrousí a musí být kontrolován, zda je homogenní. Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||
|
Rozpoznání práškového nánosu barvy na plastovém proužku, zesíleném uhlíkovým vláknem Po procesu práškového nástřiku se má kontrolovat tloušťka vrstvy na plastovém proužku, zesíleném uhlíkovým vláknem. Detection of powder coating on carbon fiber reinforced plastic films During the powder coating of carbon fiber reinforced plastic films the quality of the coating (thickness of the layer) has to be controlled. |
|
|||
|
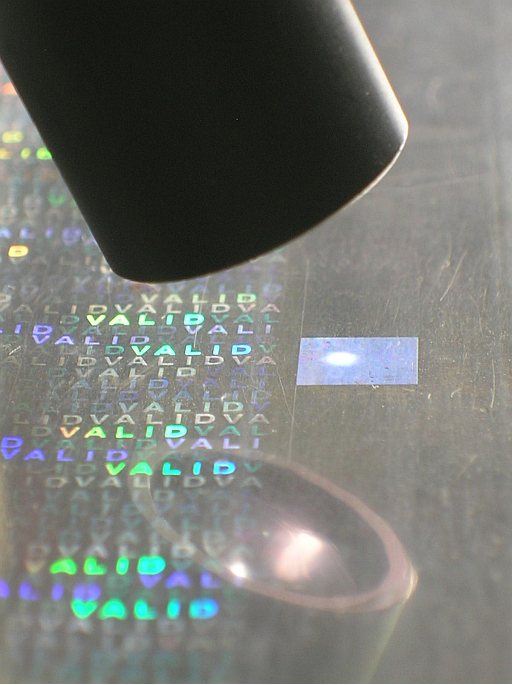
Ultra rychlá detekce holografických referenčních značek Holografické referenční značky mají tu vlastnost, že při dopadu světla na značku pod úhlem 45° se světlo přímo odráží zpět. Toto chování existuje jako u pokovených, tak i transparentních fólií. Super fast detection of holographic reference marks in the printing industry One of the properties of holographic marks is the direct back reflection of collimated, parallel light under a certain angle. For most of the holographic marks this angle is equal to 45° and the collimated beam is directed perpendicular to the transport direction of the printed foil. This behavior of direct back reflection can be observed on transparent as well as on metalized holographic foils. |
|
|||
|
Kontrola barvy LED Má se hlídat barva LED v elektrických zubních kartáčcích. Přitom se musí kontrolovat pulzní sekvence LED. LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
|||
|
Rozpoznání barevné značky na hliníkových trubkách Má se provádět detekce červeně označených míst na hliníkových trubkách. Dále mají být rozpoznána černě natisknutá písmena. Color mark detection on aluminum tubes A red color mark which is sprayed on an aluminum tube must be detected during the linear movement of the tube. Furthermore on another aluminum tube the presence of black characters and figures should be detected, too. |
|
|||
|
Kontrola barvy uzávěrů bezpečnostních pásů Mají se rozlišit uzávěry bezpečnostních pásů v barevných odstínech béžová, šedá a černá. Color differentiation of seat-belt buckles For the seat-belt buckles colors like beige, gray and black preponderates, but there are different tones in the respective colors present. |

|
|||
|
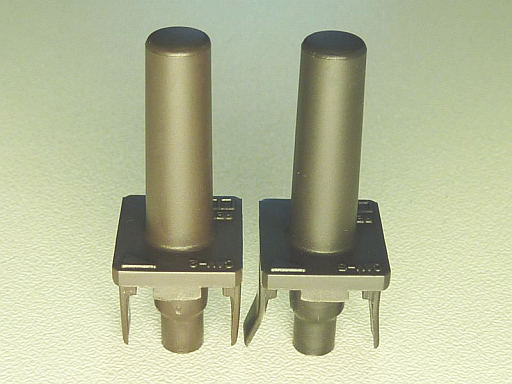
Barevné rozlišení spínacích prvků v oblasti interiérů - automotive Během montáže spínacích prvků do přístrojové desky, bočních dveří nebo vnitřního obložení střechy se má kontrolovat barva spínacích prvků. Protože se pro tyto spínací prvky částečně používají také laky, jako se používají i pro auto jako takové, jedná se zde o barvy s vysokým leskem. Color differentiation of control elements in the automotive interior field During the assembling process of the control elements into the dashboard, into the car side doors or into the headliner the color must be controlled. Mostly for the housing of the control elements the same lacquer will be used as for the bodywork, which means that we have to do with very glossy colors. |

