Traducir esta página:
¿Qué es la tensión superficial?
Para aumentar la superficie de un líquido, se necesita cierto esfuerzo. Esto significa que es necesario realizar un trabajo determinado. La tensión superficial es la relación entre el trabajo que hay que realizar y la superficie que se gana con el trabajo realizado (aumento de superficie del líquido)::
σ = ΔW/ΔA (SI – Unidad: N/m)
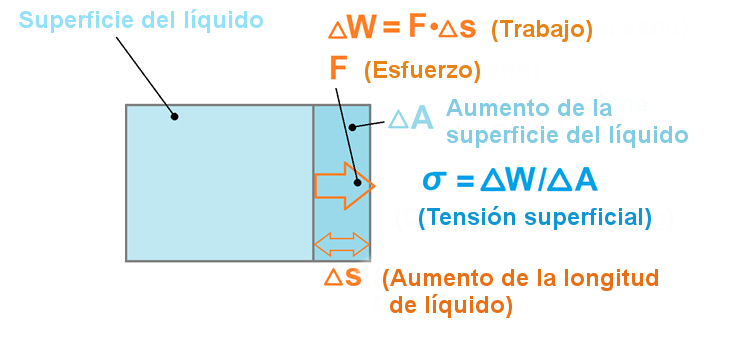
Como resultado de la tensión superficial, los líquidos tienden a minimizar su superficie, lo que conduce en última instancia a una superficie esférica del líquido en cuestión (una esfera posee la superficie más pequeña de todas las formas corporales del mismo volumen)..
¿Qué es la tensión interfacial?
Todas las moléculas que hay dentro de un líquido están rodeadas de moléculas vecinas, por lo que las fuerzas de atracción mutuas están equilibradas. Por otro lado, la falta de distribución simétrica de las fuerzas de atracción mutuas genera una fuerza en el borde del líquido (interfase) que apunta hacia el interior del líquido.
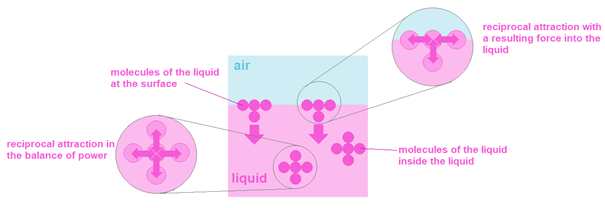
Por este motivo, la tensión superficial también recibe el nombre de tensión interfacial. El término de tensión interfacial se utiliza para designar el traspaso de un líquido a un sustrato, por ejemplo, a una superficie metálica, mientras que si el líquido se traspasa al aire, hablaremos de tensión superficial.
 |
Traspaso aire/líquido: se utiliza el término de tensión superficial |
 |
Traspaso líquido/metal: los procesos implicados en este caso se denominan tensión interfacial |
 |
No obstante, en este tipo de traspaso (líquido/metal) cabe señalar que, estrictamente hablando, se trata del traspaso de una capa de óxido de metal o de una capa de adsorbato (dióxido de carbono e hidrocarburos de la superficie metálica) a un líquido |
¿Qué es la humectación de metales?
Un elemento para medir la humectación de una superficie metálica a través de un líquido aplicado (por ejemplo, en forma de gota o con una pincelada) es el llamado ángulo de contacto Θ. La humectación de la superficie metálica aumenta al disminuir el ángulo de contacto Θ.
El proceso de humectación se describe mediante la ecuación de Young:
cos Θ = (σs – σLS)/σL
donde
σL = tensión superficial del líquido
σS = tensión superficial del metal
σLS = tensión interfacial entre el metal y el líquido
Θ = ángulo de contacto (o ángulo de humectación) del líquido sobre el metal
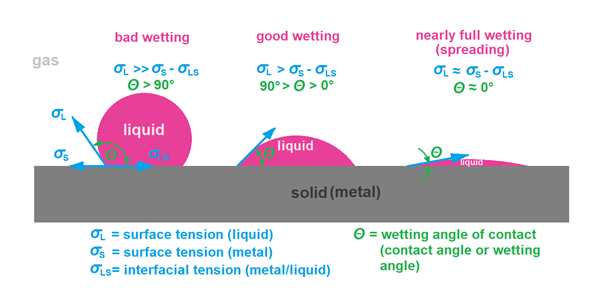
La distribución independiente del líquido sobre la superficie metálica (el esparcimiento de la pincelada o de la gota, también llamado dispersión) se alcanza con un ángulo de contacto de Θ = 0° (equivalente a cos Θ =1). En este caso, para la ecuación de Young obtenemos lo siguiente: σL = σS – σLS.
