








Przetłumacz tę stronę:
Kontrola koloru i pomiar koloru
16.02.2021
|
Do pomiaru koloru pasm włókien szczególne zastosowanie wykazuje czujnik SPECTRO-3-28-45°/0°-MSM-ANA-DL, który posiada wokół oświetlenie 45° i dobrze wykrywa barwę (poniżej 0°). Odbicia bezpośrednie powstające na przykład podczas pomiaru z powodu niedostatecznego wyschnięcia farb, zostają w znacznym stopniu wyeliminowane. Odległość czujnika od pasma w typowym przypadku zastosowania wynosi 28 mm, a obszar detekcji przy takim odstępie po-siada średnicę ok. 10 mm.. ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
08.02.2021
|
W trakcie kontroli czujnik koloru SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG określa najlepszy wybór kwalifikowany dla tej barwy. ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG SPECTRO-3-MSM-DIG Serie |
25.01.2021
|
W celu przeprowadzenia dalszej obróbki szkła należy dokładnie wiedzieć, gdzie znajduje się strona cynowana a gdzie strona ogniowa. Mikro wtrącenia cyny mogą wpływać przykładowo na oporność elektryczną powierzchni szkła (naniesienie metalowych taśm kontaktowych na tylnej szybie samo-chodu), ale także przy nanoszeniu dalszych warstw na powierzchnię szkła (na przykład warstw o wymiarze nm) jest dla późniejszego zastosowania ważne, na której stronie szkło jest pokryte. Czujnik kontrastu UVC SPECTRO-1-20-UVC-DIL produkcji Sensor Instruments GmbH umożliwia sprawdzanie i odróżnianie strony cynowej od ogniowej. ► Informacja prasowa (Word/pdf) |
