








Практические примеры применения в промышленной сфере
1) Выбрать сферу применения:
Semiconductor Industry / Electrical Industrie (Halbleiterindustrie / Elektroindustrie)
2) Выбрать язык:
APP N° 787
|
Kontrola obrotów silników elektrycznych Powinna być kontrolowana prędkość obrotowa silników elektrycznych. Frequency control of electric motors The frequency of electric motors should be controlled. |
|
|||||
APP N° 781
|
Kontrola oczek w taśmach metalowych Powinna być kontrolowane oczka w taśmach metalowych. Mesh control on metal braided hoses Meshes on metal braided hoses should be controlled. |
|
|||||
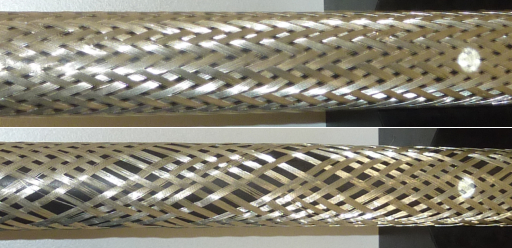
APP N° 780
|
Kontrola splotu węży wzmocnionych tkaniną Powinien być kontrolowany splot węży wzmocnionych tkaniną. Meshes control on fabric hoses The meshes of a braided hose should be controlled. |

|
|||||
APP N° 700
|
Pomiar barwy eloksalowanych części aluminiowych Powinny być mierzone barwy eloksalowa-nych komponentów aluminiowych. Color measurement of anodized aluminum parts The color of anodized aluminum parts should be measured. |
|
|||||
APP N° 515
|
Kontrola powłoki na stronie czołowej w kondensatorach foliowych Powinna być sprawdzana strona czołowa kondensatorów foliowych z uwzględnieniem obecności podwójnej powłoki. Coating control at the front side of film capacitors The double coating at the front side of film capacitors should be controlled. |

|
|||||
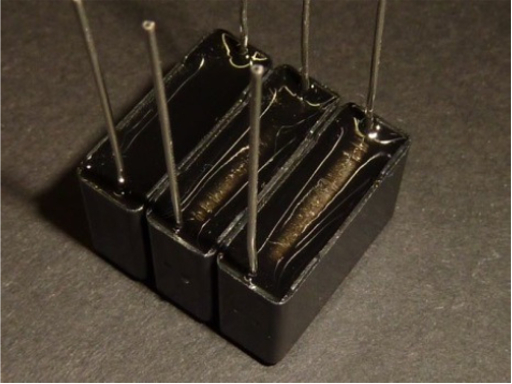
APP N° 514
|
Kontrola masy zalewowej w korpusach kondensatorów Powinno być kontrolowane prawidłowe pokrycie materiału kondensatora masą zalewową. Casting compound control at capacitor housings The casting compound of capacitor housings should be controlled. |