Además, si σLS << σS , para el líquido que vaya a humectar la superficie metálica se aplica lo siguiente: σL < σS. De este modo, si la tensión superficial del líquido es menor que la del metal, el líquido humectará el metal; por el contrario, si la tensión superficial del líquido es mayor que la del metal, no se producirá la humectación.
.
Cálculo de la tensión superficial de metales
Los valores de tensión superficial mencionados en la literatura especializada se refieren principalmente a metales en estado líquido que se encuentran cerca de su temperatura de fusión. Sin embargo, para calcular la humectación, es importante la tensión superficial de las superficies metálicas recubiertas con capas de óxido y adsorbato a temperatura ambiente. El valor de temperatura superficial (energía libre superficial) puede calcularse, por ejemplo, con el Mobile Surface Analyzer – MSA de la empresa KRÜSS GmbH www.kruss-scientific.com; para ello, se aplica una gota de dos líquidos de prueba diferentes (con distinta tensión superficial) sobre el metal que se desea analizar y, una vez determinado el ángulo de contacto, se puede calcular la tensión superficial del metal.
 |
 |
 |
|
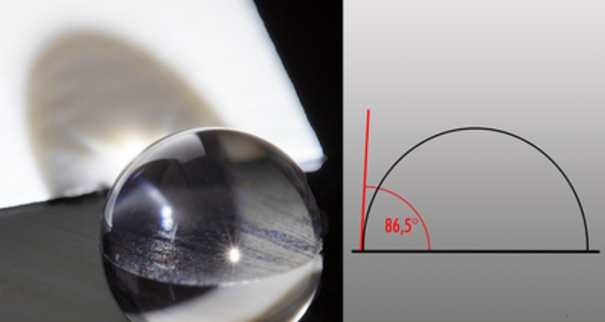
Entre otros proveedores, también cabe señalar la empresa SITA Messtechnik GmbH www.sita-process.com. SITA ofrece un sistema de medición para la “evaluación rápida de la humectabilidad de la superficie en el proceso de fabricación midiendo el ángulo de contacto”. SITA SurfaSpector es un equipo de medición manual que sirve para comprobar la humectabilidad de, por ejemplo, superficies metálicas antes y después del tratamiento superficial o de la limpieza. En este método, se aplica una gota (1 µl) de agua desmineralizada sobre la superficie en cuestión mediante un dosificador integrado en el cabezal del sensor. Una cámara de alta resolución capta el contorno de la gota en la parte frontal del sensor, a partir de la cual se puede calcular el ángulo de contacto..
 |
 |
¿Qué es el método de las tintas de prueba?
Otro método para calcular la tensión superficial de metales a temperatura ambiente es el llamado método de las tintas de prueba. En este caso, se aplica una tinta de prueba con una tensión superficial determinada sobre la superficie metálica que se desea analizar, por ejemplo, utilizando un pincel. Si la tinta de prueba humecta la superficie metálica, significa que la tensión superficial de la superficie metálica (tensión interfacial) corresponde al valor de la tinta de prueba o es incluso superior a este. Por el contrario, si la tinta de prueba se contrae en forma de gotas tras aplicarse sobre la superficie metálica, significa que la tensión superficial de la superficie metálica (tensión interfacial) es inferior a la tensión superficial de la tinta de prueba.

Las tintas de prueba se pueden encontrar, por ejemplo, en la empresa arcotest GmbH www.arcotest.info. Sus tintas de prueba PINK cubren un rango de tensión superficial de 22 mN/m a 60 mN/m en tramos de 2 mN/m.

¿Por qué es tan importante en la práctica conocer la tensión superficial de las superficies metálicas?
Por ejemplo, antes de aplicar pintura sobre una pieza metálica, es necesario conocer la tensión superficial de la pieza. Si esta es inferior al valor de tensión superficial de la pintura, la pintura se contraerá en gotas sobre la superficie metálica.
Algo similar ocurre al aplicar adhesivos. En este caso, la adhesión adecuada solo se podrá lograr también si la tensión superficial de la superficie metálica es superior a la tensión superficial del adhesivo.
¿Cuál es la causa de un valor de tensión superficial demasiado bajo en una superficie metálica?
