Ejemplos prácticos de la utilización industrial
1) Seleccione aplicación:
Synthetic Industry (Kunststoffindustrie)
2) Seleccione un idioma:
APP N° 803
|
Plastic cap color measurement The color of plastic caps should be measured. |

|
|||||
APP N° 799
|
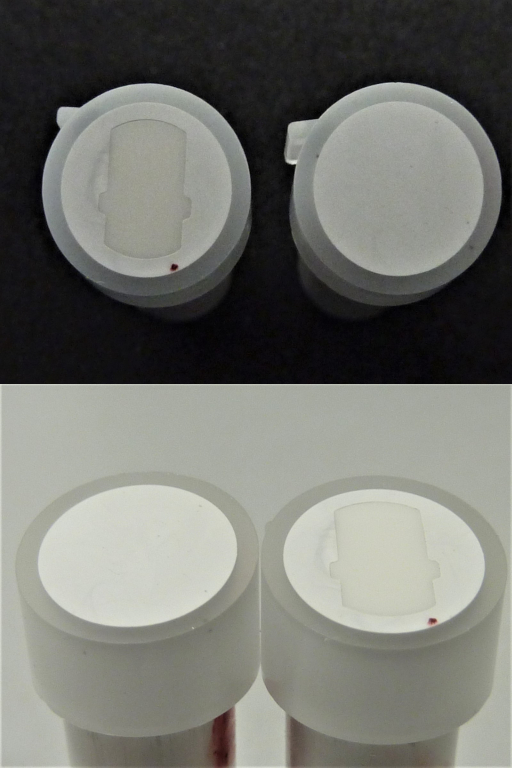
Presence control of a potting compound on plastic components The presence of a sealing compound on plastic components should be controlled. |
|
|||||
APP N° 797
|
Color control of preforms made of recyclates Preforms made of recycled material should be color controlled. |

|
|||||
APP N° 795
|
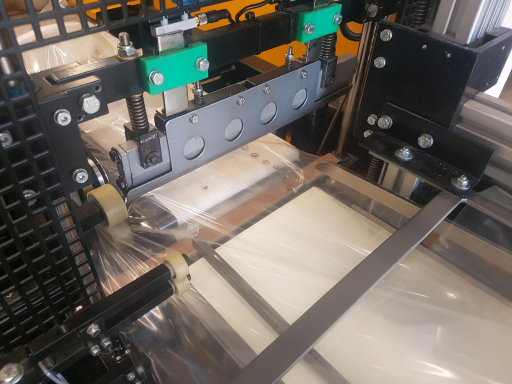
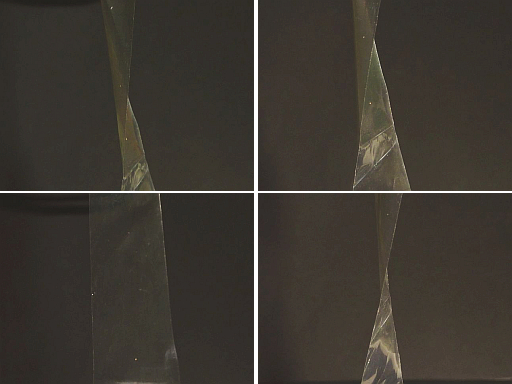
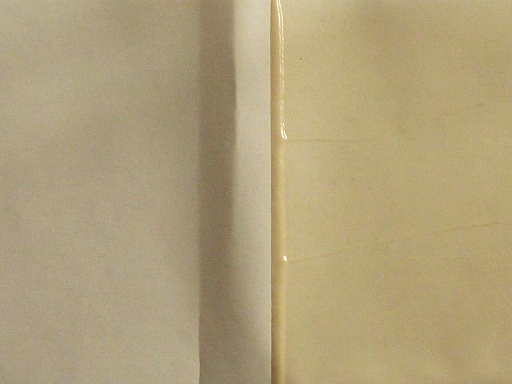
Translucent stretch film thickness measurement The thickness of a translucent stretch film should be measured. |

|
|||||
APP N° 793
|
Color control of preforms The color of preforms should be controlled. |

|
|||||
APP N° 790
|
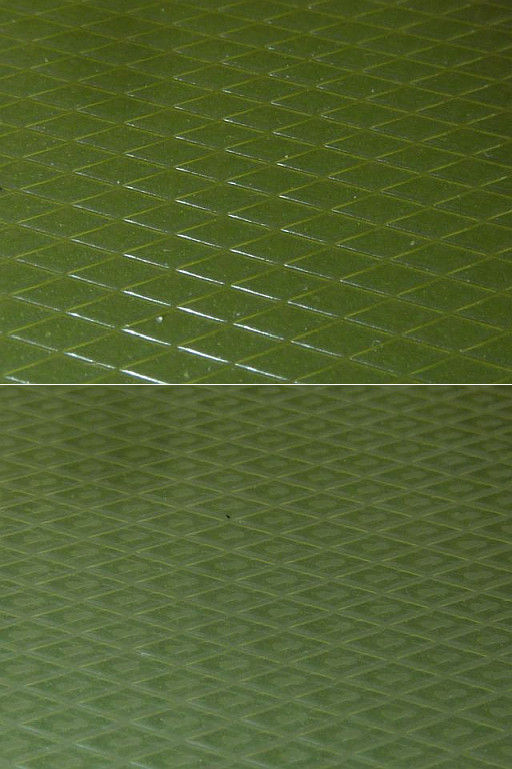
Gloss measurement of synthetic floorings The gloss of plastic floors should be measured. |

|
|||||
APP N° 789
|
Plastic film thickness measurement The thickness of plastic stretch film should be measured. |

|
|||||
APP N° 788
|
Streak detection on a plastic surface A plastic surface should be controlled regarding freedom from streaks and striae. |

|
|||||
APP N° 774
|
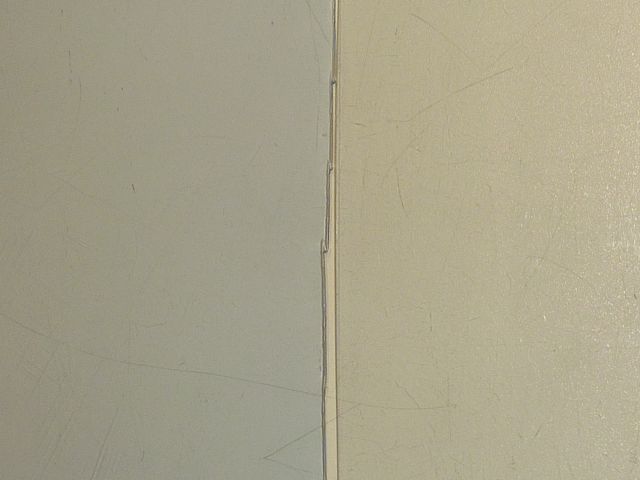
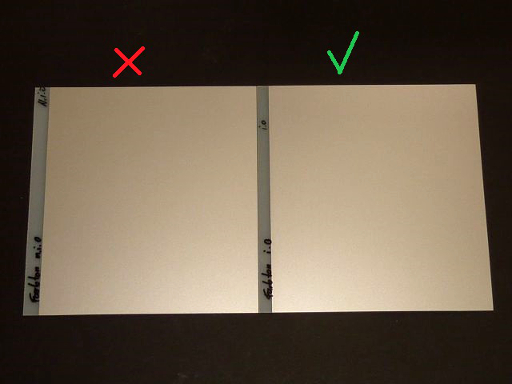
Differentiation of PE and PET side of plastic plates The PET side of plastic plates should be differentiated from the PE side. |

|
|||||
APP N° 765
|
Color mark recognition on transparent plastic films A color mark on a translucent synthetic tape should be recognized. |

|
|||||
APP N° 764
|
Synthetic component orientation control The orientation of transparent plastic parts should be controlled. |

|
|||||
APP N° 763
|
Color mark detection on transparent plastic adhesive strips Color marks should be detected on transparent synthetic glue strips. |
|
|||||
APP N° 746
|
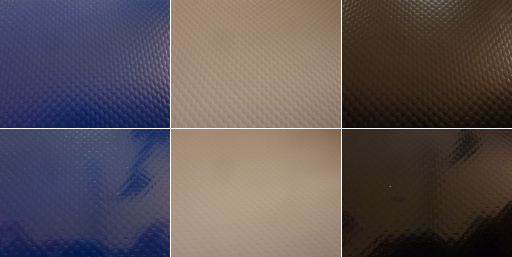
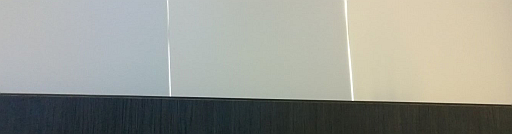
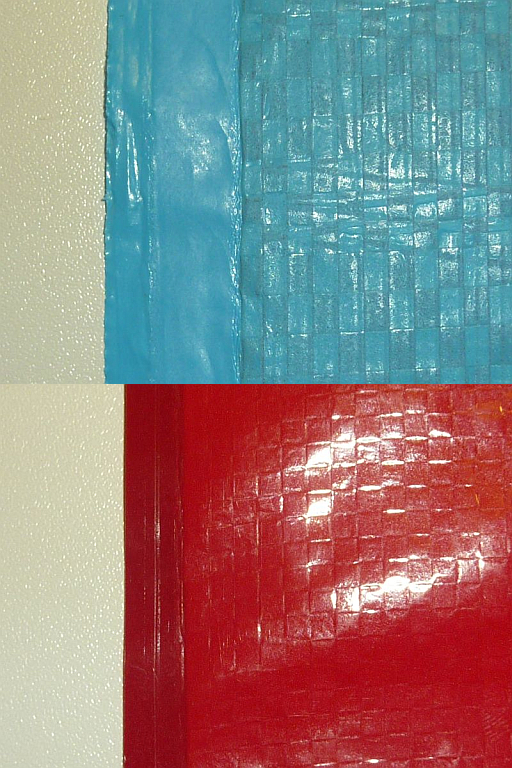
Color measurement of plastic plates with different structures The color of plastic plates with a fine, middle and coarse surface should be measured. |

