Ejemplos prácticos de la utilización industrial
1) Seleccione aplicación:
Construction Industry / Ceramic-finish Industry (Bauindustrie / Keramikverarbeitung)
2) Seleccione un idioma:
APP N° 727
|
Pomiar grubości płyt do izolacji cieplnej Powinna być mierzona grubość płyt do izolacji cieplnej. Thickness measurement of thermal insulation panels The thickness of thermal insulation panels should be measured INLINE. |

|
|||||
APP N° 698
|
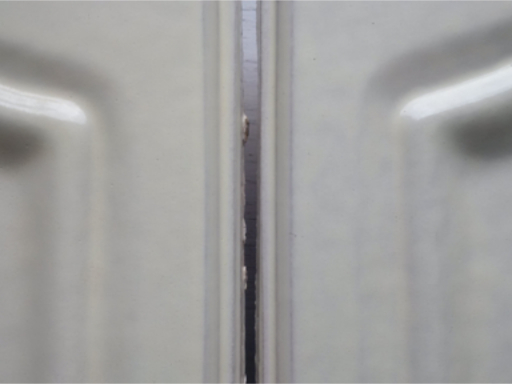
Pomiar odstępu płyt izolacyjnych Powinien być mierzony odstęp do płyt izolacyjnych. Distance measurement to insulation panels The distance to insulation panels should be measured. |

|
|||||
APP N° 681
|
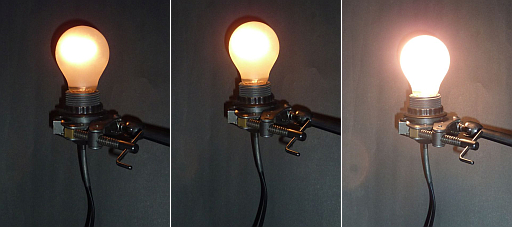
Kontrola barwy i jasności żarówek Powinna być kontrolowana barwa oraz jasność lamp typu Filament. Color and intensity control of filament lamps The color as well as the intensity of filaments lamps should be controlled. |
|
|||||
APP N° 587
|
Kontrola wilgoci w cegłach Powinna być kontrolowana zawartość wilgoci w cegłach. Moisture control of bricks The moisture of bricks should be controlled. |

|
|||||
APP N° 586
|
Kontrola wilgoci w cegłach klinkierowych Powinna być kontrolowana zawartość wilgoci w cegłach klinkierowych. Moisture control of clinker bricks The moisture of clinker bricks should be controlled. |

|
|||||
APP N° 585
|
Kontrola wilgoci w cegłach betonowych Powinna być kontrolowana zawartość wilgoci w cegłach betonowych. Moisture control of concrete blocks The moisture of concrete blocks should be controlled. |

|
|||||
APP N° 584
|
Kontrola wilgoci w gazobetonie Powinna być kontrolowana zawartość wilgoci w gazobetonie. Moisture of gas concrete The moisture of gas concrete should be controlled. |
|
|||||
APP N° 527
|
Rozróżnienie połysku płytek podłogowych pokrytych i nie pokrytych powłoką Powinny być rozróżniane płytki podłogowe pokryte i niepokryte powłoką. Gloss differentiation of coated flagstones from uncoated flagstones Coated flagstones should be differentiated from uncoated flagstones. |

|
|||||
APP N° 522
|
Pomiar koloru glazurowanych płytek ściennych Powinien być sprawdzany inline kolor glazurowanych płytek wykładzinowych. Color measurement of glazed tiles The color of glazed tiles should be inline measured. |
|
|||||
APP N° 503
|
Kontrola wysokości płyt kamiennych Powinna być kontrolowana grubość płyt kamiennych podczas transportu na przenośniku taśmowym. Odchyłki wysokości wymagane przez przenośnik taśmowy, mogą być na początku pomijane, ponieważ mogą służyć do celów referencyjnych. Stone plate thickness control The thickness of stone plates should be measured. At this, the stone plates will be transported on a conveyor belt with a negligible movement in height, thus it can be used as a reference. |