Como ya hemos mencionado, las superficies metálicas suelen ser en la práctica capas de óxido de metal y de adsorbato. En ellas, los átomos de oxígeno y de carbono se incorporan a la superficie metálica. Según las mediciones realizadas, una superficie metálica (más concretamente, una superficie de óxido de metal y de adsorbato) que se haya desengrasado químicamente tiene un valor de tensión superficial > 60 mN/m. Sin embargo, en el caso de las piezas troqueladas, por ejemplo, que se humedecen inicialmente con aceite debido al proceso de flexión y troquelado y luego se limpian con un sistema de limpieza convencional, las piezas tienen un valor de tensión superficial de alrededor de 38 mN/m y, en determinados casos, de 44 mN/m (antes del proceso de limpieza, el valor de la tensión superficial de la superficie metálica de las piezas troqueladas suele situarse por debajo de los 30 mN/m en función del aceite de troquelado y trefilado utilizado). No obstante, en el caso de las piezas troqueladas, especialmente, piezas de contacto enchufables, es importante que el valor de tensión superficial sea alto (> 38 mN/m), ya que este valor indica el contenido de aceite residual de la superficie metálica. El contenido de aceite residual aumenta, por ejemplo, la resistencia de contacto, lo que puede provocar una reducción del rendimiento en el proceso de conexión.
¿Por qué es tan importante en la práctica conocer la tensión superficial de las superficies metálicas?
Por ejemplo, antes de aplicar pintura sobre una pieza metálica, es necesario conocer la tensión superficial de la pieza. Si esta es inferior al valor de tensión superficial de la pintura, la pintura se contraerá en gotas sobre la superficie metálica.
Algo similar ocurre al aplicar adhesivos. En este caso, la adhesión adecuada solo se podrá lograr también si la tensión superficial de la superficie metálica es superior a la tensión superficial del adhesivo.
¿Cuál es la causa de un valor de tensión superficial demasiado bajo en una superficie metálica?
Como ya hemos mencionado, las superficies metálicas suelen ser en la práctica capas de óxido de metal y de adsorbato. En ellas, los átomos de oxígeno y de carbono se incorporan a la superficie metálica. Según las mediciones realizadas, una superficie metálica (más concretamente, una superficie de óxido de metal y de adsorbato) que se haya desengrasado químicamente tiene un valor de tensión superficial > 60 mN/m. Sin embargo, en el caso de las piezas troqueladas, por ejemplo, que se humedecen inicialmente con aceite debido al proceso de flexión y troquelado y luego se limpian con un sistema de limpieza convencional, las piezas tienen un valor de tensión superficial de alrededor de 38 mN/m y, en determinados casos, de 44 mN/m (antes del proceso de limpieza, el valor de la tensión superficial de la superficie metálica de las piezas troqueladas suele situarse por debajo de los 30 mN/m en función del aceite de troquelado y trefilado utilizado). No obstante, en el caso de las piezas troqueladas, especialmente, piezas de contacto enchufables, es importante que el valor de tensión superficial sea alto (> 38 mN/m), ya que este valor indica el contenido de aceite residual de la superficie metálica. El contenido de aceite residual aumenta, por ejemplo, la resistencia de contacto, lo que puede provocar una reducción del rendimiento en el proceso de conexión.
 |
Utilizando dos tintas de prueba (38 mN/m y 40 mN/m) se pudo demostrar que el valor de tensión superficial de esta superficie de contacto se sitúa entre los 38 mN/m y los 40 mN/m |
Con la tinta de prueba de 40 mN/m, ya no se da una humectación limpia; en consecuencia, el ángulo de contacto Θ se desvía fuertemente de 0°, mientras que con 38 mN/m está muy cerca de producirse una dispersión.
En el siguiente diagrama se muestra esquemáticamente cómo la tensión superficial de la superficie de contacto disminuye con el aumento del espesor de la capa de aceite (lo que se verifica con la msma tinta de prueba):
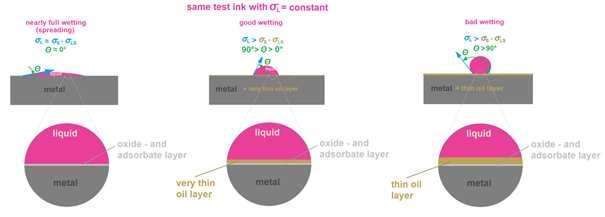
La humectación de la superficie de contacto disminuye al aumentar el espesor de la capa de aceite.
Para calcular la tensión superficial de una superficie de contacto, se utilizan tintas de prueba de distinta tensión superficial de forma consecutiva. Si la tensión superficial de la pieza de contacto tiene un mínimo de 38 mN/m, se podría comenzar, por ejemplo, con una tinta de prueba que tenga el mismo valor de tensión superficial: una tinta de prueba de 38 mN/m humecta la superficie de contacto, una tinta de prueba de 40 mN/m ya no la humecta completamente y una tinta de 42 mN/m se contrae en forma de gotas.