|
|||||
APP N° 740
|
Backside/frontside differentiation of synthetic parts The backside should be differentiated from the frontside of flat synthetic components. |

|
|||||
APP N° 739
|
Frontside and backside differentiation of a plastic part The frontside of a flat plastic part should be differentiated from the backside. |
|
|||||
APP N° 727
|
Thickness measurement of thermal insulation panels The thickness of thermal insulation panels should be measured INLINE. |

|
|||||
APP N° 724
|
Differentiation of yellowish cast to bluish shade clear transparent plastic components Clear bluish transparent plastic components should be differentiated from yellowish parts. |

|
|||||
APP N° 723
|
Color differentiation of clear transparent plastic parts A yellowish cast to a bluish shade of transparent clear plastic components should be detected. |
|
|||||
APP N° 722
|
Differentiation of bluish and yellowish colored plastic parts Blueish colored plastic parts should be differentiated from yellowish colored plastic components. |

|
|||||
APP N° 716
|
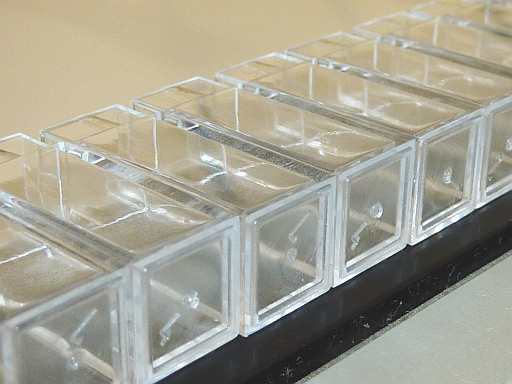
Counting of transparent plastic lids Transparent plastic lids should be counted. |

|
|||||
APP N° 715
|
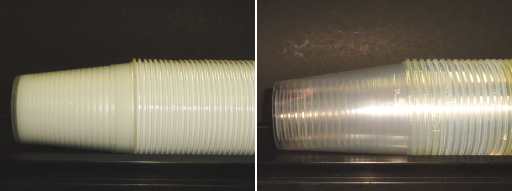
Counting of semitransparent plastic cups Semitransparent plastic cups should be counted. |

|
|||||
APP N° 713
|
Counting of transparent plastic boxes Close lined up transparent plastic boxes should be counted. |
|
|||||
APP N° 699
|
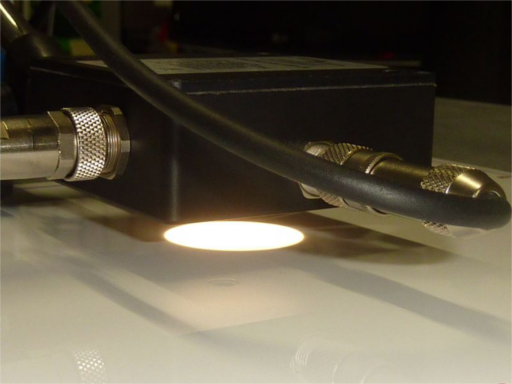
UVA transmittance of plastic plates The UVA transmittance of plastic plates should be measured. |
|
|||||
APP N° 684
|
Color control of deep blue plastic covers The color of blue plastic covers should be controlled, whether the respective cover is inside the tolerance range or not. |

|
|||||
APP N° 682
|
Differentiation of coated and uncoated plastic film An uncoated plastic film should be distinguished from a coated plastic film. |
|
|||||
APP N° 672
|
Presence control of a fluorescent semitransparent cover on a white plastic box The presence of a fluorescent semitransparent cover should be controlled. |
|
|||||
APP N° 652
|
Glue bead presence control on plastic components The presence of adhesive on black plastic parts should be controlled. |

|
|||||
APP N° 651
|
Presence control of a primer layer on a plastic component A primer layer on a plastic surface should be detected. |

|
|||||
APP N° 643
|
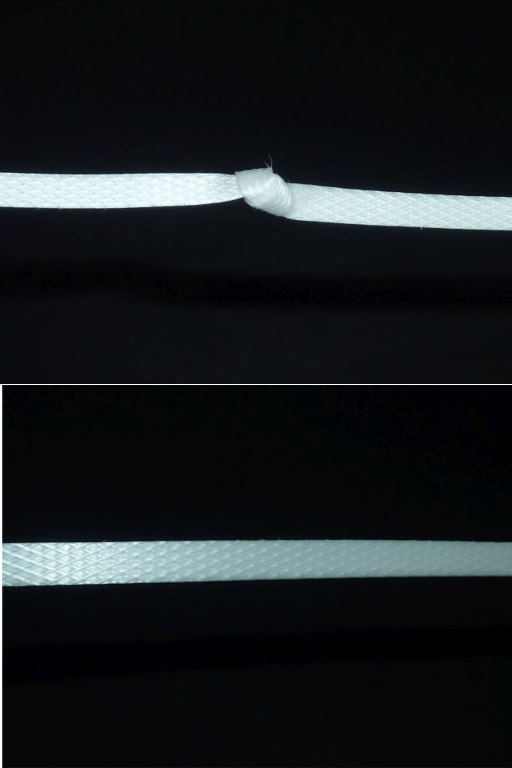
Knot detection on plastic straps Knots in plastic straps should be inline detected. |
|
|||||
APP N° 635
|
Direction control of plastic caps The direction (upside or upside down) of plastic caps should be controlled. |

|
|||||
APP N° 623
|
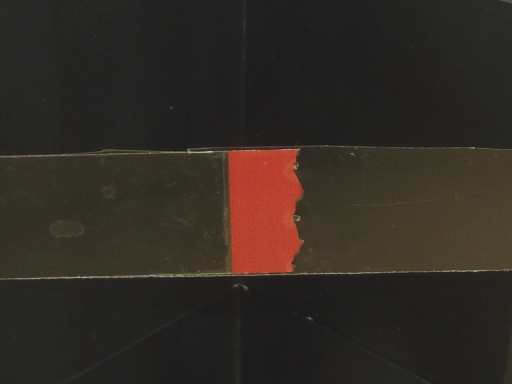
Gap detection of fluorescent coating on plastic band A gap inside fluorescent coating on a plastic ribbon should be detected. |

|
|||||
APP N° 617
|
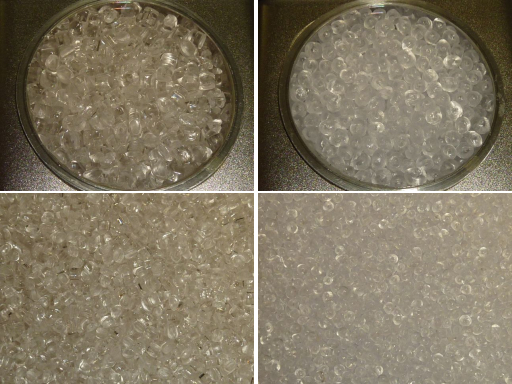
Moisture control of plastic pellets The very low water content of plastic pellets should be measured. |

|
|||||
APP N° 611
|
Color measurement of two different colored transparent Plexiglas sheets A slightly blueish and a slightly yellowish colored transparent acrylic glass sheet should be color measured. |
|
|||||
APP N° 609
|
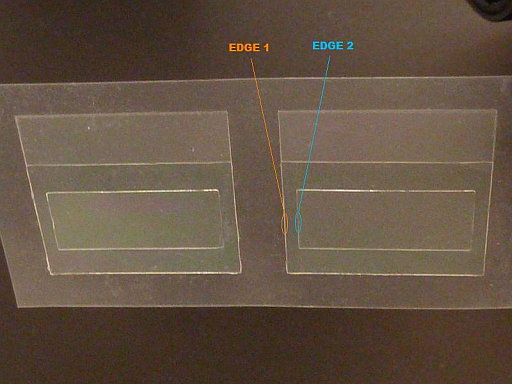
透明なプラスチックフィルムから接着剤の線のエッジをトレース 透明なプラスチックフィルムにある接着剤の線の端を検出します。 Glue line edge tracing on transparent plastic film The edge of a glue line on a transparent plastic film should be detected. |

|
|||||
APP N° 606
|
半透明のプラスチック部品の色測定 半透明なプラスチック部品の色を測定します。 Color measurement of semitransparent plastic parts The color of semitransparent plastic components should be measured. |

|
|||||
APP N° 602
|
プラスチック部品の色測定 プラスチックパーツの色を測定します。 Color measurement of plastic parts The color of plastic parts should be measured. |

|
|||||
APP N° 600
|
透明なプラスチックペレットの色測定 透明なプラスチックペレットの色を検査します。特に黄色がかったものを検出します。 Color measurement of transparent plastic pellets Transparent plastic pellets should be color controlled and especially the yellowing should be detected. |
|
|||||
APP N° 599
|
透明なプラスチックフィルムの有無検査 透明なプラスチックのエッジストリップの有無を検査します。 Presence control of a transparent plastic film The presence of a transparent edge strip should be controlled. |
|
|||||
APP N° 595
|
キャンバスの表面と裏面の識別 キャンバスの表面と裏面を識別します。 Differentiation of front side and backside of canvas The front side of canvas should be differentiated from the backside. |
|
|||||
APP N° 580
|
プラスチックカップのエッジ検出 重なったプラスチック製カップのヘリを検出します。 Edge detection on plastic cups The rims of stacked plastic cups should be detected. |
|
|||||
APP N° 561
|
プラスチック部品の色測定 プラスチック部品の色を測定します。 Color measurement of plastic components Plastic components should be color measured |
|
|||||
APP N° 560
|
透明なプラスチックフィルムでのUVC吸収コーティングの検出 透明なプラスチックフィルムからUVC吸収コーティングを検出します。 Detection of an UVC absorbing coating on transparent plastic film UVC absorbing coating should be detected on transparent plastic films. |
|
|||||
APP N° 558
|
透明なラベル上から接着剤のギャップ検出 透明なラベル上にある接着剤の線のギャップを検出します。 Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
|||||
APP N° 549
|
透明なプラスチックフィルムの光沢測定 異なる透明なプラスチックフィルムを、光沢の程度を基準に検査します。裏表の両面を検査します。 Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||||
APP N° 547
|
透明なプラスチックフィルムからパンチ穴の検出 透明なプラスチックフィルムからパンチで空けた穴を検出します。 Punched hole detection at transparent plastic film Punched holes should be detected at transparent plastic films. |
|
|||||
APP N° 545
|
プラスチックチューブの内部表面の識別 プラスチックチューブの内部表面を検査します。 Differentiation of the inner surface of plastic tubes The inner surface of plastic tubes should be controlled. |

