








Diese Seite übersetzen:
Ce reprezintă controlul jetului de pulverizare?
Când se folosesc sisteme de pulverizare, mărimea duzei de pulverizare și cantitatea de pulverizat trebuie să se potrivească cu aplicația respectivă. Geometria duzei de pulverizare și a cantității de pulverizat depind și de mediul folosit (amorsă, adeziv, solvent, apă, alcool, vopsea etc.) și de ieșirea duzei de pulverizare, de suprapresiune și de dozarea cantității de pulverizat. Mai ales dacă se pulverizează adeziv, o parte a ieșirii duzei de pulverizare se poate înfunda, determinând schimbarea cantității de pulverizat și a geometriei de pulverizare. Astfel, jetul de pulverizare poate fi schimbat atât ca direcție, cât și ca unghi de deschidere.
Un sistem de control al jetului de pulverizare informează utilizatorul din timp cu privire la o astfel de schimbare a jetului de pulverizare.
Cum arată un jet de pulverizare?
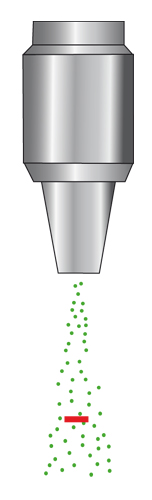
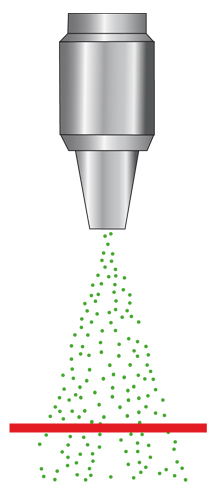
Un jet de pulverizare reprezintă, de regulă, o „formațiune dispersată” de picături mici (dimensionate între câțiva micrometri și câteva sute de micrometri, determinate în principal de mediul de pulverizare) care se formează la ieșirea duzei de pulverizare datorită atomizării agentului de pulverizare. Aceste picături ies din duza de pulverizare la o anumită viteză și sunt apoi decelerate datorită frecării cu aerul.
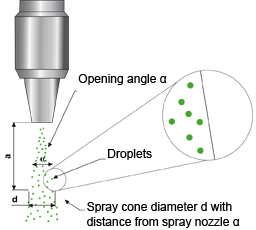
Jetul de pulverizare este definit de unghiul de deschidere al duzei de pulverizare și de cantitatea de pulverizat (picături / unitate de timp sau capacitatea de trecere a agentului de pulverizare).
Cum este controlat jetul de pulverizare?

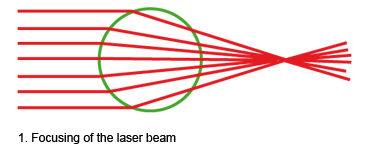
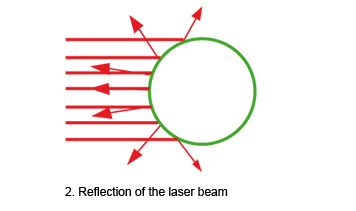
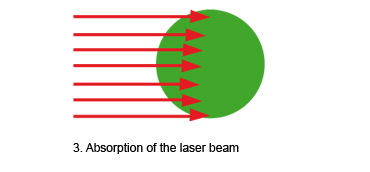
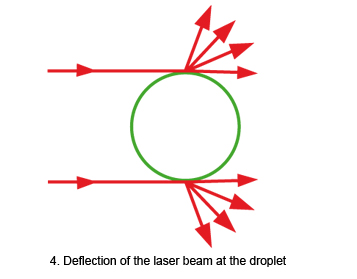
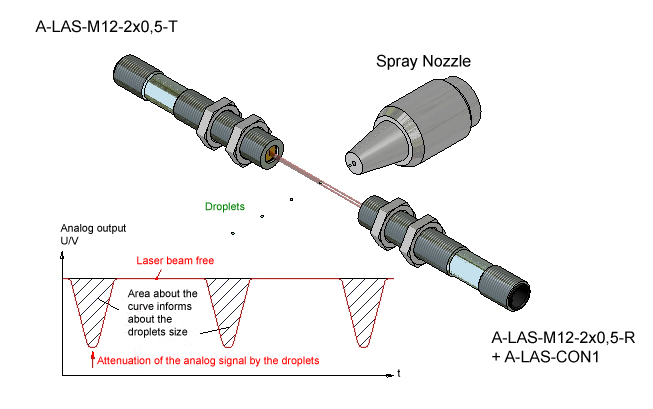
Informații despre cantitatea de pulverizat se pot obține, spre exemplu, cu ajutorul unei raze laser care trece cel puțin parțial prin duza de pulverizare. Când trece prin duza de pulverizare, raza laser este deviată de picăturile individuale. Această deviere este cauzată de reflexia în picături sau de orientarea razei laser deoarece picăturile, dacă sunt transparente optic, funcționează precum micro-lentile. O parte din lumină este de asemenea absorbită de picături. În total, ajunge mai puțină lumină la partea opusă a jetului de pulverizare.
 |
 |
 |
 |
Diferite metode de controlare a jetului de pulverizare cu trecerea razei:
1. Metoda cu trecerea unei singure raze
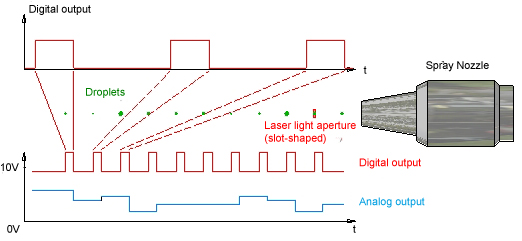
În acest caz, o rază de lumină laser, de preferat cu deschidere în fantă, este direcționată central prin jetul de pulverizare
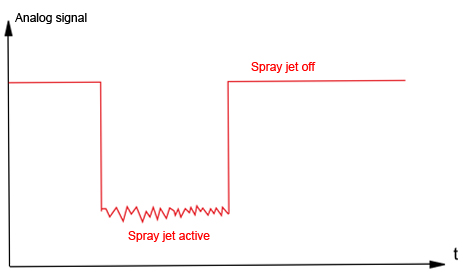
Scăderea semnalului comparativ cu absența jetului de pulverizare se utilizează ca măsură pentru cantitatea de pulverizat. Această metodă se folosește în principal dacă sunt necesare numai informații despre cantitatea de pulverizat sau despre prezența unui jet de pulverizare.

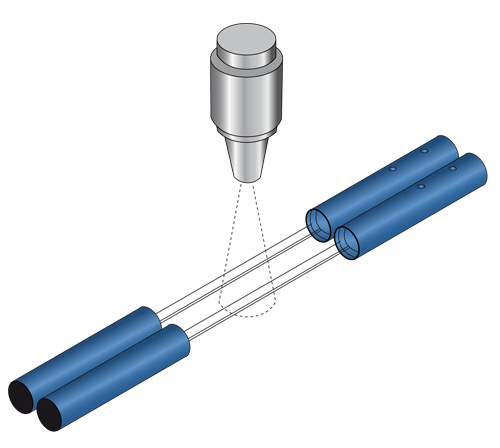
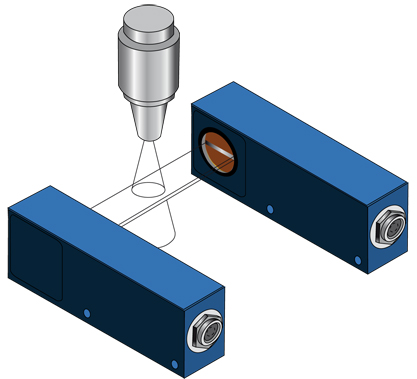
2. Metoda cu trecerea a două raze
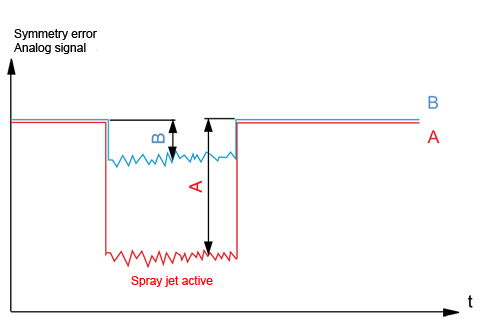
În afară de controlul cantității de pulverizat, această metodă este adecvată într-o măsură limitată și pentru controlul simetriei. Se poate detecta și o variație laterală a duzei de pulverizare cu această metodă. Sistemul cu două raze se folosește în principal dacă se impune un mod simplu dar eficient de monitorizare a simetriei duzei de pulverizare.

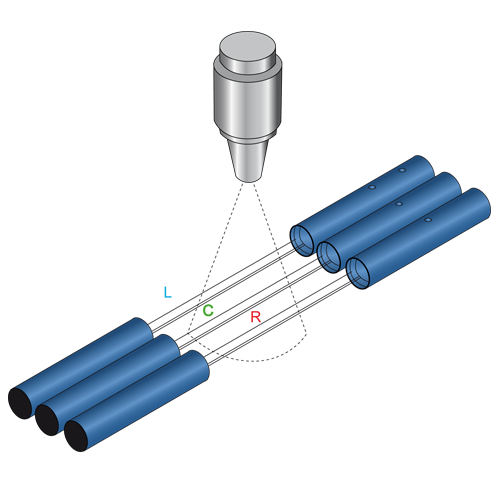
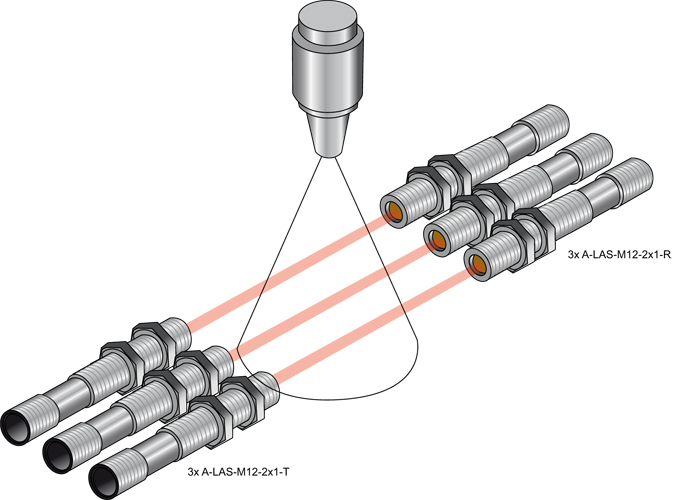
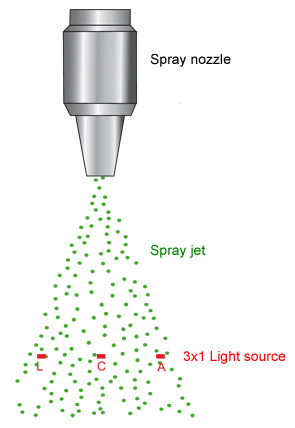
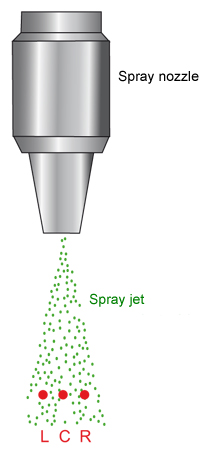
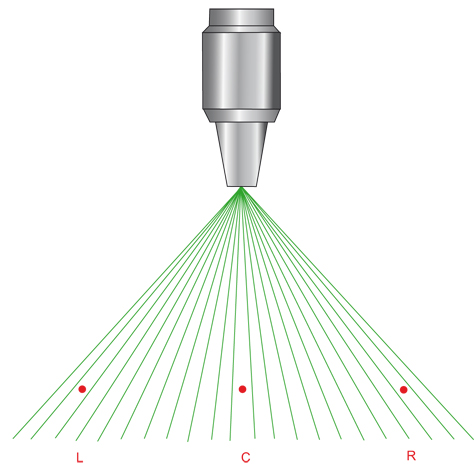
3. Metoda cu trecerea a trei raze
Cu această metodă, se pot detecta chiar și devierile mici de simetrie sau cantitate. Aici sunt disponibile două moduri de evaluare:
Modul de evaluare ABSOLUTE (ABSOLUT)
Modul de evaluare RELATIVE (RELATIV)
În ambele moduri, se evaluează densitatea jetului de pulverizare (DENSITY), relația celor două raze marginale (SYM1) și relația razei centrale față de cele două raze marginale (SYM2).
În modul ABSOLUTE (ABSOLUT), valorile L, C, R se folosesc direct în următoarele ecuații:L, C, R sunt valorile brute ale celor 3 canale cu o valoare între 0 și 4096 (12 bit).


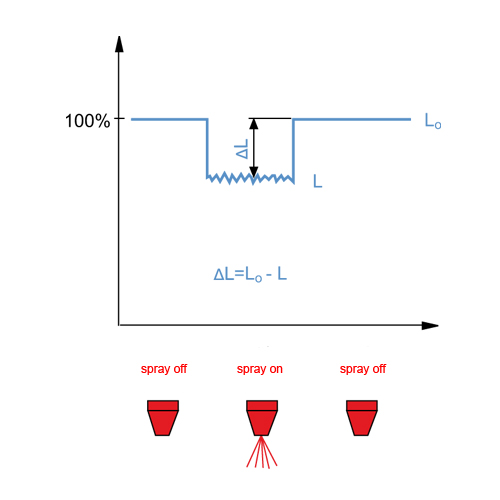
În modul RELATIVE (RELATIV), se stabilește relația valorilor brute respective L, C, R în timpul pulverizării cu datele brute L0, C0, R0 existente când pulverizarea este inactivă. Datele brute L0, C0 și R0 reprezintă așadar valoarea 100%!
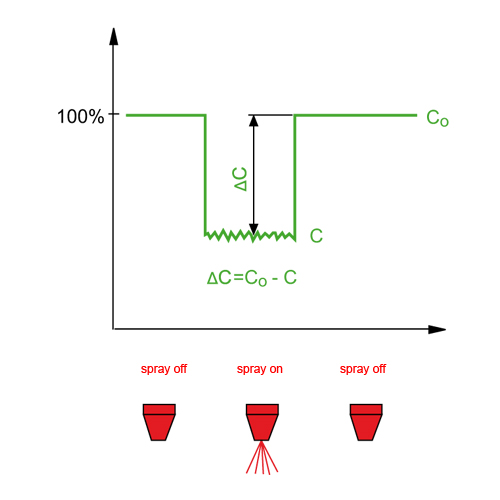
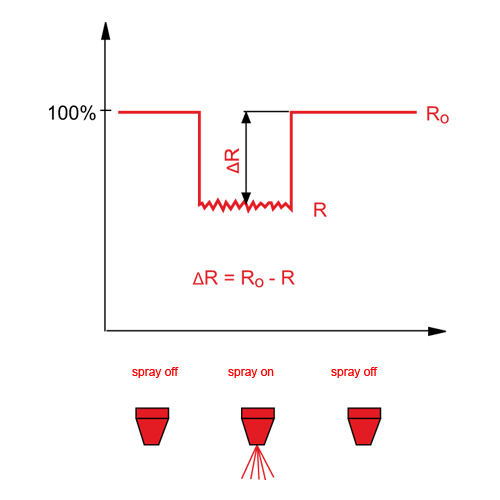
Ecuația pentru cantitatea de pulverizare în acest caz:

Și pentru cele două simetrii:
.jpg)
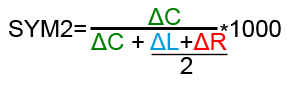
Și pentru cele două simetrii:
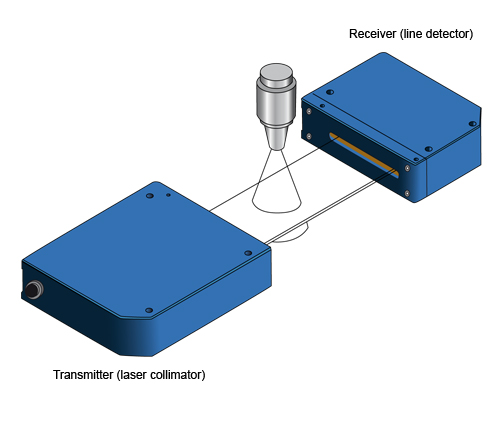
4. Metoda prin banda de lumină
Prin această metodă, o bandă continuă de lumină este direcționată spre jetul de pulverizare. De regulă, banda de lumină este mai largă decât diametrul duzei de pulverizare, ceea ce înseamnă că jetul de pulverizare este detectat integral. La partea opusă a jetului de pulverizare există un receptor prevăzut ca un senzor în linie cu peste 1000 de detectoare individuale în miniatură aranjate în rând. Aceasta permite o evaluare fără omisiuni a profilului jetului de pulverizare. Diferența procentuală a celor două semnale video (semnale în linie) înregistrate înainte și în timpul pulverizării se folosește pentru a determina profilul jetului.
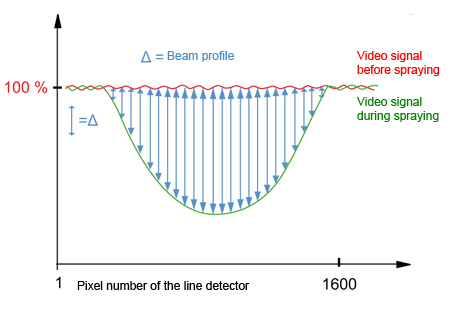
Profilul razei oferă informații despre distribuția locală a mediului de pulverizare în jetul de pulverizare. Zona de sub curba profilului razei informează în legătură cu cantitatea de pulverizat.

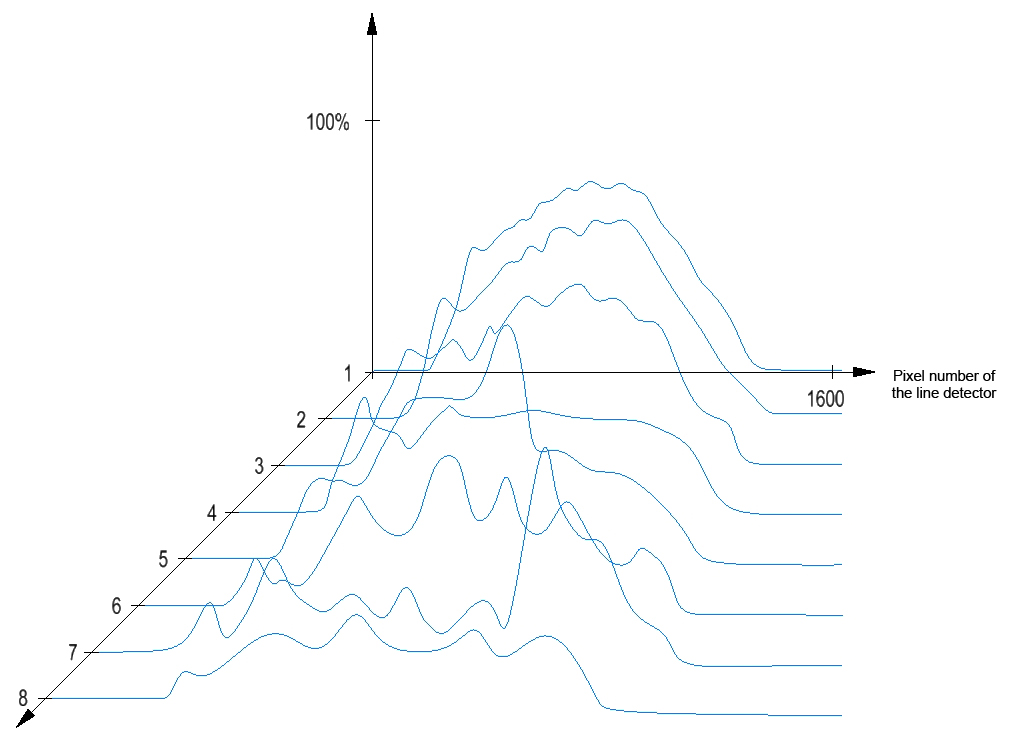
Înregistrarea scanărilor succesive permite realizarea unui fel de film. Această metodă este așadar ideală pentru studierea posibilelor influențe precum schimbările de presiune, schimbările în cantitatea de pulverizat, schimbările în mediul de pulverizare și schimbările în ieșirea duzei.
Controlul jetului de pulverizare în zone potențial explozive
Fibrele optice se folosesc pentru a permite controlul jetului de pulverizare în medii în care există pentru perioade mai mari de timp o atmosferă explozivă periculoasă sub forma amestecului de aer și gaze, vapori sau cețuri inflamabile.
Astfel, controlul jetului de pulverizare este posibil și în zona explozivă Ø din orientarea ATEX. Componentele electronice și opto-electronice ale sistemului de control al jetului de pulverizare se află în afara zonei Ø.
zonă. Conexiunea dintre capetele frontale și aparatul de evaluare se stabilește prin fibre optice.
Trebuie să se acorde atenție ca densitatea puterii optice să nu depășească o anumită limită. Densitatea puterii optice a produselor SI este cu mult sub limitele admise.

