








Traduire cette page:
Contrôle de surfaces et les tâches de comptage
Yüzey kontrolü ve sayma görevleri
15.04.2021 Basın bülteni
| Yüzey kaplama işlemleri sıklıkla püskürtme uygulamasıyla gerçekleştirilir. Bu işlemde ideal durumda ilgili nesnelerin kaplanması olabildiğince homojen şekilde gerçekleşir. Ancak püskürtme akışkanındaki hava kabarcıkları, nozul çıkış ağzındaki kısmi kapanma veya püskürtme sistemindeki ani basınç düşüşü, püskürtme tablosunda homojensizliklere ve bunun sonucu olarak iş parçasının düzgün kaplanmamasına neden olabilir. İdeal püskürtme prosesinde oluşan bir sapma artık sürekli püskürtme ışını kontrolü ile zamanında algılanabilir. Sensor Instruments GmbH firmasının SI-JET serisi ve SPECTRO serisi püskürtme ışını kontrol sistemleri bu kapsamda hem püskürtme miktarı hem süre içindeki atlamalar hem de püskürtme ışını simetrisi hakkında bilgi verir.
İlgili görevlerin gerçekleştirilebilmesi için 3’lü ışın sistemi (SI-JET-CONLAS3 ve SI-JET3), 2’li ışın sistemi (SPECTRO-2) ve 1’li ışın sistemi (SPECTRO-1), ayrıca sürekli ışık perdeleri (L-LAS-TB-…-SC) kullanıma sunulmuştur. ► Basın bülteni (Word/zip) |
 SI-JET Serisi SPECTRO-2 Serisi SPECTRO-1 Serisi L-LAS-TB-AL-SC Serisi |
15.04.2021 Basın bülteni
| Gözümüz görüş alanı içerisinde öncelikli olarak kontrast farklılıklarına (dolayısıyla parlaklık farklılıklarına) ve ayrıca renk farklılıklarına tepki verir. Örneğin bakışlar, münferit panellerden meydana gelen yeni döşenmiş bir zeminin üzerinden geçtiğinde, bu panellerin arasındaki en küçük renk ve parlaklık farklılıkları bile gözlemcide iritasyona neden olur. Bundan dolayı, münferit panellerin arasında bir renk ve parlaklık farklılığının oluşmaması için üreticilerin çok fazla çaba sarf etmeleri şaşırtıcı değildir. Bu amaçla şu ana kadar öncelikli olarak el cihazları, yani offline ölçüm cihazları kullanılırken, artık bir inline alternatifi de mevcuttur.
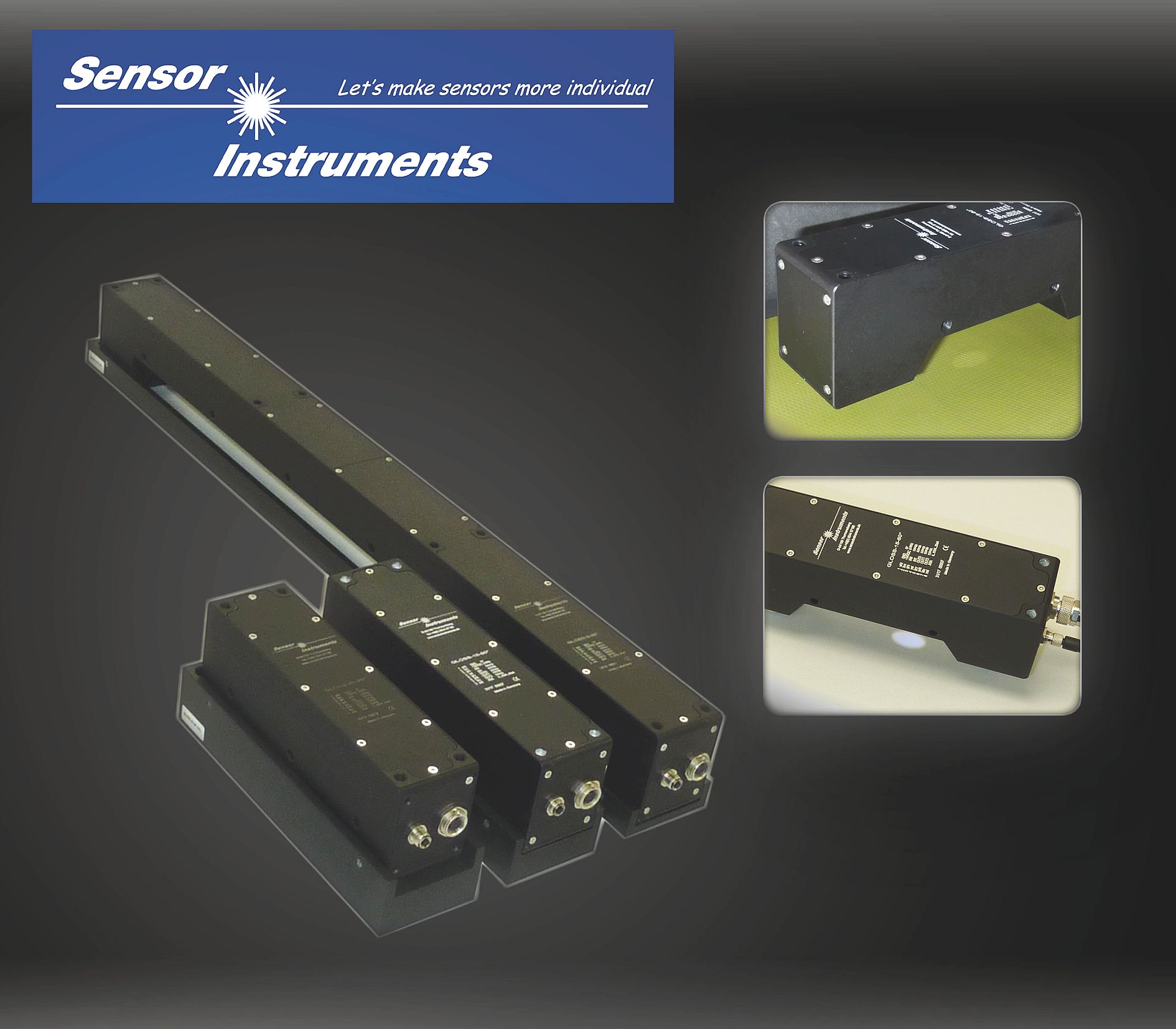
Sensor Instruments GmbH firmasının GLOSS Serisi parlaklık sensörleriyle, ölçümü yapılacak boyalı ahşap yüzeylerinin parlaklık derecesi 20°, 60° ve 85° açılarla ve yüzeye göre 20 mm, 15 mm ve 5 mm mesafeyle (sensör tipine bağlı olarak: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°) belirlenebilir. ► Basın bülteni (Word/zip) |
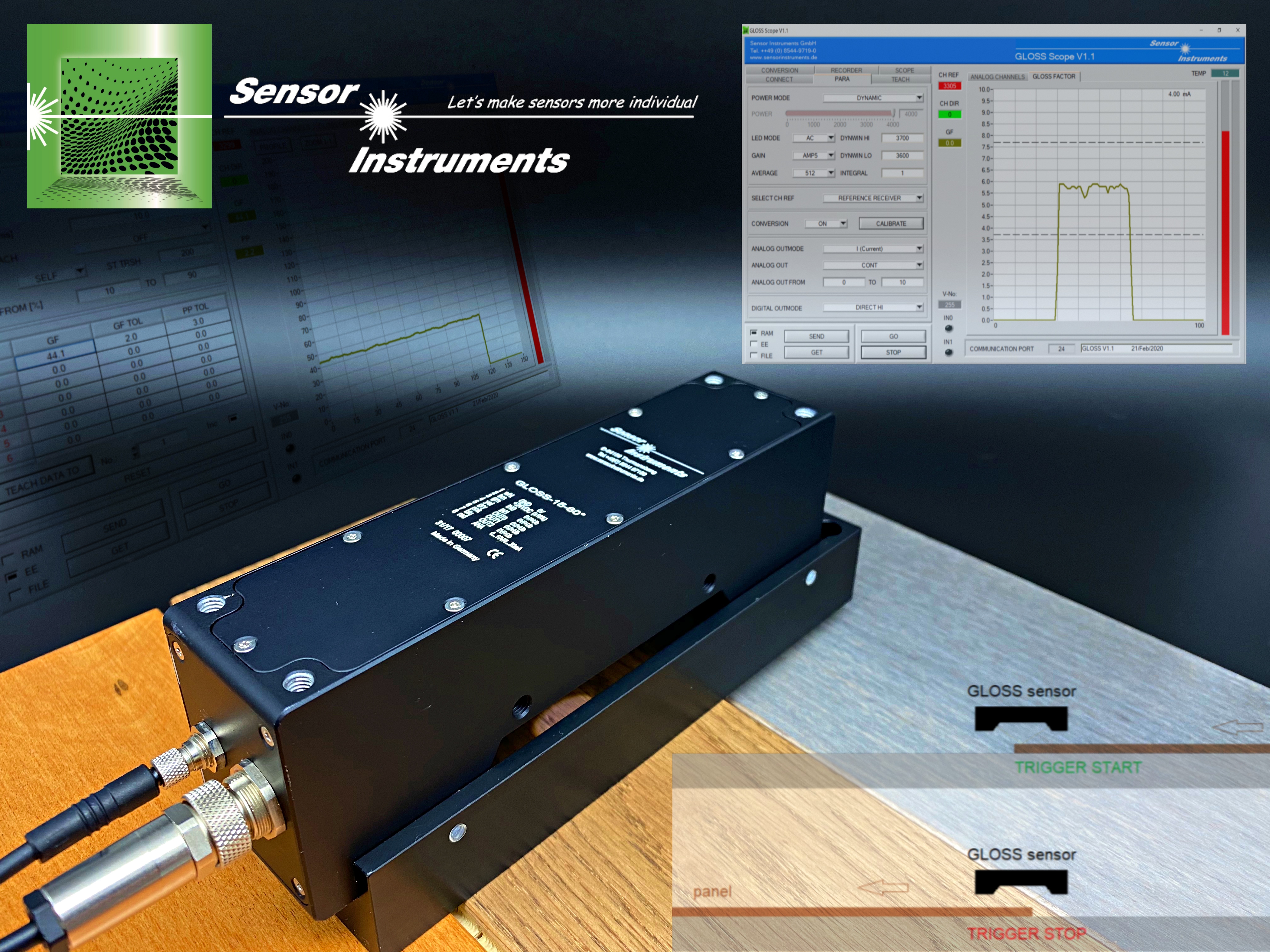 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° GLOSS Serisi |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 4
| Ölçüm yöntemlerinin kıyaslanması. Metallerin şekillendirme prosesinde işlenmesi esnasında yağların kullanılması vazgeçilmezdir. Örneğin metal bantların üzerine uygulanan kesme yağları zımbalama takımlarında aşınmanın daha olmasını sağlar. Ancak talaşlı imalat esnasında da delme yağları, delme ve frezeleme takımlarının korunmasında önemli katkılar sağlar. Yağlar buna ilave olarak sac veya metal folyo gibi yarı mamullerde korozyondan koruma işlevi görür. Buna karşılık işlemlerin devamında yağ kalıntılarının mamul ürünlerden olabildiğince kalıntı bırakmadan uzaklaştırılması gerekir. Bunun için metal parçalarının yıkandığı ve hava üflendiği özel yıkama tesisleri kullanılır.
Yağın uygulanması esnasında çevre sağlığı direktiflerinin yerine getirilmesi ve ayrıca ekonomik unsurların da dikkate alınması için, uygulanan yağ miktarının tespit edilmesi önerilir. Artık ilgili yağ miktarının belirlenmesi INLINE olarak da gerçekleştirilebilir. Bunun için kullanılabilecek birden fazla ölçüm yöntemi mevcuttur ve aşağıdaki bölümlerde buna daha ayrıntılı olarak değinilecektir. Temizlik prosesinin denetlenmesi aynı sensörler yardımıyla gerçekleştirilebilir. Ancak buradaki zorluk, olabildiğince küçük yağ kalıntılarını mümkün olduğu durumda INLINE olarak güvenle tespit etmektir. Özellikle elektriksel iletkenliği olan bileşenlerde, örneğin bakır kızaklarda veya yüksek akım kablolarında, olabildiğince düşük bir geçiş direncinin olması istenir, ancak kalan bir yağ tabakası buna ilişkin bir sorun teşkil edecektir, çünkü bundan dolayı güç verimliliği önemsiz olmayan bir oranda düşecektir. ► Basın bülteni (Word/zip) |
SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 3
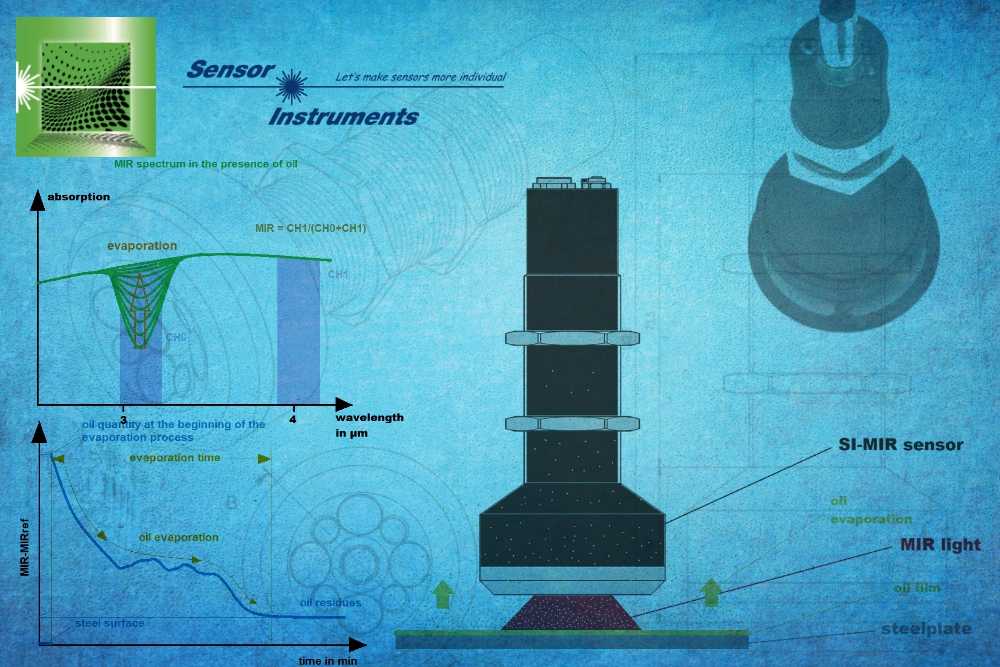
| Zımba ve bükme parçaların üretiminde gittikçe artan oranda buharlaşan zımba ve çekme yağı kullanılır. Buradaki ana fikir, zımbalanmış veya şekillendirilmiş metal parçaların üzerinde olabildiğince az yağ kalıntısı bırakmaktır, böylece metal parçaların devam eden işlemlerinde çoğu durumda temizleme prosesinden tasarruf edilebilir. Ancak uygulanan yağın ne kadarı fiilen yapı parçasının üzerinde kalır ve buharlaşma işlemi ne kadar sürer?