|
|||||
APP N° 537
|
インテリア用のプラスチック部品の色識別 自動車のインテリアに使用されるプラスチック部品を色で識別します。 Color differentiation of interior plastic parts Plastic parts, which are used in the automotive interior field, should be color differentiated |

|
|||||
APP N° 536
|
プラスチック部品にあるシリコン油膜の検出 プラスチックコンポーネンツの表面からシリコンオイルの有無を検査します。 Detection of silicone oil film on plastic components The presence of silicon oil should be controlled on the surface of plastic components. |
|
|||||
APP N° 531
|
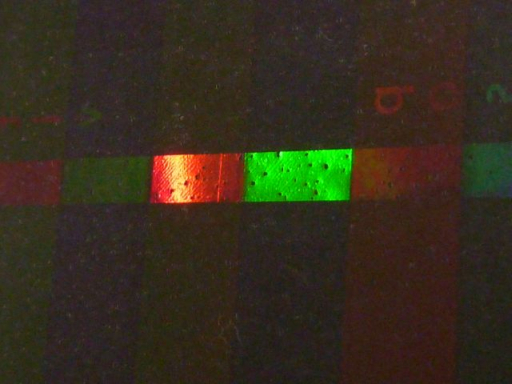
ホログラムの基準マークの検出 ホログラムによる基準マークを検出します。赤色と緑色に反射する基準マークがありますが、これらを同じ設定で検出します。 Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
|||||
APP N° 519
|
透明なプラスチックプレートの品質検査 透明なプラスチックプレートの品質を検査します。高い光学品質を持つ部品と、光学収差不良のある部品を識別します。 Quality control of transparent plastic plates Transparent plastic plates should be quality controlled. The parts with a high optical quality should be differentiated from components with optical aberration failures. |

|
|||||
APP N° 518
|
リサイクルしたプラスチックペレットの色測定 リサイクルされたプラスチックペレとの色を測定します。検査ガラスを通してペレットの位置は変化するため、大きなスポットを使用することで、適切な平均測定値を得ることが出来ます。また、検査中に検査ガラスの環境温度は120℃まで上がることもあります。 Color measurement of recycled plastic pellets The color of recycled plastic pellets should be measured. It has to be taken into account, that the position of the pellets behind the inspection glass can vary, thus a big light spot has a certain advantage to get a proper average measurement value. Furthermore, it should be considered, that the ambient temperature around the inspection glass can reach 120°C. |
|
|||||
APP N° 510
|
半透明なプラスチックフィルムの光沢測定 半透明のプラスチックフィルムの光沢レベルをインラインで測定します。 Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||||
APP N° 504
|
半透明なプラスチック部品の厚み検査 半透明なプラスチック部品の厚みを測定します。プラスチック部品の光線透過率が部品の厚みによって変化することを考慮に入れて、検査を行います。 Wall thickness control of semitransparent plastic components The wall thickness of semitransparent plastic components should be determined. It should be taken into account that the opacity correlates to the wall thickness of the plastic parts. |

|
|||||
APP N° 491
|
布地を埋め込んだ透明なプラスチックプレートの高さ測定 布地が組み込まれた透明なプラスチックプレートの高さを測定します。 Height measurement of a transparent plastic plate with embedded fabric The height of transparent plastic plate with different embedded fabric should be measured. |

|
|||||
APP N° 487
|
プラスチックペレットの色測定 プラスチックペレットの色を製造中に測定します。 Color measurement of plastic pellets The color of plastic pellets should be measured during the production. |

|
|||||
APP N° 481
|
プラスチックのペンハウジングの色識別 プラスチック製のブッシングの色を検査します。 Color differentiation of plastic pen housings The color of plastic bushings should be controlled. |

|
|||||
APP N° 472
|
小さなプラスチック製チューブの色識別 小さな紫色のプラスチックチューブを色で識別します。 Color differentiation of small plastic tubes Small violet plastic tubes should be color differentiated. |

|
|||||
APP N° 471
|
小さいプラスチック製ブラシの色識別 小さいプラスチックブラシの色を識別します。 Color differentiation of small plastic brushes Small plastic brushes should be color differentiated. |

|
|||||
APP N° 444
|
スクリーン印刷のプラスチック板のグレー値検査 スクリーン印刷のプラスチック板のグレースケール値を検査します。 Gray value control of screen printing plastic plates The gray scale value of screen printing plastic plates should be controlled. |
|
|||||
APP N° 443
|
シルクスクリーンの印刷カラーマークの検査 プラスチックシートの上からスクリーン印刷のカラーマークを検査します。 Control of silk-screen printing color marks Screen printing color marks should be controlled on plastic sheets. |

|
|||||
APP N° 435
|
透明のプラスチックフィルム上の薄層の厚さを検査 透明なプラスチックの上にある薄い層の厚みを測定します。薄い層の厚みの測定には、全通ビームを使って透過を測定するメソッドが適切です。 Thickness control of a thin layer on a transparent plastic film The thickness of a thin layer on a transparent plastic film should be measured. To measure the transmission with a through beam system seems to be an adequate method to determine the thickness of a thin layer. |
|
|||||
APP N° 434
|
半透明なプラスチックプレートの曇り検査 半透明なプラスチックプレートの不透明度を検査します。 Haze control of semi transparent plastic plates Semi transparent plastic plates should be controlled with a view to the opacity. |

|
|||||
APP N° 433
|
プラスチック製キャップの白識別 ペットボトル用のプラスチックキャップを色で識別します。蓋は光沢があることを考慮に入れて検査を行います。 Color differentiation of plastic caps Plastic caps for drinking bottles should be color differentiated. It has to be taken into account, that the closures are very glossy. |

|
|||||
APP N° 418
|
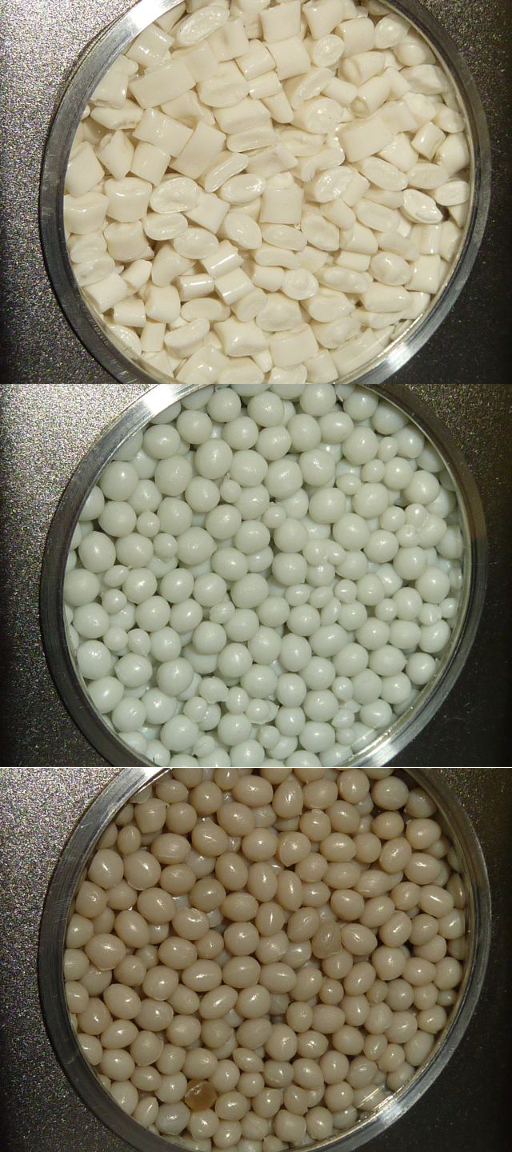
プラスチックペレットの識別 化学的かつ色が異なるプラスチックペレットを識別します。 Differentiation of plastic pellets Chemically and in terms of color different plastic pellets should be distinguished. |

|
|||||
APP N° 406
|
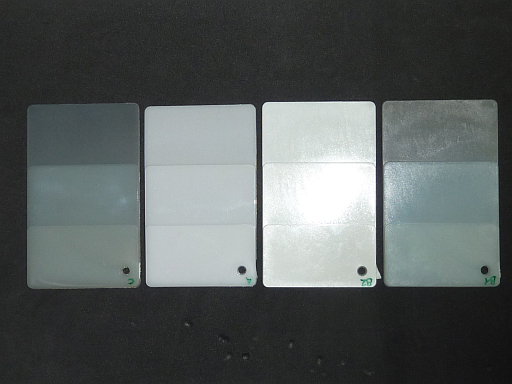
白色のプラスチック板の透明度検査 白色のプラスチック板の透明度を検査します。 Transparency control of white plastic plates The transparency of white plastic plates should be controlled. |
|
|||||
APP N° 399
|
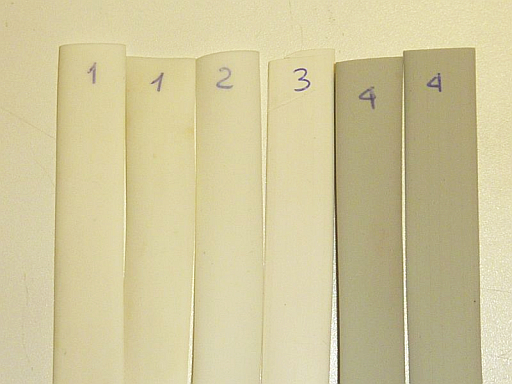
半透明なプラスチックフィルムの識別 半透明なプラスチックフィルムを識別します。 Differentiation of semitransparent plastic films Semitransparent plastic films should be differentiated. |