El método de las tintas de prueba es un procedimiento de control fácil y rápido de aplicar que se puede utilizar para controlar componentes por muestreo. Sería deseable obtener información sobre el espesor de la capa de aceite residual de forma directa, pero esto no era tarea fácil en el pasado. Entretanto, el método de las tintas de prueba se ha afianzado en el ámbito industrial para comprobar la presencia de capas finas de aceite.
¿Qué es un control de presencia de capas finas de aceite en línea?
El método de las tintas de prueba es un procedimiento de muestreo en el que distintos contactos enchufables o componentes se retiran de la producción y se analizan para proporcionar una declaración de calidad en nombre de todo el lote. No obstante, cada vez se busca más el control del 100 % de los componentes producidos, por lo que el método de medición en línea está ganando importancia. El método en línea debe basarse en el método de las tintas de prueba para que los valores medidos en ambos sistemas (el sistema en línea y el sistema fuera de línea -método de las tintas de prueba-) se puedan comparar entre sí sin ningún problema. El objetivo es, por tanto, facilitar un sistema de medición en línea que refleje el valor de tensión superficial del componente en cuestión en mN/m.
¿Cómo funciona exactamente un sistema de control de presencia de capa de aceite en línea?
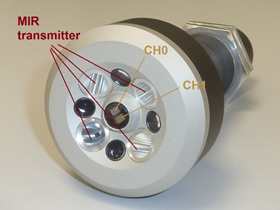
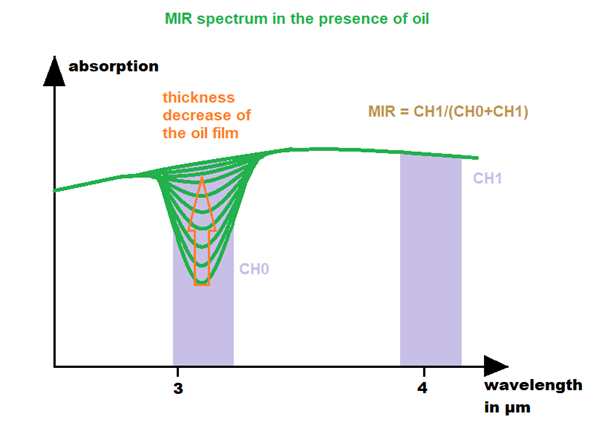
Lo más importante de los sistemas de medición en línea es su capacidad para realizar mediciones sin contacto. Por supuesto, el tiempo necesario para calcular el valor también debe ser compatible con el tiempo de alimentación del componente. Además, el sistema de medición debe ser robusto y compacto y disponer de varias interfaces para que los datos medidos se puedan introducir en tiempo real en la medida de lo posible en el sistema de control superior o en un CLP. Antes de elegir un método de medición adecuado, se realizó un análisis óptico y espectral de una gran variedad de aceites de troquelado y trefilado convencionales, comenzando por el rango UVC (250 nm) hasta el rango MIR (5 µm). El rango espectral de trabajo óptimo resultó ser una ventana de medición de entre 3 µm y 4 µm, pues todos los tipos de aceite de troquelado y trefilado probados hasta ahora pudieron medirse utilizando este método. Naturalmente, cada aceite tiene grados de absorción diferentes en las correspondientes ventanas espectrales, por lo que no se puede evitar una calibración individual con el método de las tintas de prueba, especialmente, porque el valor medido debe expresarse en mN/m. El método de comparación (normalizado) de dos rangos espectrales proporciona resultados de medición en los que las propiedades reflectantes de la superficie de contacto ya pueden compensarse en gran medida. En los gráficos siguientes se puede ver el funcionamiento básico de los sensores MIR:
 |
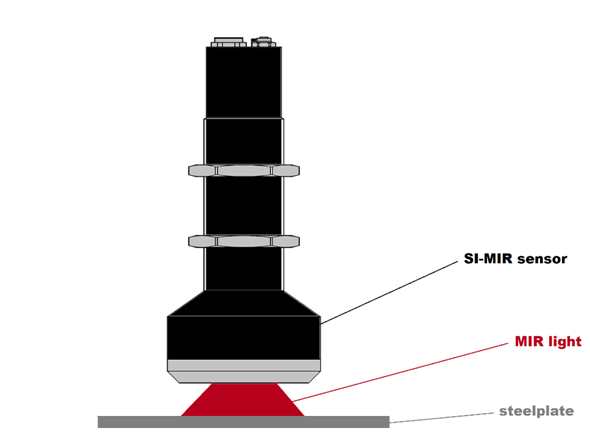 |
Los emisores MIR de banda ancha cubren el rango espectral requerido para las dos ventanas de medición, CH0 y CH1. Una parte de la luz reflejada por la superficie metálica incide en las ventanas de medición; al hacerlo, una de ellas (CH0) reacciona ante la presencia de una capa de aceite, mientras que la otra (CH1) permanece prácticamente inalterable ante la presencia de una capa de aceite (ventana de referencia). A través de una evaluación normalizada, obtenemos un valor independiente de la intensidad:
MIR = CH1/(CH0+CH1)
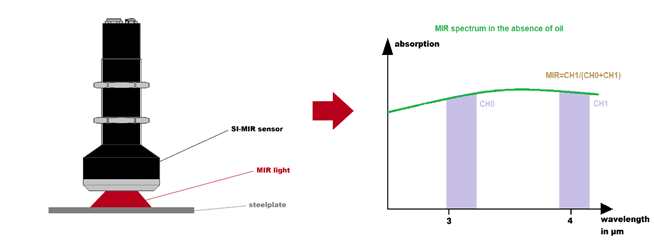
En el gráfico superior, no hay ninguna capa de aceite en la superficie metálica. Las dos ventanas de medición proporcionan aproximadamente el mismo nivel de señal (valor normalizado = MIRref). En el gráfico siguiente, sin embargo, el nivel de señal de la ventana de medición CH0 cae considerablemente, lo que conduce a un cambio en el valor MIR normalizado.
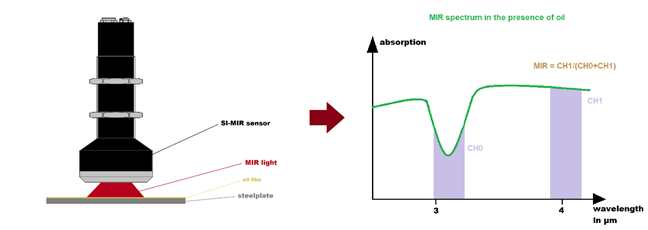
Cuanto más espesa sea la capa de aceite, más pronunciada será la caída de la señal en la ventana de medición CH0:
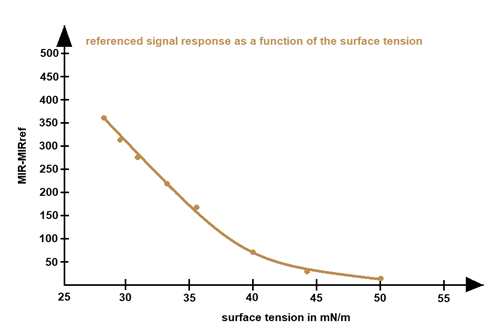
Para que ahora no se transmita a la interfaz del sensor el valor normalizado (MIR), sino el valor de tensión superficial de la superficie metálica con capa de aceite, primero hay que establecer la referencia para el método de las tintas de prueba (calibración):
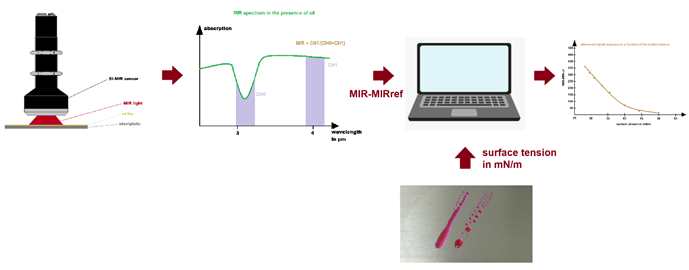
Para ello, primero se desengrasa una de las piezas metálicas que hay que comprobar; a continuación, se calcula el valor de referencia normalizado (MIRref) mediante el sensor MIR y, con el método de las tintas de prueba, se calcula el valor de tensión superficial correspondiente en mN/m. A continuación, una pieza metálica desengrasada se somete al mismo procedimiento, con la diferencia de que en cada proceso (valor medido con presencia de aceite: MIR) se aplica uniformemente una capa de aceite cada vez más cargada sobre el componente desengrasado (la experiencia demuestra que el espesor de la capa de aceite oscila entre 100 nm y 5 µm). Los valores medidos (MIR-MIRref) se recogen a continuación en una tabla, que se utiliza en la memoria no volátil el sensor como tabla de conversión. De este modo, obtenemos el siguiente gráfico: