Практические примеры применения в промышленной сфере
1) Выбрать сферу применения:
Machine Building / Metal-working Industry (Maschinenbau / Metallverarbeitung)
2) Выбрать язык:
APP N° 786
|
Control de chorro pulverizado Se necesita controlar un chorro pulverizado pulsado con baja intensidad. Spray jet control A pulsed, weakly dosed spray jet should be controlled. |

|
|||||
APP N° 785
|
Control de anchura de chapas metálicas Se necesita medir la anchura de chapas metálicas que se desplazan a gran velocidad. Width control of metal sheets The width of very fast moved metal sheets should be measured. |
|
|||||
APP N° 784
|
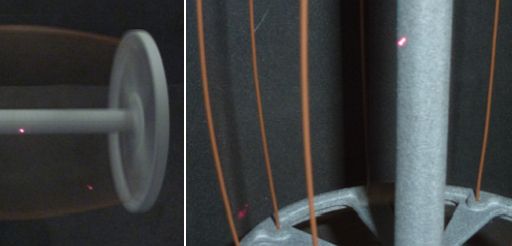
Detección y recuento de alambres durante el proceso de bobinado Se necesita controlar la presencia y el número de alambres durante el proceso de bobinado. Wire detection and counting during the braiding process Wires should be detected and counted during the braiding process. |

|
|||||
APP N° 777
|
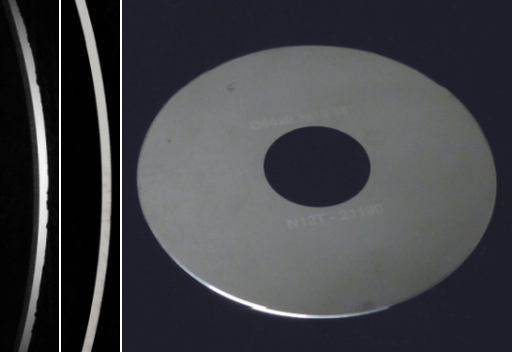
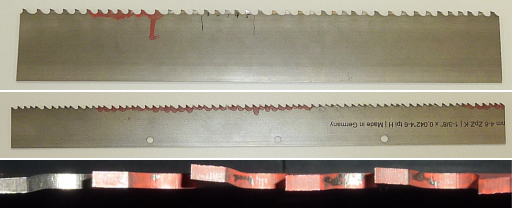
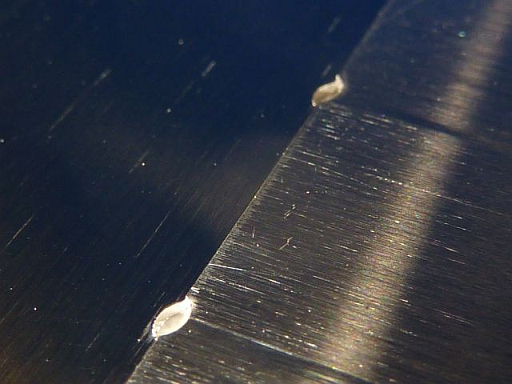
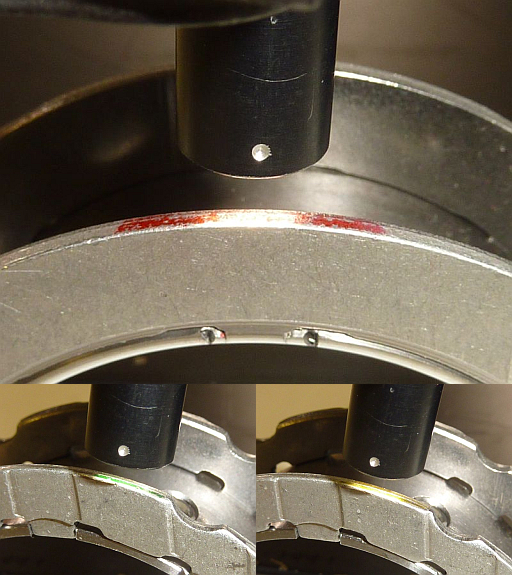
Detección de defectos en discos de sierra Se necesita detectar defectos en discos de sierra. Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
|||||
APP N° 756
|
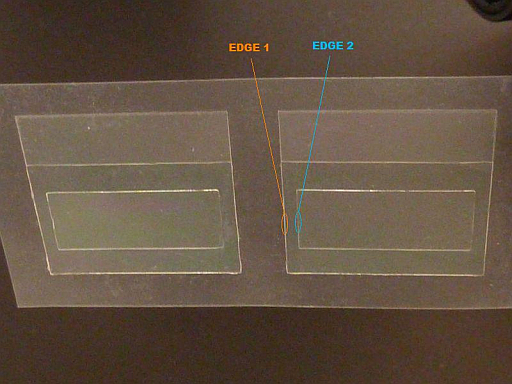
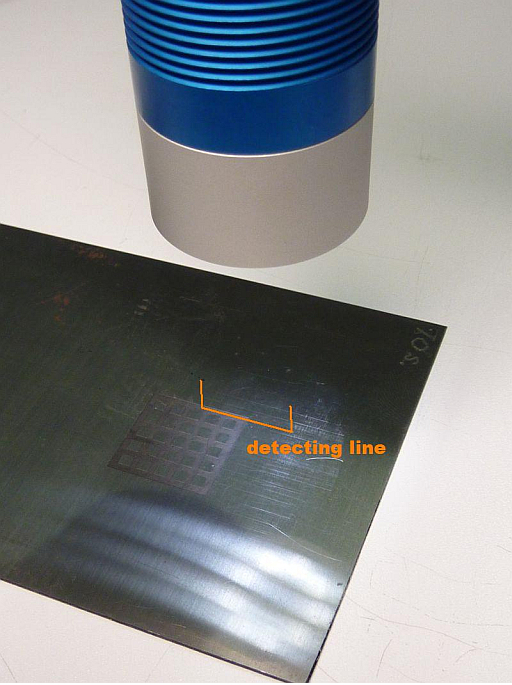
Detección del flanco descendente y ascendente de una tira metálica sobre un fondo metálico Se necesita detectar el flanco ascendente y el flanco descendente de tiras metálicas sobre chapas. Detection of a rising and falling edge of a metal stripe on metal sheet A rising as well as a falling edge of a metal stripe on metal sheet should be detected. |
|
|||||
APP N° 755
|
Distinción de tuercas roscadas mediante el control del diámetro interior Se necesita distinguir tuercas M8 de tuercas M10 en línea a través de la medición del diámetro interior. Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
|||||
APP N° 754
|
Control del diámetro interior de tuercas roscadas Se necesita medir el diámetro interior de tuercas roscadas. Inner diameter control of screw-nuts The inner diameter of screw-nuts should be measured. |

|
|||||
APP N° 753
|
Recuento de alambres en una instalación de cableado Se necesita contar el número de cables durante el proceso de bobinado en instalaciones de cableado. Wire counting on wire winding machines The number of wires on a wire winding machine should be counted. |
|
|||||
APP N° 752
|
Detección de la presencia de aceite en tornillos de remache Se necesita comprobar la presencia de aceite en tornillos de remache. Detection of the presence of oil on rivet screws The presence of oil on rivet screws should be detected. |

|
|||||
APP N° 751
|
Detección de película de aceite en pernos metálicos Se necesita comprobar la presencia de una película de aceite en pernos metálicos. Oil film detection on metal pins An oil film on metal pins should be detected. |

|
|||||
APP N° 742
|
Detección de marcas de color en hojas de sierra Se deben detectar las marcas de color en las hojas de sierra. Color mark detection on saw blades Color marks should be detected on saw blades. |
|
|||||
APP N° 741
|
Detección de marcas de color en tornillos metálicos Se deben detectar las marcas de color en la parte frontal de tornillos metálicos. Color mark detection on metal screws The color mark on metal screws should be detected. |

|
|||||
APP N° 736
|
Distinción de color de cabezas de rosca en gris claro y negro Se deben distinguir las cabezas de rosca de color plateado de las cabezas de rosca revestidas de negro. Differentiation of silver-colored screws from black coated screws Silver-colored screws should be differentiated from black coated screws. |

|
|||||
APP N° 733
|
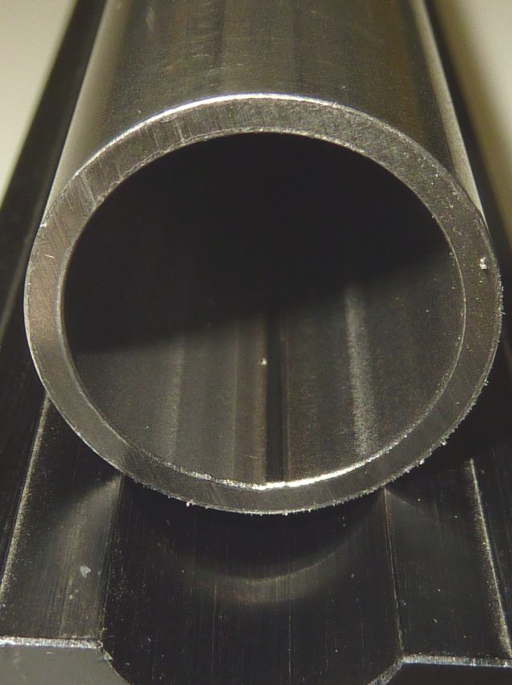
Medición del diámetro interior de piezas metálicas Se debe revisar el diámetro interior de componentes metálicos. Inner diameter measurement of metal components The inner diameter of metal components should be measured. |

|
|||||
APP N° 726
|
Control de altura de resortes de espiral de metal Se debe medir la altura de resortes de espiral de metal. Metal spring height control The height of metal springs should be measured. |

|
|||||
APP N° 725
|
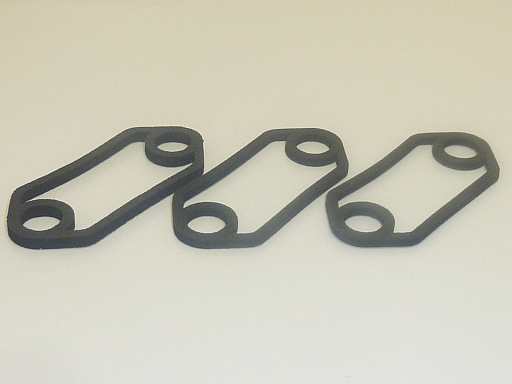
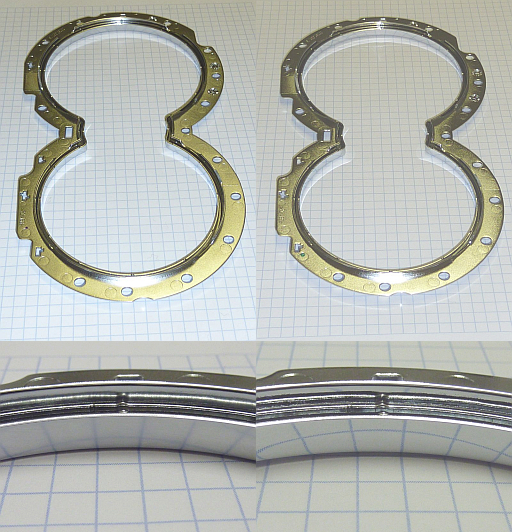
Medición de espesor de juntas planas Se debe medir el espesor de juntas planas. Thickness measurement of flat gaskets The thickness of flat gaskets should be measured. |
|
|||||
APP N° 719
|
Control superficial de chapas de acero inoxidable Se debe controlar la superficie de chapas de acero inoxidable. Surface control of stainless-steel sheets The surface of stainless-steel sheets should be controlled. |
|
|||||
APP N° 717
|
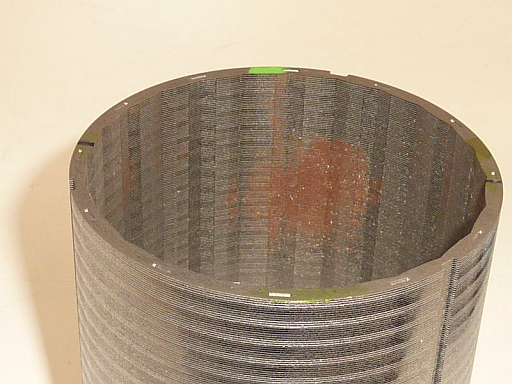
Recuento de pliegues en mangueras de aluminio Se deben contar los pliegues existentes en mangueras de aluminio. Para ello, hay que tener en cuenta que la distancia entre los pliegues puede variar. Counting folds on aluminum tubes Folds on aluminum tubes should be counted. It must be considered that the distance between the folds is not constant. |

