








Практические примеры применения в промышленной сфере
1) Выбрать сферу применения:
Glass Industry (Glasindustrie)
2) Выбрать язык:
APP N° 731
|
Differentiation of tin and air side of float glasses The tin side should be differentiated from the air side of float glasses. |
|
|||||
APP N° 665
|
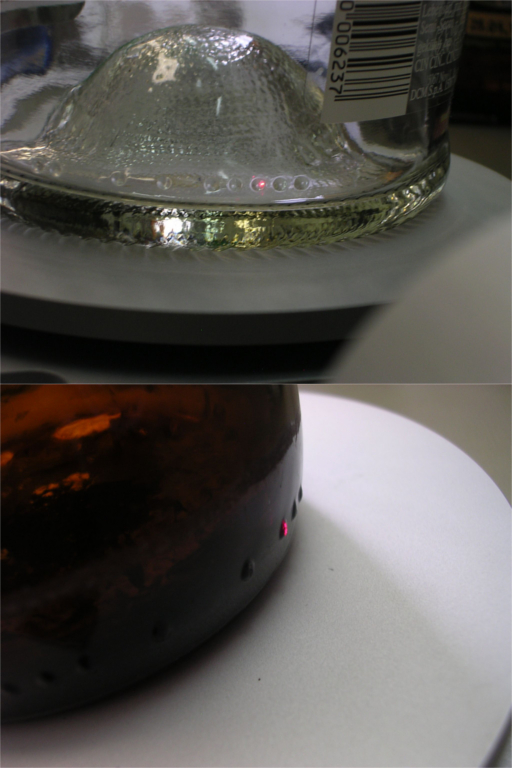
Relief detection on glass bottles Reliefs on different glass bottles should be detected. |

|
|||||
APP N° 647
|
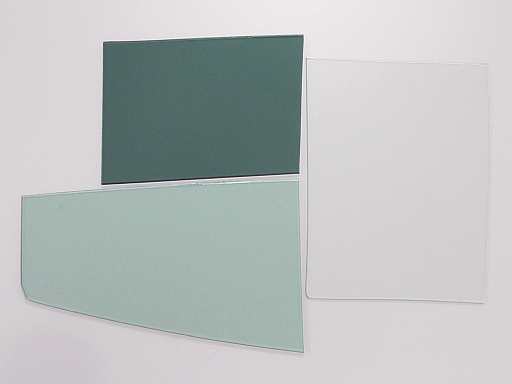
Color measurement of glass plates The color of glass plates should be measured. It should be noted, that the colored opaque glass layer is covered from a transparent shiny glass layer and the color should be measured through the transparent glass layer. The challenge is, to avoid that the direct reflection from the surface of the transparent glass layer is influencing the color measurement result. |

|
|||||
APP N° 613
|
Distance measurement to colored car glass The distance to colored car glass should be measured. It has to be taken into account, that due to the fact, that several measuring points at the glass surface are necessary, the space for the respective measurement device, especially the frontend is limited. |

|
|||||
APP N° 579
|
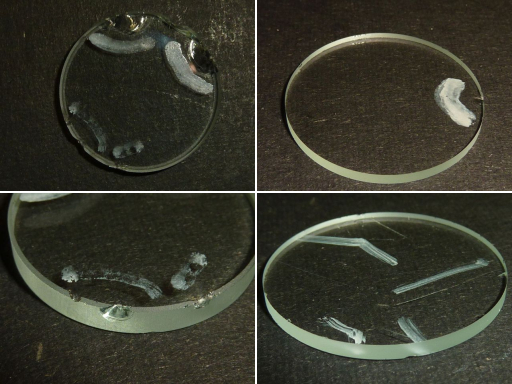
Defect detection on glass plates Defects, like scratches and splintering of cutting edges on glass discs should be detected. |
|
|||||
APP N° 569
|
Bottle neck height control The height of the bottle neck should be measured. |

|
|||||
APP N° 568
|
Glass bottle positioning Glass bottles should be positioned. |