|
|||||
APP N° 490
|
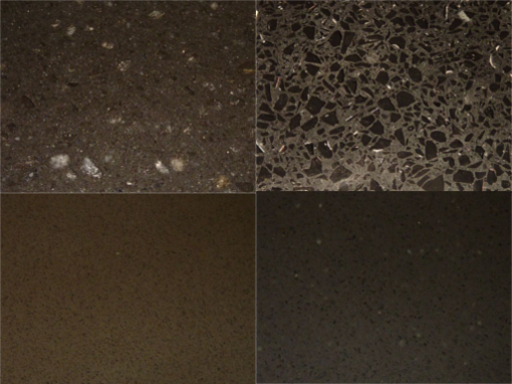
Pomiar grubości polerowanych płyt kamiennych Powinna być ustalana grubość płyt kamiennych. Należy przy tym zwracać uwagę, aby płyty kamienne były transportowane na dodatkowej płycie referencyjnej. Thickness measurement of polished slabs The thickness of polished slabs should be measured. It should be noted, that the slabs are placed on a reference plate. |
|
|||||
APP N° 489
|
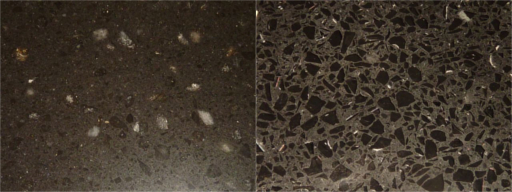
Kontrola połysku polerowanych płyt kamiennych Powinien być rejestrowany połysk polerowanych płyt kamiennych. Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
|||||
APP N° 488
|
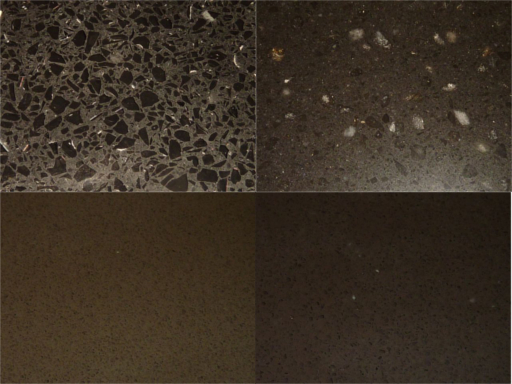
Kontrola barwy polerowanych płyt kamiennych Powinna być zapisywana barwa polerowanych płyt kamiennych. Color control of polished slabs The color of polished slabs should be controlled. |
|
|||||
APP N° 470
|
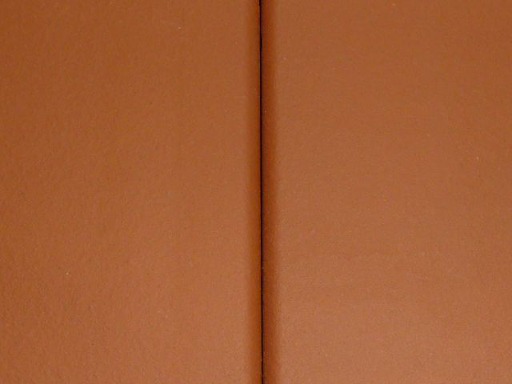
Pomiar barwy dachówek Powinien być sprawdzany inline kolor dachówek. Roof tile color measurement The color of roof tiles should be inline measured. |
|
|||||
APP N° 453
|
Pomiar długości płyty gipsowo-kartonowej Powinna zostać zmierzona długość płyty gipsowo-kartonowej. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
|||||
APP N° 346
|
Kontrola koloru w systemach mocowań sufitowych Czujnik kontroluje kolor w systemie mocowań sufitowych. Color control of T-grids for ceiling systems T-grids used for ceiling systems should be color controlled. |
|
|||||
APP N° 333
|
Okresowa kontrola wentylatorów przemysłowych Wentylatory przemysłowe powinny być okresowo sprawdzane. Dodatkowo konieczna jest kontrola kierunku obrotów. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 294
|
Kontrola grubości błyszczących, aluminiowych poduszek Czujnik mierzy grubość aluminiowych poduszek używanych do izolacji termicznej. Poduszki są transportowane podajnikiem taśmowym. Ponieważ drgania pionowe taśmy podajnika są bardzo mało, możemy wykorzystać dystans do jego powierzchni jako wartość referencyjną. Thickness control of shiny aluminum cushions The thickness of different shiny aluminum cushions should be measured. These aluminum cushions are used for heat insulation. At this, the cushions will be transported on a conveyor belt with a very small fluctuation in height, thus the distance to the belt can be used as a reference. |

|
|||||
APP N° 289
|
Kontrola osiowości dysku szlifierki kątowej Czujnik kontroluje osiowość dysku szlifierki kątowej. Evenness control of angle grinder discs The flatness of angle grinder discs should be controlled during the rotation. |