|
|||||
APP N° 407
|
Detekcja pozostałości tworzywa na podstawie elementów metalowych Zadaniem czujnika jest detekcja pozostałości tworzywa na podstawie elementów metalowych. Detection of plastic residues on the start of metal thread Plastic residues on the start of metal threads should be detected. |

|
|||||
APP N° 398
|
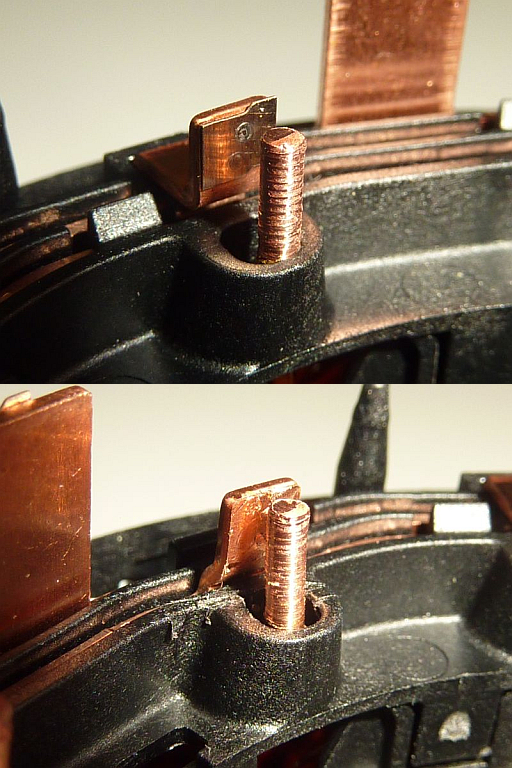
Detekcja obecności niewielkich płytek metalowych na miedzianych kontaktach Zadaniem czujnika jest detekcja obecności niewielkich płytek metalowych na miedzianych kontaktach. Presence control of small metal plates on a copper contact The presence of a small and thin metal plate should be detected. |
|
|||||
APP N° 388
|
Detekcja krawędzi matrycy Zadaniem czujnika jest detekcja krawędzi matrycy o grubości 80µm. Wafer edge detection The edges of wafers with a thickness of 80µm should be detected. |
|
|||||
APP N° 339
|
Pomiar wysokości pasów blachy na odwijarce Czujnik kontroluje pozycję pasów blachy. Dodatkowym utrudnieniem jest falowanie pasów oraz wysoka prędkość linii. Metal sheet height control on rewinders and unwinders in the stamping industry The position of metal stripes on re- and unwinders should be controlled. At this, it has to be taken into account that the metal stripes, especially the small bands, are oscillating and the acceleration can be very high. |
|
|||||
APP N° 333
|
Okresowa kontrola wentylatorów przemysłowych Wentylatory przemysłowe powinny być okresowo sprawdzane. Dodatkowo konieczna jest kontrola kierunku obrotów. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 303
|