|
|||||
APP N° 704
|
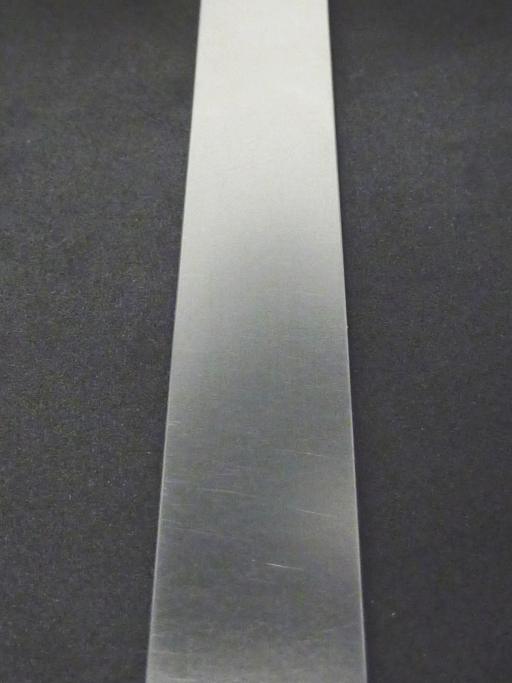
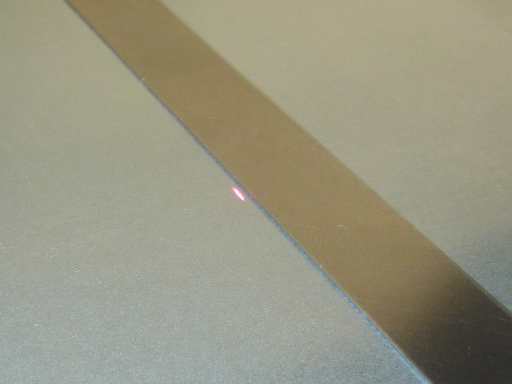
Detección de una marca grabada con láser en una barra de acero fino Se deben detectar las marcas grabadas con láser en barras de acero fino. Detection of a laser-engraved mark on a stainless-steel rod Laser-engraved marks on stainless steel rods should be detected. |

|
|||||
APP N° 701
|
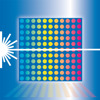
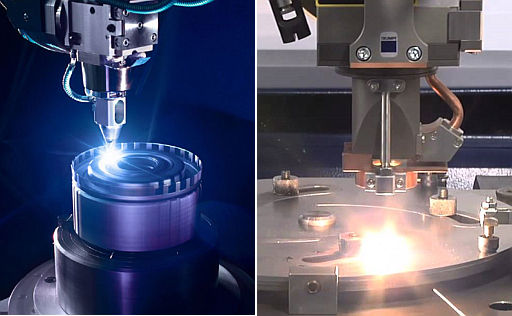
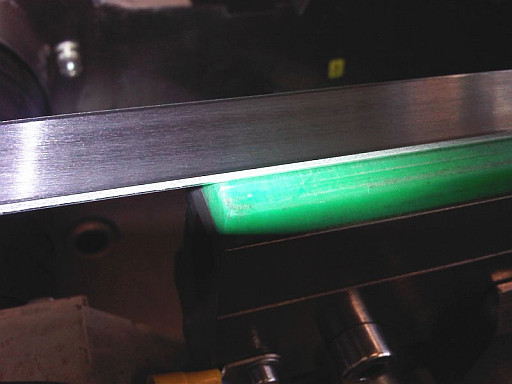
Controles de proceso de soldadura láser Durante el proceso de soldado láser se debe analizar el color y la intensidad de la emisión de luz derivada de dicho proceso de soldadura. Laser welding process control During the laser welding the color as well as the intensity of the emitted light, caused by the laser welding, should be controlled. |
|
|||||
APP N° 686
|
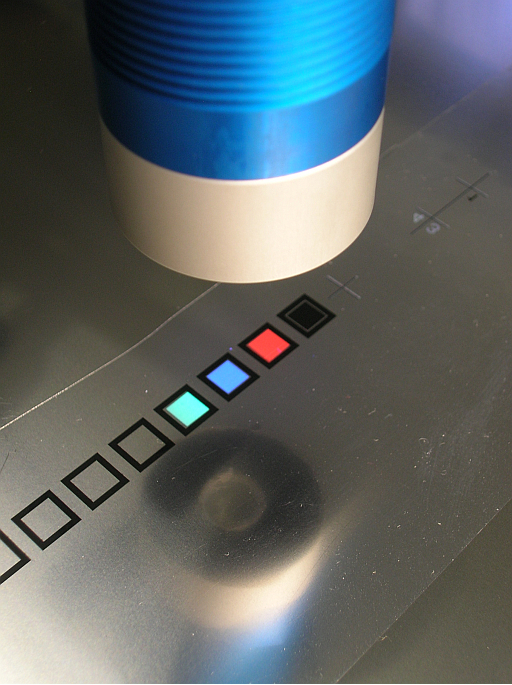
Separación de color de piezas de metal Se deben separar las partículas de metal respecto al color. Color separation of metal parts Metal parts should be separated depending on the color. |

|
|||||
APP N° 683
|
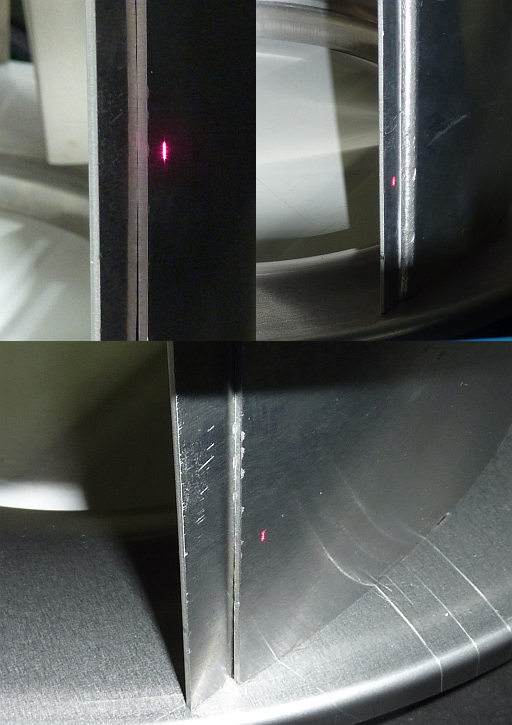
Detección de un punto de solapamiento de dos chapas en rotores y, además, de si hay un cordón de soldadura Se debe revisar la presencia de un cordón de soldadura en ventiladores de metal. Además, se debe comprobar si las dos chapas solo se solapan o si se han soldado. Detection of overlapped metal plates on metal fans and further whether the metal plates are welded The presence of welding lines should be controlled on metal fans. Furthermore, it should be controlled, whether the overlapped metal plates are welded or not welded. |
|
|||||
APP N° 680
|
Diferenciación entre barras de metal bruñido negro y barras de metal Las barras de metal bruñido negro se deben diferenciar de las barras de metal. Differentiation of black finished metal rod and metal rod Black bronzed metal rods should be distinguished from metal rods. |
|
|||||
APP N° 679
|
Control de pintura de molduras interiores brillantes Se debe monitorizar la calidad de la pintura de molduras interiores brillantes. Lacquer quality control of shiny interior trims The lacquer quality of shiny interior trims should be controlled. |
|
|||||
APP N° 664
|
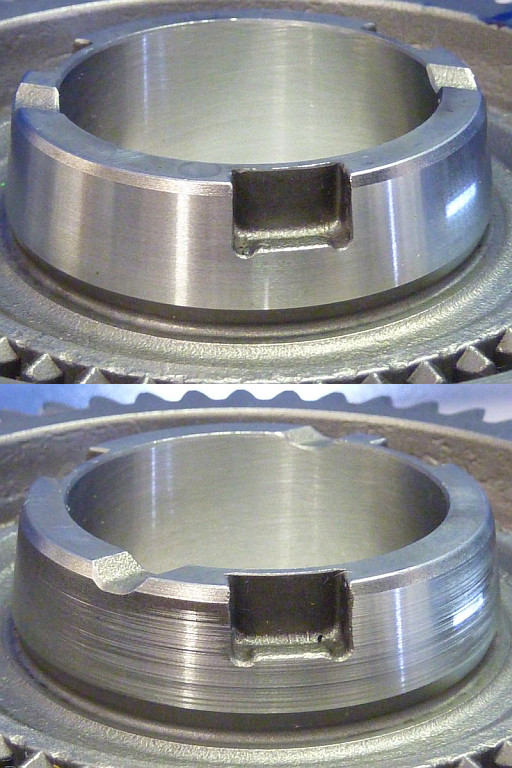
Diferenciación de ruedas dentadas Las ruedas dentadas no procesadas químicamente se deben diferenciar de las ruedas dentadas ennegrecidas. Gear differentiation Chemically non-treated gears should be distinguished from blackened gears. |

|
|||||
APP N° 650
|
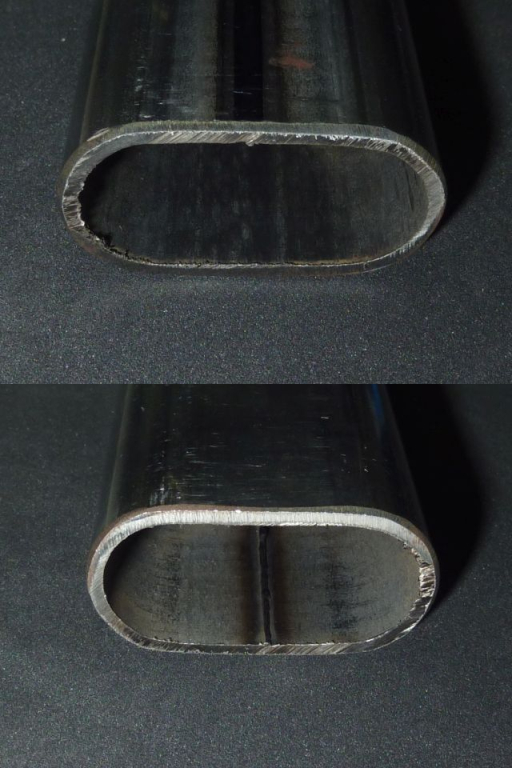
Control de posición de un tubo plano soldado de metal Se debe monitorizar la posición del cordón de soldadura de tubos planos. Al hacerlo, se debe asegurar de que el cordón de soldadura se encuentre abajo. Correct positioning control of welded flat metal tubes The position of a welding line on a flat tube should be controlled. At this, the welding line should be underneath. |
|
|||||
APP N° 632
|
Distinción de color de tubos de aluminio anodizado Se deben distinguir tubos de aluminio anodizado respecto al color. Color differentiation of anodized aluminum tubes Anodized aluminum tubes should be color differentiated. |

|
|||||
APP N° 631
|
Distinción de color de perfiles de aluminio anodizado Se deben distinguir perfiles de aluminio anodizado respecto al color. Color differentiation of anodized aluminum profiles Anodized aluminum profiles should be color differentiated. |

|
|||||
APP N° 630
|
Distinción de color de aluminio anodizado Se deben distinguir piezas de aluminio anodizado. Color differentiation of anodized aluminum components Anodized aluminum components should be color differentiated. |

|
|||||
APP N° 620
|
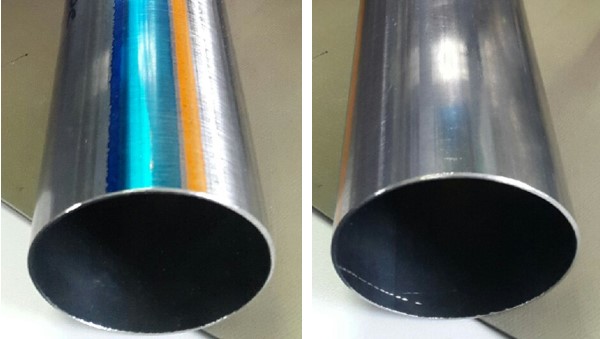
Control de color de tubos de acero Se deben distinguir tubos de acero inoxidable pintados de azul de los no pintados. Color control of stainless steel tubes Blue painted stainless steel tubes should be differentiated from uncolored tubes. |
|
|||||
APP N° 616
|
Distinción del color de muelles helicoidales metálicos Se deben separar muelles helicoidales metálicos por color. La distancia de control no debe ser inferior a 100 mm. Color differentiation of metal springs Metal springs should be color differentiated at a distance of 100mm. |

|
|||||
APP N° 575
|
Distinción de color de anillos metálicos Se deben distinguir anillos de metal respecto al color. Color differentiation of metal rings Metal rings should be color differentiated. |

|
|||||
APP N° 573
|
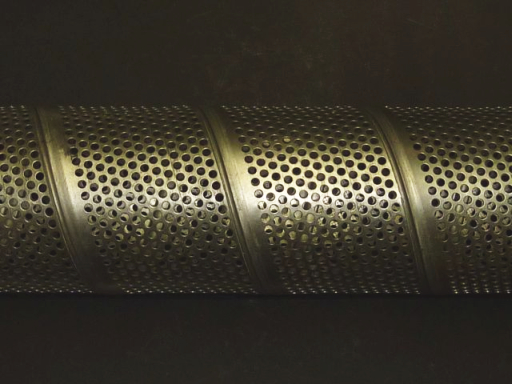
Detección de área de solapamiento en tubos de metal perforados Se debe detectar un área de solapamiento en tubos de metal perforados. Overlap joint detection on perforated metal tubes The overlapping area on perforated metal tubes should be detected. |
|
|||||
APP N° 566
|
Detección de costura de soldadura en el interior de un tubo En el lado interior de un tubo se debe detectar una costura de soldadura durante la rotación. Inner tube welding line detection The welding line of an inner tube should be detected during rotation. |