|
|||||
APP N° 149
|
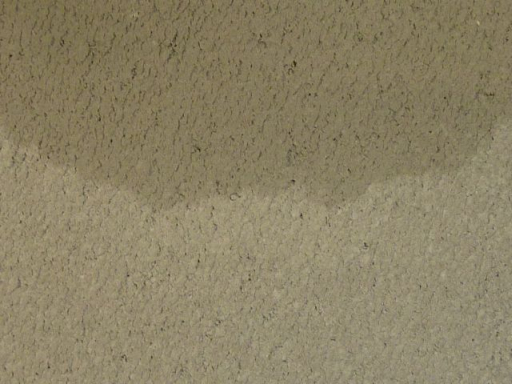
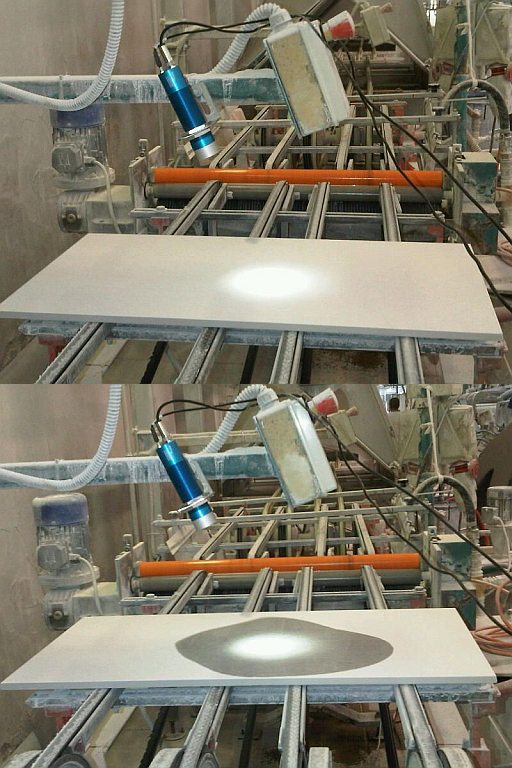
Rozróżnianie pomiędzy suchymi i mokrymi płytkami ceramicznymi Zadaniem czujnika jest kontrola ilości środka „nawilżającego” zastosowanego na powierzchni płytki. Płytki są jaśniejsze jeśli ilość środka nawilżającego jest zbyt mała i są ciemniejsze jeśli ilość środka jest zbyt duża. Differentiation between water moistened and dry floor tiles After the moisturization the floor tiles should be checked, whether the amount of moisture is in the right range or out of range (too much or too little moisture content). The tiles looks brighter if the degree of moisture is too small and the tiles looks darker as normal if too much water is on the tiles. In the normal case the tiles looks gray in color. |
|
|||||
APP N° 144
|
Kontrola pozycji łat Zadaniem czujnika jest kontrola równoległego ułożenia 4 łat na pasie transmisyjnym. Position monitoring of tiles The orientation of tiles on a conveyor belt should be controlled. There are three chamfers which splits the tile into four parts and these chamfers should be perpendicular orientated on the conveyor belt. |

