Ejemplos prácticos de la utilización industrial
1) Seleccione aplicación:
Furniture Industry / Wood-working Industry (Möbelindustrie / Holzindustrie)
2) Seleccione un idioma:
APP N° 779
|
Color-gloss control of lacquered metal sheets Lacquered metal sheets should be controlled with regard to the color and gloss. |

|
|||||
APP N° 770
|
Gloss measurement of sandpapers The gloss factor of sandpapers should be measured. |
|
|||||
APP N° 768
|
Color measurement of lacquered aluminum plates The color of lacquered aluminum plates should be measured. |

|
|||||
APP N° 767
|
Gloss measurement of painted aluminum plates The gloss factor of lacquered aluminum plates should be measured. |

|
|||||
APP N° 766
|
Gloss measurement on decorative films The gloss factor should be measured on different decorative films. |

|
|||||
APP N° 732
|
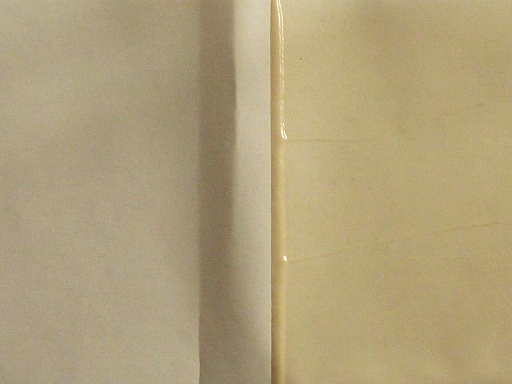
Detection of a gap between vinyl layers A gap between vinyl layers should be detected. |

|
|||||
APP N° 720
|
Color mark detection on wood plates Color marks on wood plates should be detected. It should be noted that the color marks are black, green or red lines with a width of around 2mm. |

|
|||||
APP N° 655
|
Thickness control of a transparent adhesive layer on a UV fluorescent transparent plastic film The thickness of a transparent glue on a transparent but fluorescent plastic film should be measured. |

|
|||||
APP N° 654
|
Detection of fluorescent coating on black leather A gap with a width of 5mm in the fluorescent coating on a black leather surface should be detected. |
|
|||||
APP N° 638
|
Color control of trims Trims should be color controlled. |

|
|||||
APP N° 601
|
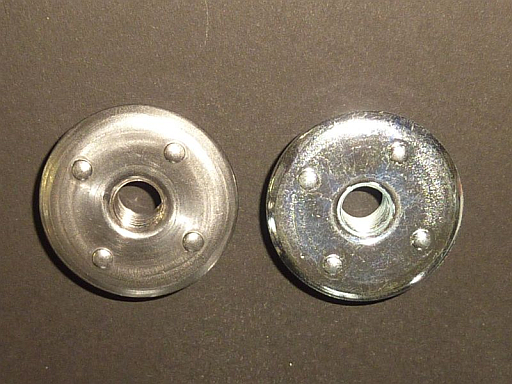
Differentiation of diverse hazy metal parts Diverse hazy metal components should be differentiated. |

|
|||||
APP N° 592
|
Moisture control of wood pellets The moisture of wood pellets should be controlled. |

|
|||||
APP N° 581
|
Moisture control of timber The moisture of timber should be controlled. |

|
|||||
APP N° 564
|
Joint sealing color control on fiber boards The color as well as the presence of the joint sealing of fiber boards should be detected. |