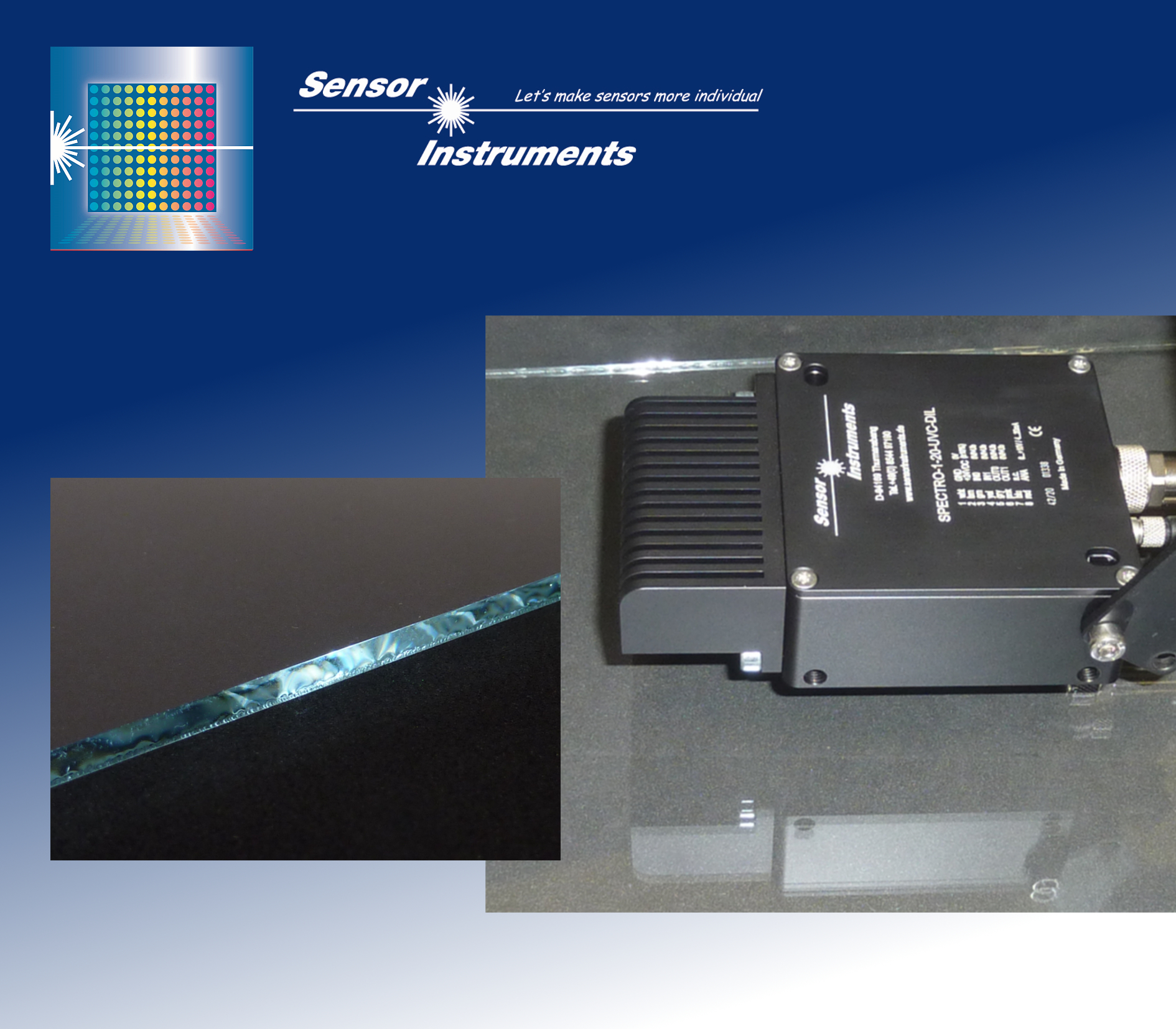 SPECTRO-1-20-UVC-DIL SPECTRO-1 Serie |
26.10.2020
|
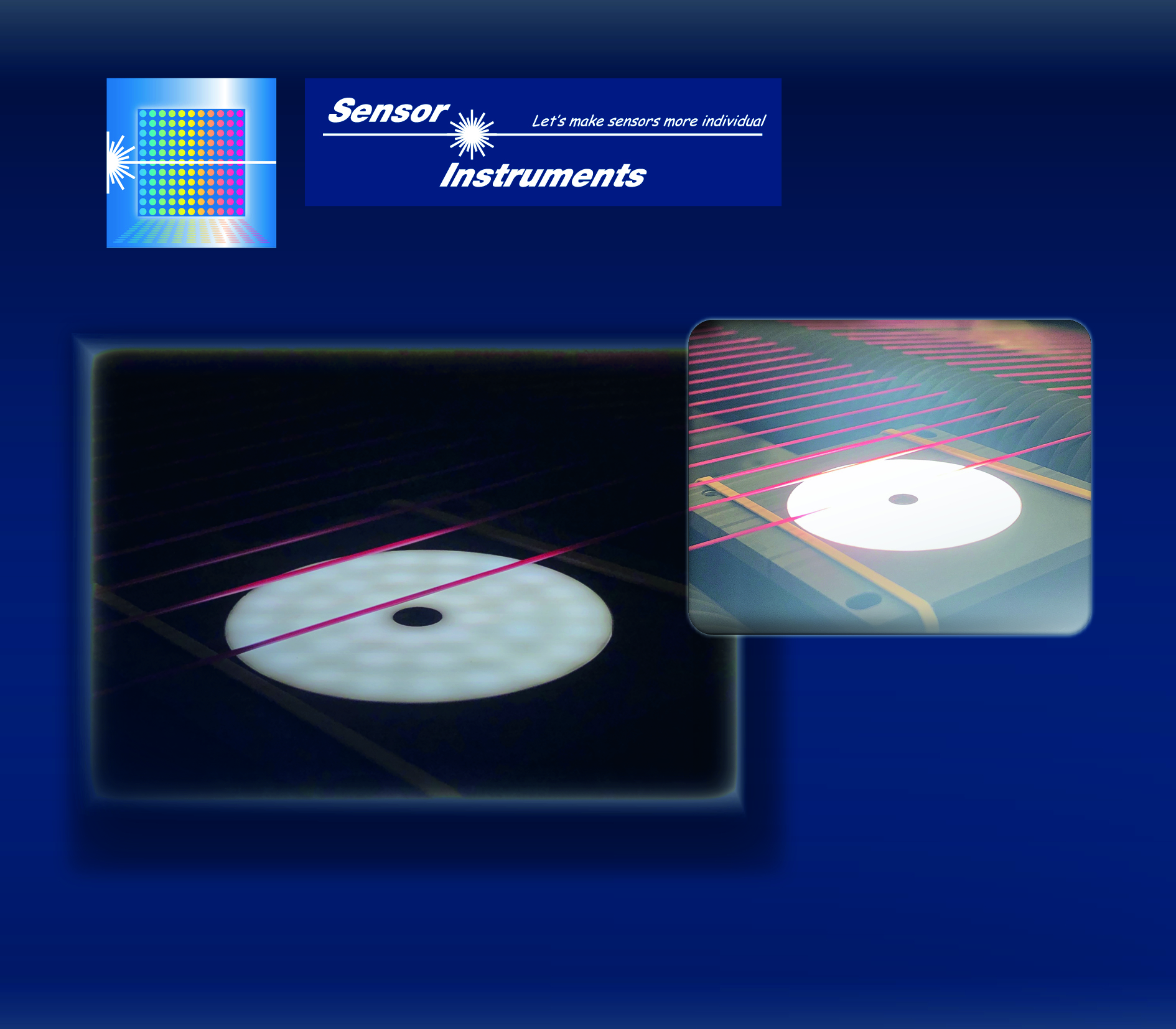
Ciężkie narodziny! Po latach pozostawania w cieniu tak zwanych materiałów pierwotnych recyklaty z tworzyw sztucznych zaczynają tworzyć swoją historię znaczone sukcesami. Składa się na to wiele powodów. Jeżeli początkowo recykling tworzywa sztucznego z powodu wymaganej skomplikowanej technicznie obróbki wstępnej był traktowany jako nieopłacalny, z biegiem czasu dzięki ulepszonej technologii oraz poprawie jakości równocześnie nastąpiło zmniejszenie kosztów procesu. Pomimo, że recyklaty oczekiwały na dokonanie swoistego przełomu, w ostatnich latach Unia Europejska nie stworzyła podstaw prawnych dotyczących postępowania z tworzywami sztucznymi. Ustanowiono na przykład jedynie dyrektywę UE dotyczącą zastosowania minimalnej ilości recyklatów do produkcji butelek z tworzyw sztucznych. Pomimo poprawy właściwości recyklaty z tworzyw sztucznych nie dorównują jeszcze jednak jakością materiałom pierwotnym, na przykład odchyłki koloru w stosunku do oczekiwanego stanu znajdują się stale jeszcze w rozważaniach na porządku dziennym. Środkiem zaradczym służącym do uzyskania zadanej