|
|||||
APP N° 134
|
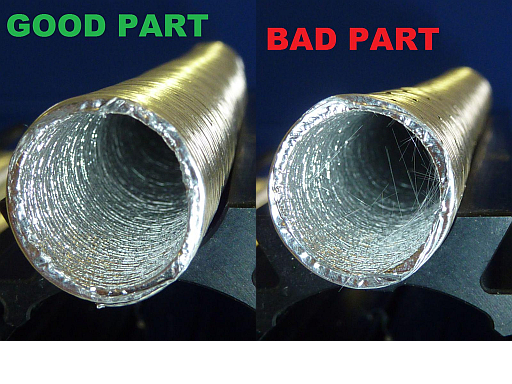
Kontrola obecności włókien w rurze aluminiowej Czujnik wykrywa obecność włókien w rurze aluminiowej o długości 160mm i średnicy 14mm. Właściwie wyprodukowany detal jest pozbawiony wspomnianych włókien. Rurę możemy swobodnie ustawiać i obracać o 360 stopni. Po obu stronach rury jest wystarczająca przestrzeń na montaż czujnika. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
|||||
APP N° 105
|
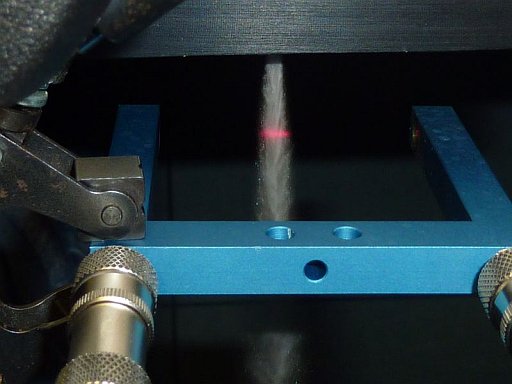
Kontrola gęstości strumienia rozpylacza ciśnieniowego Czujnik kontroluje gęstość strumienia rozpylacza ciśnieniowego. Spray jet amount control The density of the spray jet should be controlled. |
|
|||||
APP N° 88
|
Detekcja fluorescencyjnego kleju na pasach ściernych Zadaniem czujnika jest detekcja fluorescencyjnego kleju podczas produkcji pasów ściernych. Szerokość pasa kleju wynosi 10mm. Wykrywana jest zmiana większa niż 2mm. Odległość czujnika od powierzchni wynosi 20mm, plamka ma rozmiar 2mm x 10mm. Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
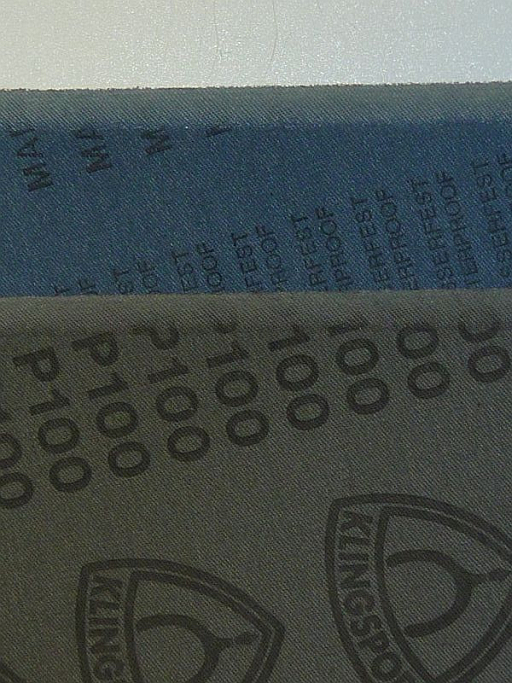
Pomiar połysku pasów ściernych Poziom połysku jest istotnym wyznacznikiem jakości pasa ściernego. Dlatego istotny jest dobór właściwego czujnika. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||||
APP N° 77
|
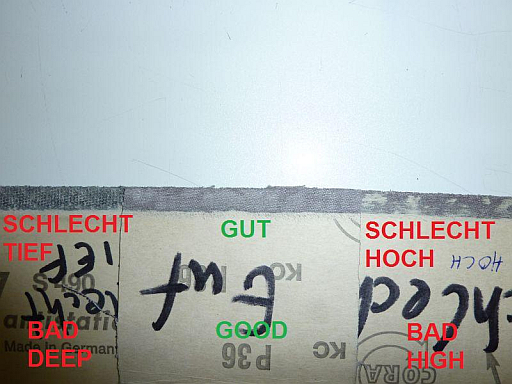
Kontrola krawędzi pasa ściernego Krawędź pasa ściernego musi być zeszlifowana pod odpowiednim kątem. Zadaniem czujnika jest kontrola tego kąta. Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 57
|
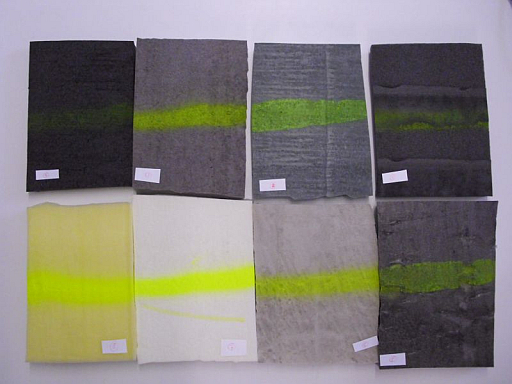
Detekcja fluorescencyjnego znacznika na powierzchni tłoczonych pianek Zadaniem czujnika jest detekcja fluorescencyjnego znacznika na powierzchni różnokolorowych pianek tłoczonych. Detection of a fluorescent line on different colored foamed materials A fluorescent line must be detected on different colored foamed materials. |
|
|||||
APP N° 51
|
Kontrola marginesu pasa ściernego Rozmaite pasy ścierne posiadają margines, który powinien być kontrolowany. Może on występować zarówno na wierzchniej jak i spodniej stronie. Margines jest ciemniejszy niż strona spodnia i jaśniejszy niż wierzchnia. Pozwala to na poprawną detekcję. Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |
|

")