|
|||
|
Barevné rozlišení plastových komponent v oblasti interiérů - automotive V automobilovém průmyslu se v oblasti interiérů používá celá řada plastových komponent. Tyto komponenty se mimo jiné používají ve dveřích aut, autosedačkách, v čalounění střechy a na přístrojové desce. Musí se rozlišovat různé šedé, béžové a černé tóny. Color differentiation of plastic components in the automotive industry In the automotive industry there will be used a lot of plastic components even in the interior area. These components will be used amongst others for the side doors, the car seats, the rear door, the headliner and the dashboard. The colors of these plastic parts are more or less either gray or beige or black. |

|
|||
|
Barevné rozlišení plastových dílů, jak se používají v oblasti interiérů v automotive U plastových dílů, jaké se používají v oblasti interiérů v automotive, se má kontrolovat barva. Color differentiation of plastic parts in the automotive interior field Different colored plastic components which are used in the automotive interior field should be distinguished. |
|
|||
|
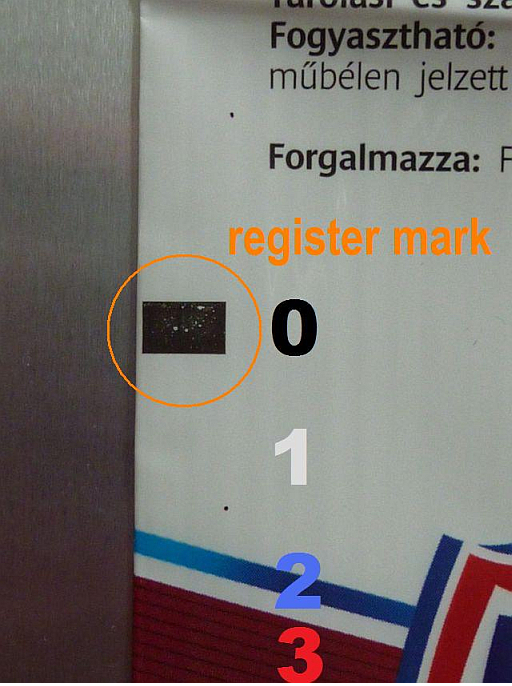
Rozpoznání barevných značek (registračních značek) Během tiskového procesu se má zaznamenávat poloha registračních značek. Detection of color marks (register marks) During the printing process of plastic foils for the food industry the color mark must be properly detected on each printing units. |
|
|||
|
Kontrola barvy tekutin Ve vodním oběhu se má kontrolovat kvalita vody. Přitom se může stát, že tekutina bude zabarvena mírně do modra, popř. béžova, což je příznakem znečištění. Má se hlídat barevný přechod. Colored liquid control During a water cycle process the quality of the water must be controlled. It can happen that the water becomes slightly blue (pollution) or beige (oily) in color. Both case must be detected, the water must be clean. |

|
|||
|
Rozpoznání černé značky na kovové tubě Na kovové tubě se má kontrolovat kruhová značka, nanesená pomocí piezo tlačítka, a to jak z hlediska existence této značky, tak i její správné polohy. Black ink mark control on metal tubes On metal tubes, black marks will be applied with an ink jet printer. Sometimes the position of the ink mark is not on the right place or the ink coverage is not sufficient. |