|
|||||
APP N° 551
|
Lacquer surface weight control The lacquer surface weight on furniture plates should be controlled. Investigations have shown that there is a proportional relation between the color space siM - parameters of the liquid paint on the pressing roll and the surface weight of the lacquer on the panel. However, the proportionality factor is dependent of the color and has to be calibrated for the respective paint. |
|
|||||
APP N° 546
|
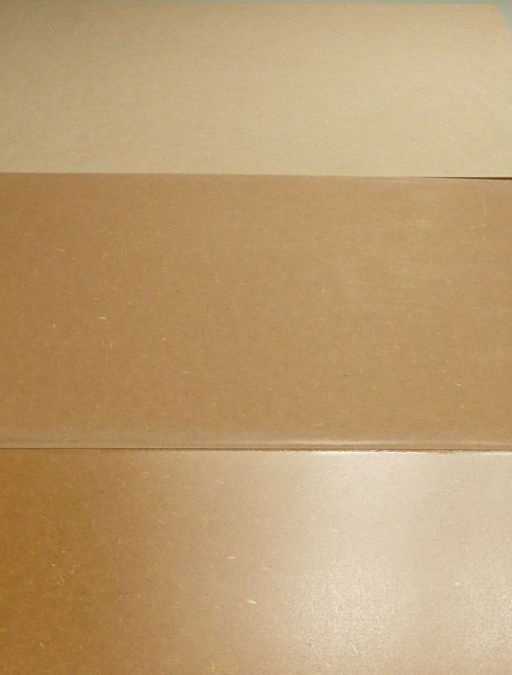
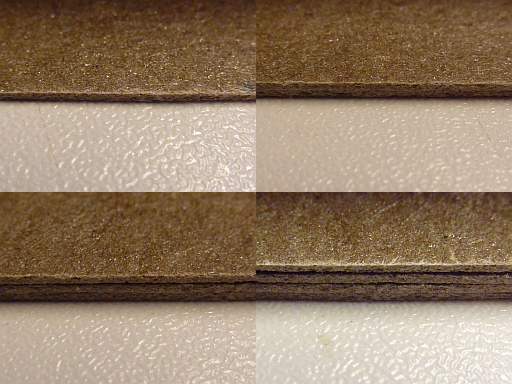
Differentiation of High Density Fiberboards (HDF-boards) Treated High Density Fiberboards should be differentiated. At this, one board is wood sanded, the 2nd board is wood sanded with first sealer and the 3rd board is wood sanded with first sealer and lacquer sanded. |
|
|||||
APP N° 521
|
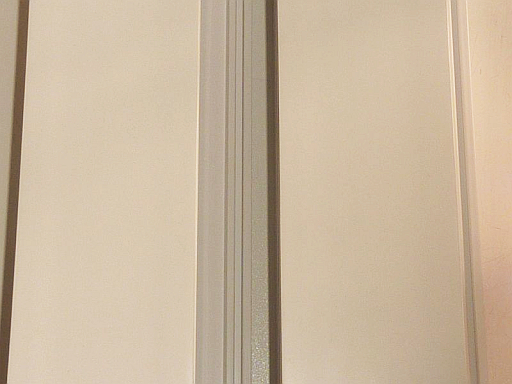
Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
|||||
APP N° 520
|
Color measurement of anodized aluminum stripes The color of anodized aluminum stripes should be measured inline. |

|
|||||
APP N° 390
|
Verificarea culorii profilelor ferestrelor din material plastic Pofilele ferestrelor din material plastic trebuie verificate în ceea ce privește culoarea. Color control of plastic window profiles Plastic profiles which are used for casement frames should be color controlled. |
|
|||||
APP N° 371
|
Verificarea existenței unui strat de crom pe o piesă metalică Trebuie monitorizată prezența unui strat de crom pe o piesă metalică. Chromium plating presence control The presence of chromium plating on a metal part should be controlled. |
|
|||||
APP N° 365
|
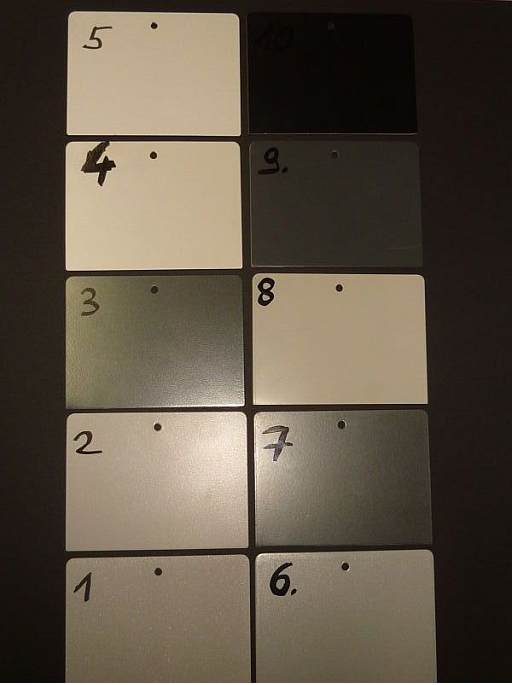
Verificarea culorii tablelor lăcuite Tablele lăcuite trebuie diferențiate după culoare. Aici trebuie verificate și acoperirile cu lac metalic. Color control of lacquered metal sheets Lacquered metal sheets should be color differentiated. Even metallic paints must be color controlled. |
|
|||||
APP N° 344
|
Verificarea suprapunerii furnirelor În timpul transportului foilor de furnir se poate întâmpla ca, din greșeală, să fie extrasă mai mult de o foaie din stivă, lucru care trebuie monitorizat. Double sheet control of veneers During the transportation of veneers, it should be controlled whether one or more than one veneer was picked up from a handling system. |
|
|||||
APP N° 340
|
Verificarea culorii scobiturilor pe plăci MDF În cadrul scobiturilor trebuie monitorizată omogenitatea culorii, în caz de erori de culoare trebuie văzut substratul MDF. Color control of grooves on MDF plates Grooves on MDF plates should be color controlled. In case of failure the MDF background color can be seen. |