wartości koloru wytwarzanego produktu jest tylko docelowe dozowanie materiału pierwotnego. Aby określić dokładną dozowaną ilość, konieczny jest pomiar koloru recyklatu. Pomiar koloru następuje INLINE, ponieważ wysoka temperatura otoczenia jest winna że, system pomiaru koloru jest zaprojektowany jako światłowodowy (KL-D-0°/45°-85-1200-A3.0-VIS) i pracuje w technologii 0°/45°. W przypadku wielkości plamki światła białego o średnicy 25 mm zostaje uśredniona duża ilość pelletów tak, że na podłączonym na frontend światłowodu module analizującym SPECTRO-3-FIO-MSM-ANA-DL może nastąpić precyzyjne ustalenie wartości koloru (L*a*b* lub xyY). Następuje przy tym przekazywanie wartości koloru do sterowania zespołu dozującego i odpowiednie dodawanie materiału pierwotnego w zależności od przesunięcia koloru wartości zadanej. ► Informacja prasowa (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS SPECTRO-3-MSM-ANA Serie |
09.06.2020
|
Można dokonywać pomiaru koloru na płytach metalowych bezpośrednio po zakończeniu procesu lakierowania. Należy przy ty zwrócić uwagę, że istnieją zarówno powierzchnie o wysokim połysku jak również matowe, a wartość koloru musi zostać ustalona niezależnie od stopnia połysku. Poza tym pomiar musi nastąpić in-line, aby po pierwsze zapewnić 100% kontrolę i po drugie, aby natychmiast usunąć zaistniałe ewentualnie wady.