|
|||
|
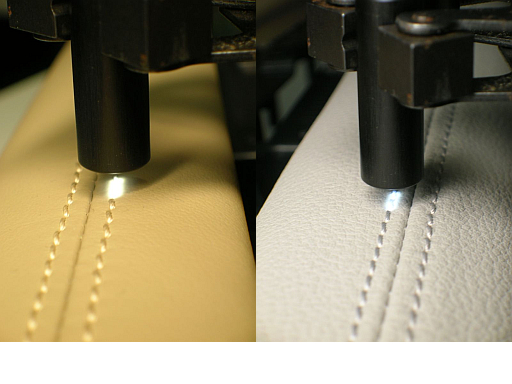
Rozlišení dvou různobarevných švů na interiérových komponentách Na béžových a šedých interiérových dílech se má hlídat existence, jakož i správná barva švů (šedá, popř. béžová). Color control of two different seams on two different leather imitations The task is to detect, whether the seam is present on the leather imitation or not. There are two different colored leather imitations, beige and gray and respectively a beige thread as well as a gray thread. |
|
|||
|
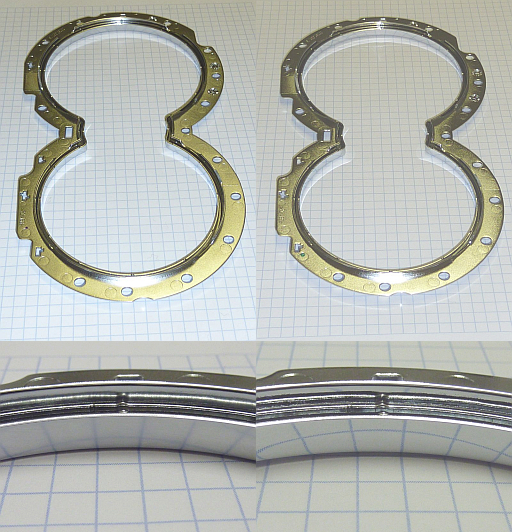
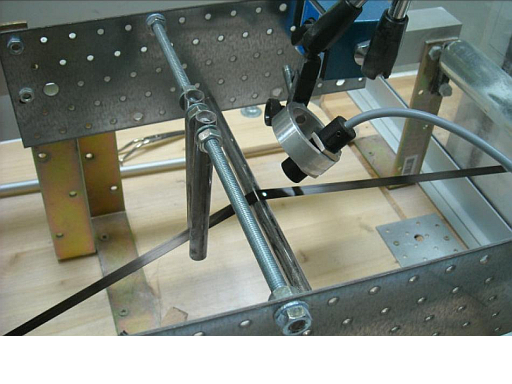
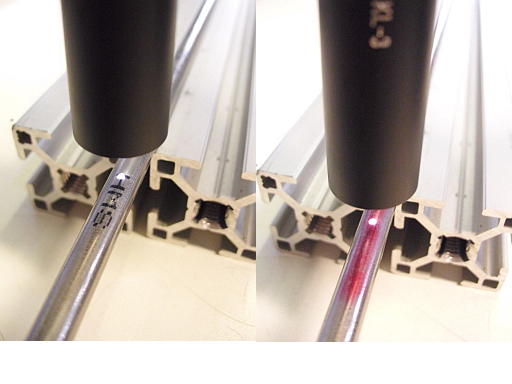
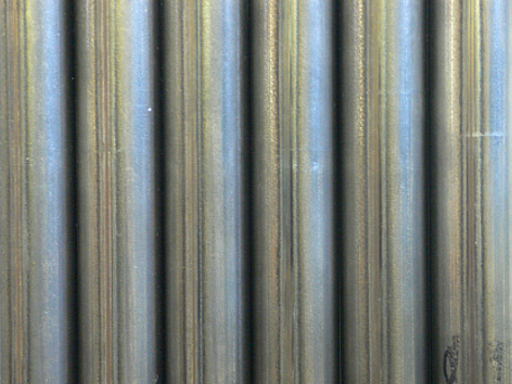
Rozpoznání svarů na kovových trubkách Svary mají být detekovány na kovových trubkách. Přitom je nutné vzít v úvahu, že na povrchu kovů se mohou vyskytovat škrábance, jakož i rez nebo vměstky. Detection of a welding line on a metal rod The welding line must be detected during the rotation of a metal rod. It has to be taken into account, that there are scratches as well as rust on the metal surface. |
|
|||
|
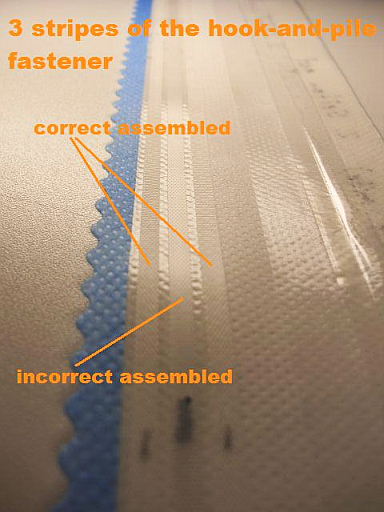
Rozlišení lícové a rubové strany suchých zipů Během lepení proužků suchých zipů se musí rozlišovat lícová a rubová strana. Hook-and-pile fastener (Velcro®) direction control The task is to check the direction of the hook-and-pile fastener. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")