|
|||||
APP N° 397
|
プラスチックフィルムの深さ検出 半透明プラスチックフィルムのくぼみを検出します。検査は上方向からのみ行います。 Detection of a deepening in a plastic film Depressions in a semitransparent plastic film should be detected. The detection is only possible from above. |
|
|||||
APP N° 390
|
プラスチックウィンドウのプロファイルの色検査 サッシのフレームに使用するプラスチックプロファイルの色を検査します。 Color control of plastic window profiles Plastic profiles which are used for casement frames should be color controlled. |
|
|||||
APP N° 378
|
押出鋳造の色検査 押出のプラスチック部品の色を検査します。プラスチック部品の表面は、色や光沢がそれぞれ異なることに考慮して検査してください。狭いフレームのみから一定の光沢度が得られます。つまり、色の検査は、狭いエッジから実行します。 Color control of injection moldings Injection plastic parts should be color controlled. It has to be taken into account, that the surface of the plastic part is different in the degree of gloss as well as in the color. Only the narrow frame delivers nearly a constant degree of gloss. Thus, the color should be controlled at the narrow edge. |
|
|||||
APP N° 370
|
白色のプラスチックプロファイルの色検査 白色のプラスチックプロファイルの色を検査します。 Color control of white plastic profiles The color of white plastic profiles should be controlled. |
|
|||||
APP N° 369
|
プラスチックフィルムのカラーマーク検出 光沢のあるプラスチックフィルムから黒色のカラーマークを検出します。背景の色が異なることを考慮して検査してください。 Color mark detection on plastic film A black color mark should be detected on a shiny plastic film. At this, it has to be taken into account that different background colors can occur. |

|
|||||
APP N° 367
|
プラスチック部品のシールの有無検査 プラスチック部品内にシールがあるかを検査します。 Presence control of a seal in plastic components The presence of a seal in a plastic part should be controlled. |

|
|||||
APP N° 362
|
プラスチックボトル上のラベルの有無検査 プラスチックボトルからラベルの有無を検査します。 Label presence detection on plastic bottles The presence of a label on plastic bottles should be controlled. |

|
|||||
APP N° 361
|
プラスチックプリフォームの色検査 プラスチックプリフォームの色を検査します。良品はそれ以外の製品と識別されます。 Plastic preforms color control The color of plastic preforms should be controlled. Good parts should be differentiated from marginal parts. |

|
|||||
APP N° 355
|
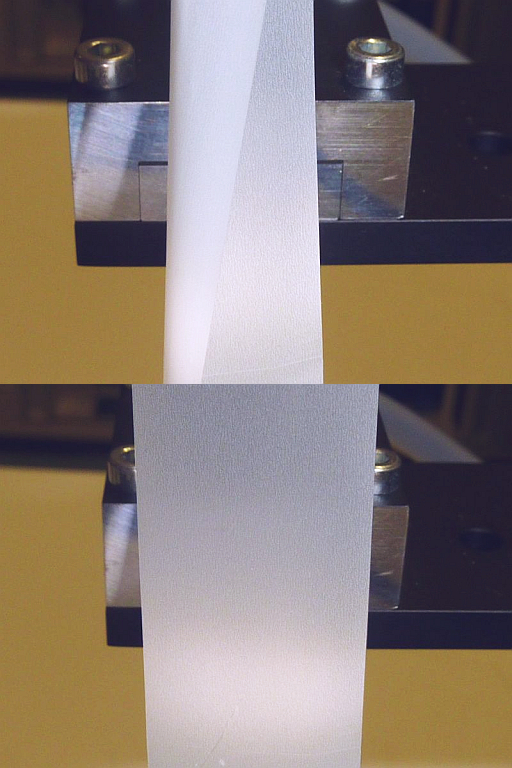
半透明なプラスチックフィルムの幅検査 半透明なプラスチックフィルムの幅を検査します。幅が18.5mmのプラスチックフィルムに対する横幅の変動は±10mmで、検出範囲は50mmです。 Width control of a semitransparent plastic film The width of a semitransparent plastic film should be controlled. At this, the transversal drift of the 18.5mm wide plastic film is around ±10mm, thus the detecting range should be 50mm. |

|
|||||
APP N° 354
|
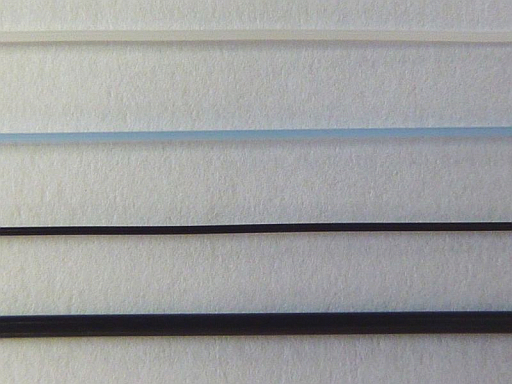
プラスチック製モノフィラメントの直径検査 プラスチック製のモノフィラメントの直径を検査します。0.1mmから2mmまでのモノフィラメントの直径が検査できます。 Diameter control of plastic monofilaments The diameter of plastic monofilaments should be controlled. At this, monofilaments with diameters starting from 0.1mm up to 2mm are possible. |
|
|||||
APP N° 353
|
プラスチックフィルムのダブルレイヤー検査 プラスチックフィルムの2重になっている部分から1枚の部分までの切り替えでは、センサが1枚の部分の始まりや2枚の部分の始まりを知らせる適切な信号を送信します。 Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |
|
|||||
APP N° 350
|
プラスチックピンの色検査 シートベルトに使用するプラスチックピンを色で識別します。 Color control of plastic pins Plastic pins which are used for seat belts should be color differentiated. |

|
|||||
APP N° 347
|
シートベルトソケットの色検査 シートベルトソケットの色を検査します。 Color control of seat belt sockets Seat belt sockets should be color controlled. |

|
|||||
APP N° 342
|
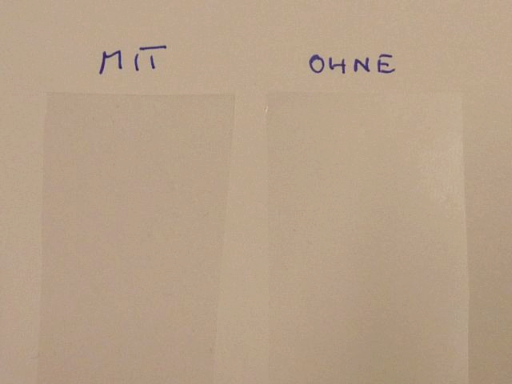
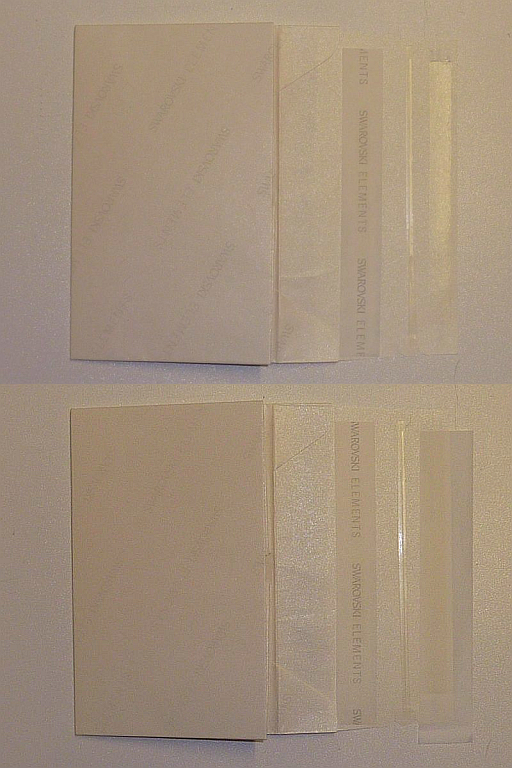
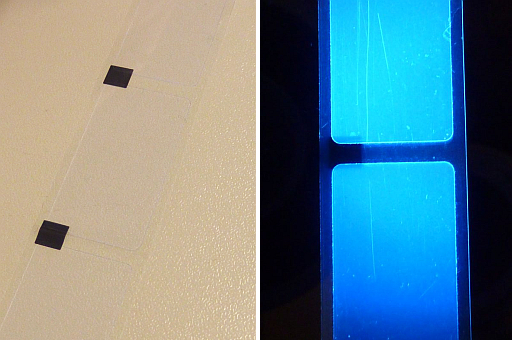
プラスチックフィルムの有無検査 封筒の上にプラスチックフィルムがあるか検査します。封筒の接着線がUV光を当てるとわずかに蛍光に光る一方で、(接着線を覆う)無光沢なプラスチックフィルムはUV光をわずかに吸収することを考慮して検査します。 Plastic film presence control The presence of a plastic film on an envelope should be controlled. It has to be taken into account that the glue stripe of the envelope is slightly fluorescent in the presence of UV light, whereas the matt plastic film (which covers the glue stripe) absorbs the UV light a bit. |
|
|||||
APP N° 341
|
プラスチックフィルムのプランジ検査 無光沢なプラスチックフィルムの折り目を検出します。 Plastic film plunging control Folds in a matt plastic film should be detected. |
|
|||||
APP N° 338
|
プラスチックフィルムの厚み測定 プラスチックフィルムのアルミを測定します。 Plastic film thickness measurement The thickness of a plastic film should be measured. |
|
|||||
APP N° 337
|
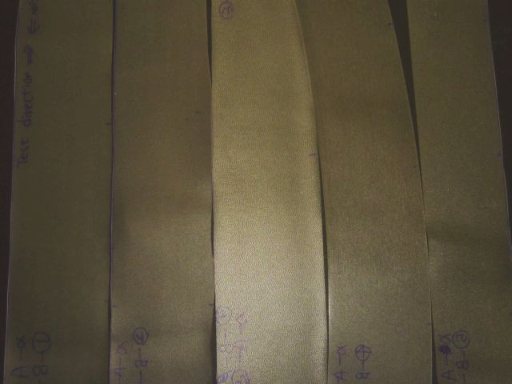
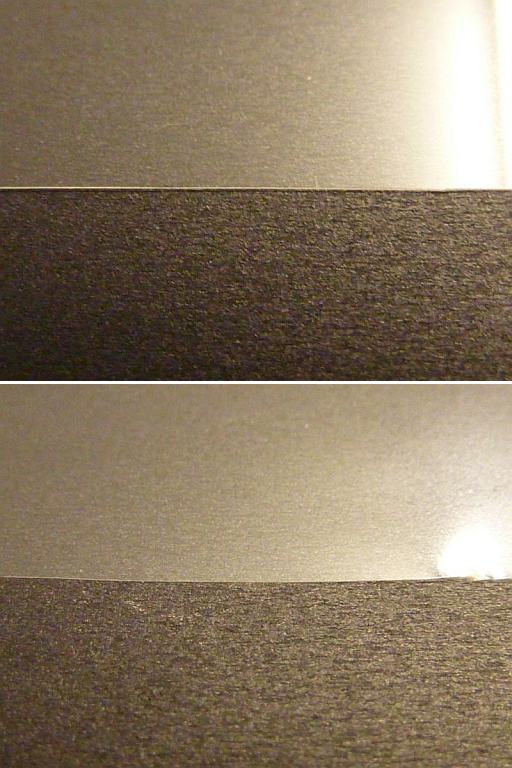
プラスチックフィルムの表裏の識別 プラスチックフィルムから光沢のある表側と粗い裏面を識別します。 Differentiation between front- and backside of a plastic film The glossy front side of a plastic film should be differentiated from the coarse back side. |