Jako czujnika pomiaru barwy zalecane jest stosowanie urządzenia z serii SPECTRO-3, które pracuje według metody 45°/0° (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
04.03.2020
|
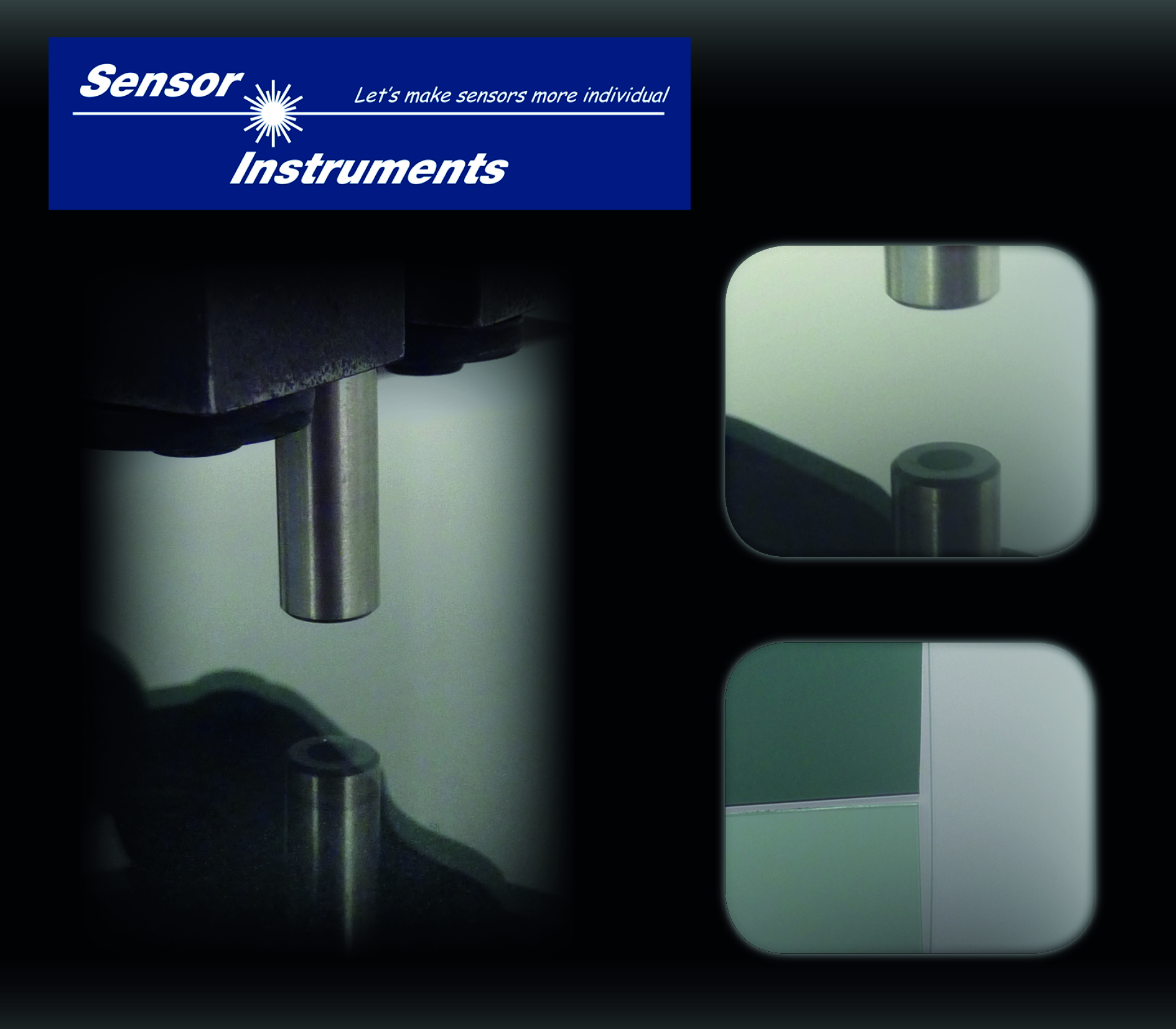
Żyłki z tworzywa sztucznego o różnej grubości, barwie, kształcie oraz powierzchniach o odpowiednich właściwościach znajdują różnorodne zastosowanie w wielu dziedzinach życia. Przykład: jeżeli wytwarzane będą rakiety do gry w tenisa z monofilamentów poliestrowych, profil trójkątny strun nada rakiecie większą rota-cję; w monofilamentach do wytwarzania worków z tworzyw sztucznych o dużych rozmiarach, tzw. big bags, zastosowanie znajdzie przede wszystkim materiał w formie płaskiej taśmy.
