








Traduire cette page:
Contrôle de surfaces et les tâches de comptage
24.11.2021
| Lors de la conception de systèmes de vaporisation, il faut veiller à ce que les capteurs soient adaptés à la géométrie du cône de vaporisation et la quantité vaporisée de l’application respective. En outre, la géométrie du cône de vaporisation ainsi que la quantité vaporisée dépendent du fluide utilisé (apprêt, colle, solvant, eau, alcool, peinture, etc.) ainsi que de l’ouverture de pulvérisation, de la surpression et du dosage de la quantité vaporisée. Notamment lors de l’utilisation de fluides visqueux et collants (colle) en tant que produit vaporisé, il peut arriver qu’une partie de l’ouverture de pulvérisation se colle, ce qui conduit à un changement à la fois de la quantité vaporisée et de la géométrie de pulvérisation. Le jet de pulvérisation peut ainsi être modifié au niveau du sens et de l’angle d’ouverture. Lors de la conception du système de contrôle du jet de pulvérisation, il est important de se poser quelques questions centrales. ► Communiqué de presse (Word/pdf) |
 A-LAS-CON1 Série L-LAS-TB-...-AL-SC Série SI-JET SPECTRO-1-CONLAS Série SPECTRO-1-FIO SPECTRO-1-FIO-JC |
| Un revêtement de surfaces est souvent réalisé par application pulvérisée. Le revêtement des différents objets doit idéalement être réalisé de la façon la plus homogène possible. Des inclusions d’air dans le fluide pulvérisé, une obturation partielle de l’ouverture de sortie des buses ou bien une baisse abrupte de la pression dans le système de pulvérisation peuvent cependant conduire à un manque d’homogénéité dans l’aspect de la pulvérisation et par conséquent à un revêtement irrégulier de la pièce à usiner. La détection en temps utile d’un écart par rapport à une procédure de pulvérisation idéale permet maintenant de rectifier en contrôlant en continu le jet de pulvérisation. Les systèmes de contrôle du jet de pulvérisation de la série SI-JET et des séries SPECTRO de la société Sensor Instruments GmbH informent à la fois sur la quantité pulvérisée, les suspensions temporelles et la symétrie du jet de pulvérisation On dispose, pour maîtriser la tâche respective à réaliser, de systèmes à 3 jets (SI-JET-CONLAS3 et SI-JET3), de systèmes à 2 jets (SPECTRO-2) et de systèmes à 1 jet (SPECTRO-1), mais aussi de rideaux lumineux continus (L-LAS-TB-…-SC). ► Communiqué de presse (Word/pdf) |
 Série SI-JET Série SPECTRO-2 Série SPECTRO-1 Série L-LAS-TB-AL-SC |
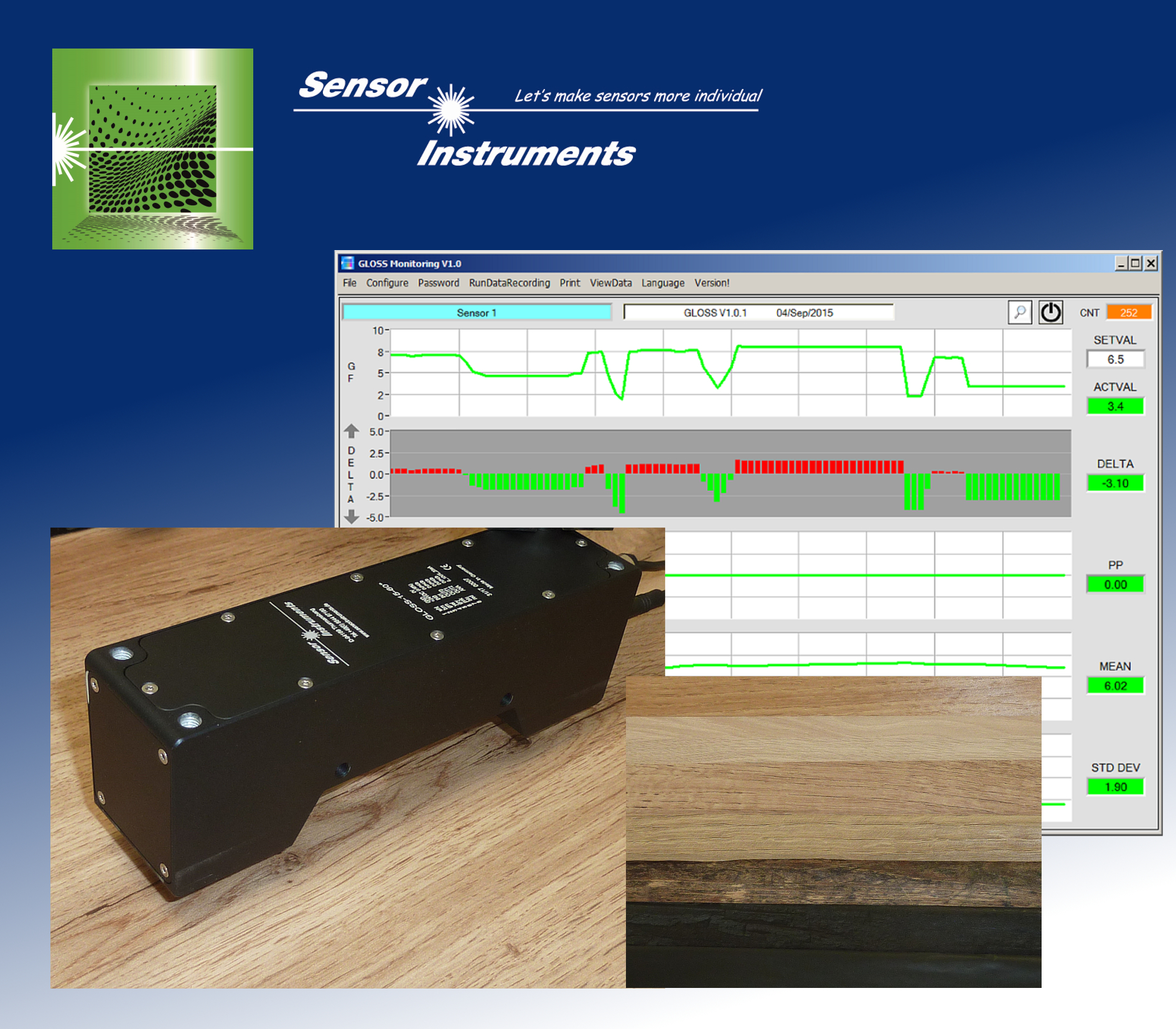
| Notre œil réagit en premier lieu aux différences de contraste (et donc les différences de brillance) ainsi que les différences de couleur dans le champ de vision observé. Si le regard balaye par exemple un sol fraîchement posé consistant en panneaux unitaires, les plus petits écarts de couleur et de brillance entre les différents panneaux conduisent à des irritations de l’observateur. Il n’est pas étonnant que le fabricant déploie de grands efforts pour éviter le plus possible toute rupture de couleur et de brillance entre les différents panneaux. Si on disposait jusqu’ici en premier lieu d’appareils en ligne d’appareils manuels, donc d’appareils de mesure hors ligne, il existe maintenant également une alternative en ligne. Les capteurs de brillance de la série GLOSS de la société Sensor Instruments GmbH permet de déterminer de la surface en bois peinte à mesurer dans les angles de 20°, 60° et 85° à une distance de la surface de 20 mm, 15 mm et 5 mm (selon le type de capteur : GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Communiqué de presse (Word/pdf) |