|
|||||
APP N° 567
|
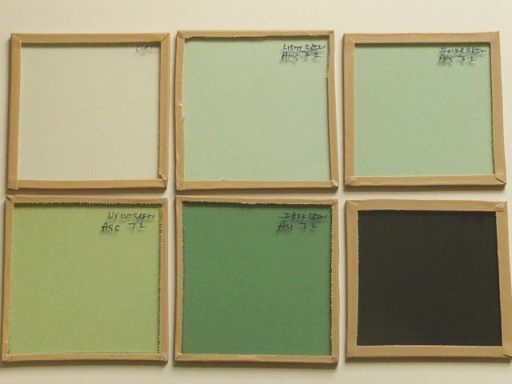
Color differentiation of flat glasses Flat glasses should be color differentiated. |
|
|||||
APP N° 541
|
Optical transmission control of different glass plates The transmission of different glass plates should be controlled. |
|
|||||
APP N° 505
|
Presence control of a laser engraving on a glass bottle The presence as well as the intensity of a laser engraving on glass bottles should be controlled. |

|
|||||
APP N° 492
|
Dot detection on glass bottles Dots on glass bottles should be detected during the rotation. |
|
|||||
APP N° 469
|
Detection of an UV blocking layer on transparent glass bottles The presence of an UV blocking layer should be detected on transparent glass bottles. |

|
|||||
APP N° 450
|
Reflected light color control of coatings on glass plates The coating of glass plates should be color controlled in the reflected light mode. |

|
|||||
APP N° 449
|
Transmitted light color control of coatings on glass plates The coating of glass plates should be color controlled in the through beam way. |

|
|||||
APP N° 366
|
Color control of flat glass The color of flat glass should be controlled in the transmitted-light mode. |
|
|||||
APP N° 343
|
Detection of a brand name on fog light glasses A logo should be detected on a fog light glass. It has been shown that the brand name in the glass is acting like an optical component and deflects the laser beam in a different way compared to the normal glass surface. |

|
|||||
APP N° 304
|
Differentiation of the backside from the front side of a glass plate The matt backside of a glass plate should be differentiated from the glossy front side. |
|
|||||
APP N° 290
|
Color differentiation of bottom colored clear glass bottles Bottom colored clear glass bottles should be differentiated. At this, four different colored bottles can be possible: clear, yellow, red and violet. |

|
|||||
APP N° 284
|
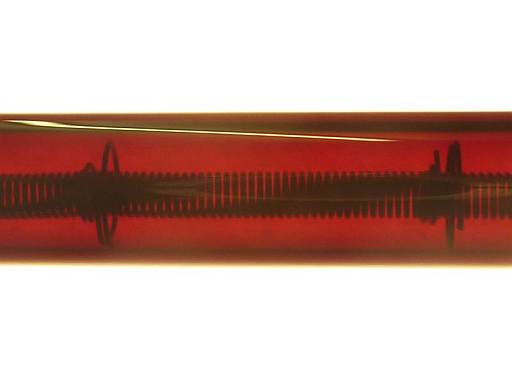
Position control of filament holders in bulbs The position of the filament holders in clear as well as red glass bulbs should be controlled. |
|
|||||
APP N° 232
|
Diameter measurement and position control of glass rods The diameter as well as the position of glass rods, the starting product of optical fibers, should be measured. Typical diameters of glass rods are in the range of 20mm to 90mm. |
|
|||||
APP N° 217
|
Differentiation of the polished surface from the grinded surface of a glass plate During the handling of glass plates the position of the polished surface must be controlled. |
|
|||||
APP N° 101
|
Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
|||||
APP N° 62
|
Color control of tinted glass plates During the assembling of cars the color of the glasses from the side door must be checked. It is only possible to control from one side and even an additional reflector cannot be used. |