|
|||||
APP N° 548
|
Control de recubrimiento de superficies de junta de rótula Se deben monitorizar superficies de juntas de rótula. Se debe distinguir entre superficies no recubiertas, recubiertas y "azules" Ball joint coating control The joint ball surface should be controlled with a view to the coating. At this, uncoated joint balls should be differentiated from coated and blue coated joint balls. |

|
|||||
APP N° 540
|
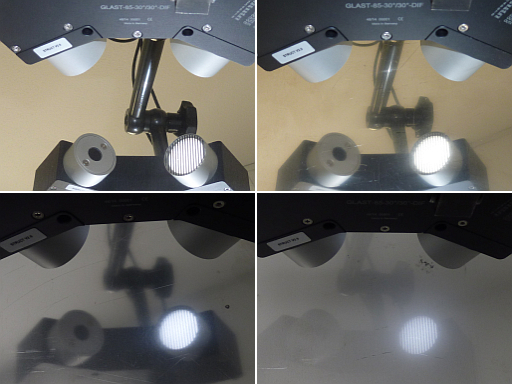
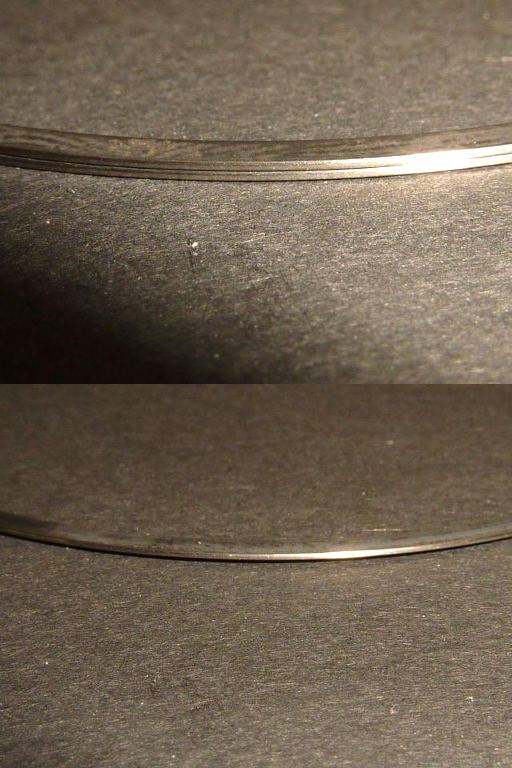
Control de velo de chapas de acero inoxidable Se debe monitorizar el velo de superficies de acero inoxidable. Haze control of stainless steel plates The haze of stainless steel surfaces should be controlled. |
|
|||||
APP N° 539
|
Control de presencia de un adhesivo fluorescente líquido en una cavidad Se debe controlar la presencia de un adhesivo fluorescente líquido en una cavidad. Presence control of liquid fluorescent glue in a hole The presence of fluorescent liquid glue in a hole should be controlled. |
|
|||||
APP N° 538
|
Control de la banda de rodadura de ruedas dentadas Se debe controlar la banda de rodadura de ruedas dentadas respecto a defectos de superficie. Control of the contact surface of gear wheels The contact surface of gear wheels should be controlled. |

|
|||||
APP N° 534
|
Distinción de eslabones de cadena de metal Se tienen que distinguir eslabones de cadena en términos de espesor. El espesor de una parte es de 2,0 mm de ese modo, mientras que la otra parte tiene un espesor de 2,3 mm. Differentiation of metal chain links Metal chain links should be differentiated by thickness. The thickness of the one size is 2.0mm, whereas the other size has a thickness of 2.3mm. |

|
|||||
APP N° 533
|
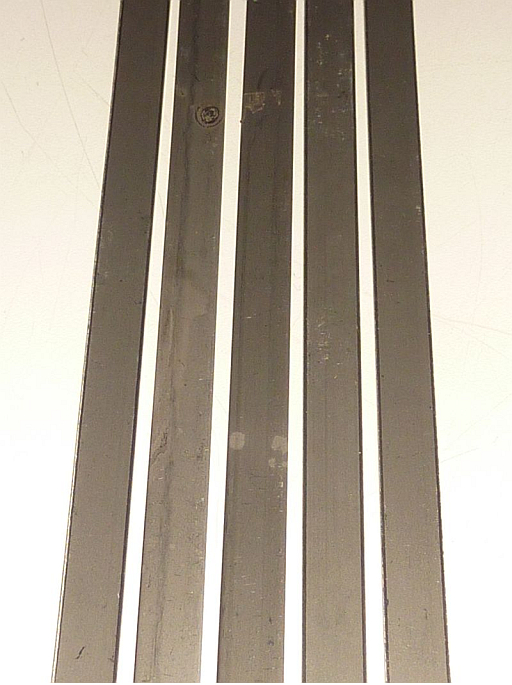
Detección de marcas por vibración en tiras de metal Se deben marcar los defectos en tiras bimetálicas por medio de marcas de vibración. Durante el procesamiento, las marcas se deben detectar de forma fiable, de modo que las partes defectuosas de las tiras metálicas se puedan eliminar más tarde. Detection of chatter marks on metal bands Defects inside bimetallic bands will be marked with chatter marks. These chatter marks should be proper detected during the further processing and the damaged part of the metal stripes should be removed from the finishing later on |

|
|||||
APP N° 502
|
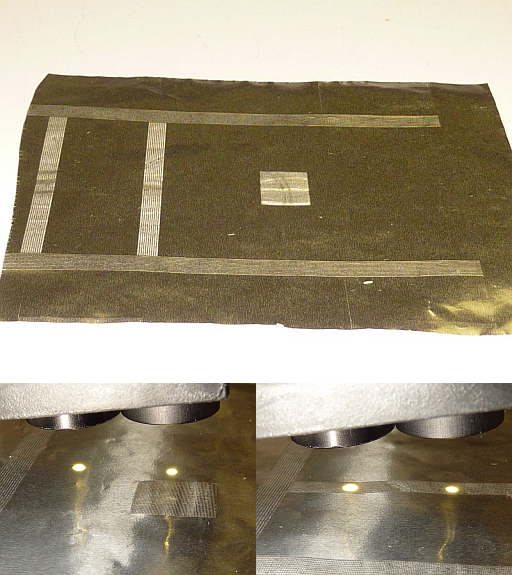
Control de presencia de una película de plástico semitransparente sobre una chapa de metal Se debe supervisar la presencia de una franja de plástico semitransparente azulada en una chapa de metal. Presence control of a semitransparent plastic film on a metal sheet A semitransparent light blue plastic film should be detected on a metal sheet. |

|
|||||
APP N° 498
|
Control de color de anillos de metal Se debe controlar la calidad de anillos de metal por el color. Color control of metal rings The quality of metal rings should be controlled with a view to the color. |

|
|||||
APP N° 496
|
Control de presencia de aceite en rejillas de metal Se debe controlar la presencia de aceite en rejillas de metal. Oil presence control on metal grids The presence of oil should be detected on metal grids. |

|
|||||
APP N° 482
|
Medición de color de chapas lacadas Se debe determinar el color de chapas lacadas (valores L * a * b *). Color measurement of lacquered metal sheets The color of painted metal sheets should be measured (L*a*b* values). |
|
|||||
APP N° 480
|
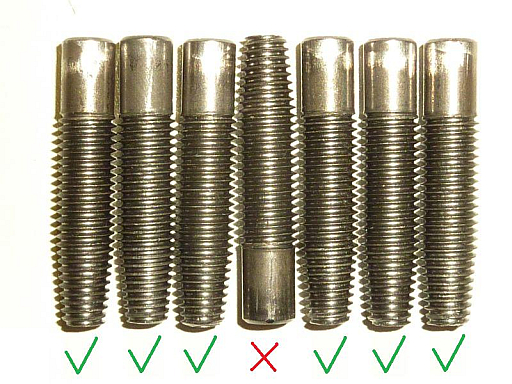
Control de exactitud de posición de pernos de metal Se deben controlar piezas giratorias de acero respecto a la exactitud de la posición. Direction control of metal pins The direction of metal pins should be controlled. |

|
|||||
APP N° 475
|
Distinción entre tubos de aluminio lacados en el interior individuales y dobles Se deben distinguir entre tubos de aluminio lacados en el interior individuales o dobles. Differentiation of single and double inside coated aluminum tubes Single inside coated aluminum tubes should be differentiated from double inside coated aluminum tubes. |
|
|||||
APP N° 474
|
Detección de aceite fluorescente en distintas arandelas de sellado Se debe controlar la presencia de aceite en arandelas de sellado. Se debe observar que el aceite emite fluorescencia cuando se utiliza luz UV. Detection of fluorescent oil on flat washers The presence of oil on different flat washers should be controlled. It has to be taken into account, that the oil is fluorescent, if UV light is used. |

|
|||||
APP N° 473
|
Detección de un lubricante fluorescente en pernos de metal Se debe detectar la presencia de una capa de lubricante bajo luz UV. Detection of fluorescent lubricant on metal pins Fluorescent lubricant should be detected on metal pins. |

|
|||||
APP N° 466
|
Control de presencia de un troquelado semicircular en la nariz de una pieza estampada Se debe supervisar la presencia de un troquelado semicircular en la nariz de una pieza estampada. Además, se debe comprobar si se trata de una semicircular o alargada. Presence control of a notch in a lobe of a metal stamping part The presence of a notch in a lobe of a metal stamping part should be detected. Furthermore a semicircular notch must be differentiated from an elongated notch. |
|
|||||
APP N° 464
|
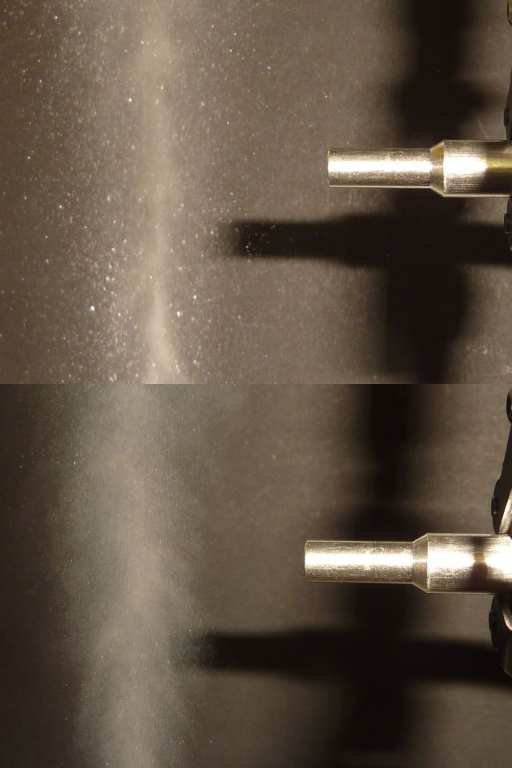
Control de cantidad de aspersión en áreas peligrosas Se debe controlar la presencia y la cantidad de aspersión de un aspersor en un área peligrosa. Se debe observar que aquí no se puede utilizar un control por luz transmitida. Spray jet amount control in the Ɛx range The presence as well as the spray amount of a spray jet in the Ex range should be controlled. It has to be taken into account, that a system based on the transmitted light mode cannot be used for this application. |

|
|||||
APP N° 463
|
Control de presencia de aceite en tuercas y tornillos Se debe controlar la presencia de aceite en tuercas y tornillos inmediatamente antes de la colocación de bridas. Oil presence control in metal screw nuts and screws The presence and amount of oil in a screw nut as well as in a screw should be detected directly before border crimping. |

|
|||||
APP N° 456
|
Detección de adhesivo en una rosca Se debe controlar la presencia y la cantidad de adhesivo fluorescente (bajo luz UV) en la rosca de un tornillo. Glue detection on the thread of a screw The presence and amount of fluorescent (fluorescent under the influence of UV light) glue on the thread of a screw should be detected. |

|
|||||
APP N° 452
|
Control de doble capa de anillos de acero Se debe supervisar la presencia de uno o dos anillos de acero. Double ring control The presence of one or two rings should be controlled. |
|
|||||
APP N° 448
|
Detección de soldaduras en tubos interiores Se debe detectar la posición de una soldadura en un tubo interior. Detection of the welding line in the core retainer The position of the welding line should be detected in inner pipes. |
|
|||||
APP N° 446
|
Control de aspersión en funcionamiento de luz refleja Se debe efectuar un control de aspersión en funcionamiento de luz refleja para el empleo en áreas peligrosas. Spray jet control with reflected light The spray jet should be controlled with reflected infrared light and in an Ɛx zone environment. |
|
|||||
APP N° 438
|
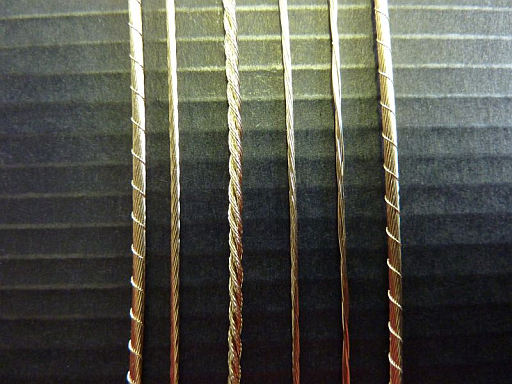
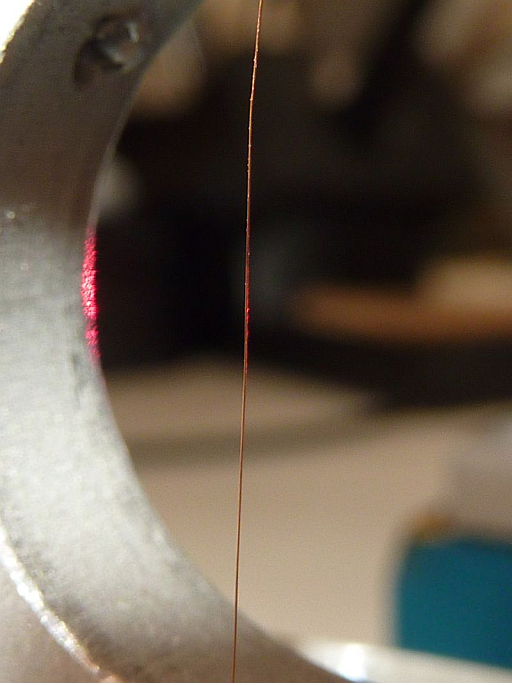
Control de diámetro de hilos metálicos Se debe medir el diámetro de diferentes alambres de metal, también se los debe distinguir. Diameter control of metal wires The diameter of metal wires should be controlled and the wires should be differentiated. |

|
|||||
APP N° 428
|
Distinción de piezas torneadas de acero galvanizadas de piezas no galvanizadas Se deben distinguir piezas torneadas de acero galvanizadas de piezas no galvanizadas. Differentiation of zinc plated steel parts and raw steel parts Zinc plated steel turned parts should be differentiated from raw steel turned parts. |

|
|||||
APP N° 425
|
Control de presencia una película de aceite en una carcasa de acero Se debe supervisar en una carcasa de acero si en su interior la superficie está impregnada con una película de aceite. Presence control of an oil film on an aluminum surface The presence of an oil film in aluminum housing should be controlled. |

|
|||||
APP N° 424
|
Control de presencia de gotas de aceite en una superficie de acero Se debe supervisar la presencia de una gota de aceite sobre una superficie de acero. Oil drop presence control on a steel surface The presence of an oil drop on a steel surface should be controlled. |

|
|||||
APP N° 423
|
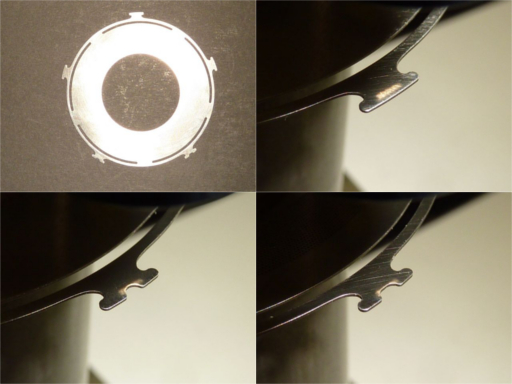
Control de dobles capas de membranas en discos de ruptura En un disco de ruptura se debe supervisar si accidentalmente hay una o dos membranas. Se debe observar que los discos de ruptura pueden ser de diferentes materiales (cobre o aluminio), así como también las membranas (papel de aluminio o de lámina de acero). Double membrane control on breaker plates The presence of one or two diaphragms in a blow-out disk should be differentiated. At this, different types of burst disks are available (copper and aluminum) with different diaphragms (aluminum membrane or steel membrane). |

|
|||||
APP N° 415
|
Control de dirección de varillas metálicas Se deben controlar con precisión varillas de metal respecto a la posición. Un extremo de la varilla es plano, mientras que el otro es redondo. Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
|||||
APP N° 405
|
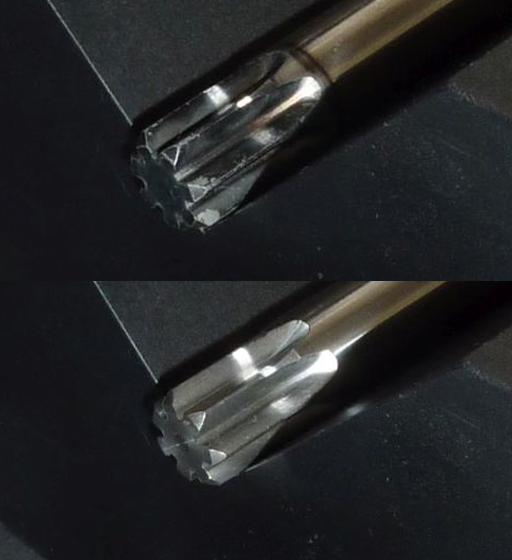
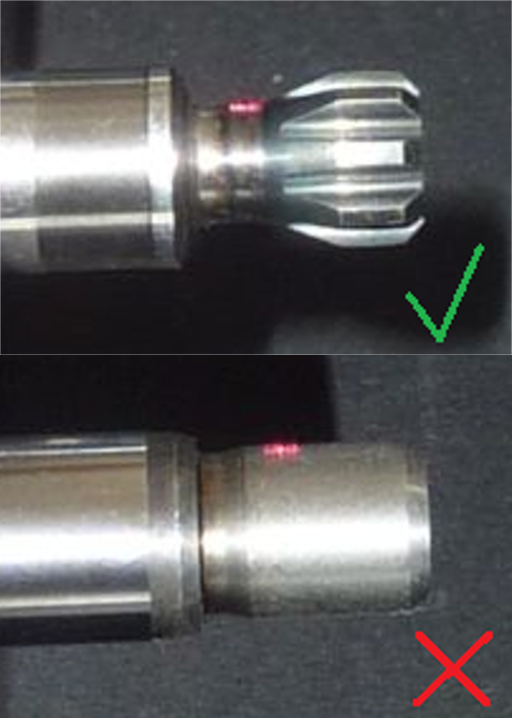
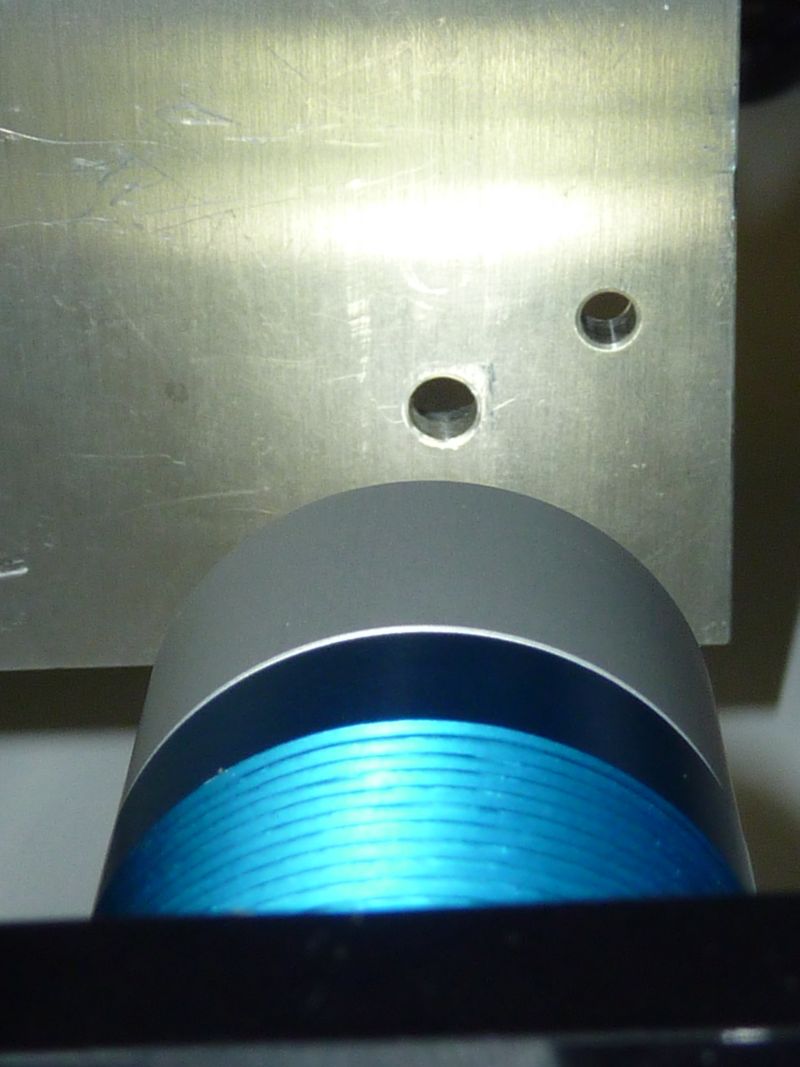
Control de presencia de una rosca interior y de un agujero en un engranaje Se debe supervisar la presencia de una rosca interior y de un agujero en un engranaje. Además, se debe controlar si el agujero, por ejemplo, está bloqueado por una broca rota. Presence control of an inside thread and a hole at a gear wheel The presence of an inside thread and a hole at a gear wheel should be controlled. Furthermore it should be controlled, whether the hole is blocked from e.g. a drill bit. |

|
|||||
APP N° 404
|
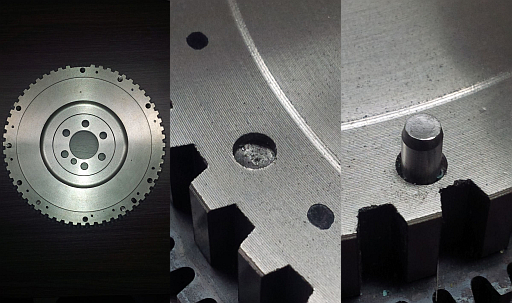
Medición de altura de un pasador de metal, del tamaño de los dientes y de la profundidad de un agujero ciego de un engranaje Se deben controlar sin contacto la altura de un pasador de metal, el tamaño de los dientes y la profundidad de un agujero ciego de un engranaje. Height measurement of a metal pin and of the teeth as well as the depth of a blind hole on a metal gear wheel The height of a metal pin as well as the depth of a blind hole on a gear wheel should be controlled. Furthermore, the height of the teeth on the gear wheel should be measured. |
|
|||||
APP N° 403
|
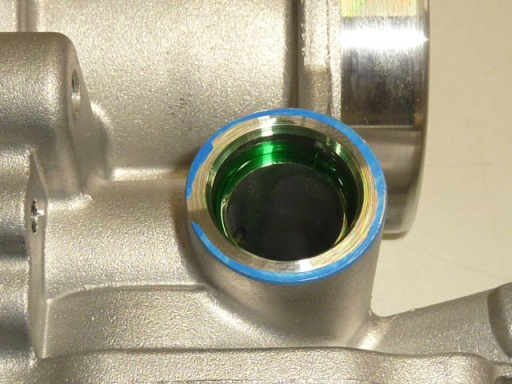
Medición del tamaño de ranuras en carcasas de aluminio de turbocompresores Se debe realizar una medición de ranura en carcasas de aluminio de turbocompresores. Gap size measurement on an aluminum casting of a turbo charger The gap size on the aluminum housing of a turbo charger should be measured. |