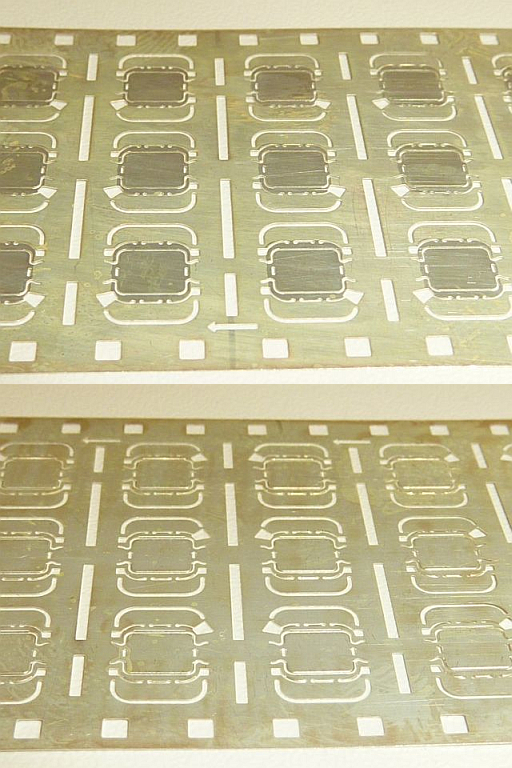
Kontrola wysokości kopułek w ramkach matrycy Czujnik kontroluje wysokość kopułek w ramkach matrycy. Poprawnie wykrywane są również kopułki bezbarwne. Dome height inspection of lead frames The height of the domes on lead frames should be controlled. Even a transparent coating can be controlled. |
|
|||||
APP N° 291
|
Kontrola połysku ramki matrycy Czujnik kontroluje połysk ramki matrycy półprzewodników. Powierzchnia, na której ma być umieszczony chip półprzewodnikowy może być gładka lub chropowata. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
|||||
APP N° 261
|
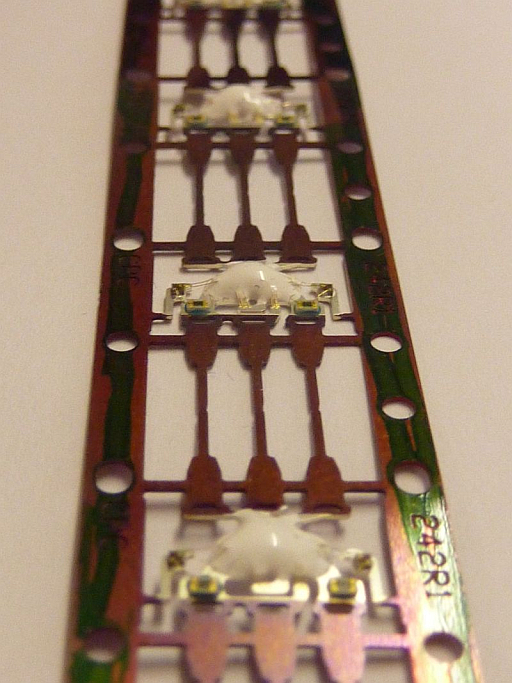
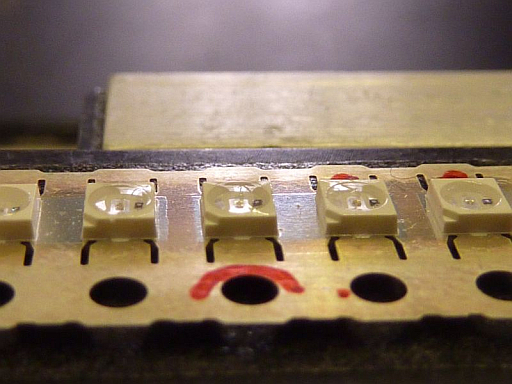
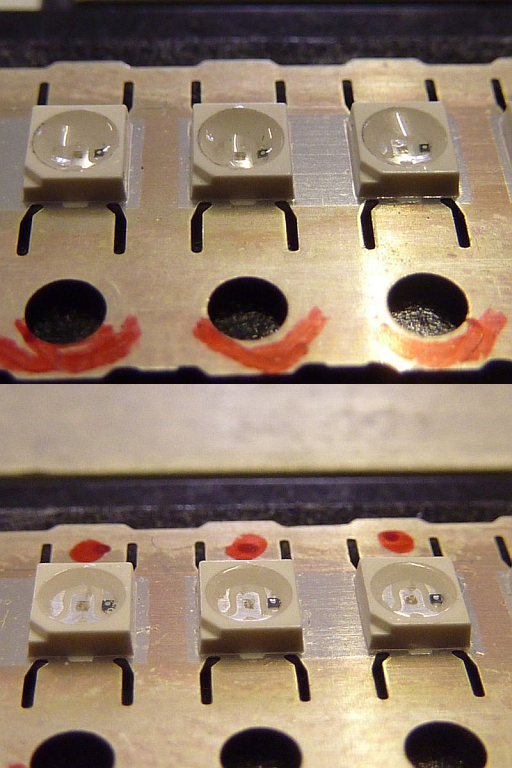
Kontrola przepełnienia diód LED SMD Zadaniem czujnika jest kontrola przepełnienia przezroczystym tworzywem powierzchni diód LED wykonanych w technologii SMD. Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
|||||
APP N° 260
|
Kontrola wypełnienia diód LED SMD Zadaniem czujnika jest kontrola wypełnienia przezroczystym tworzywem powierzchni diód LED wykonanych w technologii SMD. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
|||||
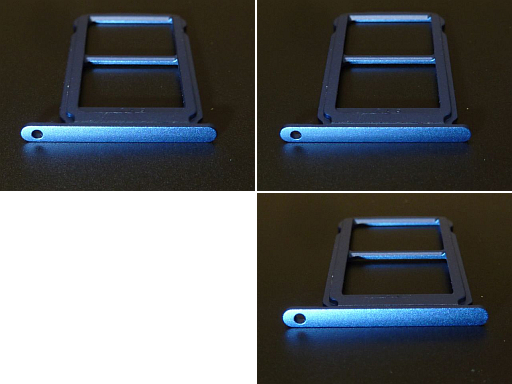
APP N° 250
|
Kontrola warstwy pokrycia na czarnym anodowanym aluminium Zadaniem czujnika jest kontrola warstwy pokrycia na czarnym anodowanym aluminium. Presence control of a primer on black anodized aluminum The presence of a primer coating on black anodized aluminum should be controlled. |
|
|||||
APP N° 249
|
Detekcja nakładki maskującej Zadaniem czujnika jest detekcja nakładki maskującej w aluminiowej ramce. Sealing bead presence control The presence of a sealing bead on aluminum housing should be controlled. Gaps should be detected. |