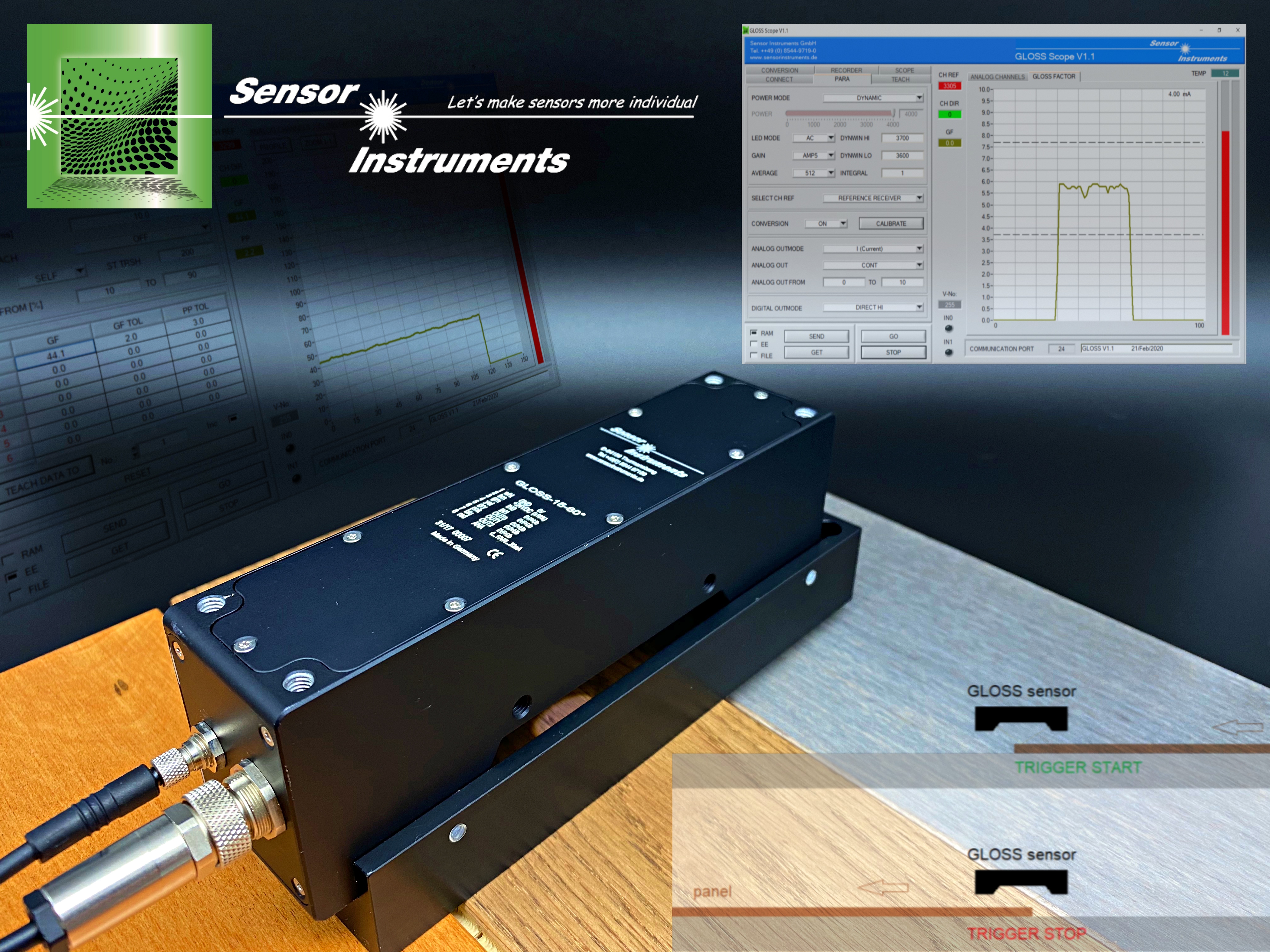 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° Série GLOSS |
| L’utilisation d’huiles l’usinage de métaux pendant le processus de formage est indispensable. Les huiles de coupe, par exemple, appliquées sur des bandes métalliques, assurent une faible usure sur les outils d’estampage. Mais pendant un usinage avec enlèvement de copeaux, les huiles de forage apportent une contribution indispensable à la protection des outils de forage et de fraisage. Les huiles servent en outre de protection contre la corrosion de produits semi-finis tels que les tôles, mais également les feuilles métalliques. Après la transformation ultérieure en revanche, il est nécessaire d’éliminer les résidus d’huile des produits finis avec le moins de résidus possibles. On se sert à cet effet d’installations de nettoyage spéciales, dans lesquelles les pièces métalliques sont lavées et séchées. Afin que les directives de protection de l’environnement puissent désormais être respectées pendant l’application de l’huile et que les aspects économiques soient également pris en considération, il est recommandé de déterminer la quantité de l’application d’huile. Une détermination de la quantité d’huile peut désormais également avoir lieu EN LIGNE. On a sous la main plusieurs procédés de mesure à cet effet, que nous allons aborder encore plus précisément dans les sections suivantes. Il est possible de surveiller le processus de nettoyage à l’aide des mêmes capteurs. L’exigence est cependant ici d’enregistrer, de préférence EN LIGNE, de façon sûre des quantités de résidus d’huile aussi faibles soient-ils. Notamment dans le cas des composants conducteurs électriquement, comme par exemple des rails en cuivre ou des câbles haute tension, on exige une résistance de transition aussi faible que possible, sachant qu’une couche d’huile résiduelle représente un problème à ce sujet, l’efficacité de la performance étant tout de même gênée dans des proportions considérables. ► Communiqué de presse (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
| Des huiles d’emboutissage vaporisées sont de plus en plus utilisées dans la fabrication de pièces embouties et pliées. L’idée consiste ici à laisser aussi peu de résidus d’huile que possible sur les pièces métalliques embouties ou formées. On s’épargne ainsi dans de nombreux cas le processus de nettoyage lors de la poursuite de la transformation des pièces métalliques. Mais quelle quantité d’huile appliquée demeure maintenant effectivement sur la pièce et combien de temps le processus d’évaporation dure-t-il ? Notre série SPECTRO-M répond à cette question. Nous avions à cet effet appliqué à chaque fois 5 gouttes d’huile (5x20 µl) sur une tôle en acier dégraissée et les avons réparties sur une surface ayant un diamètre de 70 mm. L’épaisseur de la couche d’huile était au début de la procédure de mesure à peu près de 25 µm. Le capteur SPECTRO-M-10-MIR/(MIR1+MIR2) a ensuite été placé au milieu de la tâche d’huile et la mesure a pu commencer : nous considérons deux fenêtres de mesure à l’aide du capteur MIR ; toutes deux se situent dans la plage infrarouge moyenne (en bref en plage MIR). Il faut ici noter qu’une de ces deux fenêtres de plage de longueurs d’ondes réagit à la présence d’huile (ici désignée par CH0), tandis que la seconde fenêtre de mesure (CH1) n’en est pas affectée. Le déplacement du rapport des deux fenêtres de mesure en présence d’huile permet de déterminer la quantité d’huile à l’intérieur de la plage de détection. ► Communiqué de presse (Word/pdf) |