SPECTRO-M serimiz ile, buharlaşmayı aydınlattık! Bunun için yağdan arındırılmış çelik sacların üzerine 5’er damla yağ (5 x 20 µl) uyguladık ve 70 mm çapındaki bir alana yaydık. Bu işlemin başında yağ tabakası kalınlığı yaklaşık olarak 25 µm idi. Ardından SPECTRO-M-10-MIR/(MIR1+MIR2) sensörü ortalanarak yağ damlasının üzerine yerleştirildi ve ölçüme başlandı: MIR sensörü yardımıyla iki ölçüm penceresini izledik, her ikisi de orta kızıl ötesi aralıktaydı (MIR aralığı). Burada dikkate alınması gereken husus, bu iki dalga boyu aralığı penceresinden birinin (burada CH0 ile tanımlandı) yağın mevcudiyetine tepki gösterdiği, diğerinin ise (CH1) tepki göstermediğidir. Yağın mevcut olduğu durumda bu iki ölçüm penceresinin arasındaki ilişkide yaşanan kayma ile algılama aralığındaki yağ miktarı tespit edilebilir. ► Basın bülteni (Word/zip) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 2
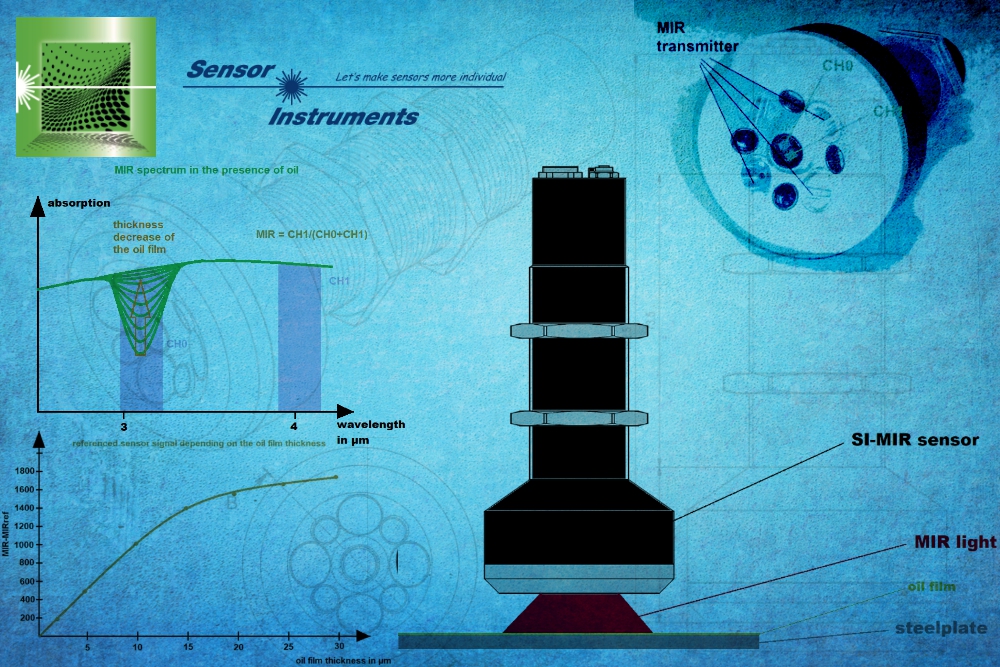
| Örneğin bir kağıdın üzerine homojen şekilde uygulanan bir baskı boyasının tabaka kalınlığı belirlenmek isteniyorsa, bunu belirlemek için alan ağırlığı yöntemi elbette uygun bir yöntem olacaktır. Baskı boyasının alan ağırlığı ile normalde 0,05 mm ile 0,2 mm kalınlığında olan kağıdın alan ağırlığı arasında dünyalar kadar fark olmayacaktır. Uygun derecede hassas teraziler bu kapsamda güvenilir sonuçlar verecektir. Ancak baskı boyası yerine yağ ve kağıt yaprağı yerine örneğin 1 mm kalınlığında bir çelik sac kullanıldığında durum ne olur? Alan ağırlığı yöntemi burada sınırlarına ulaşacaktır..
Ancak fazlaca bir külfete girmeden yağ tabakasının kalınlığı nasıl güvenilir bir şekilde ölçülebilir? Burada örneğin, floresansı uyarmak için UVA ışığın kullanıldığı floresans yönteminden bahsedilebilir. Sekonder emisyon burada görünür dalga boyu aralığında gerçekleşir. Floresansın yoğunluğu burada yağ tabakasının kalınlığı için bir ölçüdür. Ancak burada dikkate alınması gereken husus, sinyal gücünün (floresans) sadece tabaka kalınlığından değil, aynı zamanda kullanılan yağın türüne de bağlı olduğu ve buna ilave olarak metal yüzeyin, bir bakıma reflektör olarak işlev görür şekilde sinyal değerine etki ettiğidir. Ayrıca floresans etkisinin tümüyle sıfır olduğu veya neredeyse hiç mevcut olmadığı ve bunlarda tabaka kalınlığı ölçümünün bu uygulamayla mümkün olmadığı yağlar da bulunmaktadır. Buna karşılık orta kızıl ötesi aralık (MIR) dikkate alındığında, şu ana kadar incelenen tüm yağlarda belirli bir dalga boyu aralığında belirgin bir absorpsiyonun eksiksiz olarak gerçekleştiği, buna karşılık başka dalga boyu aralıklarının yağın mevcudiyetinden etkilenmediği görülmüştür. Şimdi düşünsel olarak yağa hassas olan dalga boyu penceresini MIR sprektrumundan ayrıldığında ve ardından bu absorpsiyon davranışı absorpsiyon ile (ikinci, yağa karşı nötr dalga boyu penceresinde gözlemlenir) standartlaştırılmış olarak kıyaslandığında, ilk yaklaşımda yağ tabakası kalınlığı ile standartlaştırılmış sinyal arasında orantısal bir ilişki ortaya çıkar. ► Basın bülteni (Word/zip) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 1
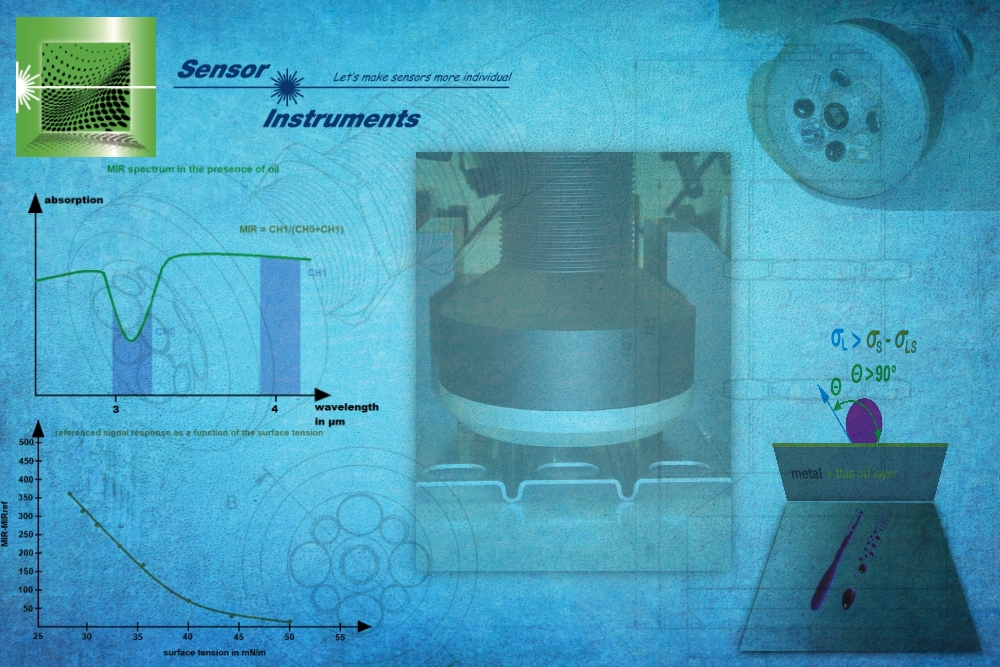
| Gerilim artıyor! Özellikle metal parçaların, örneğin zımba parçaların temizlenmesi için temizlik sistemlerini çalıştıranlar, her seferinde yıkama işleminin sonucu heyecanla bekler: Gerilim – burada kastedilen elbette ki yüzey gerilimi – 38 mN/m eşiğinin üzerine çıktı mı veya hatta 44 mN/m değerine ulaşıldı mı? Uygulamada bir metal parçanın yağdan arındırılmış olarak kabul edilmesi için bu değerlerin (kullanım amacına biri veya diğerinin) aşılmış olması gerekir. Yüzey geriliminin kanıtlanması için şu ana kadar test mürekkebi kullanılıyordu. Bu sıvılar, 2 mN/m adımlarla artacak şekilde 30 mN/m değerinden 50 mN/m değerine kadar (30 mN/m, 32 mN/m, …, 48 mN/m, 50 mN/m) farklı yüzey gerilim değerleri için mevcuttur. Sıvı, metal yüzeye uygulandıktan sonra damlacık haline gelmiyorsa, metal parçanın yüzey gerilimi söz konusu test mürekkebi için belirtilen değerin üzerindedir. Buna karşılık sıvı, metal yüzeye uygulandıktan sonra damlacık haline geliyorsa, metal parçanın yüzey gerilimi söz konusu test mürekkebi için belirtilen değerin altındadır. Böylece yüzey gerilimi yaklaşık 2 mN/m hassasiyetle belirlenebilmektedir.
Yüzey gerilimi, ilgili metal yüzeyin yapısı için ne ifade ediyor? Yağdan arındırılmış metal yüzeylerin yüzey gerilimi 50 mN/m değerinin üzerindedir (test mürekkebi metoduyla belirlenmiştir). Metal yüzeyin bir ağ filmi ile kaplı olması durumunda (örneğin zımba işleminden önce zımba şeritlerinin yağlanması nedeniyle), bu değer (tabaka kalınlığına göre) 30 mN/m değerinin altına düşebilir. Yani test mürekkebi metoduyla, metal yüzeyin bir yağ tabakasıyla kaplı olup olmadığı veya yağdan veya gresten arındırılmış olup olmadığı tespit edilebilir. 1 µm’nin altındaki yağ tabakaları bile bu metotla kanıtlanabilir. Çok farklı yağ türleriyle yapılan deneyler, neredeyse tüm yağların orta kızıl ötesi (MIR) aralığında selektif bir absorpsiyon gösterdiğini ortaya koymuştur. Bu özellikten faydalanıldığında, iki MIR dalga boyu aralığının (bunlardan biri nötr aralığı gösterir, yani yağdan kaynaklı belirgin bir absorpsiyonun olmadığı dalga boyu aralığını gösterir) SPECTRO-M-10-MIR/(MIR1+MIR2) ölçüm sisteminin kalibrasyonundan sonra kıyaslama yapıldığında, önce yağ tabakası kalınlığı belirlenebilir ve bundan sonraki adımda ilgili yüzey gerilim değeri gösterilebilir. ► Basın bülteni (Word/zip) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
31.07.2020 Basın bülteni
| İnce ve şeffaf plastik folyoların kalınlık ölçümü.
Özellikle streç folyolarda, üretimden sonra da kalınlığı (gerdirme işleminden sonra da) tespit edebilmek önemlidir. SPECTRO-MIR-10 ölçüm sistemiyle artık inline ve offline ölçümler yapabilen hızlı, hassas ve yabancı ışık dostu bir ölçüm sistemi mevcuttur. Ölçüm sistemi, SPECTRO MIR Scope V1.0 Windows® yazılımıyla ilgili folyo türüne kalibre edilebilir. Parametreleme yazılımının yanı sıra bir de SPECTRO MIR Monitoring V1.0 görüntüleme yazılımı mevcuttur ve bunun yardımıyla ölçüm verileri hem kaydedilebilir hem de grafiksel ve nümerik olarak, eğilimler de dahil olmak üzere gösterilebilir. ► Basın bültenig (Word/zip) |
 SPECTRO-MIR-10 SPECTRO-M Serisi |
30.06.2020 Basın bülteni
| Vinil tabanların değerli üreticileri, dert etmeyin, boşluğu biz buluruz!