|
|||||
APP N° 245
|
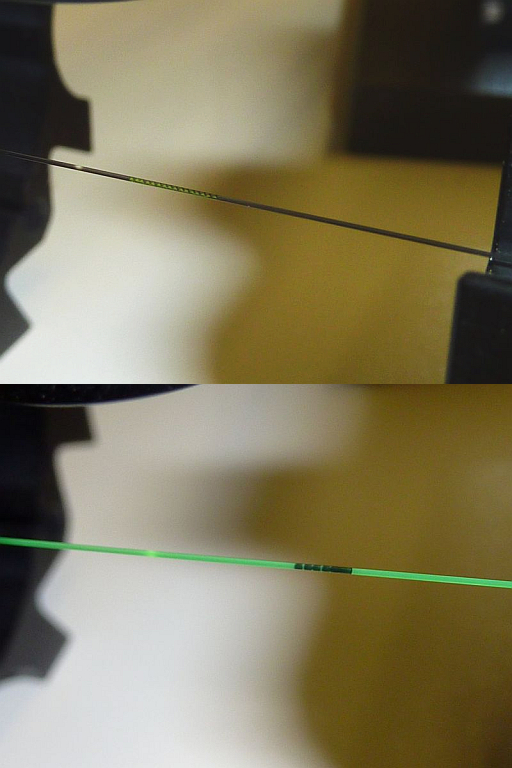
Detekcja kolorowych znaczników na powierzchni światłowodu Zadaniem czujnika jest detekcja kolorowych znaczników na powierzchni światłowodu z prędkością ok. 10 m/s. Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
|
|||||
APP N° 244
|
Kontrola koloru powłoki światłowodu Czujnik wykrywa kolor powłoki światłowodu. Dodatkowo wszelkie uszkodzenia i zabrudzenia powinny zostać wykryte. Prędkość linii wynosi 10 m/s. Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
|
|||||
APP N° 236
|
Detekcja żył bez izolacji w wiązce kablowej Zadaniem czujnika jest detekcja żył bez izolacji w wiązce kablowej Detection of uninsulated cables in a twisted cable assembly Uninsulated cables should be detected in a twisted cable assembly. |
|
|||||
APP N° 221
|
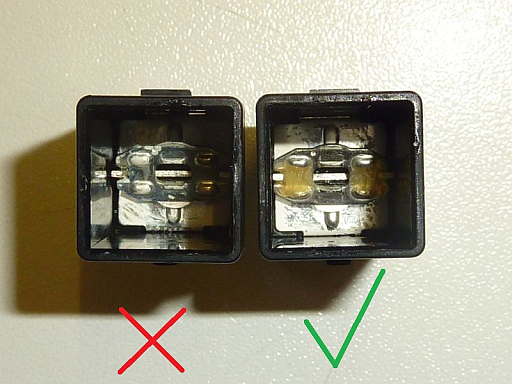
Kontrola obecności smaru w komponentach elektronicznych Zadaniem czujnika jest kontrola obecności smaru na metalowym elemencie wewnątrz komponentu elektronicznego. Presence control of grease in an electrical component The presence of grease on a metal part inside an electrical component should be checked. |
|
|||||
APP N° 208
|
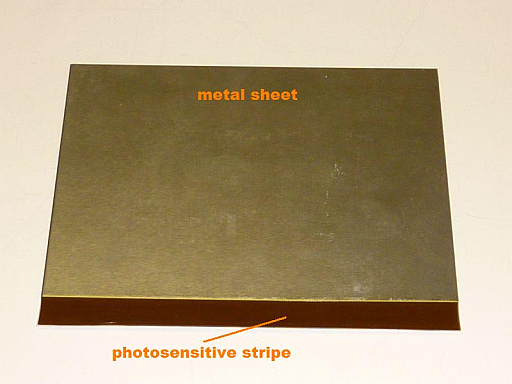
Detekcja światłoczułego paska na płytce metalowej Czujnik wykrywa światłoczuły pasek na płytce metalowej. Dodatkowym utrudnieniem jest fakt, iż do detekcji nie może być wykorzystane światło widzialne, które naświetliłoby pasek. Detection of a photosensitive stripe on a metal plate A photosensitive stripe should be detected on a metal sheet. At this, lightning sources which are working in the visible range cannot be used. |