Cele mai importante metode de pulverizare
Duza de pulverizare este montată pe capul robot și este deplasat deasupra obiectului
Se poziționează obiectul de pulverizat. În timpul procesului de pulverizare, obiectul rămâne în poziția sa.
Sistemul de control al jetului de pulverizare se află într-o așa-numită stație de andocare, de care se apropie robotul la sfârșitul procesului de pulverizare pe obiect. Când se ajunge în poziția de andocare, duza de pulverizare este activată din nou, iar jetul de pulverizare este controlat în acest timp.
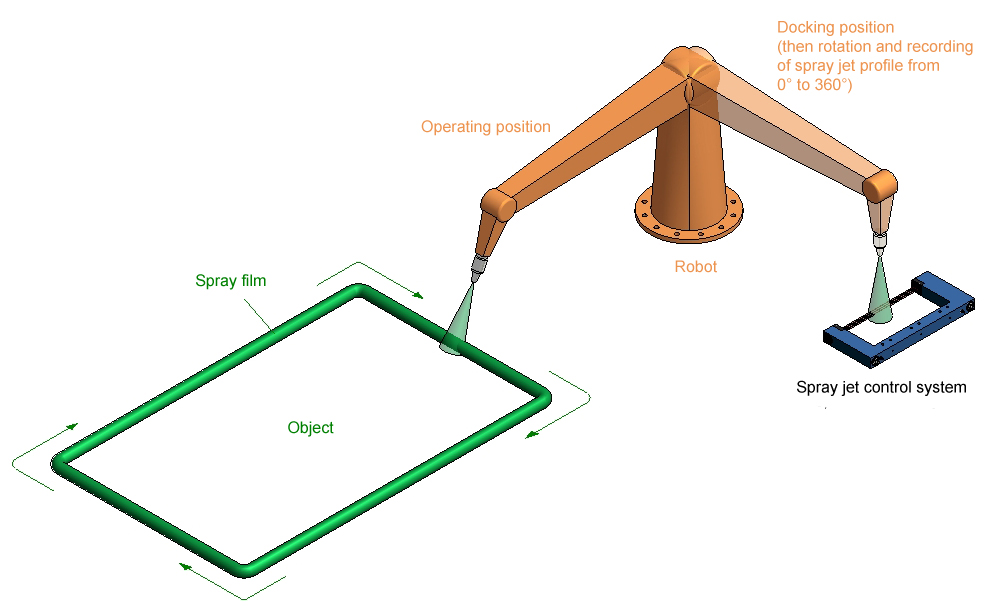
În practică, robotul nu ajunge în poziția de andocare după fiecare obiect, însă spre exemplu după fiecare al 10lea obiect. Dacă sistemul de control al jetului de pulverizare emite un semnal NOK, procesul normal de funcționare se va opri.
Duza de pulverizare este staționară, iar obiectul este mutat sub aceasta. Spre exemplu, o bandă de transportator transportă obiecte prin jetul de pulverizare. Duzele sunt montate bine, ceea ce înseamnă că trebuie să se asigure monitorizarea în cursul procesului normal de pulverizare. Calibrarea este posibilă numai după ce duzele de pulverizare au fost oprite (sau înainte să fie activate). De asemenea, trebuie să se aibă în vedere faptul că poate fi necesară monitorizarea simultană a mai multor duze de pulverizare cu același sistem de control.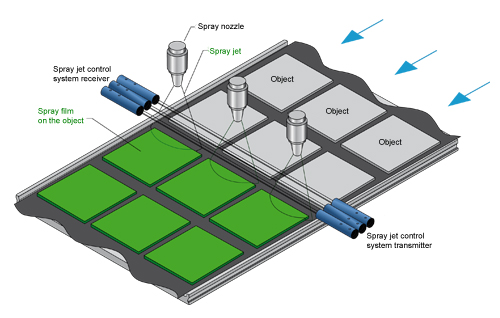
Cu ajutorul unei electrovalve, se produc „pachete” sau picături distincte dintr-o duză foarte fină (un cap de listare Piezo ar fi o altă posibilitate de producere a picăturilor rapid succesive).
Pe de o parte, trebuie să se stabilească numărul de picături și, pe de altă parte, trebuie să se monitorizeze diametrul picăturilor sau mărimea „pachetelor”.
Senzorul ideal pentru această aplicație este un senzor din seria A-LAS cu o deschidere care se potrivește cu mărimea picăturii, în combinație cu aparatul de control A-LAS-CON1 deoarece acest sistem de senzor prezintă o capacitate de scanare și frecvență de activare mari. La ieșirea analogică, mărimea picăturii este frânată până la sosirea următoarei picături.
Echipamentul hardware pentru controlul jetului de pulverizare
Sisteme cu trecerea unei singure raze
Sistemele cu trecerea unei singure raze cu ieșire analogică:
Serie senzor: Seria D-LAS
Tip senzor: D-LAS2-2x1-T (transmițător) + D-LAS2-Quinv-2x1-R
Serie senzor: Seria D-LAS
Tip senzor: D-LAS2-2x1-T (transmițător) + D-LAS2-Quinv-2x1-R
Când nu este atenuat, senzorul emite un semnal analogic de +10V (se poate seta prin programul laser pe I-Control-Pin).
Scăderea semnalului analogic în cursul procesului de pulverizare oferă informații despre cantitatea de pulverizat.
Scăderea semnalului analogic în cursul procesului de pulverizare oferă informații despre cantitatea de pulverizat.


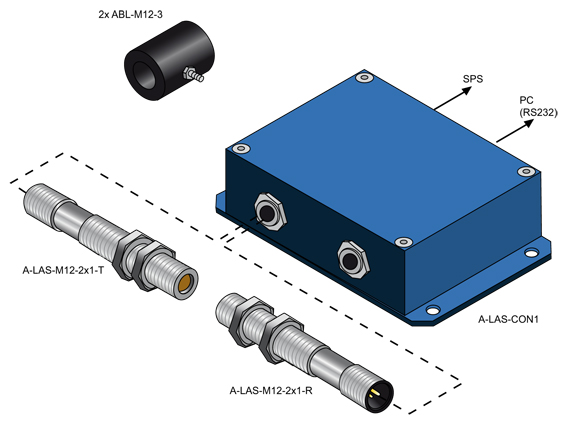
Pentru a preveni depunerea picăturilor pe capacele optice ale transmițătorului și receptorului, se folosesc piese ABL-M12-3 de aer comprimat la suprafață. De regulă, o ușoară suprapresiune este suficientă în acest scop.
.png)
Sistemele cu trecerea unei singure raze cu aparat de comandă:
Serie senzor: Seria A-LAS
Tip senzor: A-LAS-M12-2x1-T (transmițător) + A-LAS-M12-2x1-R (receptor) + A-LAS-CON1 (aparat de comandă)
Cu ajutorul unui aparat de comandă ce include un program A-LAS-CON1-Scope, sistemul poate fi calibrat înainte de procesul de pulverizare efectiv. Serie senzor: Seria A-LAS
Tip senzor: A-LAS-M12-2x1-T (transmițător) + A-LAS-M12-2x1-R (receptor) + A-LAS-CON1 (aparat de comandă)
Aceasta face posibilă detectarea chiar și a celor mai mici cantități de pulverizare deoarece o posibilă acumulare de murdărie se poate compensa prin calibrare (la 100%), iar pragul de detecție poate fi astfel aproape de valoarea 100% (de exemplu, 99,7%). Unitatea de comandă asigură o ieșire pentru semnalul analogic și una pentru semnalul digital care informează dacă valoarea scade sub pragul de detecție.