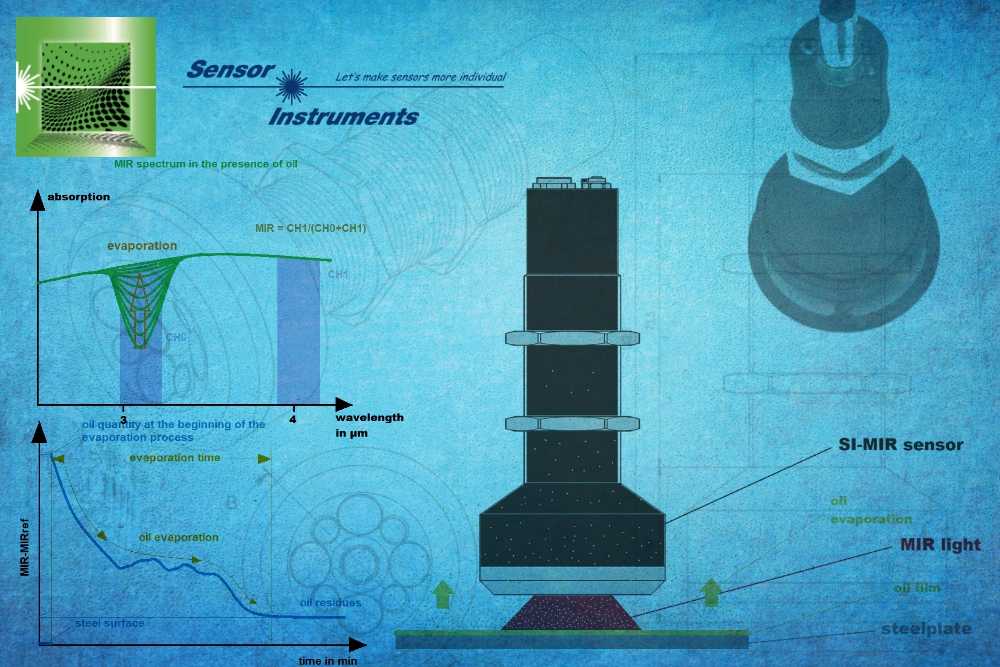 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
| Si on souhaitait par exemple déterminer l’épaisseur d’une couche de peinture d’impression appliquée de façon homogène sur du papier, la méthode du grammage serait un moyen adéquat pour déterminer cette dernière. Le grammage de la peinture d’impression ne devrait pas être très éloigné du grammage d’un papier ayant une épaisseur habituellement comprise entre 0.05 mm et 0.2 mm. Des balances ayant une précision en conséquence devraient mener ici à un résultat fiable. Mais que se passe-t-il si, au lieu d’une peinture d’impression et au lieu d’une feuille de papier, on utilise une tôle en acier ayant par exemple une épaisseur d’1 mm ? La méthode du grammage devrait ici atteindre ses limites. Comment peut-on alors tout de même déterminer de façon fiable des épaisseurs de couche d’huile sans de trop grands efforts ? Il faudrait d’une part nommer la méthode de la fluorescence, dans laquelle de la lumière UVA est utilisée pour stimuler la fluorescence. L’émission secondaire a ici lieu dans la plage de longueurs d’ondes visibles. L’intensité de la fluorescence est ici une mesure de l’épaisseur de la couche d’huile. Il faut toutefois noter ici que la puissance du signal (fluorescence) ne dépend pas seulement de l’épaisseur de la couche, mais aussi du type d’huile utilisée, et que par ailleurs la surface métallique, qui joue quasiment le rôle d’un réflecteur, a également une influence sur la hauteur du signal. En outre, il existe également des huiles pour lesquelles l’effet de fluorescence fait complètement défaut voire est pratiquement inexistant, ce qui empêche d’envisager la possibilité de mesurer l’épaisseur de couche de cette manière. Si on dirige par contre le regard vers la plage d’infrarouge moyenne (IRM), on peut constater qu’une absorption significative a quasiment lieu dans une plage de longueurs d’ondes du fait du banc dans le cas des huiles examinées jusqu’à présent, tandis que d’autres plages de longueurs d’ondes ne sont pas affectées par la présence d’huile. Si on découpe maintenant par la pensée cette fenêtre de longueurs d’ondes du spectre IRM et si on compare ensuite ce comportement d’absorption normé avec l’absorption (observée dans une seconde fenêtre de longueurs d’ondes neutre par rapport à l’huile), il en résulte dans une première approximation un rapport proportionnel entre l’épaisseur de la couche d’huile et le signal normé. Le capteur SPECTRO-M-10-IRM/(MIR1+MIR2) dispose désormais exactement desdites fenêtres de longueurs d’ondes. ► Communiqué de presse (Word/pdf) |
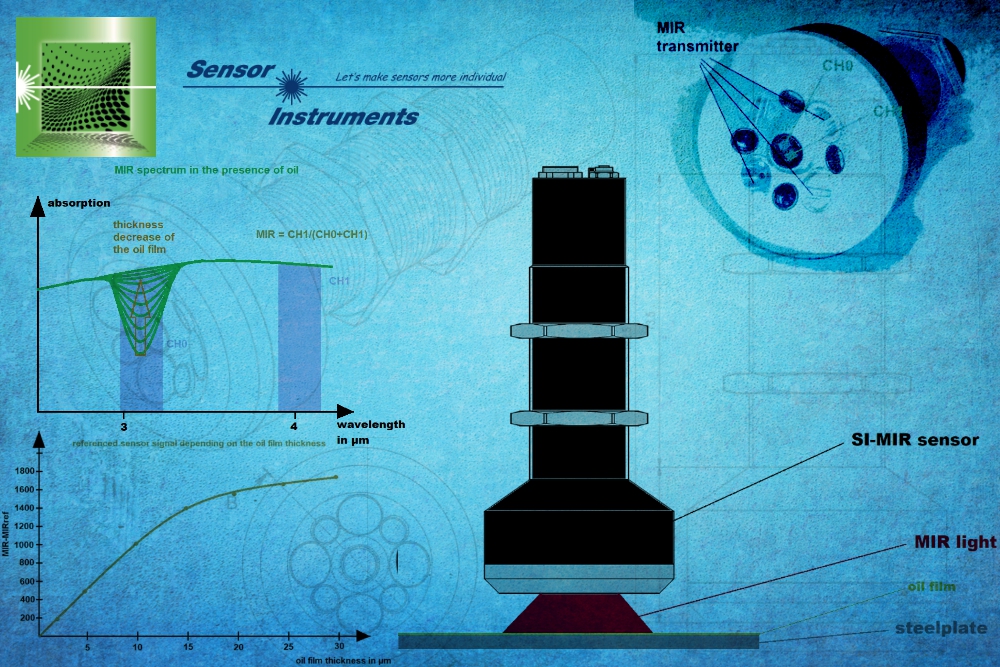 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
| La tension monte ! Notamment les utilisateurs d’installations de nettoyage destinées au nettoyage de pièces métalliques, par exemple de pièces embouties, ont toujours attendu fiévreusement le résultat de l’opération de lavage : la tension – nous entendons par là la tension de surface – a-t-elle dépassé le seuil de 38 mN/m, voire de 44 mN/m ? Dans la pratique, une pièce métallique est ici considérée comme quasiment dégraissée si ces valeurs (l’une ou l’autre valeur vaut en fonction du but d’utilisation) ont été dépassées. On utilisait jusqu’à présent de l’encre de test pour prouver la tension de surface. Ces liquides existent avec différentes valeurs de tension, commençant en règle générale à 30 mN/m jusqu’à 30 mN/m avec des graduations de 2 mN/m à chaque fois (30 mN/m, 32 mN/m, …, 48 mN/m, 50 mN/m). Si l’encre de test ne perle pas de la surface métallique après avoir été appliquée, c’est que la tension de surface de la pièce métallique se situe au-dessus de la valeur indiquée sur l’encre de test. Si l’encre de test au contraire perle de la surface métallique, c’est que la tension de surface de la pièce métallique se situe en dessous de la valeur indiquée sur l’encre de test. La tension de surface peut être de cette manière déterminée avec une précision d’environ 2 mN/m. Qu’exprime la tension de surface par rapport à la consistance de la surface métallique respective ? Les surfaces métalliques dégraissées présentent une tension de surface supérieure à 50 mN/m (déterminée au moyen de la méthode de l’encre de test). Si la surface métallique est au contraire recouverte d’un film d’huile (par exemple par huilage des bandes d’emboutissage avant l’opération d’emboutissage), la valeur peut parfois tomber en dessous de 30 mN/m (en fonction de l’épaisseur de couche). La méthode de l’encre de test permet donc de constater si la surface métallique est recouverte d’un film d’huile, ou bien si celle-ci a déjà été déshuilée ou dégraissée. Même les épaisseurs de couche d’huile de moins d’1 µm peuvent être prouvées par cette méthode. Des essais avec différentes huiles ont montré que presque toutes les huiles présentent une absorption sélective dans le spectre infrarouge moyen (MIR). Si on tire maintenant profit de ces propriétés on peut, en comparant deux plages de longueurs d’ondes MIR (dont une partie représente la zone neutre, c’est-à-dire la zone dans laquelle aucune absorption sensible provoquée par l’huile ne se produit), d’abord tirer une conclusion sur l’épaisseur de la couche d’huile après un calibrage en conséquence du système de mesure SPECTRO-M-10-MIR/(MIR1+MIR2), et dans une étape ultérieure faire apparaître la valeur de tension de surface respective. ► Communiqué de presse (Word/pdf) |
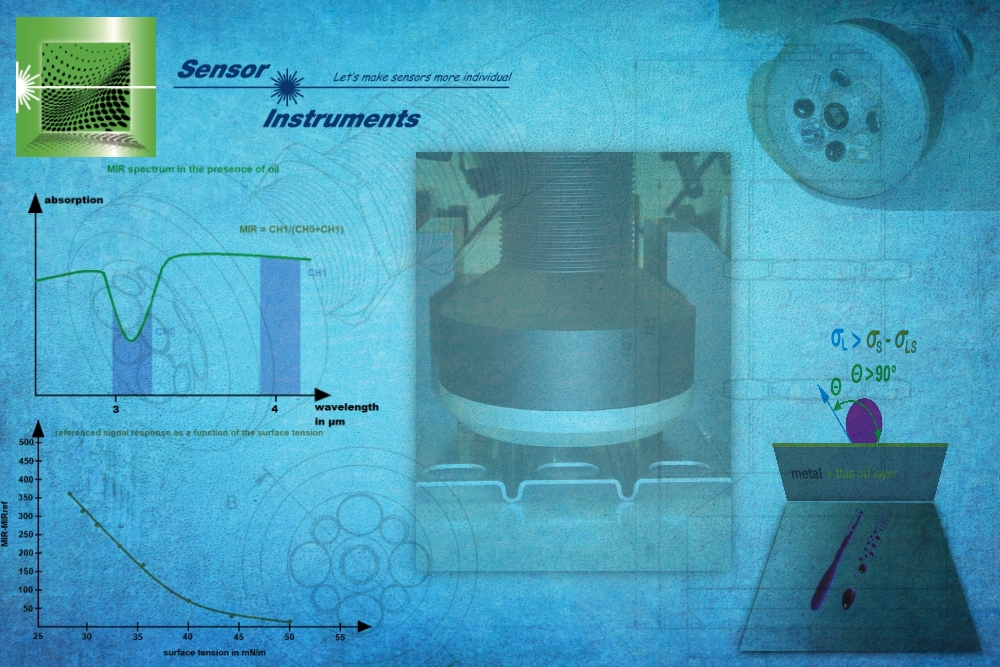 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
| Mesure de l’épaisseur de films en plastique minces et transparents Notamment dans le cas des films étirables, il est important de pouvoir déterminer l’épaisseur même après la production (y compris après l’opération d’étirement). Vous disposez maintenant, avec le système de mesure SPECTRO-MIR-10, d’un appareil qui permet des mesures en ligne et hors ligne rapides, précises et insensibles à la lumière extérieure. Le logiciel Windows® SPECTRO MIR Scope V1.0 permet de calibrer le système de mesure sur le type de film respectif. Outre le logiciel de paramétrage, on dispose en outre à cette occasion du logiciel de surveillance SPECTRO MIR Monitoring V1.0, qui permet à la fois d’enregistrer les données de mesure et de les afficher au plan graphique et numérique, entre autres aussi des tendances. ► Communiqué de presse (Word/pdf) |
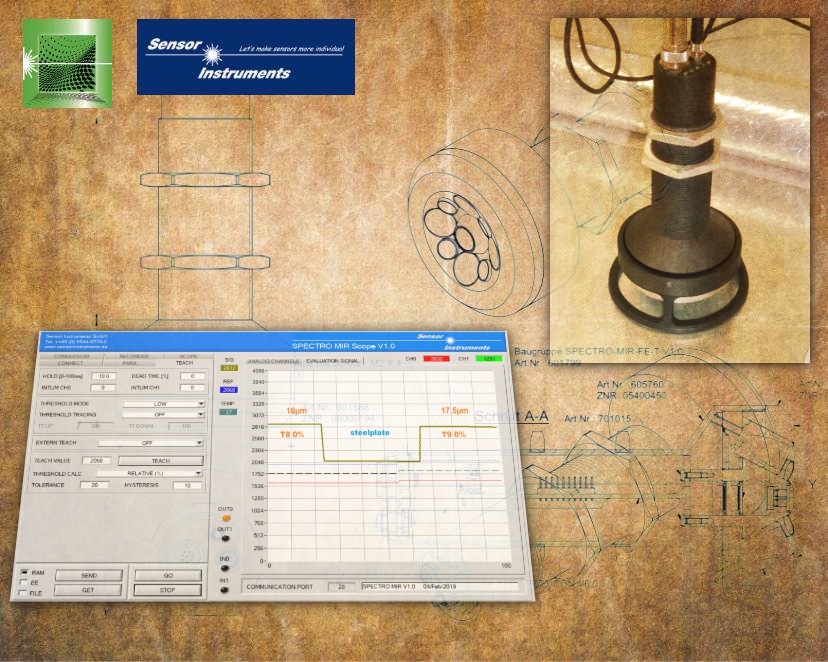 SPECTRO-MIR-10 Série SPECTRO-MIR |
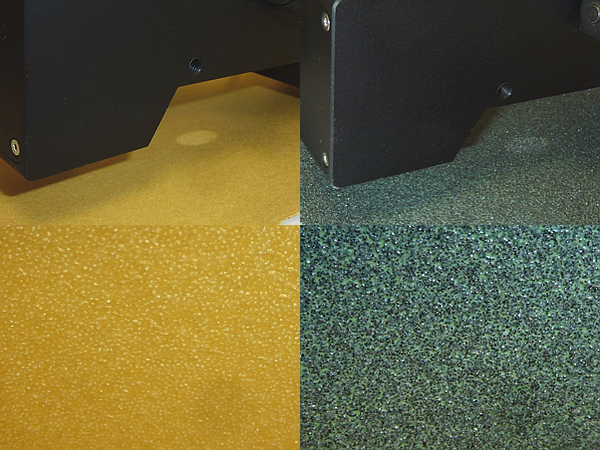
| Chers fabricants de sols en vinyle, plus de craintes à avoir, nous trouverons la faille! Les détecteurs RED-50-L et RED-110-L de la série RED sont particulièrement bien appropriés pour déceler l’interstice correspondant en gros à l’écart entre deux lames de parquet. Ils sont en mesure de détecter des interstices excédant une profondeur et une largeur d’env. 0,05 mm. Le logiciel du détecteur de bords laser permet l’adaptation à différentes finitions de surface: du clair au foncé et du mat au brillant. Avec une fréquence de balayage maximale typ. de 85 kHz, le capteur est également tout à fait apte à traiter rapidement les objets. ► Communiqué de presse (Word/pdf) |
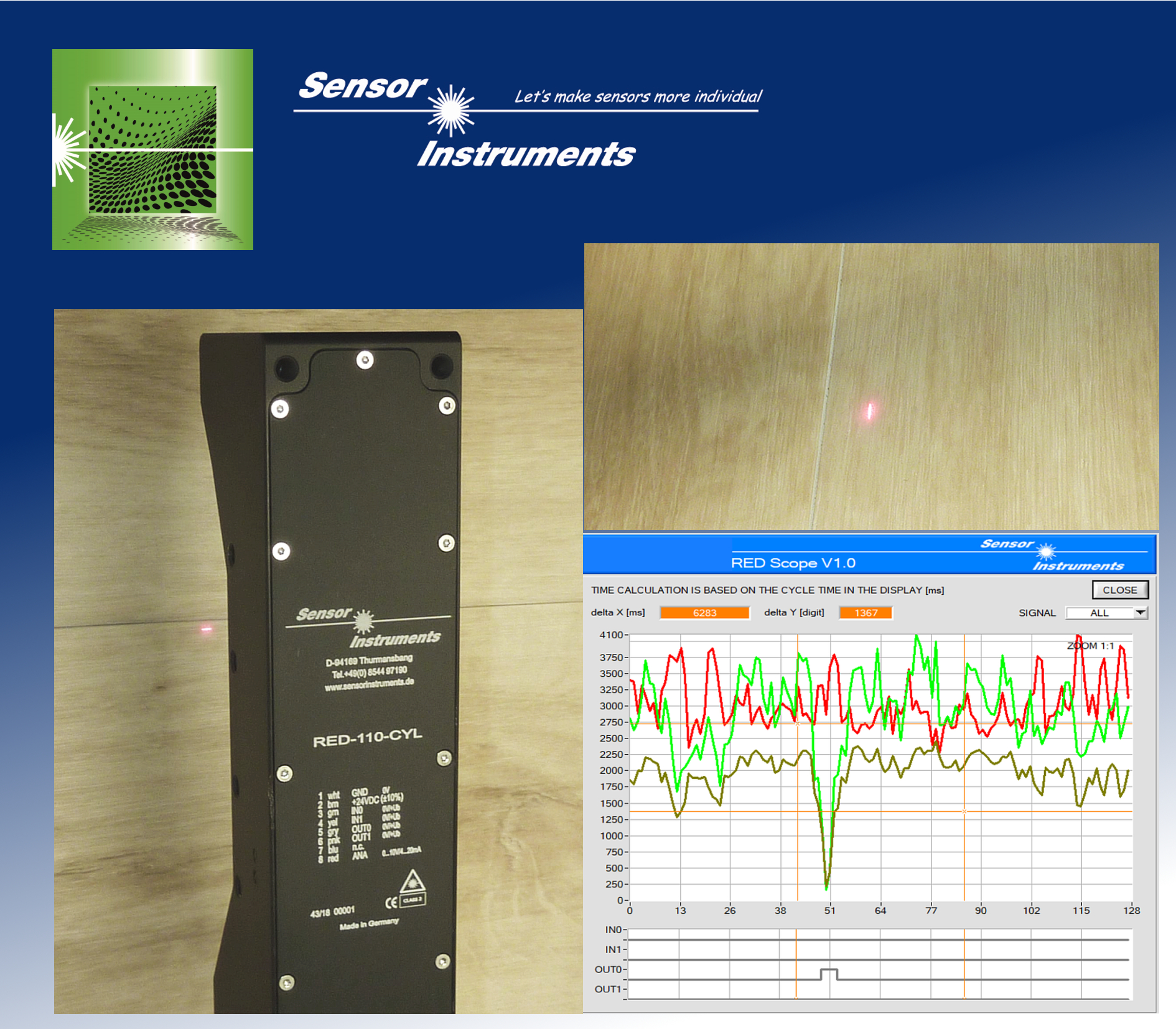 RED-110-L Série RED |
| Après l’opération de mise en peinture de plaques métalliques, il est nécessaire de mesurer à la fois la couleur et le degré de brillance. Pour réagir le plus rapidement possible aux éventuels écarts du degré de brillance par rapport à la valeur de consigne respective, la mesure de la brillance a lieu en ligne et, si possible également, conjointement au processus, c’est-à-dire après l’opération de mise en peinture. On utilise à cet effet un capteur de brillance de la série GLOSS (GLOSS-15-60°), qui permet de mesurer le degré de brillance à partir d’une distance de l’objet de 15 mm. ► Communiqué de presse (Word/pdf) |
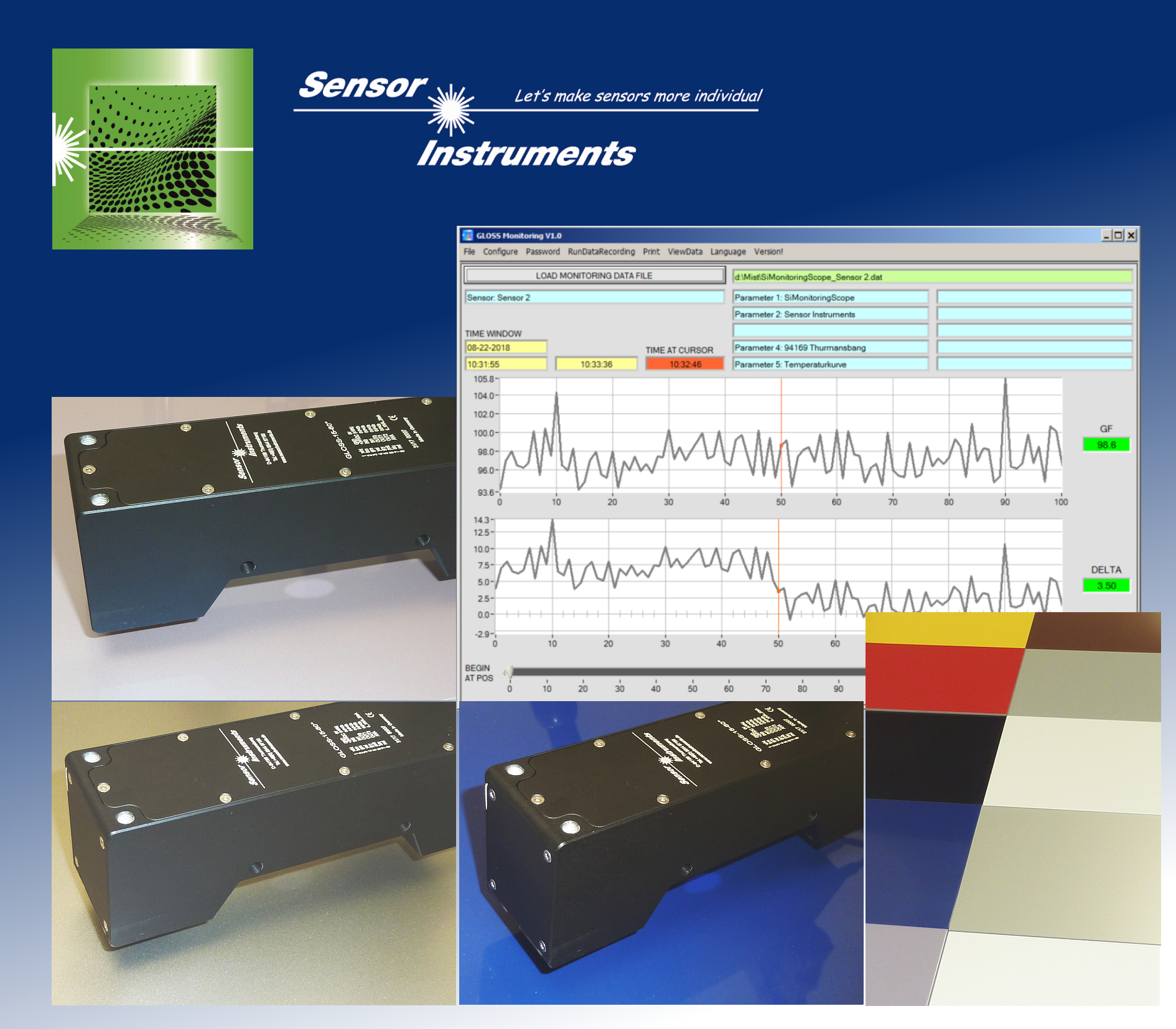 GLOSS-15-60° Série GLOSS |
| Dans le secteur de l’ameublement et dans celui des revêtements de sol, les films à base de papier sont de plus en plus fréquemment utilisés en remplacement des films plastiques. On trouve ainsi des papiers décoratifs pour, par exemple, les cuisines. les meubles et les sols stratifiés. Que ce soit pour les films décoratifs en plastique ou à base de papier, il convient de veiller à assurer qualité constante et brillance extérieure pendant la production. Le capteur de brillance GLOSS-15-60, qui permet de mesurer en continu le degré de brillance des films décoratifs, joue ici sans aucun doute un rôle majeur. ► Communiqué de presse (Word/pdf) |
 GLOSS-15-60° Série GLOSS |
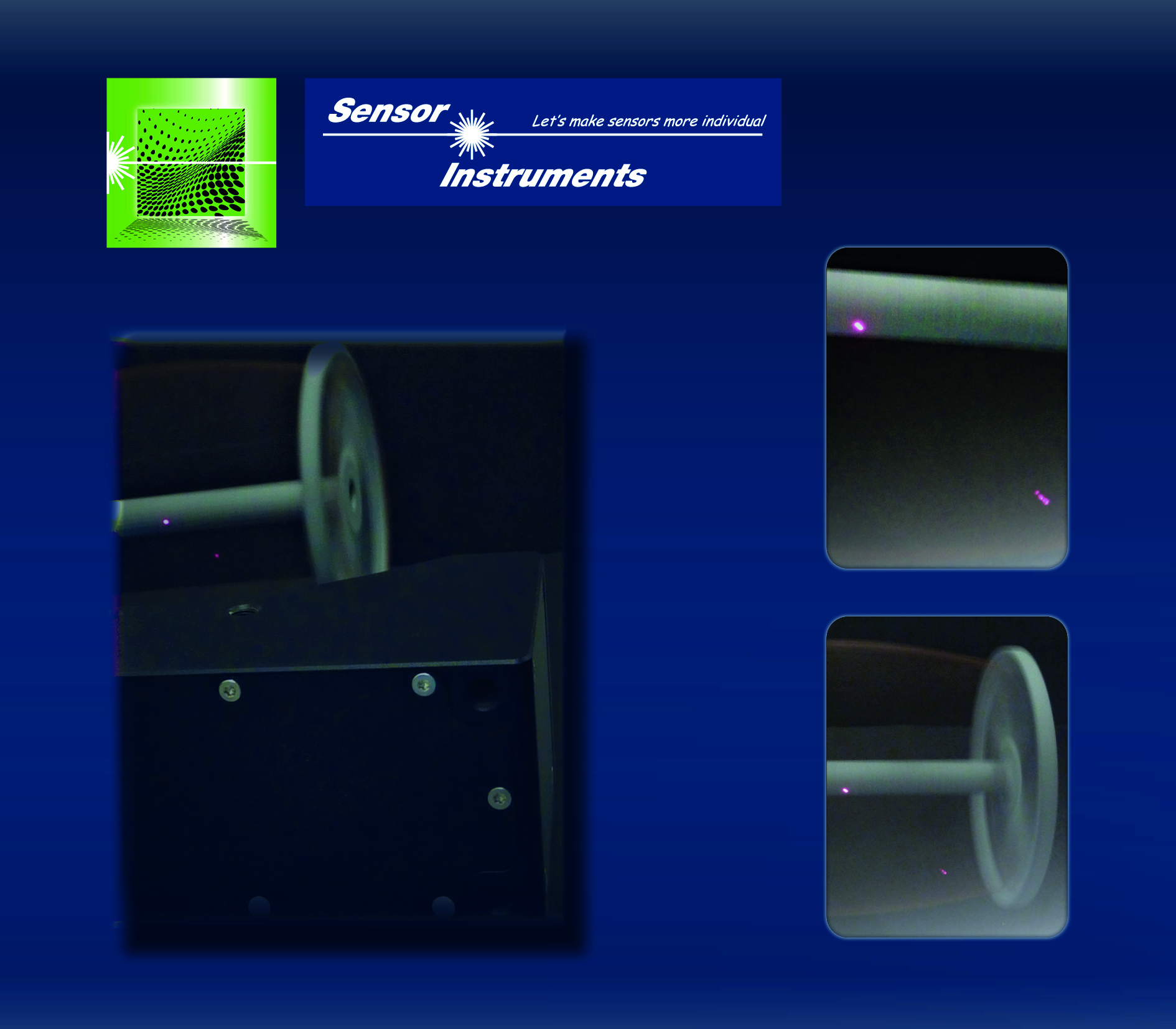
| L’une des dernières étapes de la production de ventilateurs radiaux et axiaux est, entre autres, le contrôle de la réponse en fréquence en fonction de la tension c.c. appliquée au ventilateur. La mesure de fréquence peut s’effectuer le plus simplement ici au moyen d’un barrage photoélectrique unidirectionnel (par exemple un D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, disposant d’une fréquence de commutation typ. de 300 kHz). Souvent, lors des tests, on ne peut cependant accéder que d’un côté aux pales de rotor du modèle de ventilateur respectif, et l’on doit faire par conséquent appel à une variante à réflexion. Les détecteurs de bords de la série RED (RED-50-L resp. RED-110-L) peuvent s’avérer alors très utiles. ► Communiqué de presse (Word/pdf) |
 RED-50-L, RED-110-L Série RED |
| Lors de la production de tubes flexibles en aluminium, ce qui est important est moins la longueur mesurée des tubes flexibles mais bien plus le nombre de plis présents car la longueur réelle ne peut être mesurée qu’avec une précision insuffisante, en raison de l’« effet accordéon » du matériau. Il est possible d’utiliser dans ce contexte un détecteur de bord de la série RED (par ex. RED-50-L ou RED-110-L) pour le comptage des plis. Le tube flexible en aluminium est ce faisant déplacé le long du capteur laser pendant le comptage des plis. Le capteur fournit pour chaque bord un signal de sortie numérique.
► Communiqué de presse (Word/pdf) |
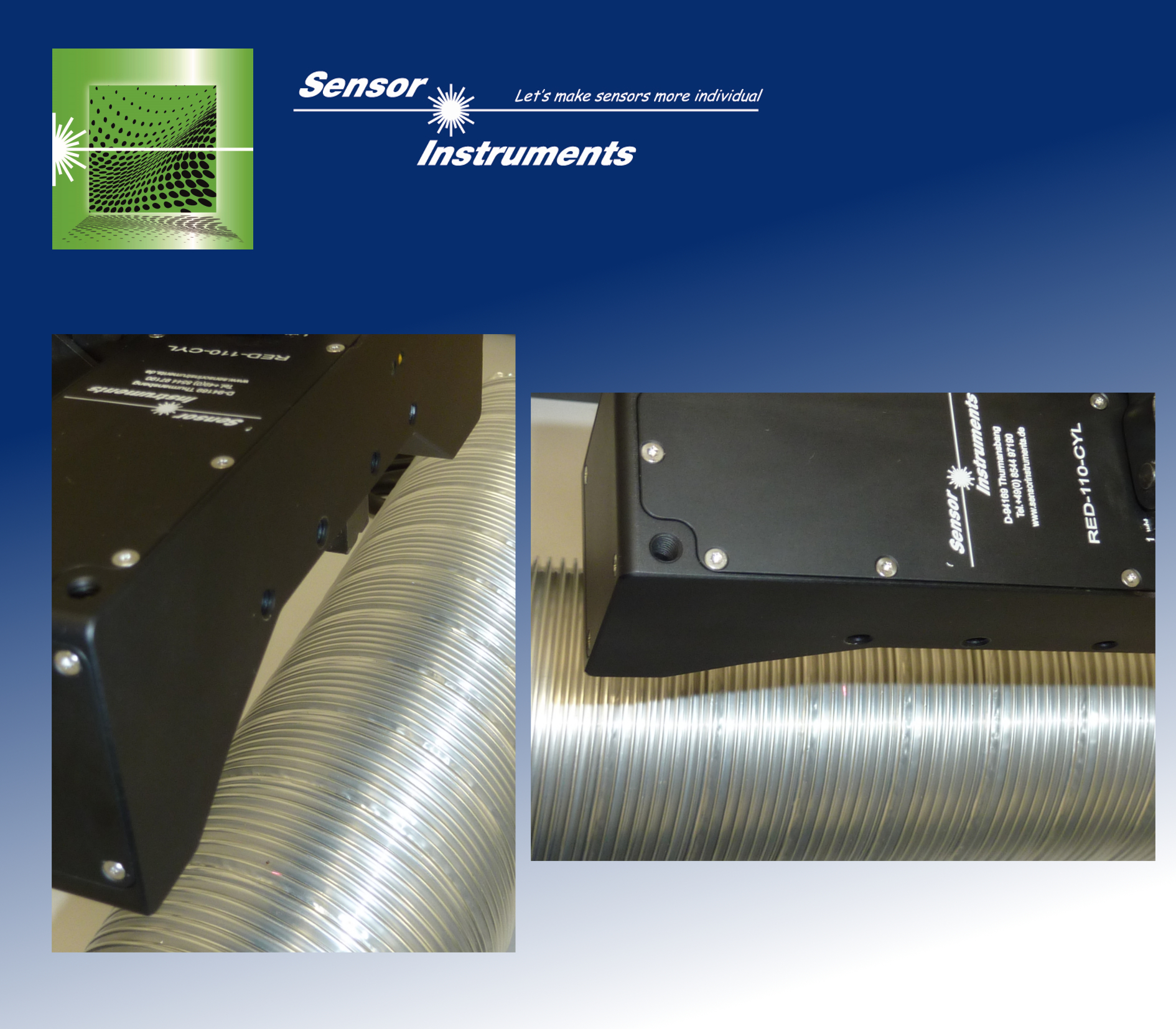 RED-50-L, RED-110-L Série RED |
| La fréquence des roues de turbine qui sont utilisées dans les turbocompresseurs doit être mesurée. Dans ce contexte, des vitesses de rotation atteignant 300 000 tours/minute sont susceptibles de se produire. Habituellement, ces roues de turbines possèdent environ 10 aubes et sont composées d’aluminium fraisé. Si l’on tente maintenant de déterminer visuellement la fréquence de ces roues de turbine, il est nécessaire de prendre en compte que chacune de ces aubes entraîne un changement de signal : il convient donc de compter qu’il y aura jusqu’à 3 000 000 de commutations par minute, ce qui implique une fréquence d’env. 50 kHz (fondée sur les aubes). Même un détecteur de bords du type RED-50-P ou RED-110-P avec sa fréquence de balayage maximale de 100 kHz approche de ses limites dans ce cadre.
► Communiqué de presse (Word/pdf) |
.jpg) RED-50-P, RED-110-P Série RED |
| Lors de la fabrication de papier abrasif, il convient de veiller à ce que la granulométrie, c’est-à-dire la taille de grain du produit abrasif (par exemple oxyde d’aluminium ou carbure de silicium) demeure dans la plage de tolérance autorisée. Des essais préalables en laboratoire ont montré la bonne interaction entre le degré de brillance de la surface du papier abrasif et le grain : plus la granulométrie est fine, plus le degré de brillance est élevé.
► Communiqué de presse (Word/pdf) |
 GLOSS-5-85°, GLOSS-15-60° Série GLOSS |
| Dans la production de câbles ainsi que de conduites haute tension, les fils isolés individuellement ou les fils en aluminium doivent être toronnés les uns avec les autres. Dans la pratique, cette procédure est prise en charge par des installations de fabrications de câbles. Les fils ou brins individuels peuvent dans ce contexte être enroulés autour d’une âme de fil ou de brin. Pour la surveillance d’un bris de fil ou de brin, il est maintenant possible de contrôler relativement facilement l’âme de fil ou de brin au moyen d’un barrage laser approprié avec la procédure de transparence.
Une surveillance des brins extérieurs ou des fils extérieurs peut en revanche être réalisée au moyen d’un détecteur de bords adapté correspondant de la série RED (RED-110-P-F60). ► Communiqué de presse (Word/pdf) |
 RED-110-P-F60 Série RED |
| Dans la technique, les choses se comportent un peu comme dans la vraie vie : tout ne va pas seulement dans un sens. Bien plus, après un « down » (point bas) vient un « up » (point haut), et il en est de même avec les bords : de manière générale, un bord tombant suit un bord montant et vice-versa.
Au sein de la série des détecteurs de bord, les RED-60-CLS-L ainsi que RED-60-CLS-P permettent maintenant une détection des bords montants et tombants. ► Communiqué de presse (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P Série RED |
| Les appareils destinés à enregistrer le degré de brillance sont mis en œuvre depuis des années avec succès dans l’industrie. Trois angles d’observation se sont établis en première ligne en tant que standards dans ce contexte : 20°, 60° et 85°, dans chaque cas mesurés par rapport à l’axe vertical. L’industrie papetière constitue ici une exception, dans laquelle on recourt en premier lieu à un angle d’observation de 45° et de 75°. On utilise la réflexion directe sur la surface de l’objet à examiner pour déterminer la brillance.
|
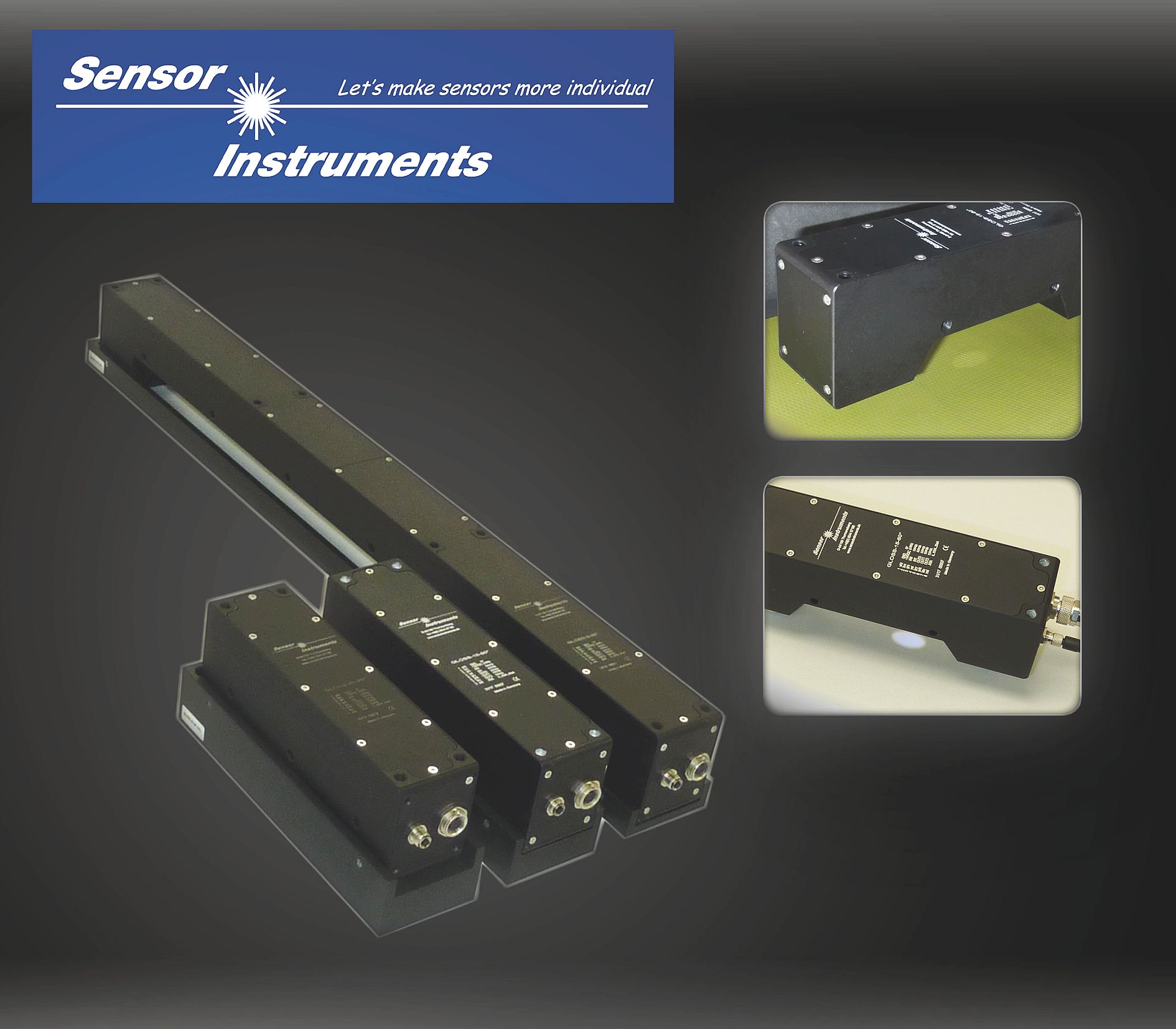 Appareil de mesure de brillance Inline Série GLOSS |
| Afin d’atteindre le débit nécessaire lors de la fabrication de filtres à huile et à air pour l’industrie automobile, le matériau de filtre est plié, ce qui permet de disposer d’une surface de filtre élevée dans un faible espace. Il existe dans ce cadre différentes profondeurs de plis et un nombre varié de plis en fonction du type de filtres.
|
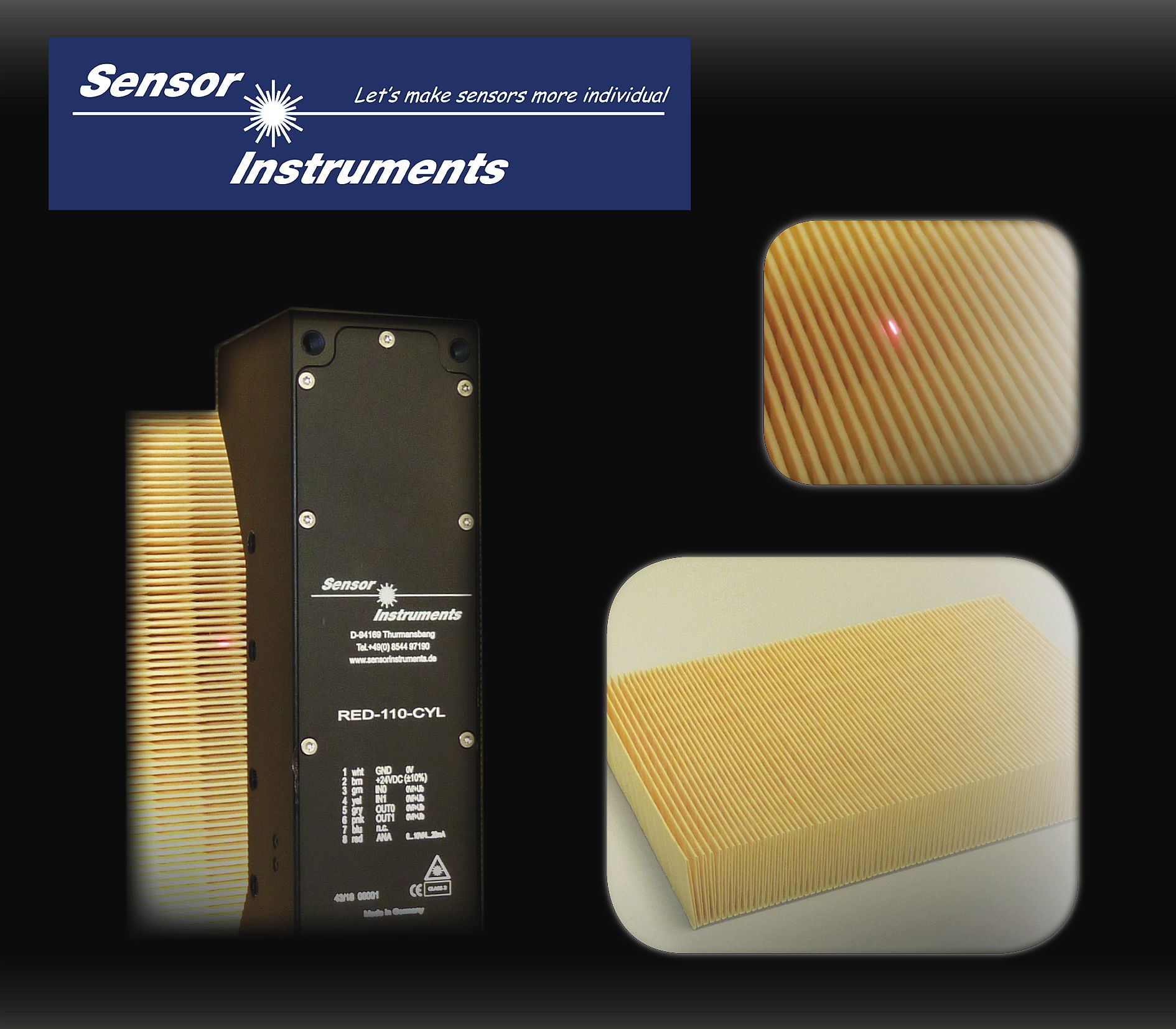 |
| Détecteur de bord laser RED-110-L |
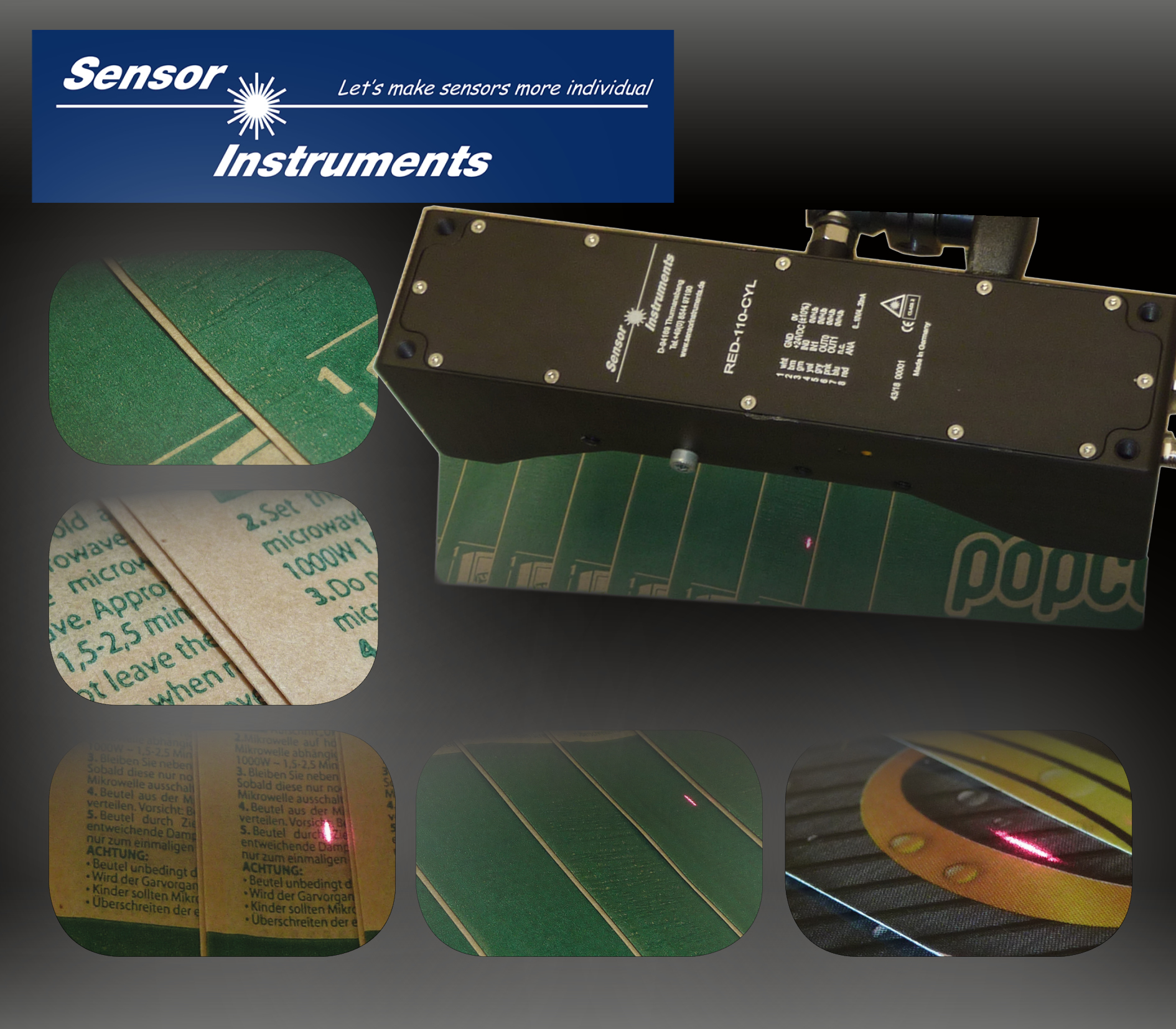
| Pour la détection de cordons de soudure, on pense sans doute d’abord aux capteurs de contrastes ou bien aux capteurs de couleurs. Le cordon de soudure se distingue cependant la plupart du temps assez bien au plan optique du reste de la surface du produit. Il s’avère cependant dans la pratique que ces méthodes se caractérisent par un réajustement et un nouveau paramétrage fréquent.
|
 |
| Détecteur de bord laser RED-110-L |
21.01.2019
| Les anciens détecteurs atteignent notamment leurs limites lors de la saisie et du comptage d’objets empilés transparents tels que des gobelets en plastique ou des couvercles en plastique. Il est cependant important, notamment dans le cadre d’une procédure d’emballage, de placer le nombre d’objets exact dans une unité d’emballage. La série RED fournit ici une aide précieuse (un RED-110-L a été utilisé dans cette application).
|
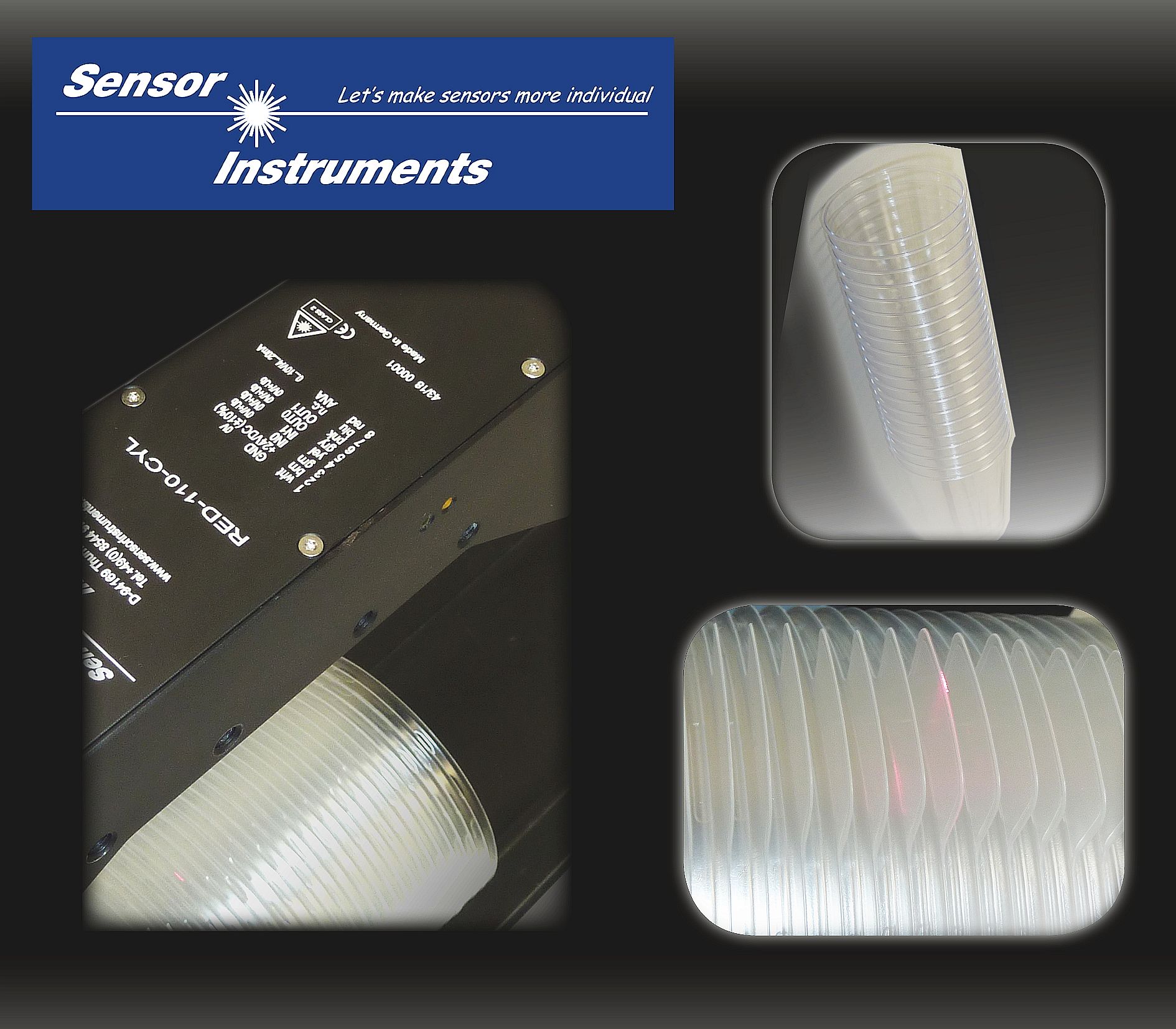 |
| Détecteur de bord laser RED-110-L |
26.11.2018
| Tout semblait d’abord clair comme de l’eau de roche, à nouveau une tâche de mesure que nous pourrons sûrement maîtriser avec brio à l’aide d’un capteur de la série GLOSS. Après tout ce que le client nous avait décrit, beaucoup d’éléments parlaient en faveur d’une mesure du degré de brillance, la question se posant au début consistant uniquement à identifier l’angle sous lequel la mesure devait avoir lieu : 20°, 60° ou peut-être 85° par rapport à la verticale ?
|
 |
| Capteur de brillance GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Le nombre d’exemplaires dans un paquet doit être garanti lors de l’emballage de cartonnages, de magazines mais aussi de feuilles volantes. Les exemplaires sont ici souvent transportés en piles avant, dans le cas des magazines, journaux ou imprimés publicitaires, d’être emballés au moyen d’un empileur tourne-piles. Le flux des piles peut à cette occasion atteindre différentes hauteurs en fonction de l’épaisseur des exemplaires ainsi que la vitesse de leur transport (jusqu’à 10 m/s). ► Communiqué de presse |
 |
| Détecteur de bord laser RED-110-L |