|
|||||
APP N° 330
|
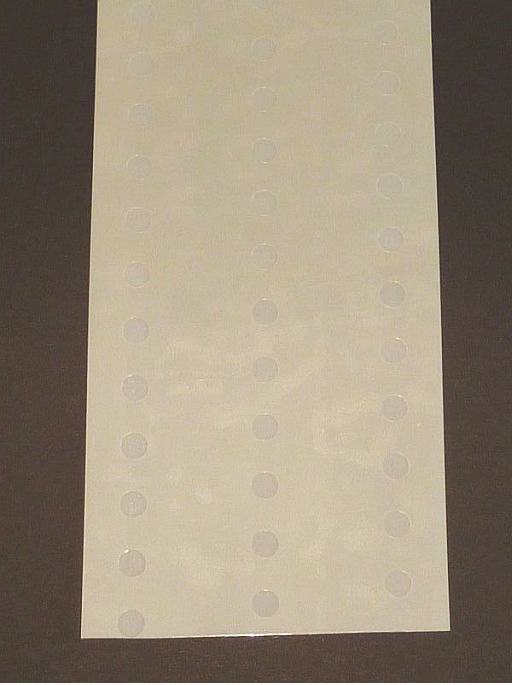
透明なプラスチックフィルム上の透明で蛍光なラベルの検出 透明なプラスチックフィルムから透明なプラスチックラベルを検出します。UV光を当てた場合、ラベルは蛍光に光ります。 Detection of a transparent fluorescent label on transparent plastic film A transparent plastic label should be detected on a transparent plastic film. It should be taken into account, that the label is fluorescent in using UV-light. |
|
|||||
APP N° 323
|
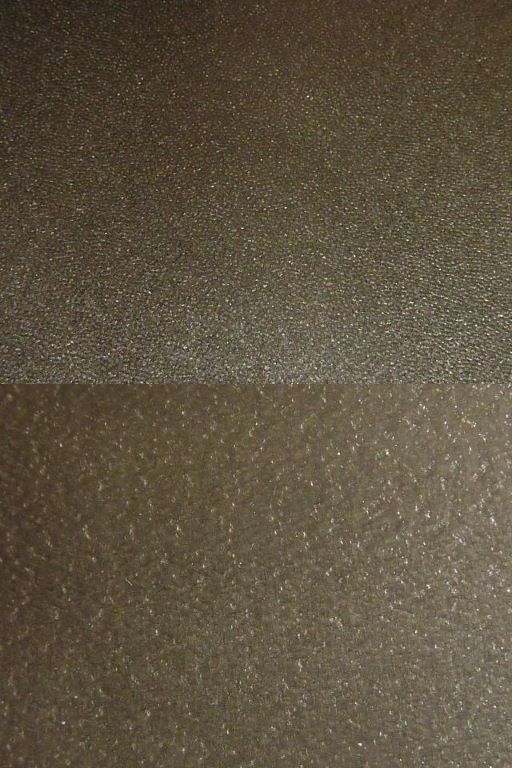
黒色と灰色の天然繊維のインテリアコンポーネンツの色識別 黒色と灰色の、天然繊維コンポーネンツの品質を検査します。 Color differentiation of black and gray colored natural fiber interior components Black and gray colored natural fiber components should be quality controlled. |

|
|||||
APP N° 320
|
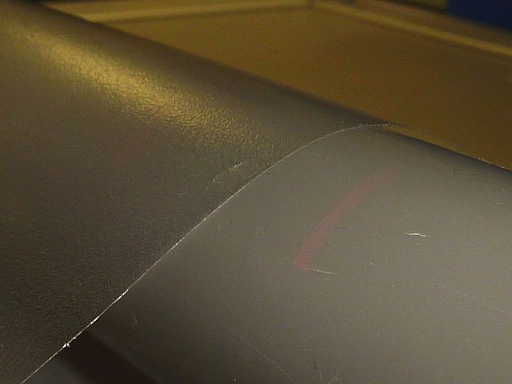
わずかに乱反射したプラスチックフィルムの識別 透明でわずかに乱反射したプラスチックフィルムを識別します。プラスチックフィルムのヘイズを検査できます。 Differentiation of slightly diffuse plastic films Transparent but slightly diffuse plastic films should be differentiated. The haze of the plastic films should be controlled. |
|
|||||
APP N° 312
|
異なるプラスチックチューブ上の複数のカラーマークの検出 異なるプラスチックチューブから異なるカラーマークを検出します。 Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
|||||
APP N° 301
|
シリコンチューブの表側のエッジ検出 シリコンチューブのエッジを検出します。レーザーエッジ検出器のレーザースポットが表側に当たっている間、シリコンチューブは自分を軸に回転します。 Detection of an edge on the front side of a silicon tube An edge on a silicon tube should be detected. At this, the silicon tube is turning around its own axis while the laser spot of the laser edge detector is directed onto the front side. |

|
|||||
APP N° 297
|
プラスチック製のフィッティングの色識別 プラスチックフィッティングの色を検査します。表面の高い光沢度によって、3つの異なるコンポーネンツ間のコントラスト差が少なくなります。 Color differentiation of plastic fittings The color of plastic fittings should be controlled. At this, the high gloss factor of the surface reduces the contrast difference between the three different components. |

|
|||||
APP N° 296
|
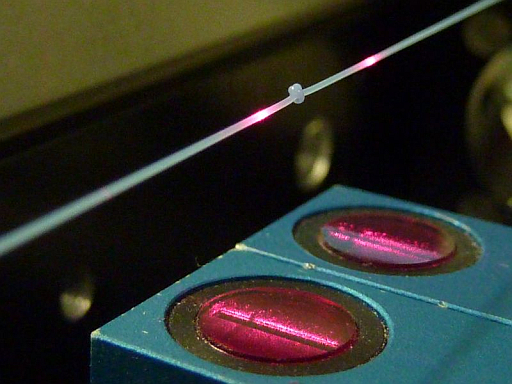
高速で動くプラスチックファイバー束からほつれの検出 高速で移動するプラスチックファイバーの束からほつれを検出します。通常のプラスチックファイバーの束が光ファイバーを覆わないように、光ファイバー全通ビームヘッドを設置します。ほつれがある場合、光ビームが部分的に邪魔されレシーバー信号が減少します。 Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
|||||
APP N° 292
|
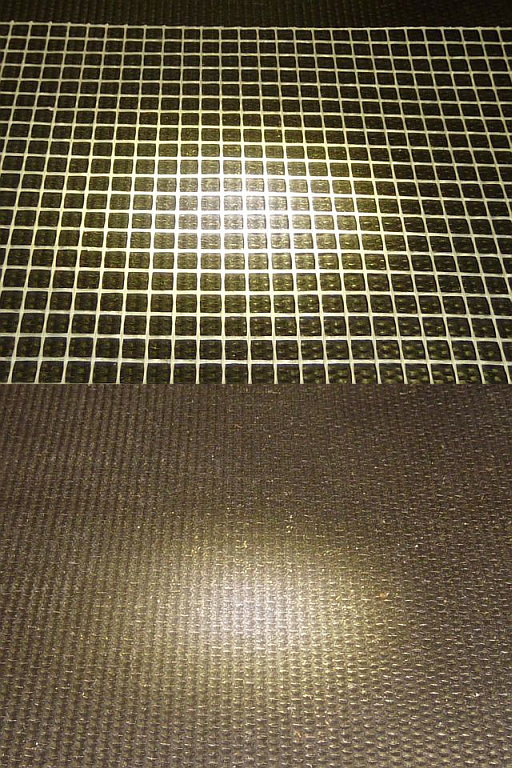
プラスチック格子の有無検査 黒色を背景として、白色のプラスチック格子の有無を検出できます。 Presence control of a plastic grid The presence of a white plastic grid on a black background should be detected. |
|
|||||
APP N° 287
|
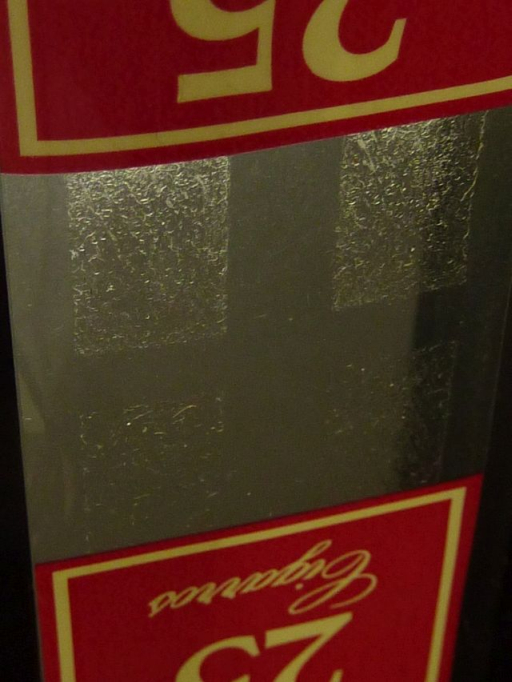
アルミニウムコーティングをしたプラスチックフィルムのカラーマーク検出 アルミニウムでコーティングしたプラスチックホイルからカラーマークを検出します。アナログ信号とデジタル信号が、センサ出力に必要となります。 Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
|||||
APP N° 280
|
プラスチックチューブのエッジ検出 プラスチックツー部の回転中、チューブの上部にあるエッジを検出します。 Detection of an edge on a plastic tube During the rotation of a plastic tube, an edge on the upper side of the tube should be detected. |