|
|||||
APP N° 400
|
Medición de espesores de cintas bimetálicas Durante el movimiento y sin contacto se debe medir el espesor de una cinta de bimetal. Thickness measurement of a bimetal band The thickness of a bimetal band should be measured contactless during the movement. |
|
|||||
APP N° 396
|
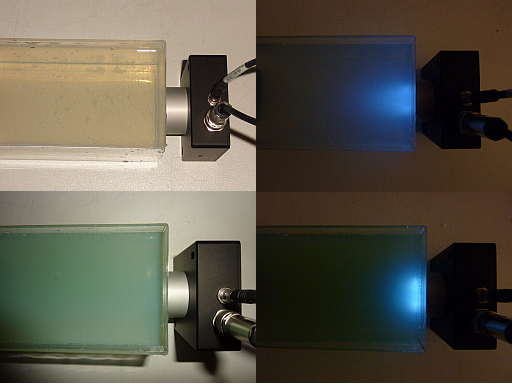
Control de fluorescencia de sistemas de limpieza a base de agua Se debe controlar el agua de los sistemas de lavado a base de agua respecto a la proporción de aceite.El agua de perforación y los aceites minerales tienen propiedades emisoras cuando se iluminan con luz ultravioleta en el rango visible, es decir, propiedades fluorescentes. Con el aumento del contenido de aceite en la emulsión también aumenta la cantidad de luz fluorescente. Fluorescence control of water based cleaning systems The amount of oil in an oil-water based emulsion should be controlled. Over time cleaning water used for water based cleaning machines is changing into an oil-water based emulsion with a steady increase of the content of oil. |
|
|||||
APP N° 395
|
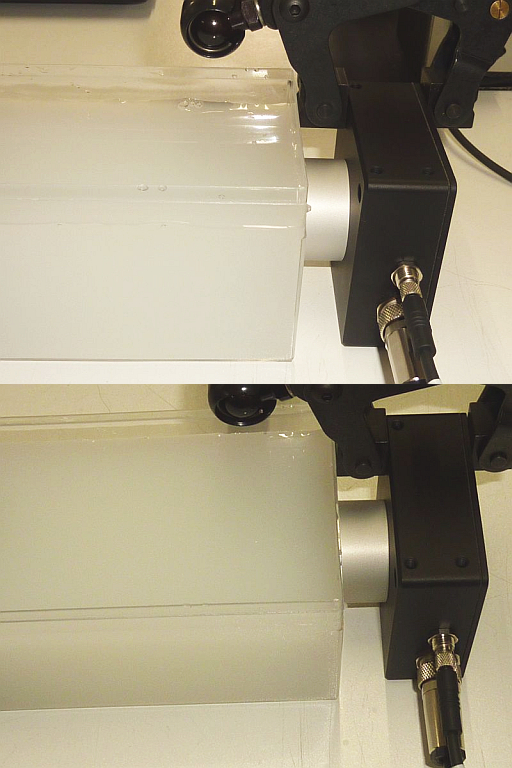
Control de turbidez de agua en sistemas de limpieza a base de agua Se debe supervisar la turbidez del agua de limpieza que se utiliza para sistemas de lavado a base de agua respecto a la contaminación por suciedad, grasa y aceite, así como también a micro virutas de metal. Turbidity control of water based cleaning systems The turbidity of cleaning water used for cleaning systems should be controlled. Over time, the cleaning water becomes more and more an oil-in-water emulsion mixed with dirt, grease and small metal swarf. |
|
|||||
APP N° 386
|
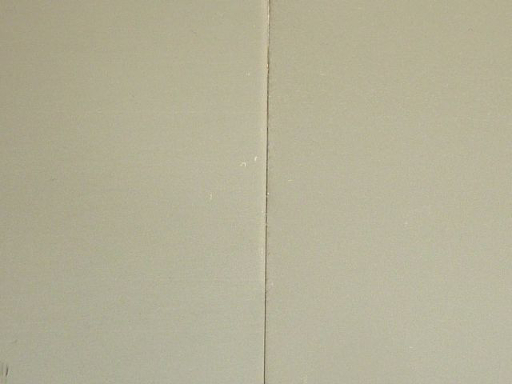
Medición de diferencia de altura entre una pieza troquelada y doblada y una pieza torneada Se debe controlar la diferencia de altura entre una pieza troquelada y doblada y una pieza torneada brillante inmediatamente antes del proceso de soldadura. Vertical height control between a turned metal part and a press-bent part The vertical height between a shiny turned metal part and a press-bent part should be measured immediately before welding. |

|
|||||
APP N° 385
|
Medición de la distancia en topes de caucho negro Se debe medir la distancia a una superficie de caucho negro. Distance control of black rubber buffers The distance of black rubber buffers should be controlled. |
|
|||||
APP N° 372
|
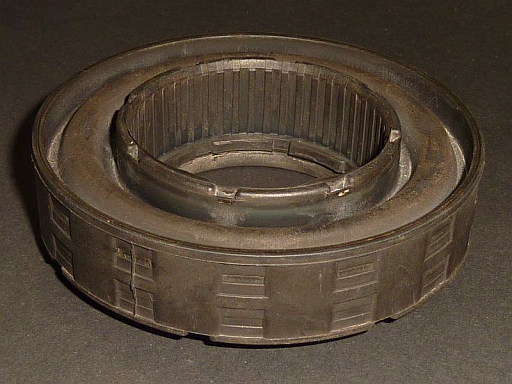
Controlar el engranaje interno de un pieza giratoria de acero Durante la rotación, se debe supervisar la relación de la longitud de los dientes a la brecha entre los dientes en una pieza giratoria. Quality control of internal gears The width of the teeth as well as the gap between the teeth of internal gears should be controlled. |

|
|||||
APP N° 363
|
Control de longitud de un perno de acero Durante el movimiento, se debe controlar la longitud de un perno de acero. La barra de metal se mueve a una velocidad de 2 m / s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
|||||
APP N° 359
|
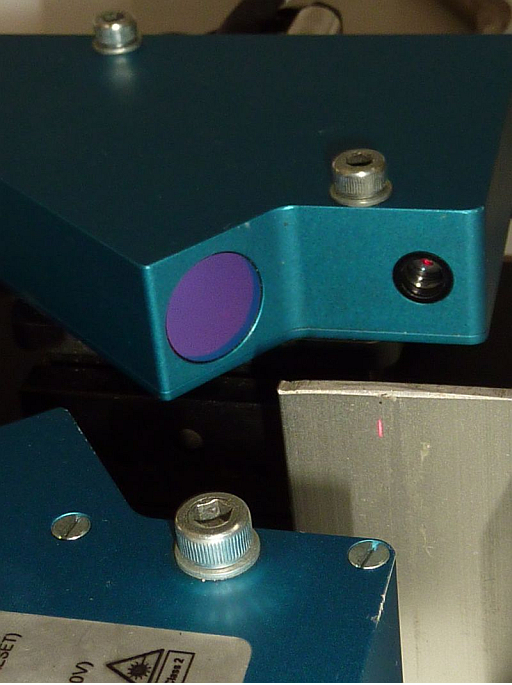
Control de presencia de laca de sellado de tornillo en roscas internas Se debe supervisar la presencia de laca de sellado de tornillo en roscas internas. Screw locking varnish presence control on female threads The presence of a thread lock fluid should be controlled on inside threads. |

|
|||||
APP N° 358
|
Distinción de pernos pulidos de pernos no pulidos Se deben distinguir pernos pulidos de los no pulidos. Differentiation of grinded and raw metal pins Grinded and raw metal pins should be differentiated. |

|
|||||
APP N° 356
|
Distinción de varillas de metal Se deben distinguir varillas de metal con extremo desnudo de otras con dientes. Además, se debe comprobar si los dientes son de color negro o acero. Differentiation of metal rods Metal rods with an even finish should be differentiated from metal rods with a slotted end. Furthermore a metal rod with a black slotted end should be differentiated from a steel colored end. |
|
|||||
APP N° 352
|
Detección de defectos en cintas metálicas Se deben detectar grandes manchas oscuras o brillantes en cintas de metal durante el transporte de la cinta. Defect detection on metal bands Dark as well as bright spots with different size should be detected on metal bands. |
|
|||||
APP N° 345
|
Control de presencia de estampado en cables metálicos Se debe supervisar la presencia de líneas finas estampadas en cables de metal de color cobre. Stamping mark presence control on metal wires The presence of stamped small lines should be controlled on a copper colored metal wire. |
|
|||||
APP N° 333
|
Control de frecuencia de ventiladores industriales Se debe controlar la frecuencia de los ventiladores industriales utilizados, industrialmente para ser monitoreado. Además, se debe controlar la dirección de rotación. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 332
|
Detección de defectos en perfiles de aluminio Se deben detectar peraltes en perfiles de aluminio. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
|||||
APP N° 327
|
Detección de un área coloreada en una banda de metal Se deben detectar áreas coloreadas en bandas de metal. Tarnish film detection on metal band A tarnish film should be detected on metal band. |

|
|||||
APP N° 326
|
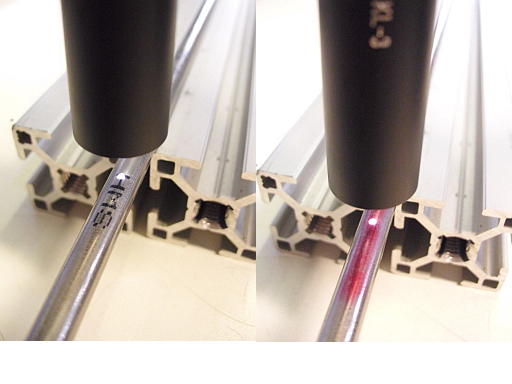
Control de presencia de una capa lubricante roja sobre un perno metálico Se debe supervisar la presencia de una capa lubricante roja desde una distancia de unos 200 mm. Presence control of red lubricant on metal pin The presence of a red lubricant on a metal pin should be controlled. A minimum sensor distance of approx. 200mm is required. |

|
|||||
APP N° 302
|
Medición de distancia en una superficie de aluminio Se debe medir la distancia a una superficie de aluminio. Se da una dependencia extrema de la reflectancia de la dirección de rotación de la hoja de aluminio, así que debe usarse un sensor de distancia láser que puede cubrir este amplio rango dinámico. Distance measurement onto an aluminum ground surface The distance to an aluminum ground surface should be measured. At this, the grinding is extremely angle-dependent and thus, the consequences in using a laser displacement sensor are that the reflectivity is strongly angle-dependent, too. |
|
|||||
APP N° 289
|
Control de planitud de discos flex Se debe controlar la planitud de los llamados discos flex durante la rotación. Evenness control of angle grinder discs The flatness of angle grinder discs should be controlled during the rotation. |

|
|||||
APP N° 283
|
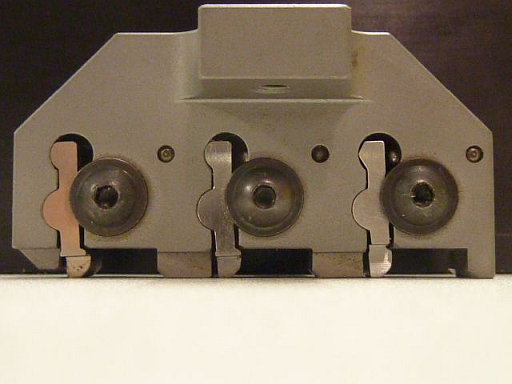
Control de posición de un cierre a presión Se debe monitorear la posición de un cierre de trinquete respecto a la carcasa de metal. Position control of spring locks on metal parts The position of the snap fit of a metal part should be controlled. |
|
|||||
APP N° 255
|
Monitoreo de una película sobre una pieza metálica durante la rotación Se debe monitorear la presencia continua de una película de aceite sobre toda la circunferencia de una pieza metálica. Detection of the presence of an oil film on a turned metal part The presence of an oil film without gap should be controlled on a turned metal part. |

|
|||||
APP N° 248
|
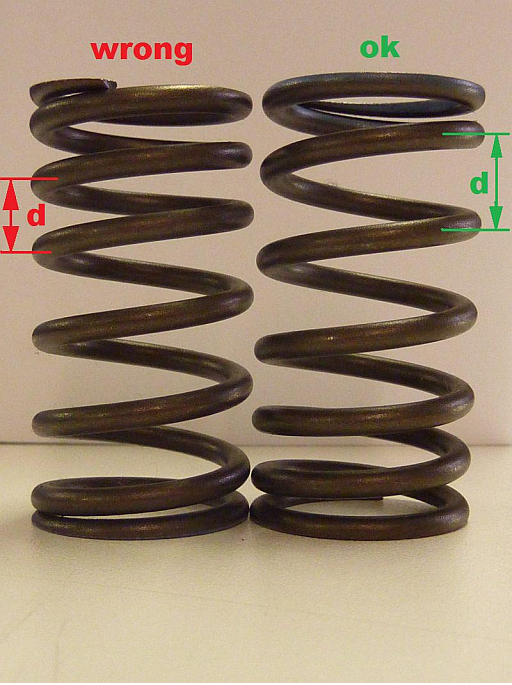
Control de la ubicación de un muelle en espiral asimétrico Se debe controlar la correcta ubicación de un muelle en espiral asimétrico. Attitude control of an asymmetric spiral spring The attitude of an asymmetric suppressed spring should be controlled. |
|
|||||
APP N° 240
|
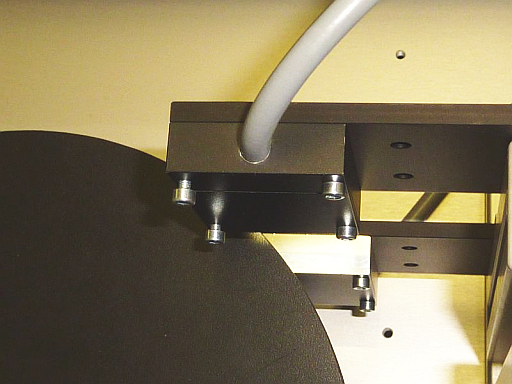
Supervisión de concentricidad de un disco Se debe controlar la concentricidad de un disco que gira rápidamente Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
|||||
APP N° 238
|
Detección de una línea grabada en la banda de rodadura de una polea Dentro de la banda de rodadura de una polea negra se debe detectar con precisión una marca de línea grabada durante la rotación de la polea. Detection of a line engraving on the bearing surface of a pulley An engraved line on the bearing surface of a black pulley should be detected. |