W procesie produkcji papieru w strefie mokrej stosowane są sita taśmowe do transportu wykonane z monofilamentów o przekroju okrągłym, a do włosia z tworzywa sztucznego szczoteczki do zębów zostaje wprowadzony materiał ścierny. Ostatnio monofilamenty z two-rzywa sztucznego znalazły zastosowanie w tzw. drukarkach 3D. Także tutaj zastosowanie znajdują żyłki o przekroju okrągłym o różnych średnicach. Dla każdego użytkownika oprócz kształtu duże znaczenie posiada stałość zachowania koloru, ponieważ wszelkie zmiany bar-wy tworzywa sztucznego interpretowane są jako istotne wady jakości. Zwłaszcza w przypad-ku produktów tkanych, jak na przykład sit z tworzywa sztucznego, big bags lub rakiet teniso-wych mogą być zauważane przez osobę obserwującą nawet najmniejsze odcienie koloru (zazwyczaj od różnicy barwy wynoszącej dE=1). Z tego względu jest wskazana lub wymaga-na permanentna kontrola (in-line) koloru monofilamentów na etapie produkcji w zakładzie producenta. Wielkości obiektów, kształt oraz połysk monofilamentów z tworzywa sztucznego utrudniają do tej pory stosowanie przyrządów in-line do pomiaru barwy, zwłaszcza podczas kontroli przesunięcia koloru > dE = 0.7 powinno zostać to rozpoznane w sposób pewny. ► Informacja prasowa (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
07.11.2019
|
Pręty światłowodowe