|
|||||
APP N° 61
|
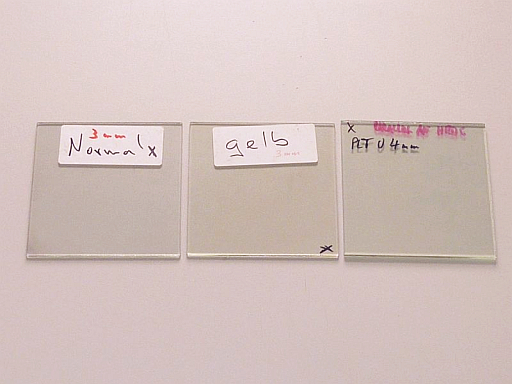
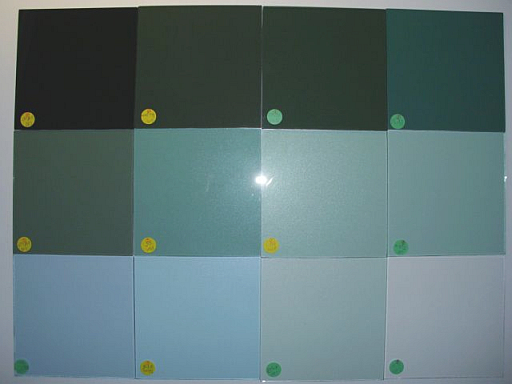
Färgdetektion av tonat och färgat glas Under tillverkningen av tonat och färgat glas ska dess färg kontrolleras för att inte avvika. Color differentiation of tinted and colored glass plates During the subsequent processing of glass plates the different tinted and colored glasses must be controlled and discerned. |
|
|||||
APP N° 59
|
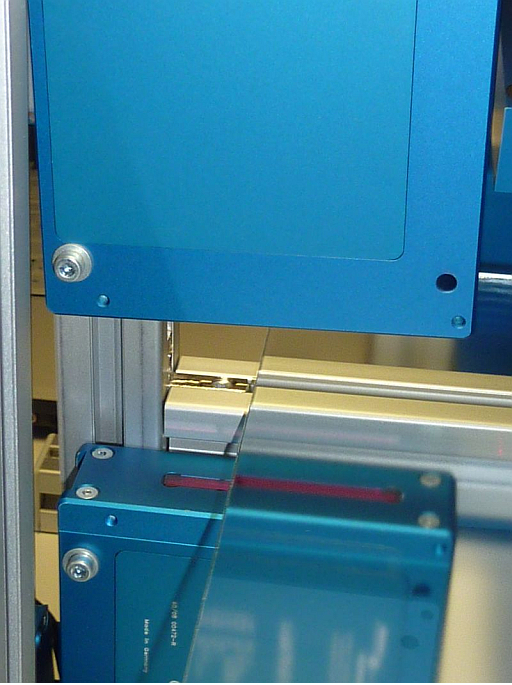
Positionsmätning av transparenta glasskivor Maskinerna som hanterar glasskivor behöver inte bara information om avståndet till skivan utan även positionen på skivans kant. Om glasskivans kant inte är avfasad blir det svårt att detektera den. Med hjälp av att ca 8% av ljuset reflekteras från glasets ovan- och undersida kan givaren göra en exakt mätning. Position measurement of a transparent glass plate Glass handling machines must be informed not only about the distance of a glass plate but also about the edge position of a glass plate. However the detection of the edge of a transparent glass plate is not so easy, especially if there is nearly no phase on the edges. The direct reflection rate of visible light on a standard glass surface is normally approximately 4% and with the additional reflection of the second surface around 8% of the light will be reflected. |
|
|||||
APP N° 58
|
Avståndsmätning mot transparent glasskiva Vid hanteringen av glasskivor ska avståndet till dem mätas för att de ska positioneras korrekt vid slipning av kanterna. Vid mätning mot glas gör reflektionen att en vanlig optisk avståndsgivare inte kan användas. Distance measurement on transparent glass plates During the handling process of glass plates the distance of the glass surface must be controlled. As during the beveling process the glass plate must be positioned in a way that the glass edges can be feed symmetrically into the abrasive block of the grinding machine, otherwise the phases on both sides of the glass plate are different. Due to the fact, that the glass surface delivers nearly no diffuse reflected light but only direct reflected light, a standard laser displacement sensor cannot be used. |
|
|||||
APP N° 22
|
Färgsortering av glasflaskor Efter rengöring av återvunna glasflaskor ska sortering göras efter färg. Glaset i flaskorna kan exempelvis vara grönt, brunt, gulgrönt, blått eller transparent. Color differentiation of colored glass bottles In the glass recycling industry it is necessary to separate the different colored bottles to get a correctly sorted material. |