|
|||||
APP N° 229
|
Detección de marca de color en semicubiertas de cojinetes Se deben detectar marcas de color rojo, verde y amarillo, así como también la superficie sin marcar de una semicubierta de cojinete. Se debe observar que la marca de color, también parcialmente raspada, o sea cuando existen restos de color, se debe reconocer como el mismo color. Detection of color marks on slide bearing shells Red, green and yellow color marks as well as no color mark on slide bearing shells should be detected and distinguished. It should be taken into account that the color mark should be detected even if it is partially removed. |
|
|||||
APP N° 228
|
Control de excentricidad de poleas Durante una revolución, se debe supervisar la dimensión x de una polea. Eccentricity control of belt pulley The eccentricity of belt pulley should be controlled. The dimension x should be controlled over the whole circle. |

|
|||||
APP N° 227
|
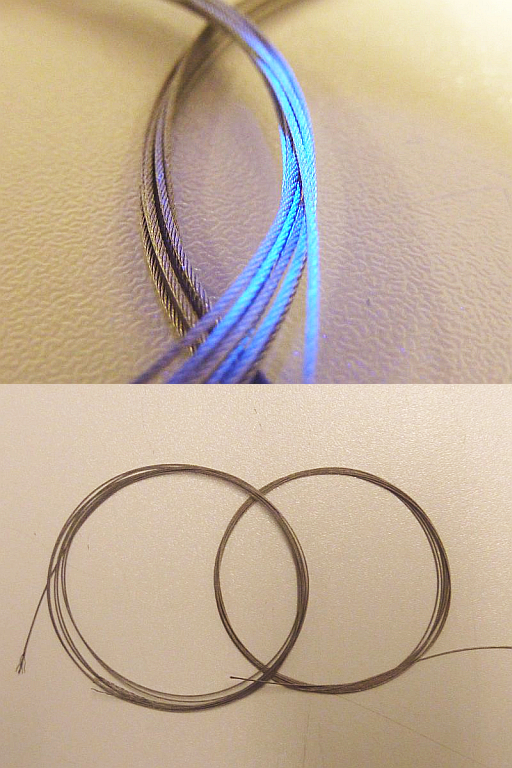
Control de diámetro de diferentes cables durante la producción Durante el proceso de fabricación, se debe supervisar el diámetro de diferentes cables de metal. Diameter control of different wires during the production The diameter of different metal wires should be controlled during the production process. |
|
|||||
APP N° 218
|
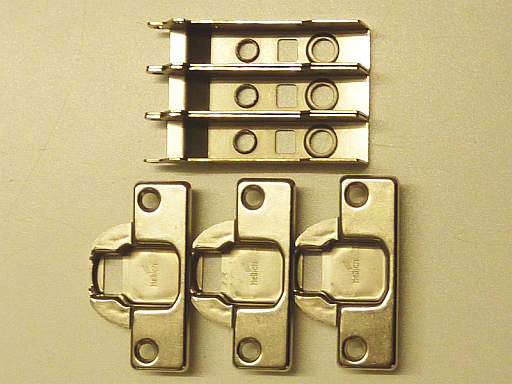
Control de superficie de bisagras Se debe controlar la superficie de diferentes bisagras en lugares específicos. Se debe distinguir entre una superficie brillante y una mate. Surface control of frame joints The surface of several hinge-joints should be color-gloss controlled on different areas. |
|
|||||
APP N° 216
|
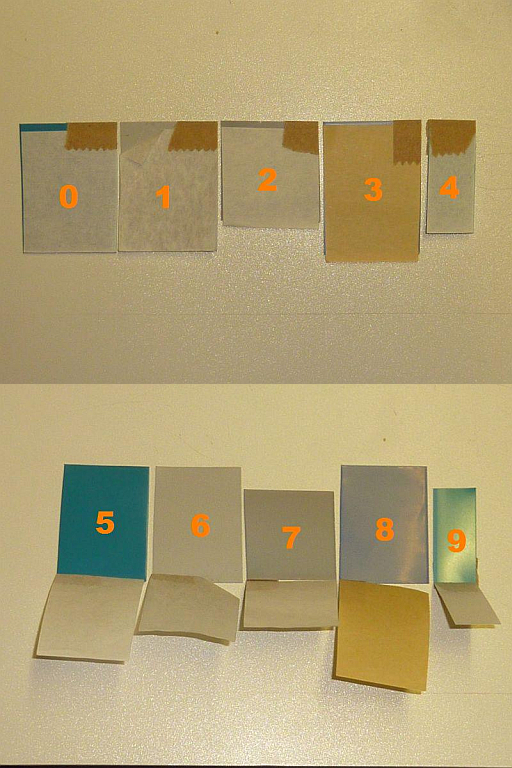
Control de presencia de una capa de papel en una chapa de aluminio Se debe supervisar la presencia de una capa de papel en chapas de aluminio anodizado de diferentes colores. Presence control of a paper sheet on an aluminum plate The presence of a paper sheet on different colored aluminum plates should be controlled. |
|
|||||
APP N° 215
|
Medición de espesores de chapa sin contacto Se debe medir sin contacto el espesor de chapas. Se debe observar que la chapa no está siempre la posición exacta, es decir, puede ser provista sólo dentro de un cierto rango de tolerancia. Noncontact thickness measurement of metal sheets The thickness of metal sheets should be measured, but contactless. |
|
|||||
APP N° 211
|
Control de presencia de una capa de cera sobre un alambre de acero Se debe detectar una capa de cera fluorescente en un alambre de acero. La capa de cera se puede hacer brillar en el rango de longitud de onda azul usando luz UV. Presence control of wax coating on steel wire ropes The presence of wax coating on steel wire ropes should be controlled. The wax is supplied with fluorescent additives. |
|
|||||
APP N° 209
|
Control de brillo de anillos de corte Se deben distinguir dos componentes que se diferencian en el brillo Gloss control of cutting rings The gloss of cutting rings should be controlled. Two components, different in gloss, should be distinguished. |

|
|||||
APP N° 204
|
Detección de exactitud de la posición de tornillos Se debe controlar la posición correcta de los tornillos en una guía mecánica. Detection of the alignment of a screw The alignment of screws in a mechanical guide should be controlled. |
|
|||||
APP N° 199
|
Detección de una marca de referencia láser en un papel de aluminio y distinción de forma simultánea de una tira láser. Se debe detectar una marca de referencia láser en papel brillante de aluminio, además se debe distinguir esta marca de referencia de la tira láser más estrecha, también presente. Detection of a lasered reference mark on an aluminum foil and differentiation from a lasered stripe A lasered reference mark on a shiny aluminum foil should be detected. A proper detection of the reference mark should be guaranteed, which means, that the lasered stripe must not be detected as a reference mark. |
|
|||||
APP N° 197
|
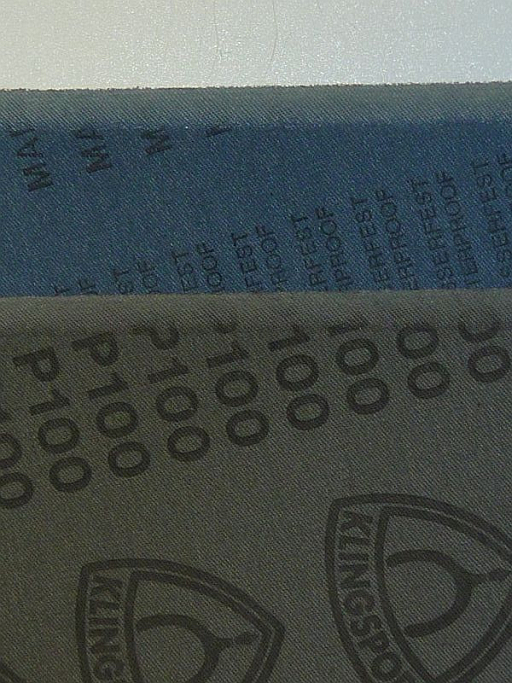
Control de color inline de papel abrasivo Durante la producción, debe monitorearse el color de papel abrasivo. Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
|||||
APP N° 194
|
Detección de un borde en una llanta de aluminio Se debe detectar el borde en la banda de rodadura de una llanta de aluminio. La llanta gira a aproximadamente 50 U / min. Detection of an edge in an aluminum wheel rim The edge in an aluminum wheel rim should be detected. The speed of the wheel rim is around 50 rpm. |

|
|||||
APP N° 193
|
La detección de una marca fluorescente en un paquete estampado Se debe detectar una marca fluorescente, que se ilumina de color amarillo bajo la luz UV, en el lado frontal de un paquete estampado. Detection of a fluorescent mark on a metal sheet matrix A fluorescent mark on the top side of a metal sheet matrix should be detected. |
|
|||||
APP N° 189
|
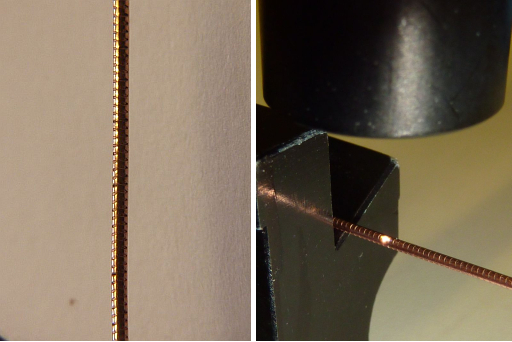
Control inline de color de cables recubiertos de oro Durante el proceso de producción, se deben controlar cables revestidos de oro. Además, deben detectarse defectos locales, tales como muescas. La velocidad de producción es en este caso aproximadamente 10 m / s. Inline color control of a golden coated wire A golden coated wire should be controlled during the production process. Furthermore, local defects like grooves should be detected. At this, the production speed of the wire is approximately 10 m/s. |

|
|||||
APP N° 186
|
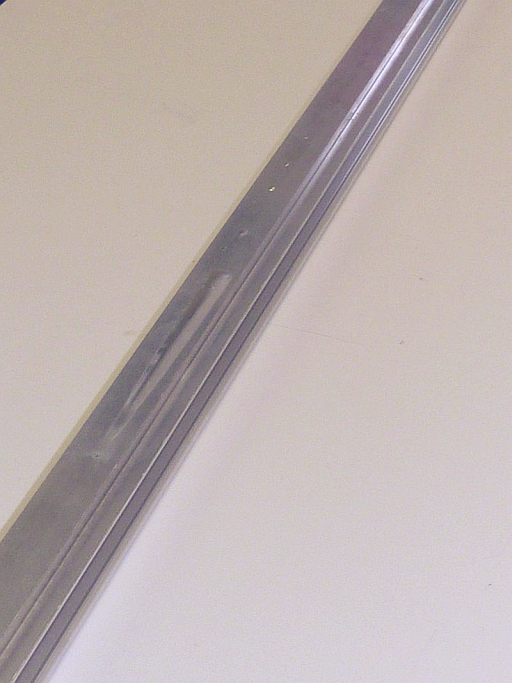
Detección de costura de soldadura en una banda de metal Se debe detectar una costura de soldadura en una banda de metal. La soldadura tiene distintas apariencias, también puede darse una soldadura biselada. Welding line detection on a metal stripe A welding line on a metal stripe should be detected. At this, the welding line looks different, even a grinded welding line is possible. |
|
|||||
APP N° 181
|
Control de color con alambres de acero revestidos de latón Se debe supervisar la calidad de alambres de acero revestidos de latón. El color proporciona información sobre el espesor de la capa de latón. Color control of brass coated steel wires The quality of brass coated steel wires should be controlled. At this, the color of the wire delivers information about the thickness of the coating. |

|
|||||
APP N° 177
|
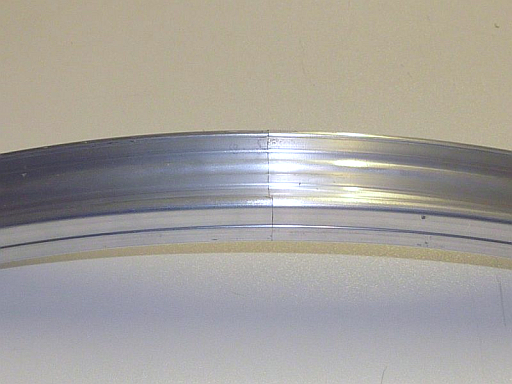
Detección de la articulación en la banda de rodadura de una llanta de aluminio Se debe detectar la articulación en la banda de rodadura de una llanta de aluminio. Detection of a joint on a wheel rim A joint on an aluminum wheel rim should be detected. At this, the wheel is rotating with a speed of 50 rpm. |
|
|||||
APP N° 173
|
Detección de fugas de costuras de soldadura en aparatos lavavajillas Se deben controlar las soldaduras en lavavajillas respecto fugas. Para este propósito, se pulveriza un líquido fluorescente en el interior por medio de robots y boquilla de pulverización. En el caso de una fuga en la soldadura, una parte del líquido se escapa y se puede detectar usando un sensor con luz UV. Leak detection of welding lines on dish washers Leaks should be detected on welding lines of dish washers. At this, a robot equipped with a spray nozzle sprays a fluorescent liquid into the inner chamber of a dish washer. If leaks are present in the welding line, the fluorescent liquid flows through these leaks and can be detected with a fluorescent color detector. |

|
|||||
APP N° 170
|
Control de presencia de una capa de aislamiento en cables finos de metal Se debe medir el diámetro de un alambre fino de metal. El espesor del alambre da información sobre la presencia de una capa aislante. Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 169
|
Control de color de alambres metálicos plateados Durante la producción, se deben controlar el color y la intensidad de un alambre de metal plateado, de manera que pueda evitarse la falta de homogeneidad en la bobina. Color control of silver colored metal wires The color as well as the gray scale of a silver colored wire can differ in a coil. To avoid these inhomogenities the wire should be color controlled. |
|
|||||
APP N° 167
|
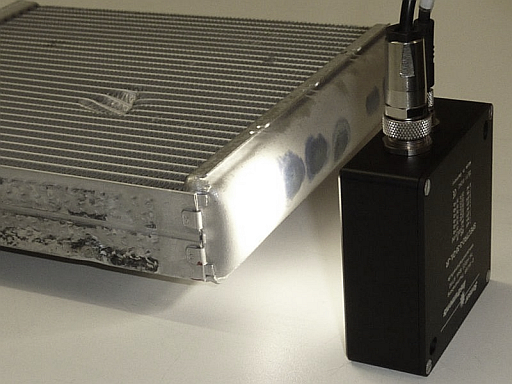
Detección de una marca pulverizada sobre la superficie metálica de un enfriador de agua Durante el montaje, los enfriadores de agua defectuosos o dañados se dotan de una marca pulverizada azul. Pero la intensidad y el tamaño de la marca pueden variar extremadamente. Detection of spray marks on the metal surface of water cooler Defective or damaged water coolers will be marked during the assembling process with a blue spray mark. Intensity and size of the color mark, however, differs extremely. |
|
|||||
APP N° 165
|
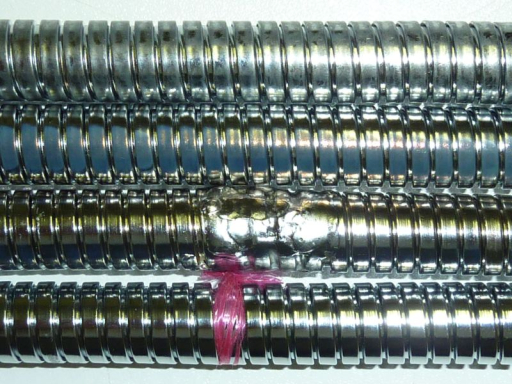
Control de la superficie de mangueras de ducha Se debe supervisar la superficie de mangueras de ducha de metal respecto a enturbamiento, amarillez o soldadura. Además, también pueden haber cintas de colores, lo que también debe detectarse. Quality inspection of shower hoses The surface of shower hoses should be controlled. Failures like slight gray tint, gray tint (bloom), yellow tint surfaces (yellowness) but also a metallic overlap and a red ribbon should be detected. |
|
|||||
APP N° 164
|
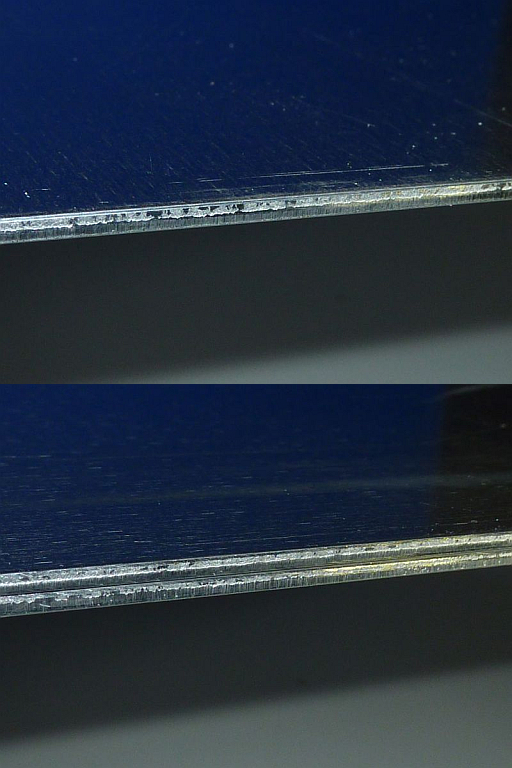
Medición de altura de una soldadura y también de una soldadura lijada Se debe medir la altura de una soldadura en chapas de acero. Se debe controlar la soldadura como también el proceso de lijado posterior. Measurement of the height of a welding line and a polished welding line on a metal sheet The height of a welding line should be controlled; at this, the presence of the welding line has to be checked before the grinding process and the height of the polished welding line has to be measured after the grinding process. |

|
|||||
APP N° 155
|
Detección de una marca de color impecable en un disco de metal Se debe detectar la presencia de una marca de color en un disco de metal. Se debe observar que incluso las marcas de color parcialmente raspadas se reconocen como errores. Detection of a proper color mark on a metal disk The presence of a proper color mark on a metal disk should be detected. The parts with a missing color mark as well as the parts with a color marks which are partly erased should be sorted out. |

|
|||||
APP N° 140
|
Control de presencia de un recubrimiento sobre una superficie de metal Se debe monitorear la presencia de un revestimiento sobre una superficie metálica. Presence control of a coating on metal sheet The presence of a coating on a metal sheet should be controlled. |
|
|||||
APP N° 132
|
Medición de perfil de una piedra esmeriladora Durante su rotación, se debe medir el perfil de una piedra esmeriladora. El sistema de sensores se debe alinear lineal y paralelamente al eje de rotación de la piedra. Se debe abarcar una profundidad de hasta máx. 20 mm. Profile measurement of an abrasive block The contour of a grinding stone should be measured. The necessary measurement range is approximately 20mm. |

|
|||||
APP N° 129
|
Distinción entre agujeros ciegos y roscas ciegas En una pieza de aluminio debe distinguirse entre un agujero ciego y una rosca ciega. Differentiation of blind holes and blind threads On metal blocs a presence control of blind threads and blind holes should be realized. |

|
|||||
APP N° 127
|
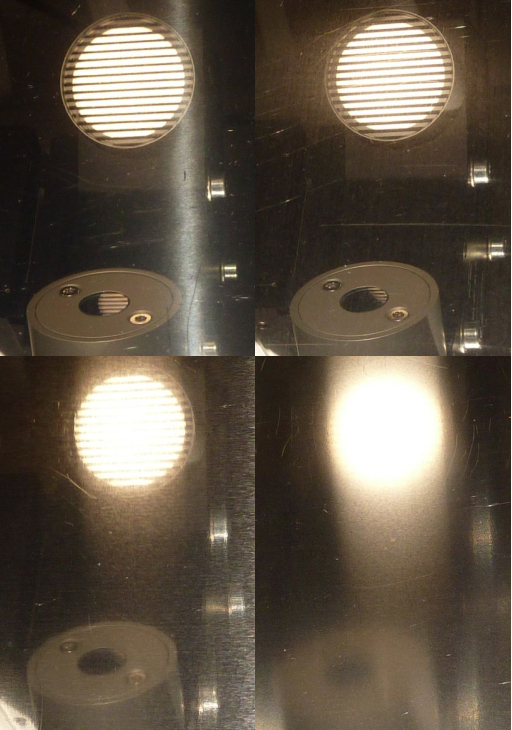
Control de diámetro de agujeros Se deben monitorear los diámetros de los agujeros en una pieza de aluminio. Se deben medir agujeros con un diámetro máximo de 8 mm. Diameter control of holes The diameter of holes in an aluminum bloc should be controlled. Holes with diameters up to 8mm must be measured. |
|
|||||
APP N° 123
|
Detección de doble chapa Las chapas se levantan de la pila, en este proceso es posible que en lugar de una placa, se levanten dos placas simultáneamente, lo que se debe impedir por motivos de seguridad. Se debe controlar, inmediatamente después de la retirada de una hoja desde la pila, si de forma involuntaria se transporta más de una hoja. Double sheet control Metal plates should be removed from a stack with a robot. The robot sucks the metal sheets one by one and it should be avoided for safety reasons to move two metal sheets simultaneously. A sensor should detect double sheet not from the top but from the side. Furthermore, the system should be adapted automatically after a change of the type of metal sheet (different thickness or different metal). |
|
|||||
APP N° 115
|
Control de superficie de un cono esmerilado en un engranaje Se debe examinar la superficie de un cono de un engranaje en términos de estrías o marcas gruesas de lijado. El engranaje puede girarse durante la inspección y la distancia entre los sensores de medición al sensor debe ser de aproximadamente 200 mm. Quality control of the surface of a cone on a cogwheel The surface of the cone on a cogwheel should be checked. The surface of a proper cone looks very homogeneous; the surface of a bad cogwheel shows grooves and scratches. For investigations the cogwheel can be turned around its axis. The distance from the sensor to the object should be around 200 mm. |
|
|||||
APP N° 113
|
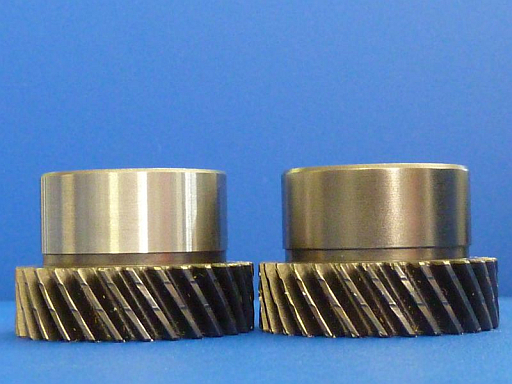
Distinción del color de engranajes Se debe distinguir un engranaje recocido negro de un engranaje con tratamiento "natural". La distancia del sensor debe ser de aproximadamente 160 mm. Color differentiation of cogwheels The task is to differentiate between black coated and non-coated cogwheels. Furthermore the minimum distance from the sensor to the object should be 160mm. |
|
|||||
APP N° 109
|
Detección de una soldadura de un anillo de metal En un anillo de metal se debe detectar la soldadura. El lugar de soldadura se diferencia por el color y por el diámetro respecto al material normal. El anillo metálico se hace girar durante la inspección. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
|||||
APP N° 93
|
Distinción de piezas de plástico de cromado brillante o mate Se deben distinguir componentes de plástico cromado brillante o mate. Ambas partes tienen la misma forma; son para fijar un sistema de sensores se dispone de 8 mm de altura. Differentiation of chrome plated shiny and chrome plated matt components Chrome plated shiny components must be distinguished from chrome plated matt parts. The size of the objects is equal; there is only 8mm space in height under the object for the sensor front end. |
|
|||||
APP N° 88
|
Detección de un recubrimiento adhesivo fluorescente en la parte posterior de una franja abrasiva Se debe detectar si hay existencia ininterrumpida de un recubrimiento adhesivo en la parte posterior de una franja abrasiva. El adhesivo es fluorescente bajo la influencia de la radiación de luz UV en el rango de longitud de onda azul. La distancia desde el detector a la franja abrasiva debe ser de aproximadamente 20 mm y deben poder distinguirse escotaduras de adhesivo de 2 mm x 10 mm. Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
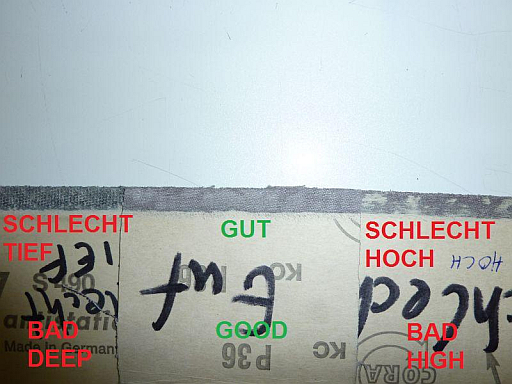
Medición del brillo inline de papeles abrasivos El nivel de brillo es una medida de rugosidad de la superficie de una franja abrasiva. Con un medidor de brillo inline se debe monitorear la calidad de la superficie del papel abrasivo. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||||
APP N° 84
|
Diferenciación de color metálico o negro en rueda dentada Los modelos metálico o pintado de negro de una rueda dentada deben ser diferenciados. La distancia entre el sensor y la pieza debe ser de 160mm y en necesario un spot de 3mm para poder realizar la detección sobre la superficie adecuada. Color differentiation between a black and an uncoated metal gear wheel A black metal gear must be distinguished from an uncoated metal gear. The distance from the sensor to the object should be 160mm and the spot size should be around 3mm in diameter. |