Coraz częściej pojazdy wyposażane są we wnętrzu, w tak zwanej strefie nastroju, w pręty światłowodowe. Znajdują się one przeważnie w tapicerce drzwi, desce rozdzielczej, konsoli środkowej i także w suficie pojazdu. Z prętów światłowodowych światło dociera przez półprzezroczyste taśmy płaskie do wnętrza samochodu. Jednorodność w pręcie światłowodowym wpływałaby na powstanie rozproszenia wytworzonego światła i obserwator mógłby we wnętrzu pojazdu w trakcie jazdy w ciemności dostrzec to jako punkt jasny, ale i także jako punkt ciemny wzdłuż taśmy świetlnej i mieć odczucie, że to przeszkadza. ► Informacja prasowa (Word/pdf) |
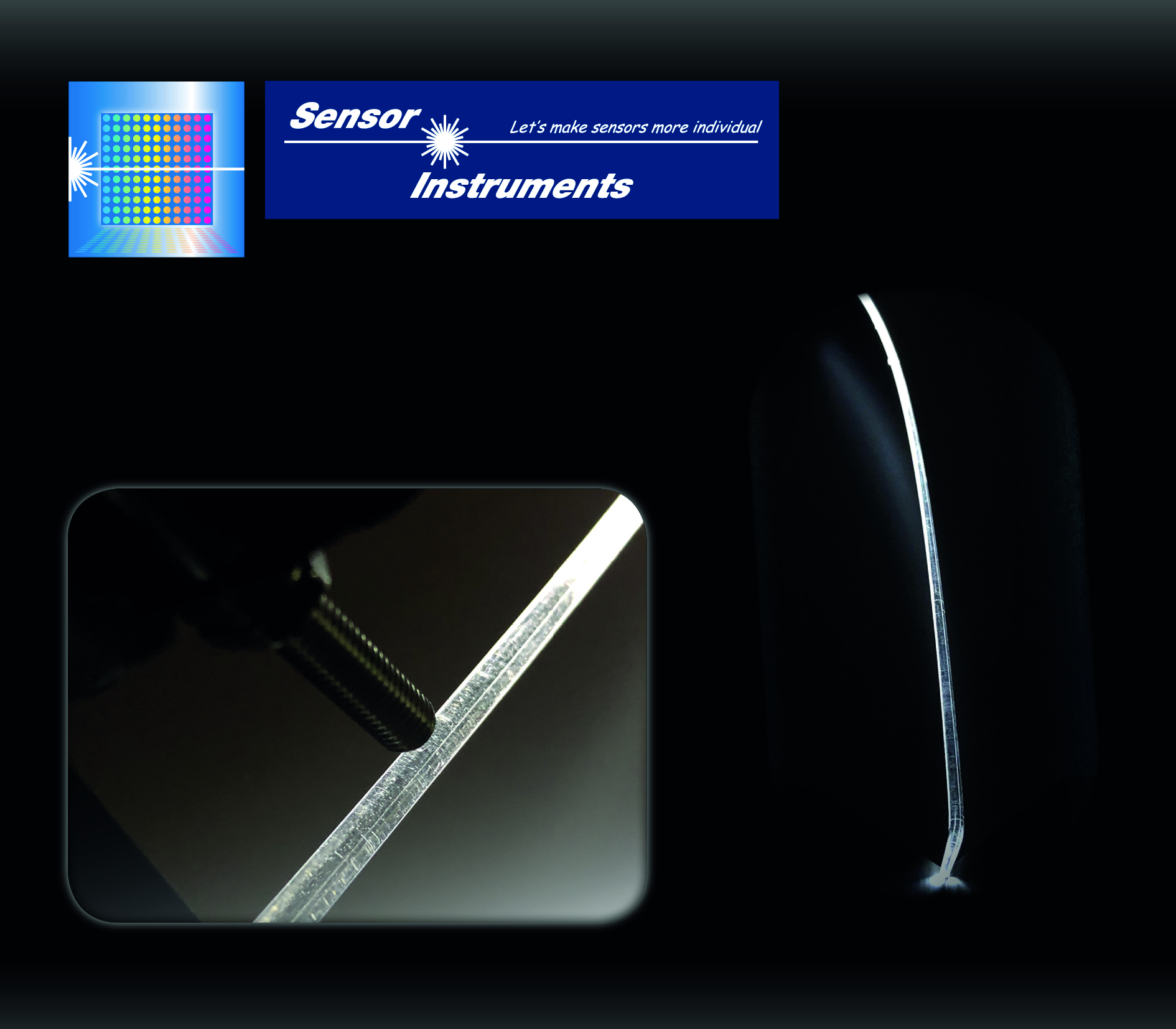 SPECTRO-3-FIO-ANA-LEDCON-HA SPECTRO-3-ANA Serie |
22.03.2019
|
95% szkła płaskiego wytwarzanego przemysłowo szkła płaskiego jest produkowane w procesie float. W tej metodzie płynne szkło jest doprowadzane w sposób ciągły do kąpieli z płynnej cyny. Stopione szkło pływa z uwagi na mniejszy ciężar właściwy po bezbarwnej powierzchni cyny i tworzy w podłużnej kąpieli tzw. film o równomiernej grubości i doskonałej gładkości. Strona szkła stykająca się z kąpielą cynową zostaję nieznacznie zanieczyszczona tym metalem, co ma znaczenie na dalsze procesy obróbki szkła float, np. na nakładanie powłok na powierzchnię. Przy dalszej obróbce szkła float staje się ważne, rozróżnianie powierzchni zanieczyszczonej kąpielą cynową od tak zwanej strony ogniowej (nakładanie politury na gorąco, podczas produkcji szkła float powoduje nagrzanie strony niestykającej się z roztopioną cyną).
|
 Czujnik kontrastu SPECTRO-1-FIO-UVC/UVC |
09.11.2018
|
|
 |
| Czujnik pomiaru koloru SPECTRO-3-28-45°/0°-MSM-ANA-DL |