|
|||||
APP N° 188
|
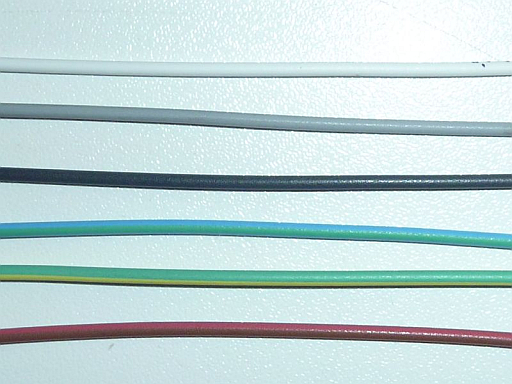
Kontrola koloru izolacji kabli Zadaniem czujnika jest rozróżnianie koloru izolacji kabli (np.: odróżnianie czerwonych od brązowych). Dodatkowym utrudnieniem jest zmiana połysku powierzchni izolacji w zależności od temperatury i wilgotności otoczenia. Dlatego czujnik nie powinien reagować na ww. parametry. Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
|||||
APP N° 170
|
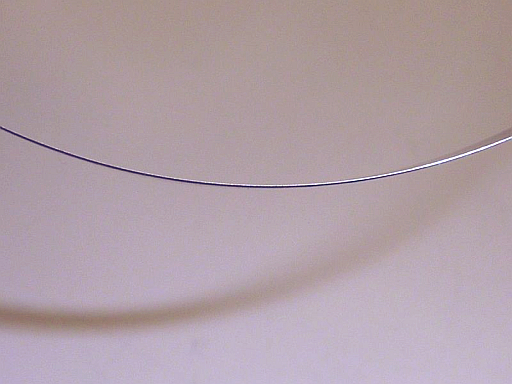
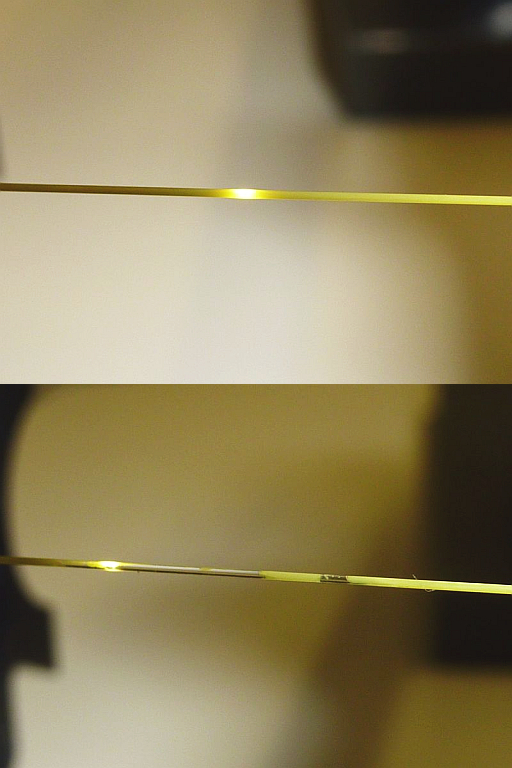
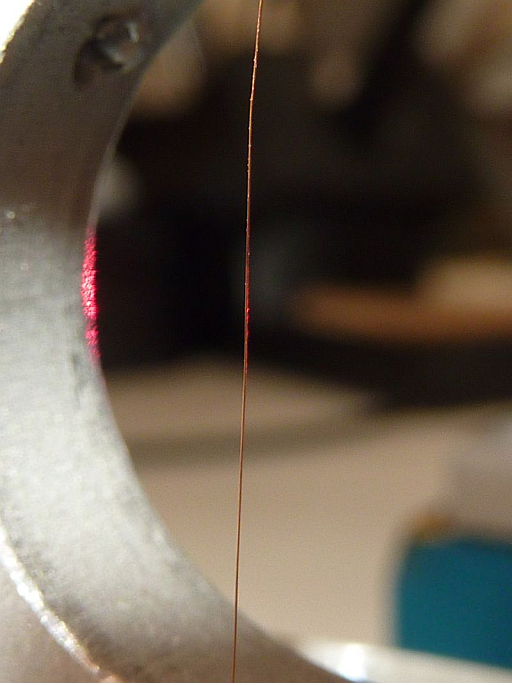
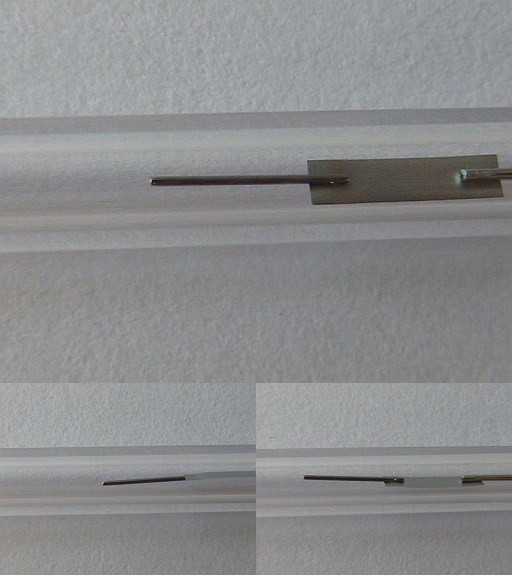
Kontrola średnicy drutów stalowych bez izolacji i z izolacją Czujnik odróżnia średnicę drutu bez izolacji (Ø 50 µm) od drutu z izolacją (Ø 110µm). Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 154
|
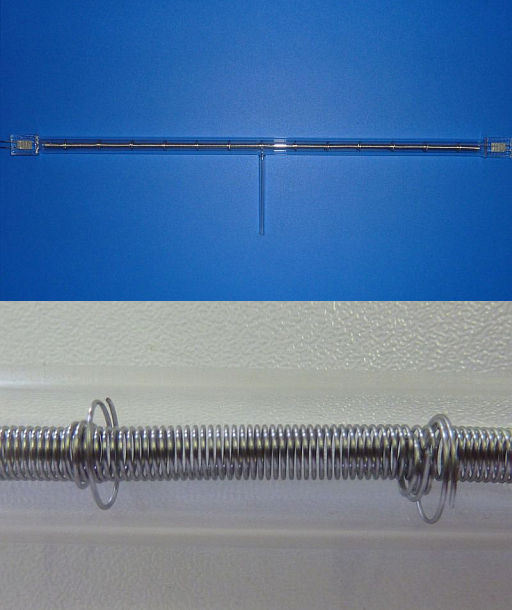
Detekcja uchwytów dystansujących żarnika w żarówce Czujnik kontroluje pozycję uchwytów dystansujących żarnika. Z uwagi na ograniczoną przestrzeń w maszynie możemy użyć jedynie czujnika odbiciowego. Detection of the distance holders of a filament in a bulb The position of the distance holders of a filament should be controlled. There is only a chance to use a reflective system due to space reasons. The bulb together with the filament and the holders can be moved position controlled. |
|
|||||
APP N° 145
|
Detekcja warstwy ochronnej na powierzchni drutu (stalowego) Czujnik wykrywa obecność pokrycia warstwą ochronną stalowego drutu o średnicy ok. 0,12mm. Differentiation of coated wires from uncoated wires Wires of approximately 0.12mm in diameter must be coated and it should be monitored, whether the coating is present or not. |