|
|||||
APP N° 279
|
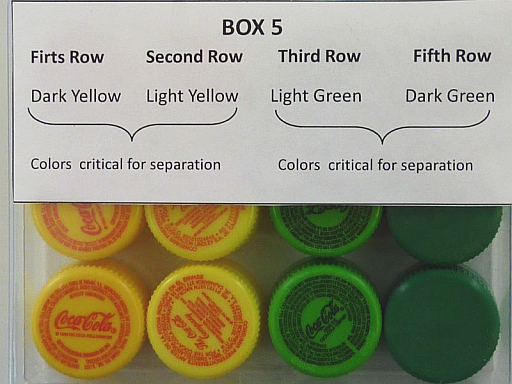
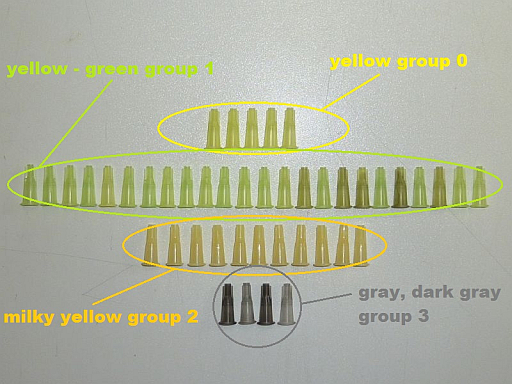
プラスチック蓋の色検査5 (ダークイエロー、ライトイエロー、ライトグリーンとダークグリーンの)色の異なるプラスチック蓋を識別します。 Color control of plastic screw caps V Different colored plastic screw caps (dark yellow, light yellow, light green and dark green) should be differentiated. |
|
|||||
APP N° 278
|
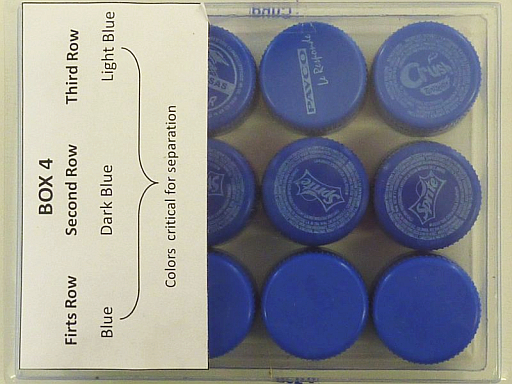
プラスチック蓋の色検査4 (ライトブルー、ブルー、ダークブルーの)色の異なるプラスチック蓋を識別します。 Color control of plastic screw caps IV Three different colored plastic screw caps (light blue, blue and dark blue) should be differentiated. |
|
|||||
APP N° 277
|
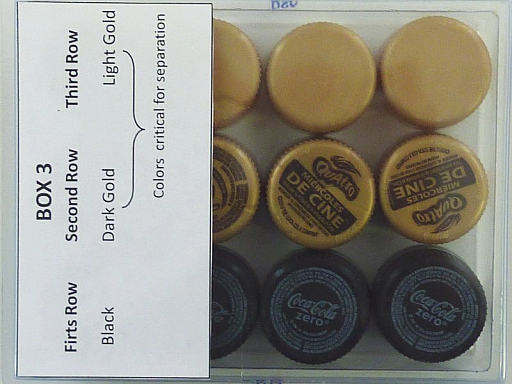
プラスチック蓋の色検査3 (黒、ライトゴールド、ダークゴールドの)色の異なる3つのプラスチック蓋を識別します。 Color control of plastic screw caps III Three different colored plastic screw caps (black, light gold and dark gold) should be differentiated. |
|
|||||
APP N° 276
|
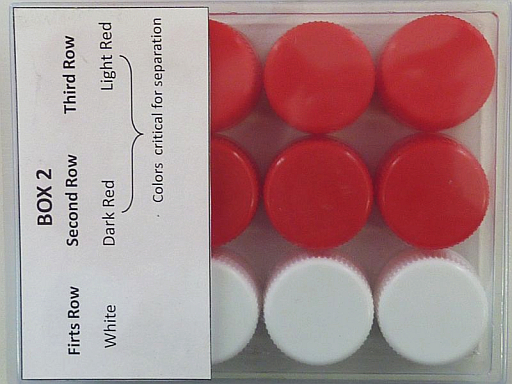
プラスチック蓋の色検査2 (白、明るい赤、暗い赤の)色の異なるプラスチック蓋を識別します。 Color control of plastic screw caps II Three different colored plastic screw caps (white, light red and dark red) should be differentiated. |
|
|||||
APP N° 275
|
プラスチック蓋の色検査1 (明るいオレンジ色、暗いオンレジ色、灰色の)色の異なる3つのプラスチック蓋を識別します。 Color control of plastic screw caps I Three different colored plastic screw caps (light orange, dark orange and gray) should be differentiated. |

|
|||||
APP N° 273
|
プラスチック製プリフォームの色変化検出 プラスチック製のプリフォームの加工プロセス中に、色の変化を検出します。マトリックスのあるプリフォームは数百ミリ秒の間停止するため、マトリックスごとにプリフォームを検査できます。色が異なるプリフォームが製造される場合があるため、システムは簡単に他の色に適応できます。 Detection of color drifts of plastic preforms The drift of plastic preforms should be detected during the handling process. At this, the matrix with the preforms stops for a few hundred milliseconds, it is sufficient to check one of the preforms on each matrix. There will be preforms with different colors produced, thus the systems should be easy adapted to another color. |

|
|||||
APP N° 272
|
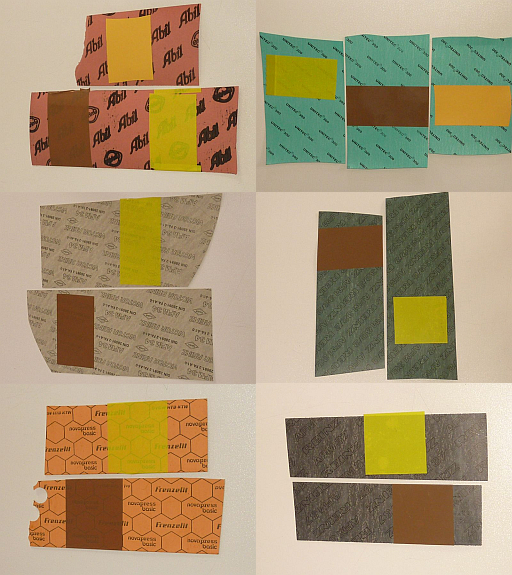
プラスチックフローリングの接着テープの検出 プラスチック製フローリングの端と端をくっつけるための接着テープを検出します。ここでは、プラスチックフローリングの色は異なりますが、テープは黄色か茶色のいずれかになります。 Detection of an adhesive tape on plastic flooring An adhesive tape, which has the task to combine the two ends of the plastic flooring, should be detected. At this, the plastic flooring can be different in color; the tape, however, is either yellow or brown in color. |
|
|||||
APP N° 271
|
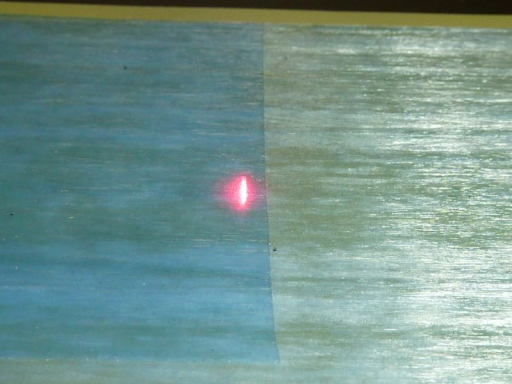
プラスチックフィルム上の接着剤の検出 プラスチックフィルム上にある接着層の有無を検出します。ほプラスチックフィルムのほとんど全ての幅を検査できます。接着剤はわずかにUV蛍光で、プラスチックフィルムはUV中性です。 Detection of glue on a plastic film The presence of a glue layer on a plastic film should be detected. Almost the whole width of the plastic film should be controlled. The glue is slightly UV fluorescent, whereas the plastic film is UV neutral. |
|
|||||
APP N° 267
|
プラスチック製缶の色識別 赤色の光沢のあるプラスチックの缶を黒色の光沢のあるプラスチック缶と識別します。センサと缶を数mm離して検査します。 Color differentiation of plastic cans Red glossy plastic cans should be differentiated from black glossy plastic cans. At this, the distance from the sensor to the cans is changing a few mm. |

|
|||||
APP N° 242
|
光学的に透明なプラスチックフィルムの有無検査 透明なプラスチックフィルムの有無を検査します。センサとプラスチックフィルム少なくとも1m離して検査します。プラスチックフィルムは数mmほどひらひら動くことを考慮して検査してください。 Presence control of an optical transparent plastic film The presence of a transparent plastic film should be controlled. At this, the distance of the sensor to the plastic film should be in minimum 1m and it should be noticed, that the plastic film can flutter a few millimeters. |
|
|||||
APP N° 231
|
透明な色つきプラスチック蓋のシュリーレン検出 色つきの透明なプラスチック蓋のシュリーレンを検出します。 Schlieren detection on transparent colored plastic closures Schlieren on transparent colored plastic closures should be detected. |

|
|||||
APP N° 230
|
透明なプラスチック蓋の色検査 透明なプラスチックの蓋を検査します。オレンジ、バイオレット、マゼンダなどの色の異なる透明な蓋が製造され、各色がそれぞれ所定の範囲内にあるかを検査します。 Color control of transparent plastic closures The color of transparent plastic closures should be controlled. At this, different colored transparent closures (e.g. orange, violet, magenta) will be produced and the task is to hold the respective color in a certain range. |