Sisteme cu trecerea a două raze
Serie senzor: Seria A-LAS
Tip senzor: A-LAS-M12-2x1-T (transmițător 2x) + A-LAS-M12-2x1-R (receptor 2x) + A-LAS-CON1 (aparat de comandă)
Tip senzor: A-LAS-M12-2x1-T (transmițător 2x) + A-LAS-M12-2x1-R (receptor 2x) + A-LAS-CON1 (aparat de comandă)
Cei doi senzori A-LAS cu laser sunt controlați și evaluați de aparatul de comandă A-LAS-CON1. Calibrarea se realizează între pulverizarea efectivă procesată, declanșată de un semnal digital extern (de exemplu, de la PLC) care informează aparatul de comandă când se poate realiza calibrarea. Cei doi senzori cu laser se pot utiliza pentru a realiza o simplă verificare a simetriei. Cantitatea de pulverizat poate fi de asemenea monitorizată. Pentru a preveni depunerea murdăriei pe capacele optice ale senzorilor cu laser, se folosesc piese ABL-M12-3 de aer comprimat la suprafață.
sunt disponibile 3 semnale de ieșire analogice:
sunt disponibile 3 semnale de ieșire analogice:
SYMMETRY (SIMETRIE) OK / NOK.
SIGNAL (SEMNAL) A OK / NOK.
SIGNAL (SEMNAL) B OK / NOK.
Sistemul verifică dacă SIGNAL (SEMNAL) A, SIGNAL (SEMNAL) B, și SYMMETRY (SIMETRIE) se află în plaja de toleranță specificată..png)
.png)
.jpg)
Sistemul cu trecerea a două raze pentru utilizare în zone Ex
Serie senzor: Seria A-LAS
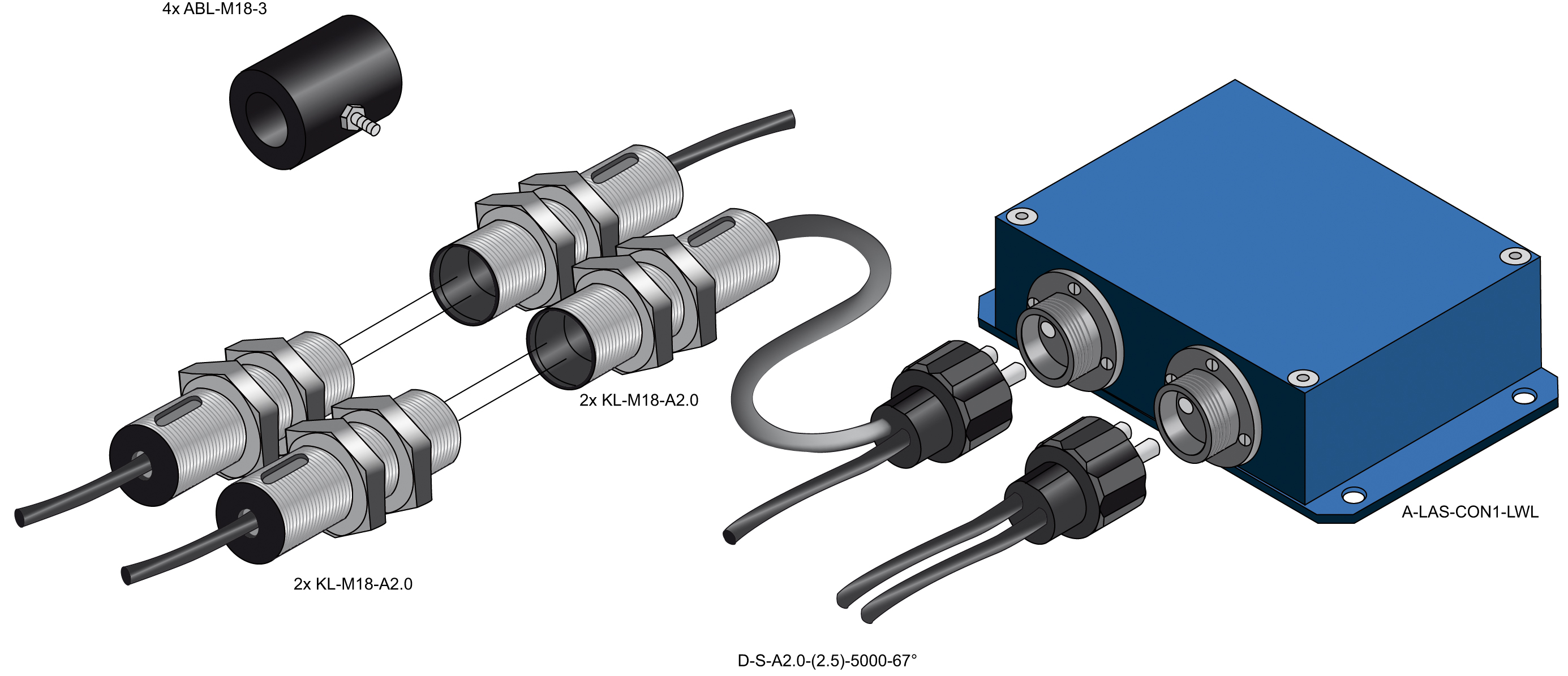
Tip senzor: Fibra optică D-S-A2.0-(2.5)-500-67° + accesoriu optic KL-M18-A2.0 (2x) + aparat de comandă A-LAS-CON1-FIO
A-LAS-CON1-FIO realizează operațiuni de control și evaluare la fel ca și A-LAS-CON1.Tip senzor: Fibra optică D-S-A2.0-(2.5)-500-67° + accesoriu optic KL-M18-A2.0 (2x) + aparat de comandă A-LAS-CON1-FIO
Deoarece, în acest caz, componentele electronice și opto-electronice sunt integrate în aparatul de comandă și nu în capetele frontale ale senzorului, acest tip este adecvat pentru funcționare în zone Ex.
Pentru a proteja sistemele optice, se folosesc piese ABL-M18-3 de aer comprimat la suprafață.
Sistemul cu trecerea a trei raze
Sistem cu trecerea a trei raze – versiunea de scindare
Serie senzor: Seria SI-JET
Tip senzor: A-LAS-M12-2x1-T (transmițător 3x) + A-LAS-M12-2x1-R (receptor 3x) + SI-JET3-CON8 (aparat de comandă)
Cele trei capete frontale ale senzorului sunt evaluate de aparatul de comandă SI-JET-CON8. Programul SI-JET2-Scope V3.0 se utilizează în scopuri de evaluare. Se poate evalua atât cantitatea de pulverizat (DENSITY), cât și simetria (SYM1, SYM2). În modul de evaluare RELATIVE, acumularea de murdărie este compensată prin calibrarea automată. Se pot specifica până la 31 de toleranțe diferite ale jetului de pulverizare și astfel se pot utiliza 5 ieșiri digitale pentru a informa anticipat despre o deviație a jetului de pulverizare.Serie senzor: Seria SI-JET
Tip senzor: A-LAS-M12-2x1-T (transmițător 3x) + A-LAS-M12-2x1-R (receptor 3x) + SI-JET3-CON8 (aparat de comandă)