|
|||||
APP N° 336
|
Detectarea marcajelor fluorescente pe scânduri Trebuie detectate marcaje fluorescente pe scânduri. În acest caz trebuie detectate în mod sigur două linii fluorescente învecinate. Detection of fluorescent marks on wooden board Fluorescent marks should be detected on wooden boards. At this, two marks which are close together should be proper detected. |

|
|||||
APP N° 272
|
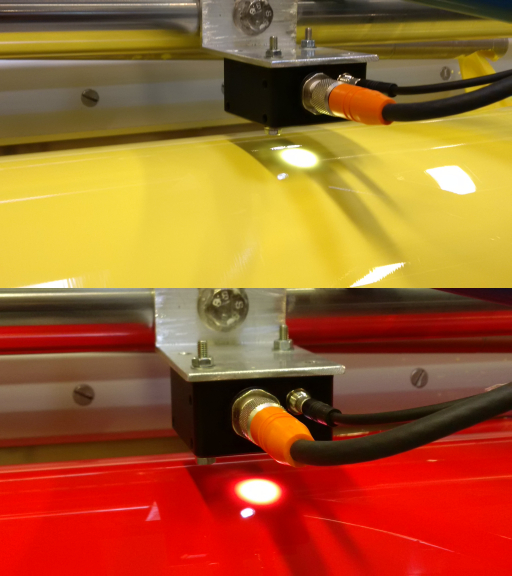
Detectarea unei benzi adezive de plastic pe podele din material plastic Trebuie detectată o bandă adezivă care îmbină între ele două capete de podea din material plastic. Podeaua din material plastic poate lua diverse culori, în timp ce banda adezivă este fie galbenă, fie maro. Detection of an adhesive tape on plastic flooring An adhesive tape, which has the task to combine the two ends of the plastic flooring, should be detected. At this, the plastic flooring can be different in color; the tape, however, is either yellow or brown in color. |
|
|||||
APP N° 271
|
Detectarea unui strat de adeziv pe o folie din material plastic Trebuie detectată existența unui strat de adeziv pe o folie din material plastic. Cel mai bine ar trebui verificată întreaga lățime a stratului de adeziv. Stratul de adeziv este fluorescent la utilizarea de lumină UV (365nm … 385nm) și, la excitare, emite lumină albastră vizibilă. În schimb, suprafața de material plastic se comportă netru față de lumina UV. Detection of glue on a plastic film The presence of a glue layer on a plastic film should be detected. Almost the whole width of the plastic film should be controlled. The glue is slightly UV fluorescent, whereas the plastic film is UV neutral. |
|
|||||
APP N° 214
|
Verificarea existenței unui strat optic transparent Trebuie detectat un strat optic transparent, aplicat pe bucățile de parchet laminat. Stratul este amestecat cu un agent fluorescent; la folosirea de lumină UV (365nm … 385nm), acesta luminează albastru. Detection of the presence of final UV fluorescent coating of laminate The presence of the upper layer of a laminate should be controlled. At this, the layer is UV fluorescent. |

|
|||||
APP N° 206
|
Verificarea culorii a două benzi diferite de etanșare a ușilor Trebuie diferențiate culorile a două benzi din material plastic de etanșare a ușilor, ușor diferite. Color differentiation of brown plastic door seals Two different brown colored plastic seals should be differentiated. |

|
|||||
APP N° 205
|
Diferențierea culorilor unor benzi izolatoare diferite albe și gri din material plastic Trebuie deosebite între ele benzi izolatoare din material plastic de diverse nuanțe de alb și gri. Color differentiation of plastic stripes Different colored plastic stripes should be differentiated. |
|
|||||
APP N° 197
|
Verificarea în linie a culorii hârtiei abrazive Trebuie monitorizată în timpul producției culoarea hârtiei abrazive. Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
|||||
APP N° 182
|
Detectarea unui marcaj roșu pe o placă MDF Trebuie detectată o linie roșie pe suprafața unei plăci MDF. Aici trebuie ținut cont de faptul că pot diferi ușor atât intensitatea stratului de culoare, cât și însăși culoarea. De asemenea, structura suprafeței MDF poate fi de la fină până la aspră. Detection of a colored line on a MDF plate A red colored line should be detected on the surface of a MDF plate. At this, the color of the stripe differs in intensity and slightly in color. Furthermore the structure of the MDF surface can also changing from coarse to fine. |

|
|||||
APP N° 146
|
Detectarea de noduri și resturi de scoarță pe stâlpi de lemn Stâlpii de lemn trebuie verificați în ceea ce privește nodurile și resturi de scoarță. Detection of knots and bark in wooden stakes Wooden stakes should be produced free of knots and bark. |