|
|||||
APP N° 225
|
インテリアに使用する3つのプラスチックコンポーネンツの色識別 色の異なる3つのプラスチック部品を識別します。 Color differentiation of three different plastic components in the interior field Three different colored plastic parts should be differentiated. |

|
|||||
APP N° 224
|
厚みの異なるプラスチック製ボトルの識別 厚みが異なるプラスチックボトルを識別します。 Differentiation of plastic bottles with different wall thickness Plastic bottles with different wall thickness should be differentiated. |

|
|||||
APP N° 223
|
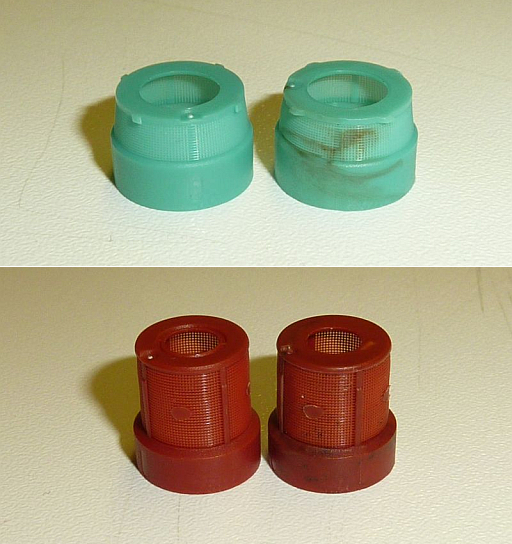
プラスチック漉し器の色品質の検査 緑色と赤色のプラスチック製漉し器の品質を検査します。 Color quality control of plastic strainer The quality of green as well of red plastic strainer should be controlled. |
|
|||||
APP N° 206
|
茶色のプラスチック製ドアシールの色識別 2つの異なる茶色のプラスチック製シールを識別します。 Color differentiation of brown plastic door seals Two different brown colored plastic seals should be differentiated. |

|
|||||
APP N° 205
|
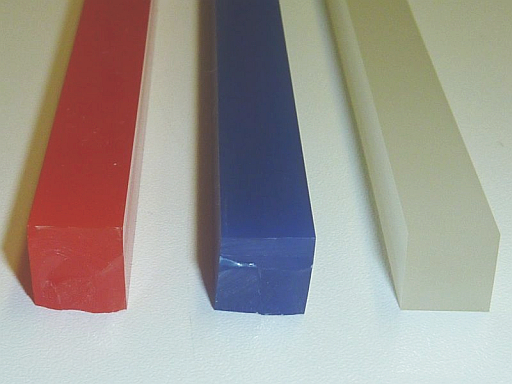
プラスチックストライプの色識別 色の異なるプラスチックストライプを識別します。 Color differentiation of plastic stripes Different colored plastic stripes should be differentiated. |
|
|||||
APP N° 201
|
プラスチック蓋の色検査 プラスチックの蓋の色を検査します。検査の主な目的は、色による識別ではなく、同じ色の蓋が設定された色の許容値内にあるかを検査します。 Color control of plastic closures The color of plastic closures should be controlled. The main task is not to distinguish between different colors but to check, whether the same closure is in a certain color tolerance. |

|
|||||
APP N° 200
|
PETプリフォームの色検査 ボトル産業に使用する色の異なるPETプリフォームを識別します。 Color control of PET preforms Different colored PET preforms which are used in the bottle industry should be differentiated. |

|
|||||
APP N° 187
|
光透過性フィルムにある光透過ラベルの位置検出 透明フィルム上の透明ラベルの位置を検査します。検査ではフィルムが数m/秒の速さで移動します。 Detection of the position of optical transparent plastic label on optical transparent plastic film The position of a transparent label on a transparent film should be detected. At this the speed of the film is in the range of a few m/s. |
|
|||||
APP N° 180
|
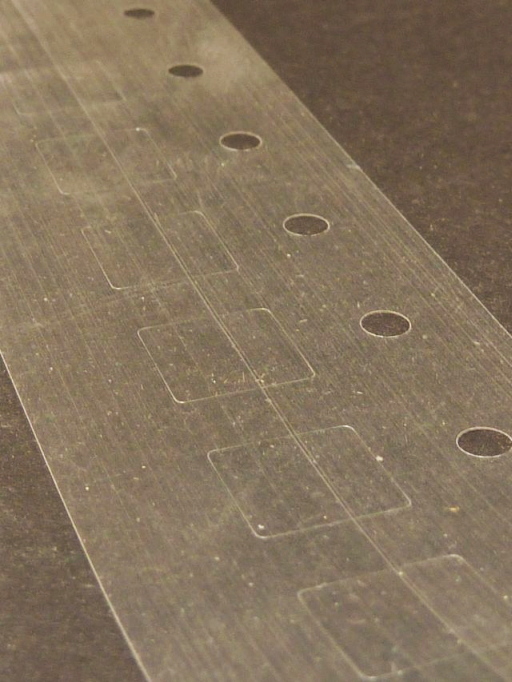
プラスチックフィルムにあるミシン線の検出 プラスチックフィルムにあるミシン線を検出します。プラスチックフィルムは数m/秒の速度で移動し、穴の直径はおよそ0.3mmです。 Detection of a perforation line in a plastic film A perforation line should be detected in a plastic film. At this, the speed of the plastic film is a few m/s and the diameter of the holes in the plastic film is approximately 0.3mm. |

|
|||||
APP N° 178
|
プラスチックフィルムにあるプラスチックラベルのエッジ検出 プラスチックフィルム上にあるプラスチックラベルのエッジを検出します。 Edge detection of a plastic label on a plastic film The edge of a plastic label should be detected on a plastic film. |
|
|||||
APP N° 176
|
ペットボトルの色識別 リサイクル工程では、色の異なるペットボトルを分別する必要があります。わずかに青色のペットボトルでも、透明なペットボトルと区別しなければなりません。検査では、ペットボトルが数m/秒の速度で移動します。ボトル内部で水が蒸発し水滴が発生することがあります。また、ペットボトルにはラベルが貼られています。 Color differentiation of plastic bottles During the recycling process different colored PET-bottles should be separated. Even light blue colored plastic bottles must be differentiated from clear transparent PET-bottles. At this the speed of the bottles is a few m/s. There can be condense water accumulated in the bottles, which causes water drops inside the bottles. Furthermore the bottles come with a label. |

|
|||||
APP N° 161
|
ポリウレタン外形の幅検査 製造中、色の異なるポリウレタン外形の幅を測定します。 Width control of polyurethane profiles The width of different colored polyurethane profiles should be measured during the production. |
|
|||||
APP N° 160
|
ポリウレタン外形の高さ検査 の異なるポリウレタン外形の高さを検査します。ポリウレタンの素材はわずかに乳濁しており、外形に当てられる光が部分的に表面に進入することを考慮して、検査を行います。 Height control of polyurethane profiles The height of different colored polyurethane profiles should be controlled. It has to be aware that the polyurethane material is slightly milky which means, that light which is directed onto the profile will partly enter the surface. |

|
|||||
APP N° 159
|
自動車インテリアに使用されるプラスチック部品の色検査 プラスチックボタンの色を検査します。検査中、プラスチックボタンの角度配置は任意で行ってください。 Color control of plastic buttons in the automotive interior field Plastic buttons should be color controlled. It has to be taken into account, that the angle alignment of the plastic buttons is arbitrary during the control process. |

|
|||||
APP N° 158
|
透明なプラスチックフィルムのエッジポジション検査 透明なプラスチックフィルムのエッジポジションを検査します。 Edge position control of a transparent plastic film The position of the edge of a transparent plastic film should be controlled. |

|
|||||
APP N° 156
|
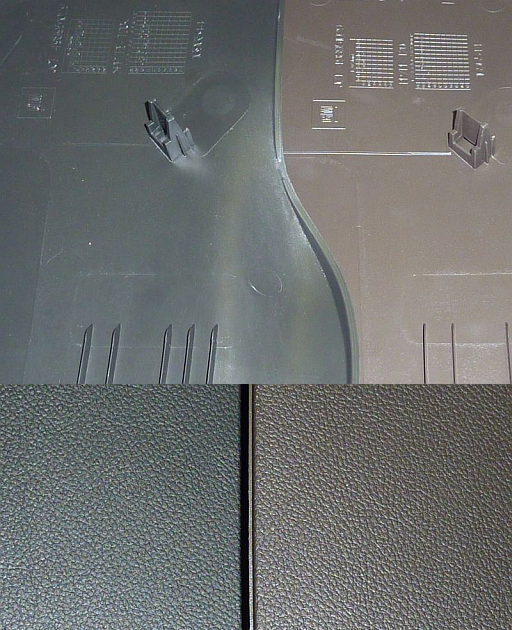
黒色とダークブラウンのプラスチックインテリア部品の色による識別 2つのプラスチック製のインテリア部品を色で識別します。組立の理由から、2つの部品の裏表を別々に検査します。 Color differentiation between black and dark brown plastic interior components Two plastic interior parts should be color differentiated. Due to assembly reasons, the backside as well as the front side of the two components should be controlled, respectively. |
|
|||||
APP N° 131
|
プラスチック製モノフィラメントの識別 色やサイズが異なるプラスチックのモノフィラメントを識別します。 Differentiation of plastic monofilaments Plastic monofilaments, different in size or in color, should be differentiated. |
|
|||||
APP N° 122
|
カプセルの方向検査 機械ガイドに乗せられたカプセルの向きを検査します。カプセルは2つのコンポーネンツから構成されており、片方がもう片方よりも0.3mm直径が大きくなります。カプセルは0.4m/秒の速度で直線に移動します。直径はタイプによっておよそ3mmから8mmと変化します。カプセルの色は白色や黒色をはじめ、透明なタイプも含めて全色対応可能です。 Capsule direction control The direction of capsules in a mechanical guide should be controlled. The capsules consist of two parts at which one component has a diameter which is approximately 0.3mm bigger as the other. The capsules will be linearly moved with a speed of 0.4m/s and the diameter of the different types is between roughly 3mm and 8mm. The color of the capsules can change from white to black, all colors even transparent types are possible. |