Sistemul cu trecerea a trei raze - versiunea de ramificație
Serie senzor: Seria SI-JET
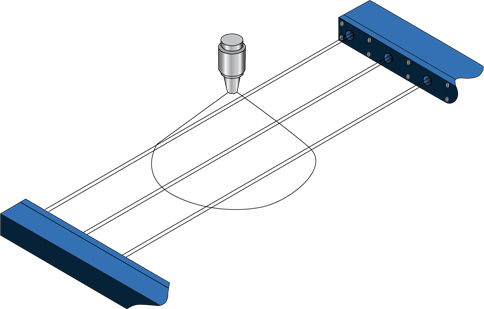
Tip senzor: SI-JET3-FK-200/100-H (capăt frontal) + SI-JET3-CON5 (aparat de comandă)
Ramificația prezintă trei raze de lumină, fiecare având diametrul de 3 mm și o distanță de la centru la centru de 5 mm. Programul SI-JET2-Scope V3.0 se utilizează pentru evaluarea cantității de pulverizare (DENSITY) și a simetriei (SYM1, SYM2). În modul de evaluare RELATIVE, care poate fi utilizat dacă intervalul jetului de pulverizare se află în limita unui minut, calibrarea se realizează între intervalele de pulverizare și compensează astfel o posibilă acumulare de murdărie. Modul ABSOLUTE se utilizează când există un jet de pulverizare continuu. 5 ieșiri digitale în maxim 31 de trepte oferă informații despre nivelurile de toleranță respective. Aceasta asigură și un mod simplu de realizare a unui grafic de evoluție (de exemplu, printr-un PLC).Tip senzor: SI-JET3-FK-200/100-H (capăt frontal) + SI-JET3-CON5 (aparat de comandă)

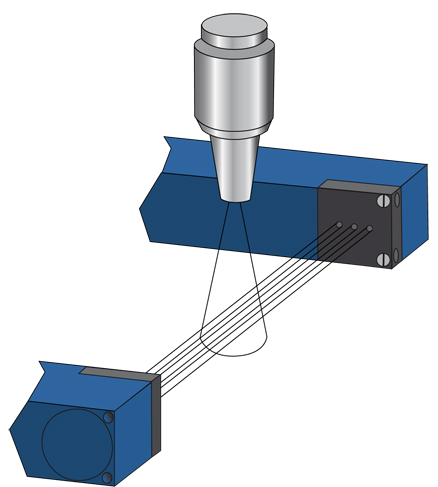
Sistemul cu trecerea a trei raze - versiunea de scindare pentru utilizare în zone Ex
Serie senzor: Seria SI-JET
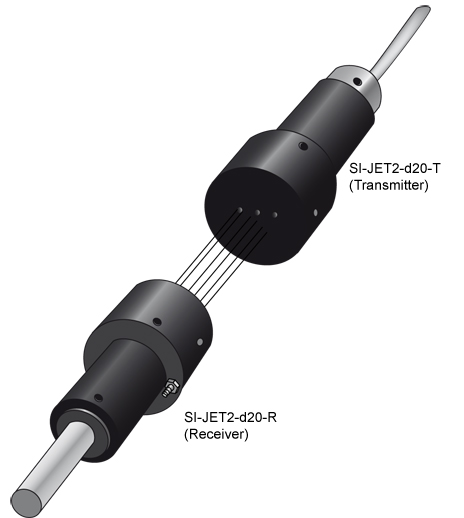
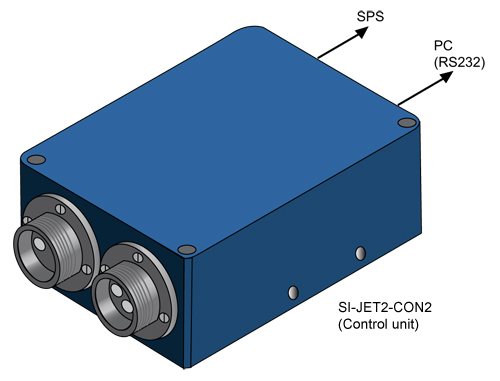
Tip senzor: SI-JET2-d20-T (transmițător) + SI-JET2-d20-R (receptor) + SI-JET2-CON2.
Se furnizează lumină roșie pe capătul frontal special printr-o fibră optică, iar o deschidere integrată în piesa superioară de aer comprimat emite 3 raze cu un diametru de 3 mm fiecare și o distanță de la centru la centru de 5 mm. Evaluarea se realizează cu programul SI-JET2-Scope V3.0. Aparatul de comandă SI-JET2-CON2 prezintă 5 ieșiri digitale care se pot utiliza de asemenea pentru a realiza un grafic de evoluție (de exemplu, printr-un PLC).
Tip senzor: SI-JET2-d20-T (transmițător) + SI-JET2-d20-R (receptor) + SI-JET2-CON2.

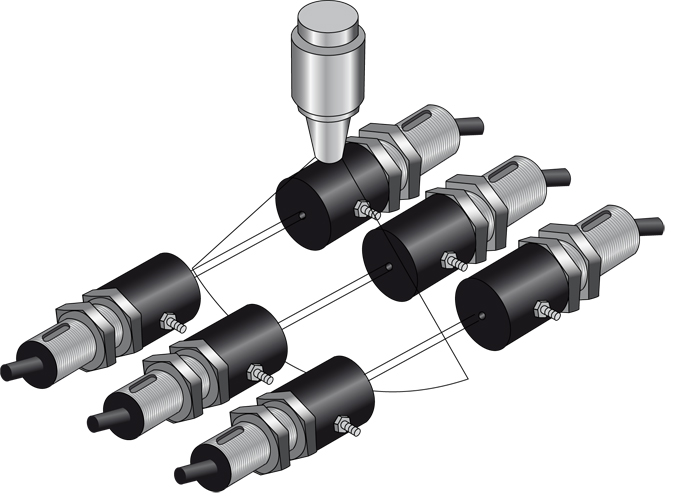
Serie senzor: Seria SI-JET
Tip senzor: KL-M18-A2.0 (capăt frontal) + R3-M-A2.0-(2.5)-500-67°-3x (fibră optică) + SI-JET2-CON3 (aparat de comandă)
Tip senzor: KL-M18-A2.0 (capăt frontal) + R3-M-A2.0-(2.5)-500-67°-3x (fibră optică) + SI-JET2-CON3 (aparat de comandă)
Cu acest tip de senzor, cele trei raze de lumină roșii pot fi adaptate individual la jetul de pulverizare respectiv. Programul SI-JET2-Scope V3.0 se utilizează pentru evaluare. Acest tip oferă avantaje decisive, mai ales pentru jeturi de pulverizare care au un unghi mare de deschidere.

.jpg)
Sistemul cu trecerea a trei raze - versiunea de ramificație pentru utilizare în zone Ex
Serie senzor: Seria SI-JET
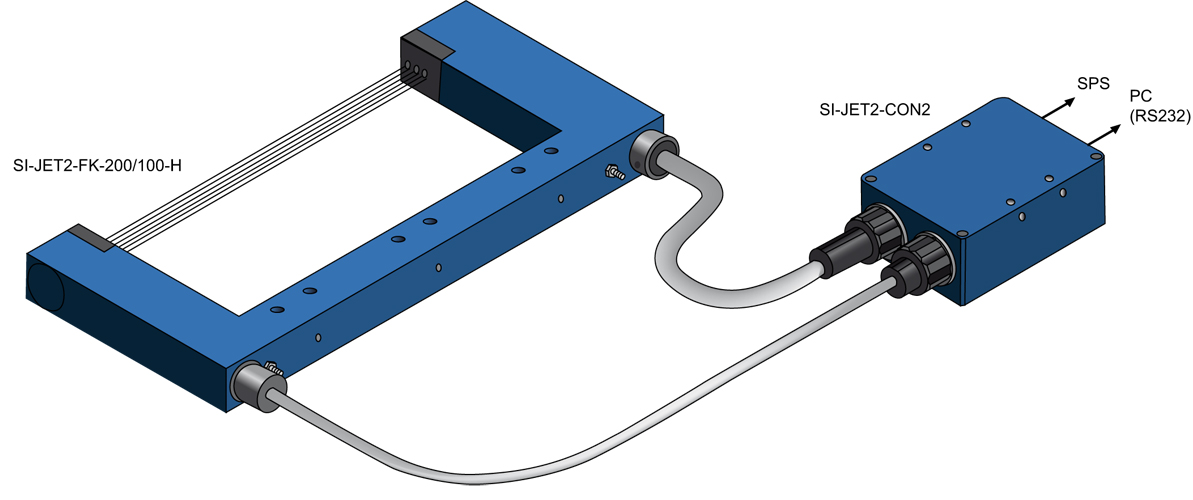
Tip senzor: SI-JET2-FK-200/100-H (capăt frontal) + SI-JET2-CON2 (aparat de comandă)
Tip senzor: SI-JET2-FK-200/100-H (capăt frontal) + SI-JET2-CON2 (aparat de comandă)
În această versiune, și cele 3 raze sunt aranjate (central) la 5 mm una față de cealaltă, raza cu lumină roșie are un diametru de 3 mm. Cu ajutorul aparatului de comandă SI-JET-CON2, se poate realiza un grafic de evoluție a parametrilor jetului de pulverizare, de exemplu în combinație cu un PLC.
Serie senzor: Seria SI-JET
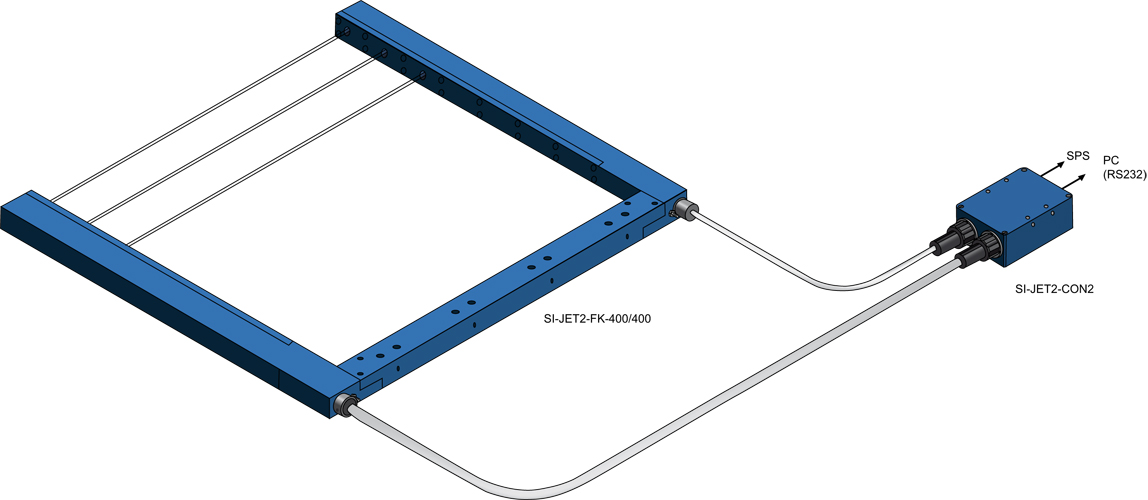
Tip senzor: SI-JET-FK-400/400 (capăt frontal) + SI-JET2-CON2 (aparat de comandă)
Tip senzor: SI-JET-FK-400/400 (capăt frontal) + SI-JET2-CON2 (aparat de comandă)
Acest tip se utilizează mai ales pentru jeturi de pulverizare care au un unghi mare de deschidere. Razele de lumină roșie au o distanță de 50 mm de la centru la centru, iar razele au un diametru de 3 mm. Cu programul de evaluare SI-JET2-Scope V3.0 și cele 5 ieșiri digitale ale aparatului de comandă SI-JET2-CON2, se poate realiza aici un grafic de evoluție (de exemplu, printr-un PLC).
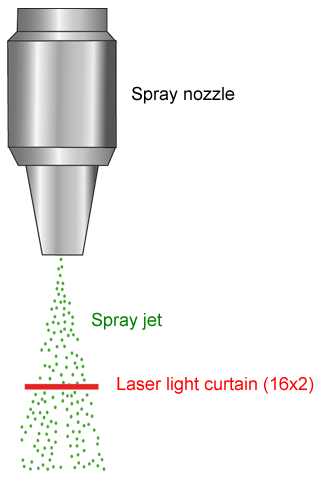
Sistemul cu bandă de lumină - versiunea de scindare
Serie senzor: Seria L-LAS-TB
Tip senzor: L-LAS-TB/90-16x2-T (capăt frontal special) + L-LAS-TB/90-16x1-R (capăt frontal receptor) L-LAS-TB-16-CON1 (aparat de comandă)
Tip senzor: L-LAS-TB/90-16x2-T (capăt frontal special) + L-LAS-TB/90-16x1-R (capăt frontal receptor) L-LAS-TB-16-CON1 (aparat de comandă)
O bandă de lumină laser lată de 16 mm este îndreptată transversal prin duza jetului de pulverizare. La partea opusă a jetului de pulverizare există un detector în linie cu lățime de 16 mm cu 256 pixeli (detectoare foto în miniatură) care înregistrează profilul transversal al laserului. Programul de evaluare L-LAS-JET-Scope calculează profilul efectiv al jetului de pulverizare față de diferența semnalului senzorului de linie în stare neatenuată (jet de pulverizare oprit) și în stare atenuată (jet de pulverizare pornit). Profilul jetului de pulverizare poate fi salvat în memoria calculatorului ca fișier cu număr consecutiv, ceea ce face posibilă crearea unui „studiu al profilului jetului de pulverizare”.