|
|||||
APP N° 104
|
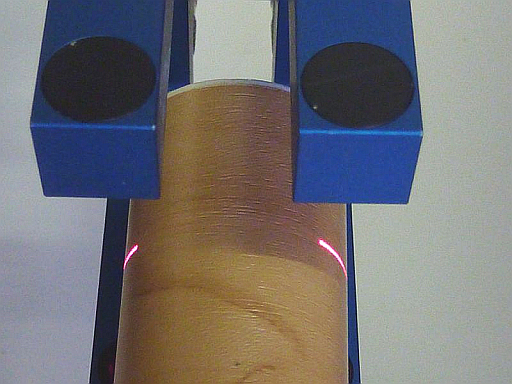
Verificarea diametrului în linie a bețelor de lemn În timpul producție bețelor de lemn, diametrul acestora trebuie verificat. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
|||||
APP N° 100
|
Măsurarea strălucirii în linie după lăcuirea ușilor din lemn Imediat după lăcuirea ușilor din lemn trebuie verificat gradul de strălucire. Aici se cunoaște faptul că cantitatea de lac aplicată influențează gradul de strălucire al suprafeței; dacă se folosește prea puțin lac, se demonstrează că suprafața devine din ce în ce mai aspră. Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
|
|||||
APP N° 88
|
Detectarea unei aplicări de adeziv fluorescent pe partea posterioară a unei benzi de șlefuit Aplicarea de adeziv pe partea posterioară a unei benzi de șlefuit trebuie interogată cu privire la o prezență neîntreruptă. Adezivul este fluorescent în spectrul de lungime de undă a luminii albastre, sub influența luminii UV. Distanța de la detector la banda abrazivă trebuie să fie de cca. 20mm și trebuie detectate goluri de adeziv încpând de la 2mm x 10mm. Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
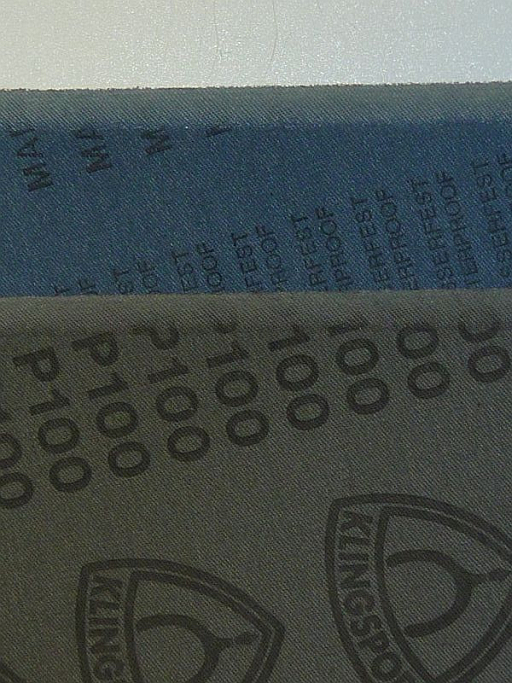
Măsurarea în linie a strălucirii pentru hârtii abrazive Gradul de strălucire este o măsură a asperității suprafeței unei benzi abrazive. Cu aparatul de măsurare în linie a strălucirii trebuie monitorizată calitatea suprafeței hârtiei abrazive. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||||
APP N° 77
|
Verificarea suprafeței benzii laterale de hârtie abrazivă Suprafața părții posterioara a hârtiilor abrazive este șlefuită în zona marginii și trebuie să fie monitorizată corespunzător cu privire la omogenitate. Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 74
|
Verificarea în linie a strălucirii foliilor din material plastic, precum și a plăcilor MDF laminate În timpul producției de folii din material plastic, precum și a plăcilor MDF laminate, trebuie măsurat și înregistrat gradul de strălucire. Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||||
APP N° 67
|
Verificarea în linie a strălucirii în industria mobilei În timpul producției de uși trebuie verificată gradul de strălucire imediat după lăcuire. În acest sens se arată că la reducerea cantității de lac, suprafața devine din ce în ce mai poroasă. Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
|||||
APP N° 66
|
Verificarea culorii în industria de mobilă În timpul producției de uși, trebuie monitorizată culoare ușilor imediat după lăcuire și înainte de procesul de uscare. Color monitoring in the furniture industry During the manufacturing process of doors the color must be controlled and monitored. At this the color will be sprayed with spray nozzles, which are mounted on a robot, onto the doors. Just after this process but before the drying process the color should be controlled. |
|
|||||
APP N° 51
|
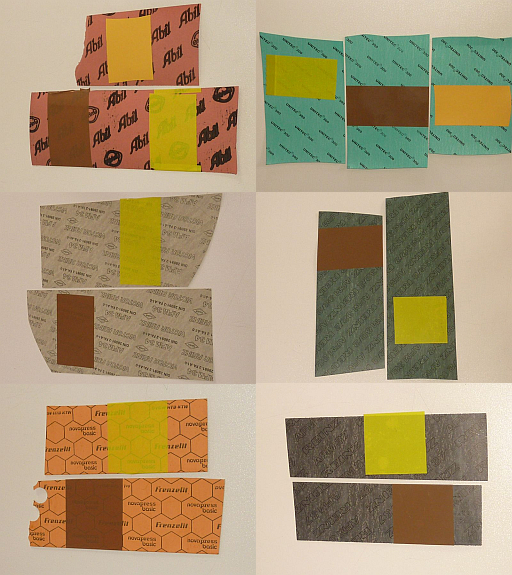
Verificarea benzii laterale de hârtie abrazivă Hârtiile abrazive au o bandă laterală care se deosebește de suprafața normală de șlefuit, același lucru fiind valabil și pentru partea posterioară. Banda laterală poate fi mai închisă sau mai deschisă la culoare decât restul suprafeței. Poziția benzii laterale trebuie să fie acum monitorizată. Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |
|
|||||
APP N° 47
|
Detectarea unui marcaj fluorescent pe o scândură Pe scânduri sunt marcate nodurile cu o culoare fluorescentă. Marcajul care este fluorescent albastru-verziu sub influența luminii UV are o lățime de 15mm și se poate întâmpla să fie aplicate două dungi de această lățime, care sunt amplasate la o distanță de 20mm una de alta. Marcajele trebuie să fie detectate cu un senzor de la o distanță de 200mm; de asemenea, trebuie detectate și marcaje cu o lățime de 5mm. Color detection of fluorescent marks on wood plates On wooden plates defects will be marked with a fluorescent marker. The fluorescent mark has normally a width of about 15mm and it can happen, that two of this marks lie 20 mm away of each other, but must be detected as two separate marks. Furthermore the fluorescent marks should be detected at a distance of 200 mm to the object and even a mark with a width of 5mm should be detected. |

|
|||||
APP N° 21
|
Înregistrarea datelor de culoare de către senzori de culoare în linie Pe lângă verificarea culorii devine din ce în ce mai importantă înregistrarea culorilor, precum și reprezentarea unei tendințe a valorilor actuale atât sub formă grafică cât ți numerică; astfel sistemul informează din timp cu privire la devieri și se pot lua în timp util măsuri de contracarare. Color signal recording and color signal monitoring More and more users of the SPECTRO-3 color sensors are asking for a color monitoring and color recording software. The manufacturers of endless materials like plastic foils (e.g. furniture, paper and automotive industry) and the fabricators of laminated medium density fiberboards (MDF) needs an inline sensor system not only for a 100% - quality control but beyond that a system for color signal recording, which allows also to document data like product number, customer name or number, order number, operator name, time and date. Furthermore, the sensor system should inform the operator about the color trend of the product, thus possible countermeasures can be duly initiated. |

