Practical examples from the industrial use
SPECTRO-3-FIO
1) Select language:
|
Color control of a red stripe on a fabric The color of a red stripe on a safety belt should be controlled. At this, the red color should remain in a certain tolerance range. |

|
||
|
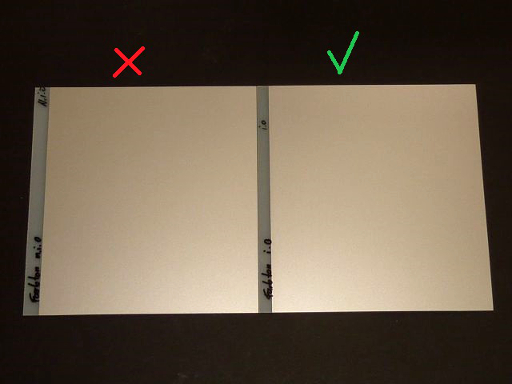
Gray value control of screen printing plastic plates The gray scale value of screen printing plastic plates should be controlled. |
|
||
|
Control of silk-screen printing color marks Screen printing color marks should be controlled on plastic sheets. |

|
||
|
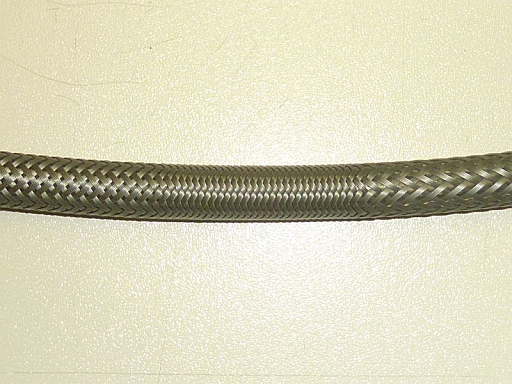
Verificarea ruperii sârmei precum și a supra-întinderii tuburilor împletite Tuburile împletite trebuie verificate cu privire la absența unor sârme individuale. De asemenea, tuburile împletite trebuie verificate și cu privire la o eventuală supra-întindere. Braided hose wire absence and overstretch control The presence of all wires inside a braided hose should be controlled. Furthermore it should be controlled, whether the hose is overstretched. |
|
||
|
Detectarea unui marcaj de referință pe o folie de aluminiu Trebuie detectat un marcaj de referință realizat cu laser pe o folie de aluminiu. Folia poate fi transportată cu o viteză de până la 60m/min. Detection of a printed reference mark on an aluminum foil A lasered reference mark on an aluminum foil should be detected. At this, the maximum rate of feed of the aluminum foil is approximately 60m/min. |

|
||
|
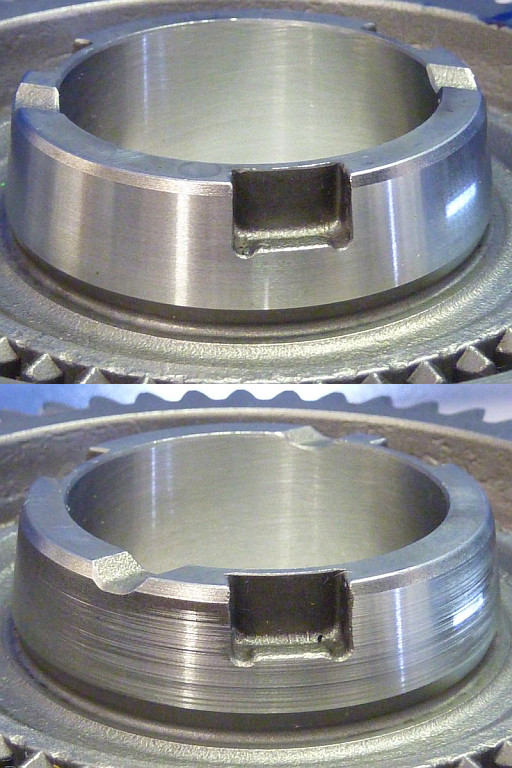
Verificarea suprafeței unui con șlefuit la o roată dințată Suprafața unui con al unei roți dințate trebuie verificat cu privire la caneluri sau urme grosiere de șlefuire. Roata dințată poate fi rotită în timpul verificării, iar distanța de la senzorii de măsurare la senzor trebuie să fie de cca. 200mm. Quality control of the surface of a cone on a cogwheel The surface of the cone on a cogwheel should be checked. The surface of a proper cone looks very homogeneous; the surface of a bad cogwheel shows grooves and scratches. For investigations the cogwheel can be turned around its axis. The distance from the sensor to the object should be around 200 mm. |
|
||
|
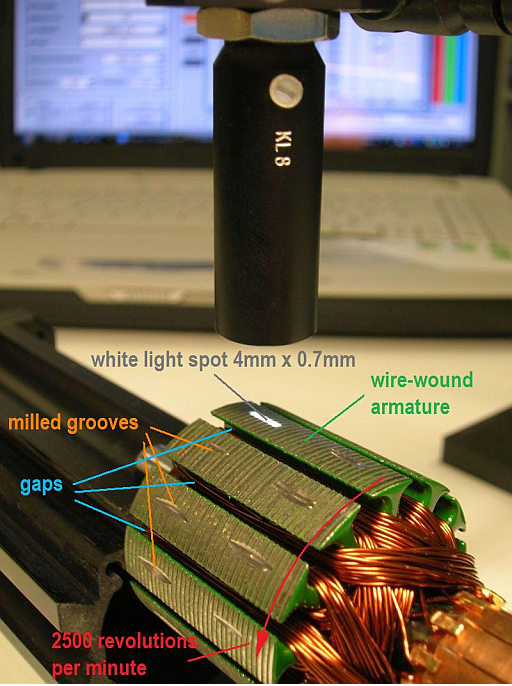
Detectie goluri si canale de pe armatura de cablu infasurat In timpul procesului de echilibrare electronica trebuie detectate golurile precum si canalele frezate pe armaturi de sirma din infasurari. Viteza maxima este de circa 2500 de rotatii pe minut. Groove and gap detection on wire-wound armature The gaps as well as the milled grooves on wire-wound armatures should be detected during the electronic balancing process. The maximum speed is around 2500 revolutions per minute. |
|
||
|
Diferențierea culorii diverselor sticle colorate din sticlă După curățarea sticlelor refolosibile, sticlele din sticlă trebuie diferențiate după culoare (de ex. sticlă transparentă, sticlă verde, sticlă maro, sticlă galben verzuie, sticlă albastră). Color differentiation of colored glass bottles In the glass recycling industry it is necessary to separate the different colored bottles to get a correctly sorted material. |

|
||
|
Diferențierea între sticle cu strat acoperitor și fără strat acoperitor Sticluțele de sticlă pentru domeniul farmaceutic trebuie interogate în timpul producției cu privire la existența stratului acoperitor interior. Sticluțele acoperite cu strat protector au un aspect ușor lăptos, în timp ce sticluțele fără strat protector sunt transparente. Detection of clear and milky glass bottles In the glass industry during the process of glass bottle manufacturing for the pharmaceutical industry, the glass bottles must be coated inside. The task is to check, whether the bottle is coated or uncoated. |

|
||
|
Diferențierea a două componente de interior pe baza cusăturilor În domeniul interior al automobilelor se face diferențierea la componente cu aceeași structură și aceeași culoare a cusăturilor de culori diferite (bej și gri). Detection of two different colored threads on interior parts The task is to distinguish properly between the two different colored threads (beige and gray). |

|
")
")
")
")
")
")
")
")
")
")