|
|||||
APP N° 138
|
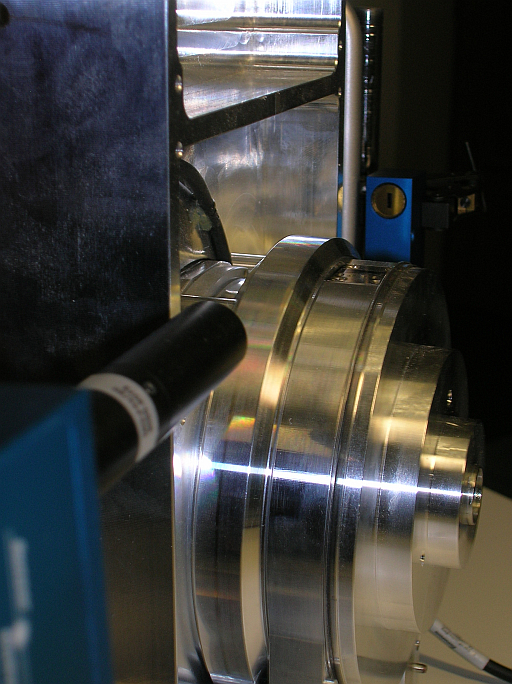
Kontrola osiowości dysku aluminiowego Zadaniem czujnika jest kontrola osiowości dysku aluminiowego używanego do przewijania taśm. Wymagana dokładność na poziomie 10µm. Eccentricity control of an aluminum drive disk The eccentricity of an aluminum driving disk, which is used for winding and rewinding of film strips, should be controlled with an accuracy of approximately 10µm. |
|
|||||
APP N° 125
|
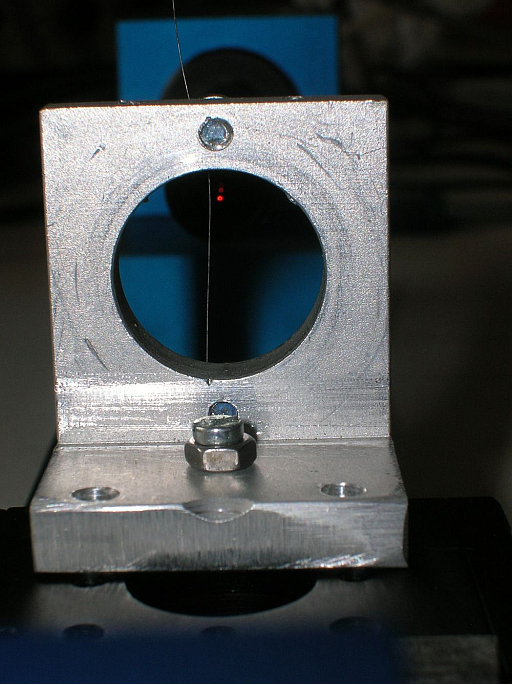
Pozycjonowanie żarnika w żarówce Żarnik musi być precyzyjnie umieszczony w żarówce. Zakończenie żarnika może być lekko wygięte, znajdując się poza jego osią. Wewnętrzna średnica żarówki wynosi ok 1,8mm, a średnica żarnika ok. 0,3mm. Positioning of a filament in a bulb A filament must be positioned precisely into a bulb. It should be noted that the filament can be bent, thus the end of the filament lies not on the symmetrical axis of the bulb. The inner diameter of the bulb is equal to approximately 1.8mm and the diameter of the filament is around 0.3mm. |
|
|||||
APP N° 114
|
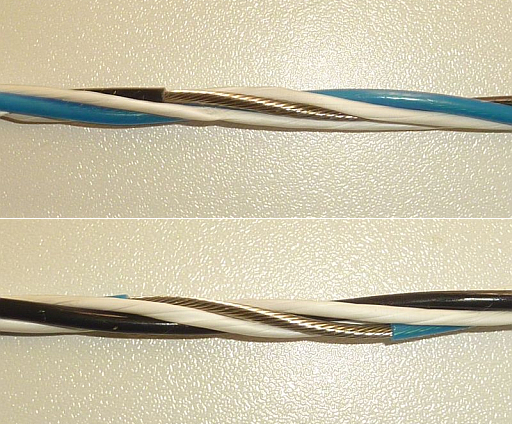
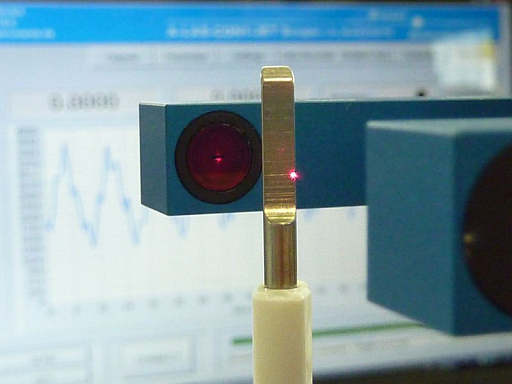
Rozróżnianie jedno- i dwukolorowych przewodów Podczas nawijania przewodów czujnik wykrywa przewody jedno- i dwukolorowe. Prędkość nawijarki wynosi 15m/s, a przewód obraca się wokół własnej osi w czasie 0,5 sek/obrót. Detekcja ma miejsce podczas tego obrotu. Najmniejsza średnica przewodu wynosi 1,35mm, a największa 3mm. Do produkcji dwukolorowych przewodów, na powierzchni przewodu jednokolorowego nanosi się pasek z drugim kolorem o szerokości 0,8mm. W związku z tym wielkość plamki do detekcji dwukolorowych przewodów ma średnicę 0,7mm. Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