|
|||||
APP N° 17
|
Särskiljning mellan transparenta och matta glasflaskor Inom glasindustrin ska flaskor för läkemedelsindustrin kontrolleras att de har ytbehandlats inuti och fått ett matt mjölkaktigt utseende. Detection of clear and milky glass bottles In the glass industry during the process of glass bottle manufacturing for the pharmaceutical industry, the glass bottles must be coated inside. The task is to check, whether the bottle is coated or uncoated. |

|
|||||
APP N° 16
|
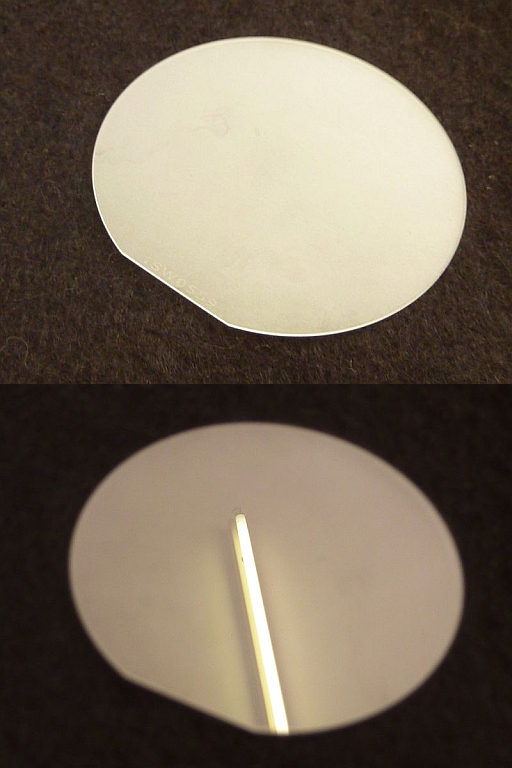
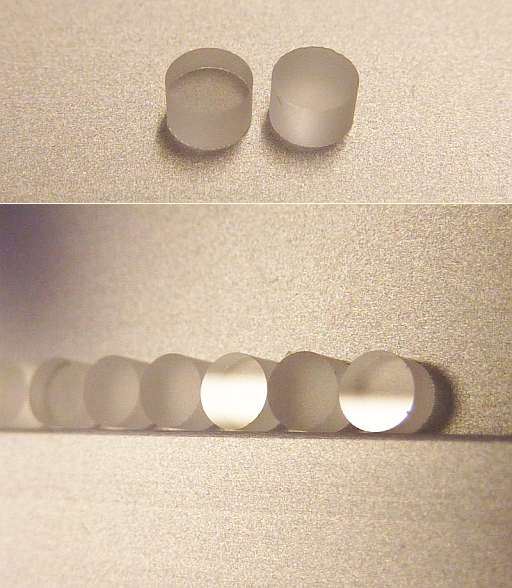
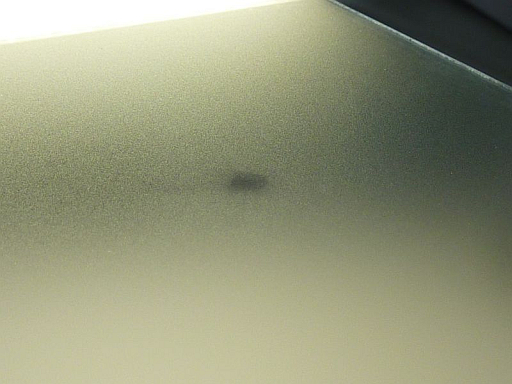
Detektion av blanka ytor på frostat glas Vid produktionen av frostat glas (med matt yta) ska blanka områden detekteras. De blanka ytorna kan ha en diameter från 3 mm. Detection of glossy regions on a matt-finished glass plate During the production of matt-finished glass plates the matt-finished surface must be controlled particularly with regard to small glossy spot. The glossy domains which should be detected are starting with a diameter of approximately 3 mm. |
|
")