|
|||||
APP N° 79
|
Diferenciación de rodamientos de bolas Los rodamientos de bolas de un mismo tamaño pero diferente color han de ser diferenciados. En este caso pueden verse que los anillos interiores son dorados o plateados. La distancia de detección mínima permitida es de 160mm. Differentiation of ball bearings Ball bearings with the same size but with a different color ring must be differentiated. At this one ball bearing type has a golden colored inner ring, whereas the other type is equipped with a silver colored inner ring. The ball bearing has to be controlled at a minimum distance of 160mm. |

|
|||||
APP N° 77
|
Inspección del acabado superficial en borde de cinta abrasiva Los bordes de las láminas abrasivas (lijas) deben ser marcados (mediante desgastado) en una correcta medida. Para verificar que este proceso ha dado el resultado esperado en tanto en cantidad como en homogeneidad, se debe hacer un control sobre este borde. Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 70
|
Detección de marca grabada en una placa metálica La ubicación de una marca usada para posicionar en los ejes “x“ e “y“ debe ser correctamente detectada. Dicha marca se encuentra en este caso, grabada sobre la superficie de una placa metálica. Detection of an engraving mark on a metal plate An engraving mark which is used for positioning in x-, y- and roll-direction has to be detected. |
|
|||||
APP N° 60
|
Diferenciación de color en líquidos fluorescentes y marcas Los sensores fluorescentes disponibles solo detectan la intensidad de la luz pero no el color. Por eso, este tipo de sensores tienen problemas para detectar objetos de fluorescencia muy débil u objetos a más de 80mm, además de esto son sensibles a la luz externa. Para este propósito se debe utilizar un sensor de color para colores fluorescentes. Color differentiation of fluorescent liquids and marks Available fluorescent sensors so far detect only the intensity of a fluorescent object but not the color. Furthermore these sensors have a problem to detect very weak fluorescent objects or fluorescent objects at a distance more than 80mm and additionally they are sensitive against ambient light. For the purpose of fluorescent color mark detection a color sensor for fluorescent colors should be used. |
|
|||||
APP N° 51
|
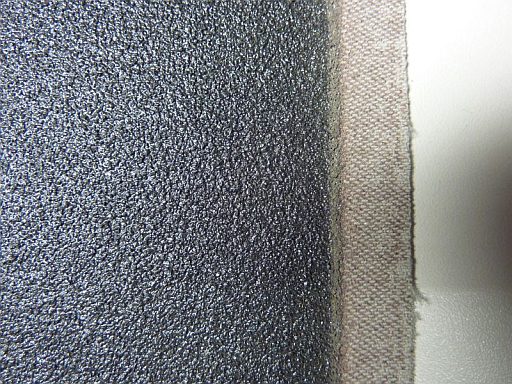
Control de borde en cintas abrasivas Los diferentes tipos de cintas abrasivas para lijado están equipadas con un borde que tiene que ser controlado. El borde puede estar presente en el lado de la lija con cinta abrasiva o en el lado trasero. Además, el borde puede ser más oscuro que la parte trasera, pero siempre es más brillante que la superficie de lijado. Sin embargo, hay una diferencia suficiente de contraste entre el borde y el lado posterior o el lado de lijado. Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |
|
|||||
APP N° 46
|
Detección de marca de color en tubo de aluminio Una marca de color rojo es pulverizada en el tubo de aluminio para ser posteriormente detectada en el movimiento lineal que este realiza. Además también debe ser detectada la presencia de letras y figuras negras en dicho tubo. Color mark detection on aluminum tubes A red color mark which is sprayed on an aluminum tube must be detected during the linear movement of the tube. Furthermore on another aluminum tube the presence of black characters and figures should be detected, too. |
|
|||||
APP N° 45
|
Detección de marca de color en hilos de Acero La zona en que los extremos de 2 hilos de Acero se sueldan se marca con color azul o rojo. Durante su posterior procesado, esta marca debe ser detectada. Color mark detection on steel wires The area where the ends of two steel wires are welded together will be marked with either a blue or a red color. During the further processing this color mark must be detected. |

|
|||||
APP N° 44
|
Diferenciación de color en hilos de aluminio anodizado Tras el tratamiento de anodizado de hilos de aluminio (color azul, dorado, rojo o verde) se debe detectar este color para evitar que se se pueda utilizar el hilo de color equivocado. Color differentiation of anodized aluminum wires During the further processing of anodized aluminum wires the color (blue, gold-colored, red and green) must be controlled, to avoid that the wrong wire will be used. |

|
|||||
APP N° 43
|
Control de color en hilos de Acero Galvanizado Para mantener la calidad en los hilos de Acero es necesario realizar un control de la uniformidad del color de estos tras el proceso de galvanización. Color control of different galvanized steel wires To hold the quality of surface treated steel wire constant a color control after the galvanization process is necessary. |

|
|||||
APP N° 29
|
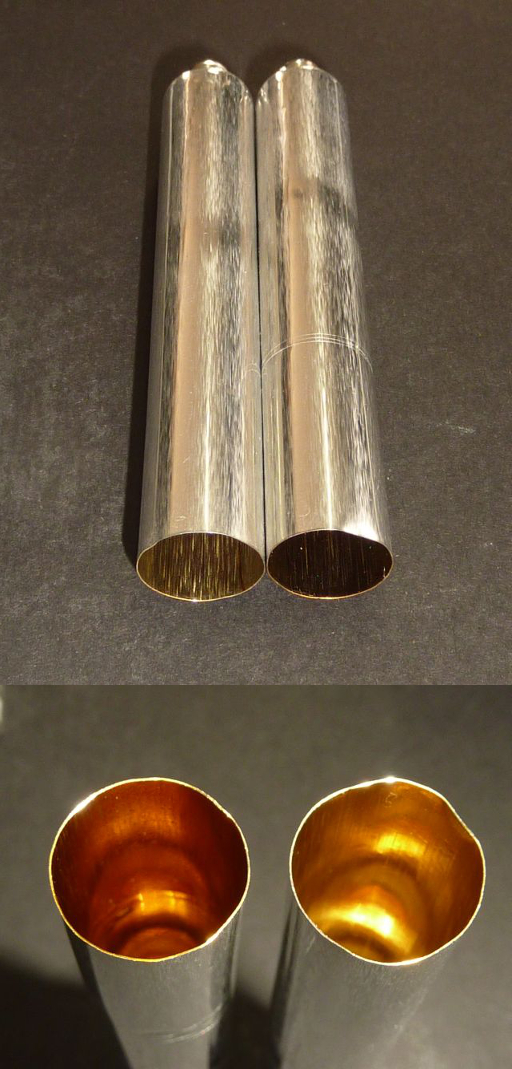
Medición de longitud de tubos metálicos en el proceso de fabricación La longitud de los tubos metálicos debe ser controlada durante su fabricación debido al proceso de corte previo realizado sobre estos tubos. La precisón en la medida debe estar en el rango de la décima de milímetro. Measurement of length of metal collapsible tubes during the production process During the production of metal tubes, the length of the tubes must be controlled, because of the previous cutting process of the tubes. The accuracy of the metal tubes should be in a range of a tenth of a millimeter. |

|
|||||
APP N° 19
|
Control de marca de tinta negra en tubos metálicos En los tubos metálicos, las marcas son aplicadas son impresoras de chorro de tinta. A veces la posición de esta marca no es correcta o la cantidad de tinta no es la suficiente. Black ink mark control on metal tubes On metal tubes, black marks will be applied with an ink jet printer. Sometimes the position of the ink mark is not on the right place or the ink coverage is not sufficient. |

|
|||||
APP N° 13
|
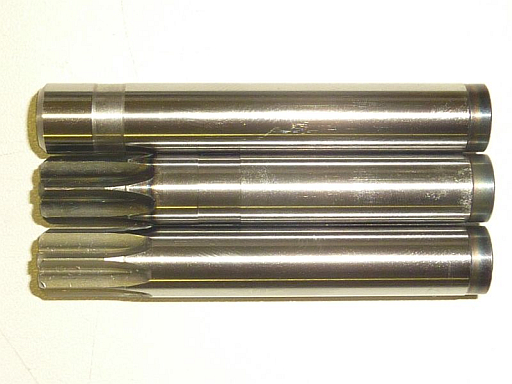
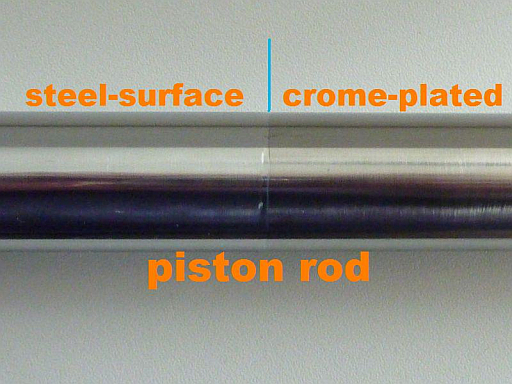
Control de la superficie de un vástafo de pistón: superficie de Acero o Cromado El vástago de un pistón debe ser controlado para verificar si su superficie está o no correctamente cromado. Surface control of a piston rod: Steel surface or chrome-plated A piston rod must be controlled whether it is chrome-plated or not. |
|
|||||
APP N° 9
|
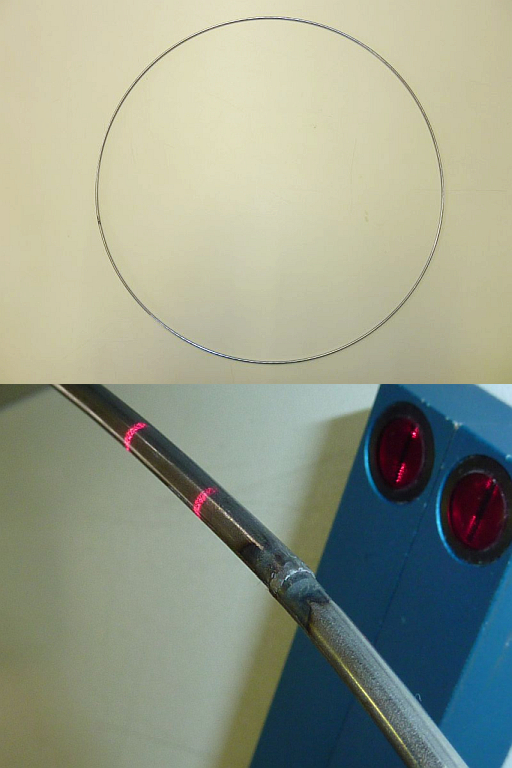
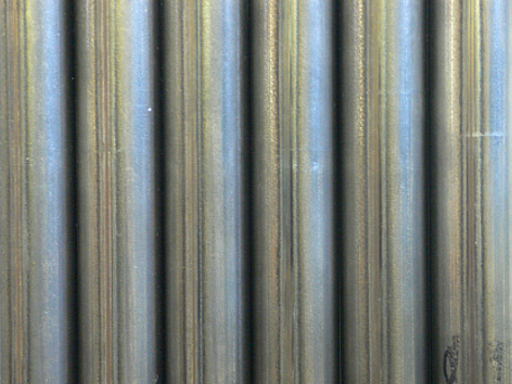
Detección de la línea de soldadura en una barra metálica El cordón de soldadura debe ser detectado durante rotación de la barra metálica. Hay que tener en cuenta que en dicha barra hay arañazos y óxido en la superficie que dificultan la detección. Detection of a welding line on a metal rod The welding line must be detected during the rotation of a metal rod. It has to be taken into account, that there are scratches as well as rust on the metal surface. |
|
|||||
APP N° 7
|
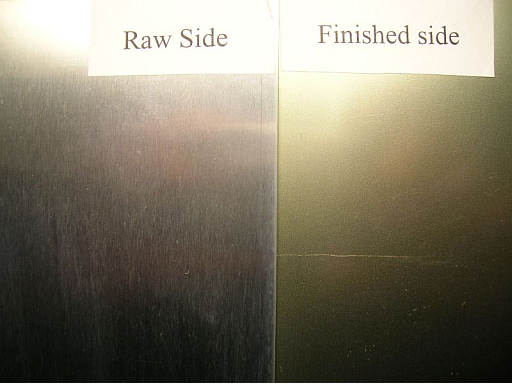
Diferenciación de láminas metálicas con y sin recubrimiento con un sensor de color En el proceso de producción de tapas metálica para envases y latas, la posición de la lámina (frontal/trasera) ha de ser comprobada. Para ello es necesario distinguir entra la parte que ha sido recubierta y la que no. Differentiation of coated and uncoated metal sheets with the color sensor During the production of cover plates and tin cans, the direction of the metal sheet (front side / rear side) must be checked. Thus it is necessary to distinguish between the coated and the uncoated side. |
|

")