|
|||||
APP N° 18
|
Monitorizarea deplasării laterale a benzi transportoare În industria lemnului (în timpul producerii de plăci MDF), dar și în industria hârtiei, se folosesc benzi transportoare speciale (din oțel special resp. din material plastic). Deplasarea laterală nu trebuie să depășească o plajă de toleranță de ±0.2mm Aici trebuie ținut cont de faptul că deplasarea pe înălțime poate fi de ±2mm. Lateral position control of conveyor belts in the wood and paper industry In the wood industry (during the production e.g. of MDFs = medium density fiberboards) as well as in the paper industry, special conveyor belts are in use. The lateral position of the band material must be hold in a range of ±0.2mm, whereas the vertical position can change in the range of ±2mm. The material of the conveyor belt is either stainless steel or plastic fabric. |
|
|||||
APP N° 5
|
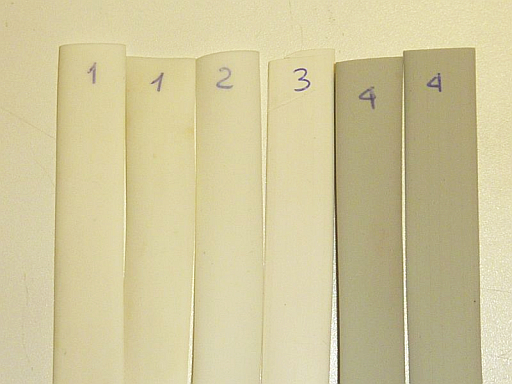
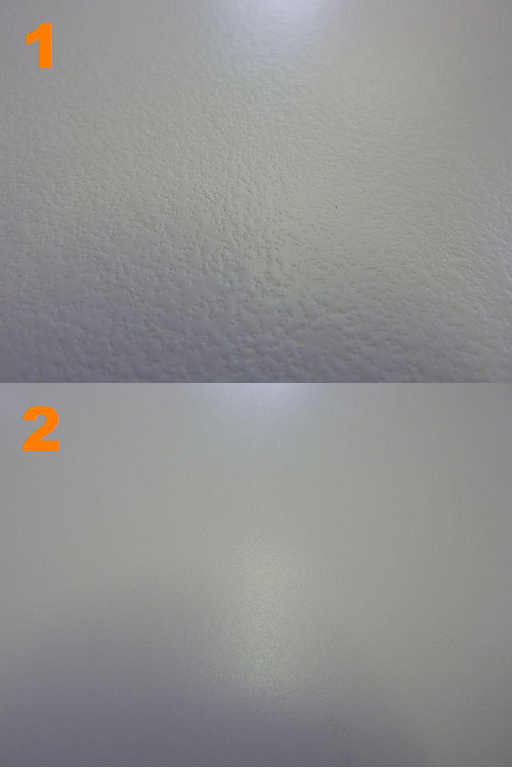
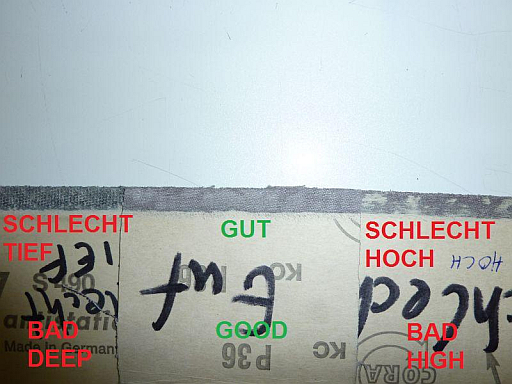
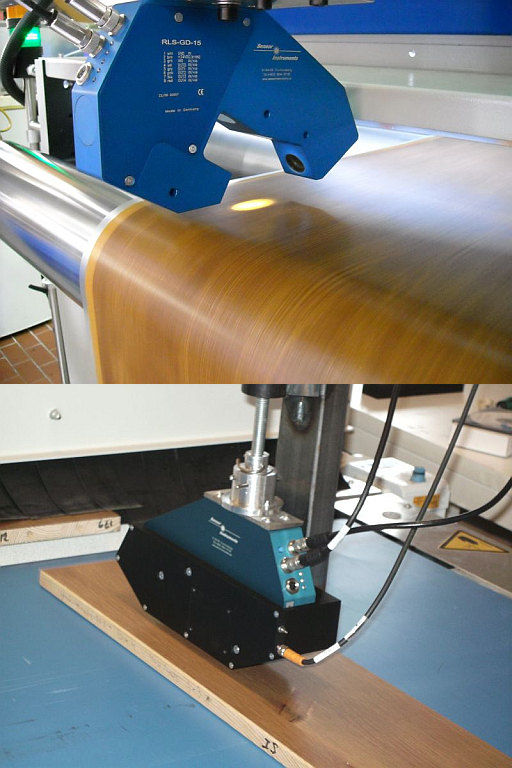
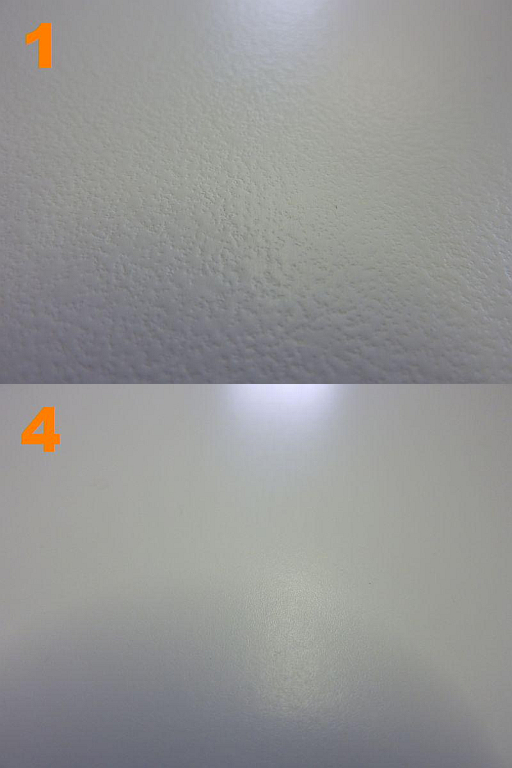
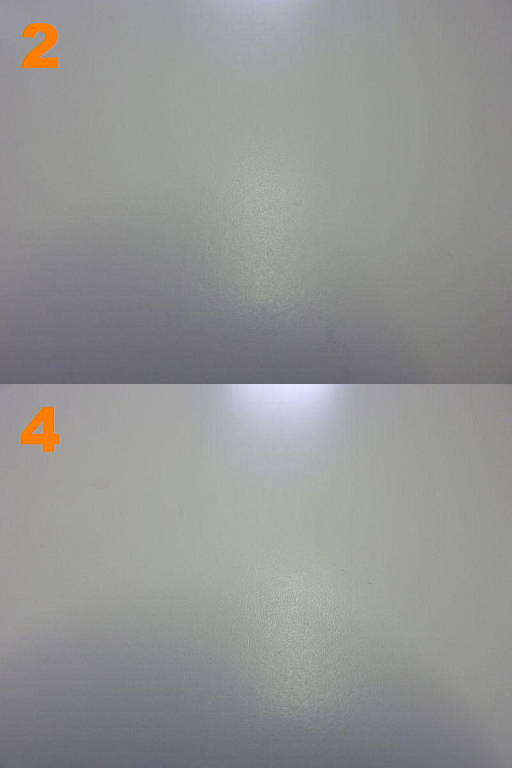
Detectarea unui loc ușor ars de furnir imediat după laminare 1. Detectarea unui loc ușor ars de furnir imediat după laminare: În timpul prelucrării trebuie detectat un loc ușor ars în furnir. Locuri arse apar mai ales atunci când în timpul laminării este întrerupt avansul și suflanta cu aer cald (necesar pentru încălzirea adezivului) suflă un timp mai îndelungat în același loc. De asemenea, pe lângă aceste defecte, trebuie detectate și rupturi ale furnirului. 2. Diferențiere între furnir alb mat și alb lucios: În timpul procesului de laminare trebuie făcută diferențierea între furnir alb mat și alb lucios. Veneer control during the door production 1. Detection of slightly burned veneer zones and veneer tear-off during the door production: The veneer will be glued onto the mdf plate during the movement, however, if the process will be interrupted due to any reason, it can happen, that the hot air gun, which will be used normally to warm up the glue, scorches or burns the veneer surface slightly. Furthermore the color sensor should detect a veneer tear-off. 2. Differentiation between white glossy veneer and white matt veneer: The task is to distinguish between white glossy and white matt veneer. |

|

")