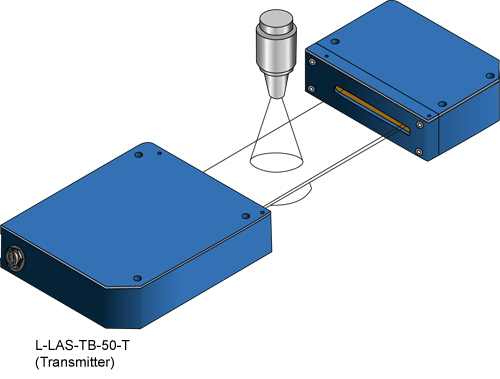
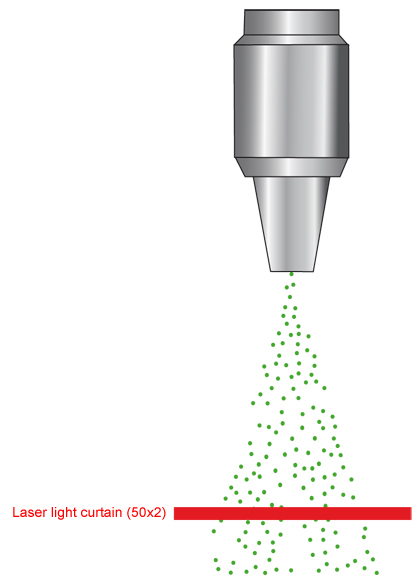
Serie senzor: Seria L-LAS-TB
Tip senzor: L-LAS-TB-50-T (transmițător) + L-LAS-TB-50-R (receptor, inclusiv aparat de comandă)
Această versiune funcționează cu o perdea de lumină laser lată de 50 mm. Detectorul în linie are aprox. 800 de pixeli. Programul de evaluare L-LAS-JET-Scope oferă un profil al jetului de pulverizare care poate fi salvat în memoria calculatorului ca fișier cu număr consecutiv și astfel poate fi utilizat pentru studierea profilului de pulverizare.
Serie senzor: Seria L-LAS-TB
Tip senzor: L-LAS-TB-75-T (transmițător) + L-LAS-TB-75-R (receptor, inclusiv aparat de comandă)
Comparabil cu tipul L-LAS-TB-50, însă cu o perdea de lumină laser de 75 mm și un detector în linie cu aprox. 1200 pixeli.
Serie senzor: Seria L-LAS-TB
Tip senzor: L-LAS-TB-100-T (transmițător) + L-LAS-TB-100-R (receptor, inclusiv aparat de comandă)
Comparabil cu tipul L-LAS-TB-50, însă cu o perdea de lumină laser de 100 mm și un detector în linie cu aprox. 1600 pixeli.
Echipamentul software pentru controlul jetului de pulverizare
1. Software pentru sisteme cu o singură rază sau două raze A-LAS-CON1-Scope V3.0
Programul A-LAS-CON1-Scope V3.0 se poate utiliza pentru măsurarea absolută și relativă. În modul de măsurare absolută, datele brute (la sistemul cu o singură rază, canalul A, la sistemul cu două raze canalul A și canalul B), de pe o parte, sunt monitorizate dacă canalul A (plus canalul B în sistemul cu două raze) se află în plaja de toleranță reglabilă (fie continuu, fie la un anumit moment de declanșare) și, pe de altă parte, la un eveniment declanșator, ieșirea analogică este „înghețată” atâta timp cât nu este suprascrisă de un nou eveniment declanșator. În modul relativ, aparatul de comandă compară în continuu semnalul de intrare actual cu valoarea curentă maximă (reglabilă cu constanta de timp variabilă) și produce așa-numita valoare normală NORM A (și NORM B într-un sistem cu două raze)
Într-un sistem cu două raze relația  oferă informații despre simetrie.
oferă informații despre simetrie.
Datele sunt afișate pe ecranul calculatorului în forma numerică și cea grafică.
Datele sunt afișate pe ecranul calculatorului în forma numerică și cea grafică.
2. Software pentru sistemul cu trei raze SI-JET2-Scope V3.0
Din cele 3 valori brute variabile L, C, R ale celor trei canale de intrare, programul SI-JET2-Scope V3.0 determină densitatea jetului de pulverizare (DENSITY) precum și două valori de simetrie, simetria 1 (SYM1) și simetria 2 (SYM2).
MODUL DE EVALUARE ABSOLUT (EMA):
În EMA, cele trei valori brute L, C și R se utilizează pentru a determina densitatea, simetria 1 și simetria 2: DENSITY= SYM1= SYM2= Valorile actuale pentru DENSITY, SYM1 și SYM2 sunt afișate pe interfața utilizatorului Windows® user în formă grafică și numerică. Valorile brute sunt vizualizate și sub forma graficelor cu bare.
MODUL DE EVALUARE RELATIV (EMR):
În EMR, cele trei canale de intrare L, C, R (stânga, centru, dreapta) sunt normate față de valorile lor maxime respective care au fost determinate în ultimul minut. Se aplică următoarele reguli pentru densitate și cele două valori de simetrie:
Procesul de instruire
Tabelul de INSTRUIRE se afișează când butonul programului PARA este activat. Când se apasă butonul GO, datele actuale calculate în senzor pentru DENSITY, SYM1 ȘI SYM2 sunt afișate pe interfața utilizatorului calculatorului. Când se apasă butonul TEACH DATATO (clic cu mouse-ul pe interfața utilizatorului Windows ®), datele vor fi scrise în TEACH TABLE. DTO se utilizează pentru a defini toleranța pentru densitate, S1TO definește toleranța pentru simetria 1, iar S2TO pentru simetria 2.
Când s-a „instruit” o stare (vector), aceste informații trebuie să fie trimise către senzor prin clic pe butonul SEND (TRIMITERE).
Când se apasă butonul GO, pe graficul afișat se indică toleranțele actuale DTO, S1TO și S2TO.
Câmpul V-No. informează dacă jetul actual de pulverizare se află în toleranțele vectorului respectiv.