|
|||||
APP N° 107
|
Kontrola grubości nóżek komponentów elektronicznych Czujnik kontroluje grubość nóżek komponentów elektronicznych. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
|||||
APP N° 106
|
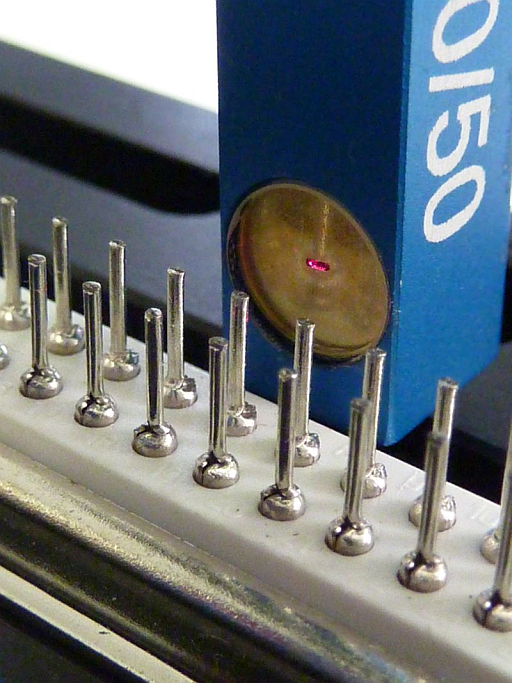
Kontrola wysokości nóżek komponentów elektronicznych Czujnik kontroluje wysokośc nóżek komponentów elektronicznych podczas ich produkcji. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |

|
|||||
APP N° 102
|
Kontrola pozycji spirali na żarniku Czujnik wykrywa pozycję zwoju spirali żarnika w procesie produkcji żarówek. Występują 2 różne typy spiral, różniące się odstępem między zwojami. Prędkość linii wynosi ok. 0,02m/s, średnica żarnika zależy od typu – od 0,3mm do 1,5mm. Maksymalny odstęp między zwojami wynosi 1mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
|||||
APP N° 91
|
Rozróżnianie jedno- i dwukolorowych przewodów Podczas produkcji przewodów konieczne jest rozróżnianie ich kolorów. Prędkość linii wynosi ok. 15m/s, a średnica najmniejszego przewodu wynosi 1,35mm. Dodatkowo przewód obraca się wokół własnej osi z prędkością 0,5 sekundy/obrót. Szerokość paska drugiego koloru w przewodach dwukolorowych wynosi 0,8mm. Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |

|
|||||
APP N° 56
|
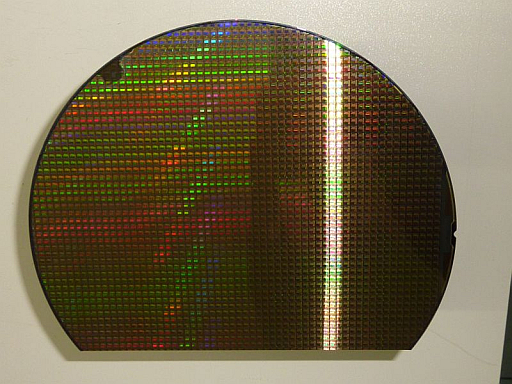
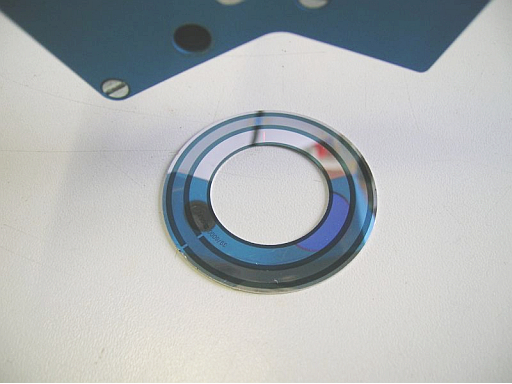
Pomiar różnicy wysokości holograficznych dysków enkodera Zadaniem czujnika jest bezdotykowa kontrola odległości do powierzchni holograficznego dysku enkodera. Measurement of the height difference of holographic encoder disks The height of holographic encoder disks must be controlled in a non contact way. |
|
|||||
APP N° 54
|
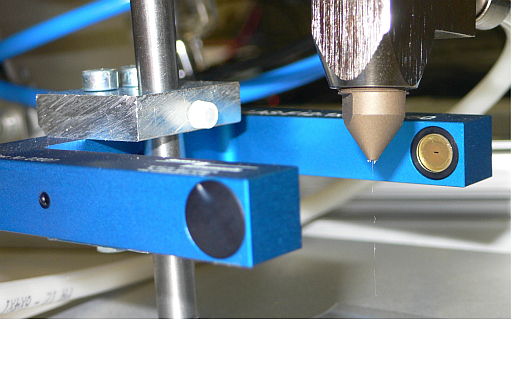
Kontrola punktu spawu Spawanie punktowe jest bardzo popularne, szczególnie wśród producentów modułowych płytek PCB. Głowica piezo podaje bardzo małą kroplę wielkości dziesiątych części milimetra. Zadaniem czujnika jest kontrola obecności tej kropli. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
|||||
APP N° 49
|
Kontrola osiowości wałka elektrycznej szczoteczki do zębów Kontrolowana jest zarówno częstotliwość jak i amplituda osiowości wałka elektrycznej szczoteczki do zębów. Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
|
|||||
APP N° 48
|
Kontrola koloru diody LED Zadaniem czujnika jest kontrola koloru diody LED szczoteczki elektrycznej, co pozwala na test czasu załączenia/wyłączenia diody. LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
|||||
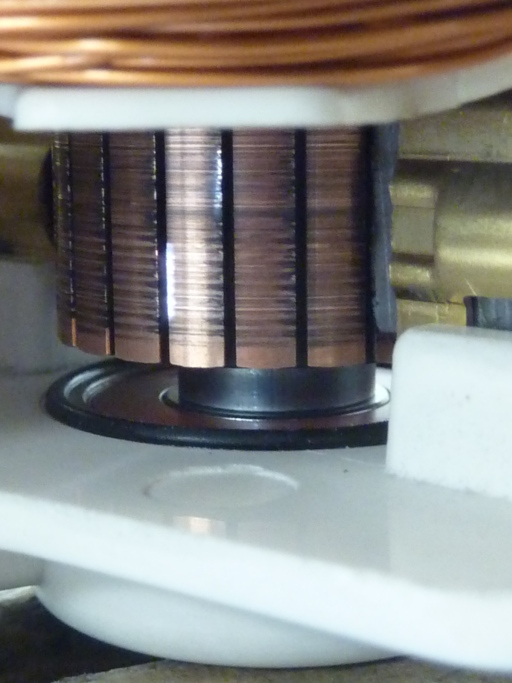
APP N° 26
|
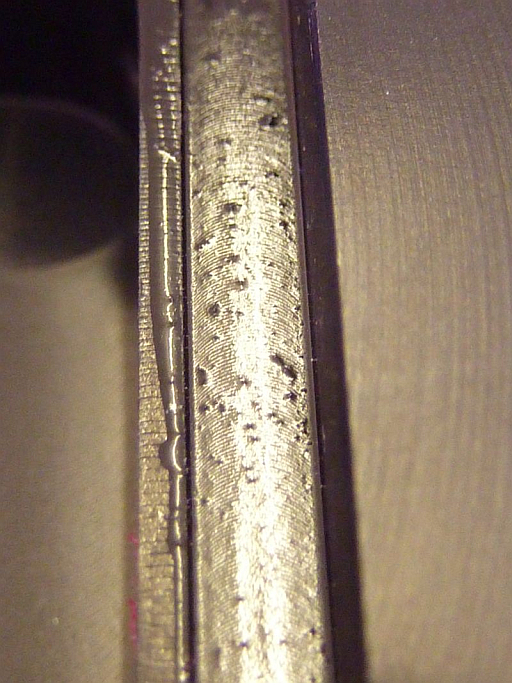
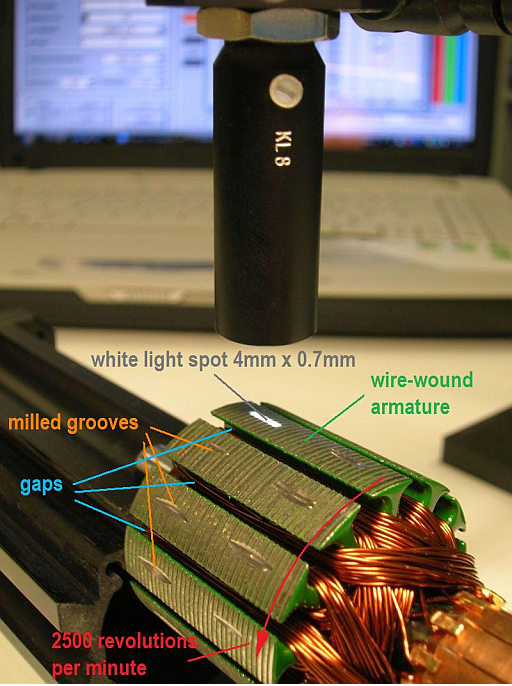
Groove and gap detection on wire-wound armature The gaps as well as the milled grooves on wire-wound armatures should be detected during the electronic balancing process. The maximum speed is around 2500 revolutions per minute. |
|
|||||
APP N° 6
|
Detection of the bonding surface of raw material for PCBs The raw material of the printed circuit board is normally placed on a coil as an “endless” belt and anywhere on the belt there is a bonding surface which has to be detected during the unwinding. |

|
")