|
|||||
APP N° 121
|
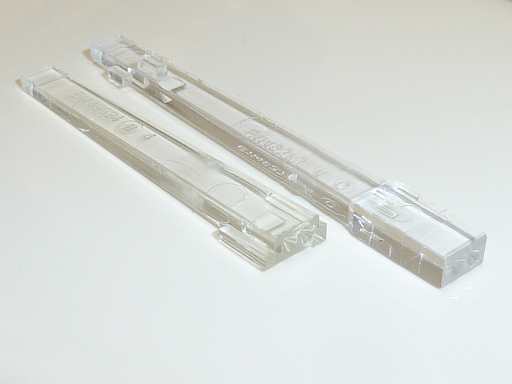
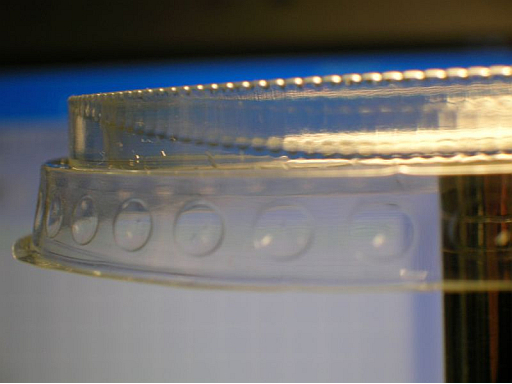
透明なプラスチック蓋にある直線上のローレット加工の有無検査 透明なプラスチック蓋に対して、直線のローレット加工を検出します。不適切な蓋では、この直線ローレット加工が部分的に欠けています。 Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
|||||
APP N° 120
|
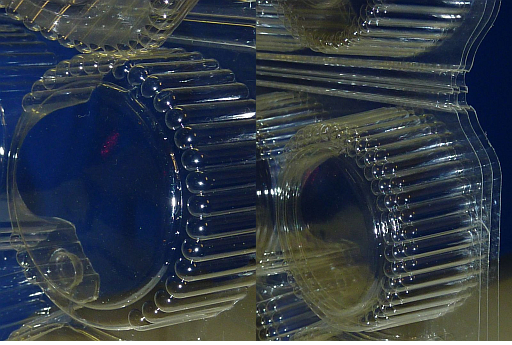
2重の透明なフィルムの検査 反射センサシステムを使用して、透明なブリスターホイルの有無を検査します。また、1つ、2つ、3つのブリスターの識別も行います。 Double transparency film control The presence of a transparent blister foil should be controlled with a reflective sensor system. Furthermore it must be distinguished between one, two or three blisters. |

|
|||||
APP N° 108
|
モノクロフィラメントの結び目と不良検査 モノクロフィラメントの結び目と欠陥、そして糸を検出します。検査では、フィラメントと糸の直径はそれぞれ異なる場合があり、供給速度は数m/秒です。 Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
|||||
APP N° 103
|
ブリスターパッケージの数の検査 ブリスターペッケージの処理中、1つよりも多くのブリスターパッケージが同時に供給される場合があります。この不良を回避するために、検査します。 Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
|||||
APP N° 96
|
蓋の裏表の識別 ウェットティッシュのディスペンサー容器の製造中、蓋の位置を検査します。 Differentiation between front side and back side of closures During the production of dispensers for moist wipes the closure site (front side and back side) must be controlled. |

|
|||||
APP N° 92
|
シリンジカプセルの色識別 シリンジカプセルの色を識別します。同じカプセルタイプでバッチごとに色が変化しますが、許容範囲外の色変化も検出できます。 Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
|
|||||
APP N° 86
|
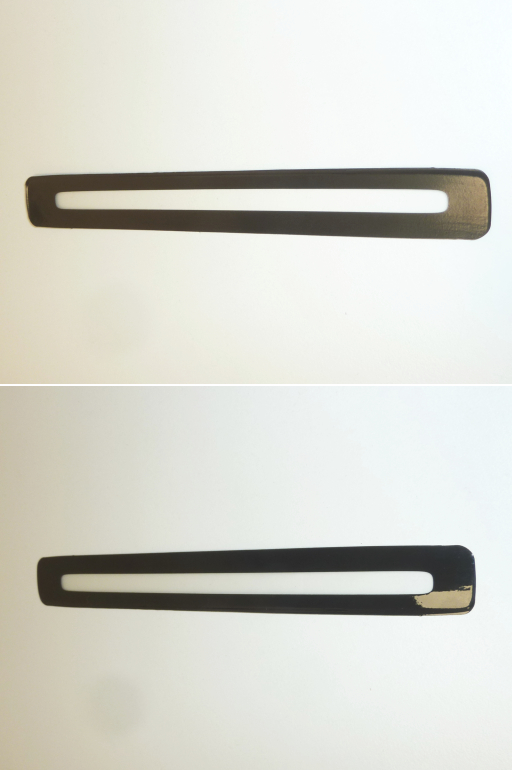
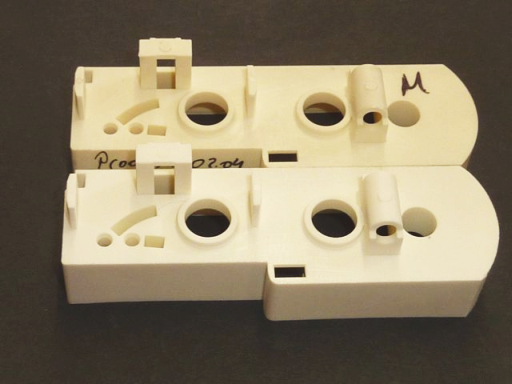
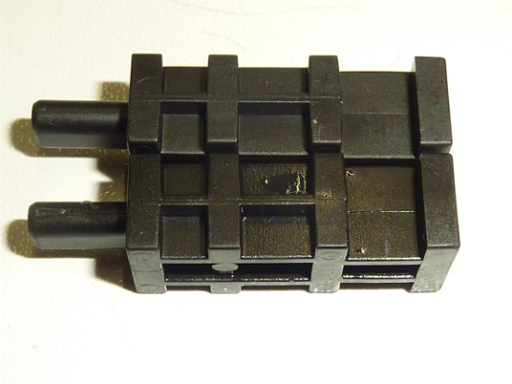
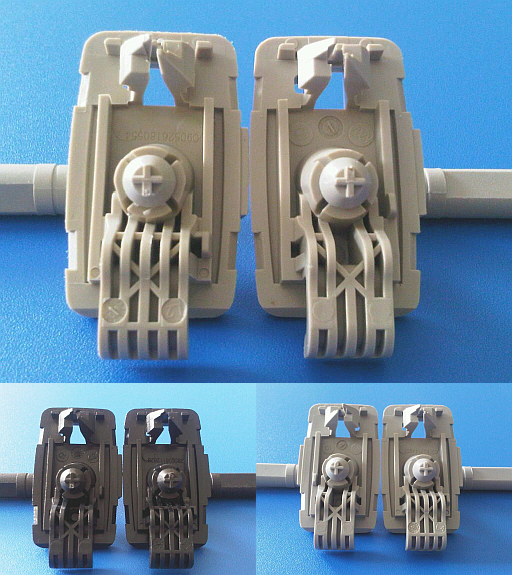
バーの数がそれぞれ異なる色の違うプラスチック部品の識別 バー(中央のバーは短い)が4つあるプラスチック部品とバーが5つあるプラスチック部品を、色に関わらず識別します。 Differentiation of different colored plastic parts with different number of bars Plastic parts with four (the bar located in the middle is shorter) and five long bars must be distinguished independent of the color. |
|
|||||
APP N° 74
|
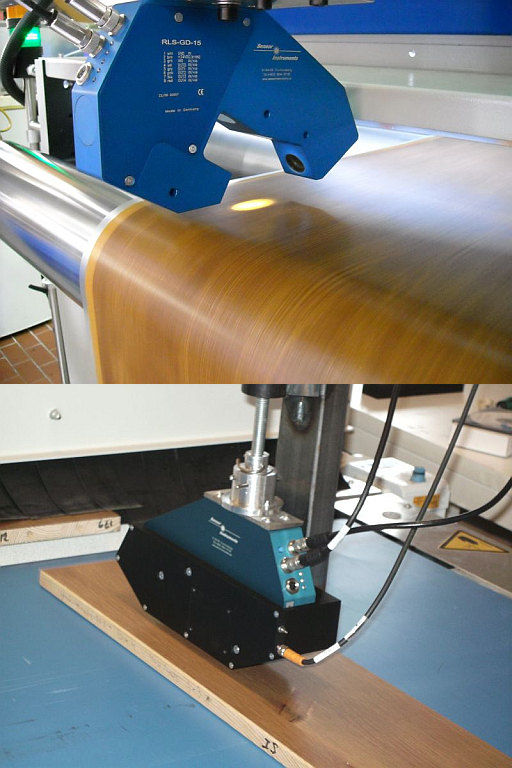
プラスチックフィルムと積層板のインラインによる光沢測定 プラスチックフィルムと積層板の製造中に、光沢ファクターを測定します。 Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||||
APP N° 71
|
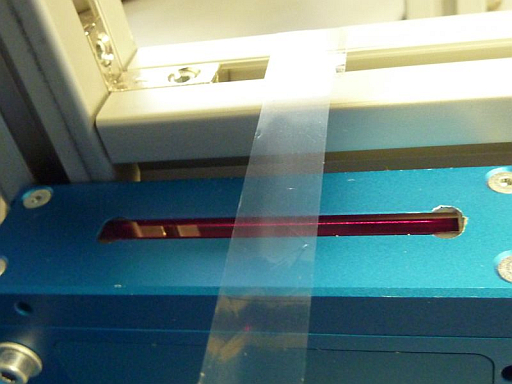
光学的に透明なプラスチックホイルの位置検査 光学的透明なプラスチックフィルムの位置を、およそ50mmの範囲で検査します。 Optical transparent plastic foil position control The position of an optical transparent plastic film should be controlled in a range of approximately 50mm. |
|
|||||
APP N° 20
|
フタの色検査 異なるプラスチック製のフタの色を検査します。 Closure head color control Different plastic closure heads should be color controlled. |

|
")