Bir bakıma iki parke tahtasının arasındaki mesafeye karşılık gelen boşluğun tespiti için RED serisi sensörler arasından özellikle RED-50-L ile RED-110-L özellikle uygundur. Bunlarla derinliği ve genişliği 0,05 mm ve daha büyük olan boşluklar tespit edilebilir. Lazer kenar detektörünün yazılımı, koyu renkten açık renge ve mattan parlağa kadar farklı yüzeylere uyumu sağlar. Sensör, tipik olarak 85 kHz’lik maksimum tarama frekansıyla nesnelerin hızlı olarak değerlendirilmesi için en iyi şekilde donatılmıştır. ► Basın bülteni (Word/zip) |
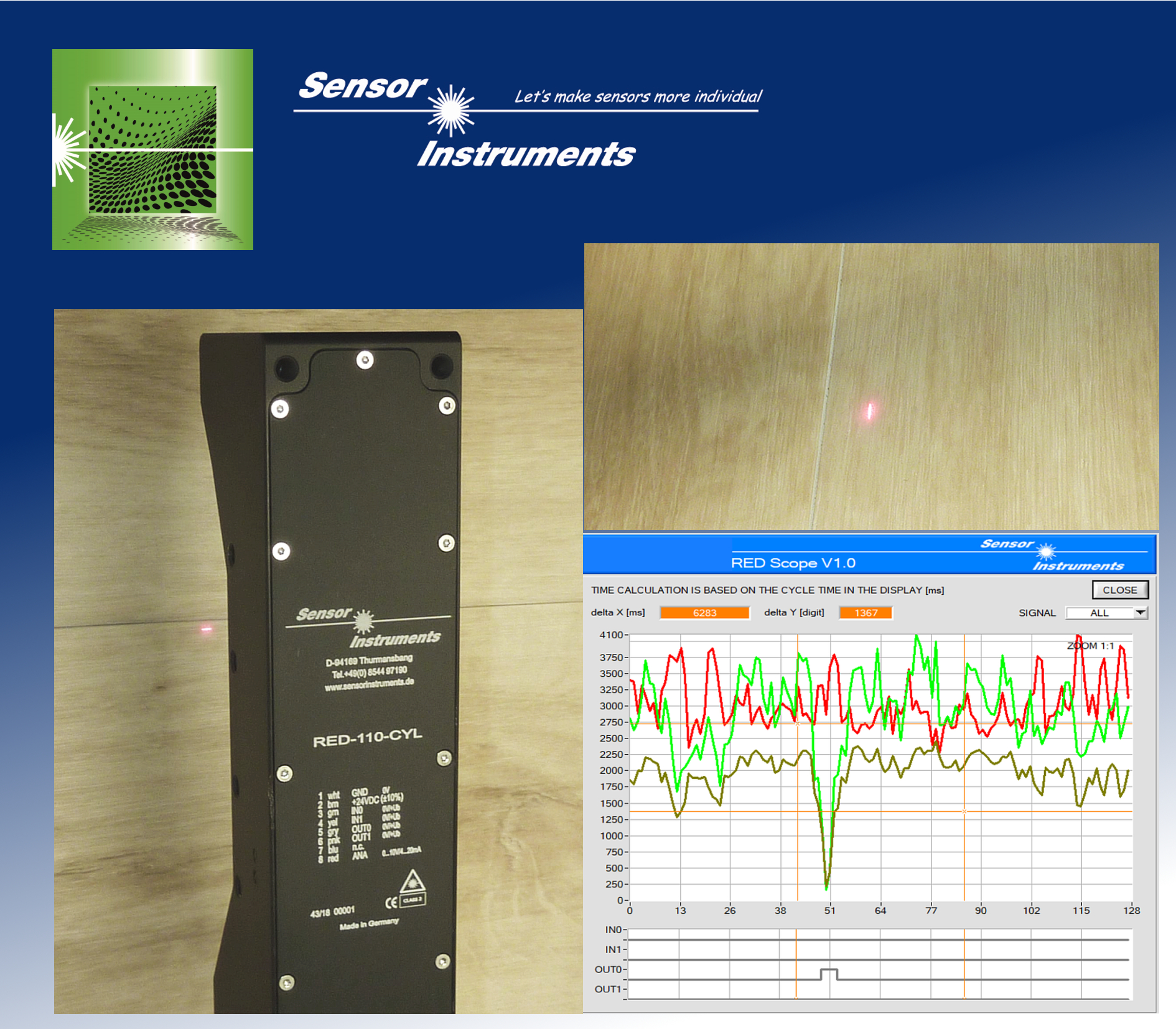 RED-110-L RED Serisi |
22.06.2020 Basın bülteni
| Boyama işleminden sonra metal levhalarının renklerinin yanı sıra parlaklığının da ölçülmesi gerekir. Parlaklık derecesinin ilgili nominal değere göre olası sapmalarına hızla tepki verebilmek için parlaklık ölçümü inline olarak ve olaya olabildiğince yakın noktada, yani boyama prosesinden hemen sonra gerçekleştirilir.
Burada GLOSS serisi (GLOSS-15-60°) bir parlaklık sensörü kullanılır ve parlaklık derecesi bunun yardımıyla nesneye 15 mm mesafeden ölçülebilir. ► Basın bülteni (Word/zip) |
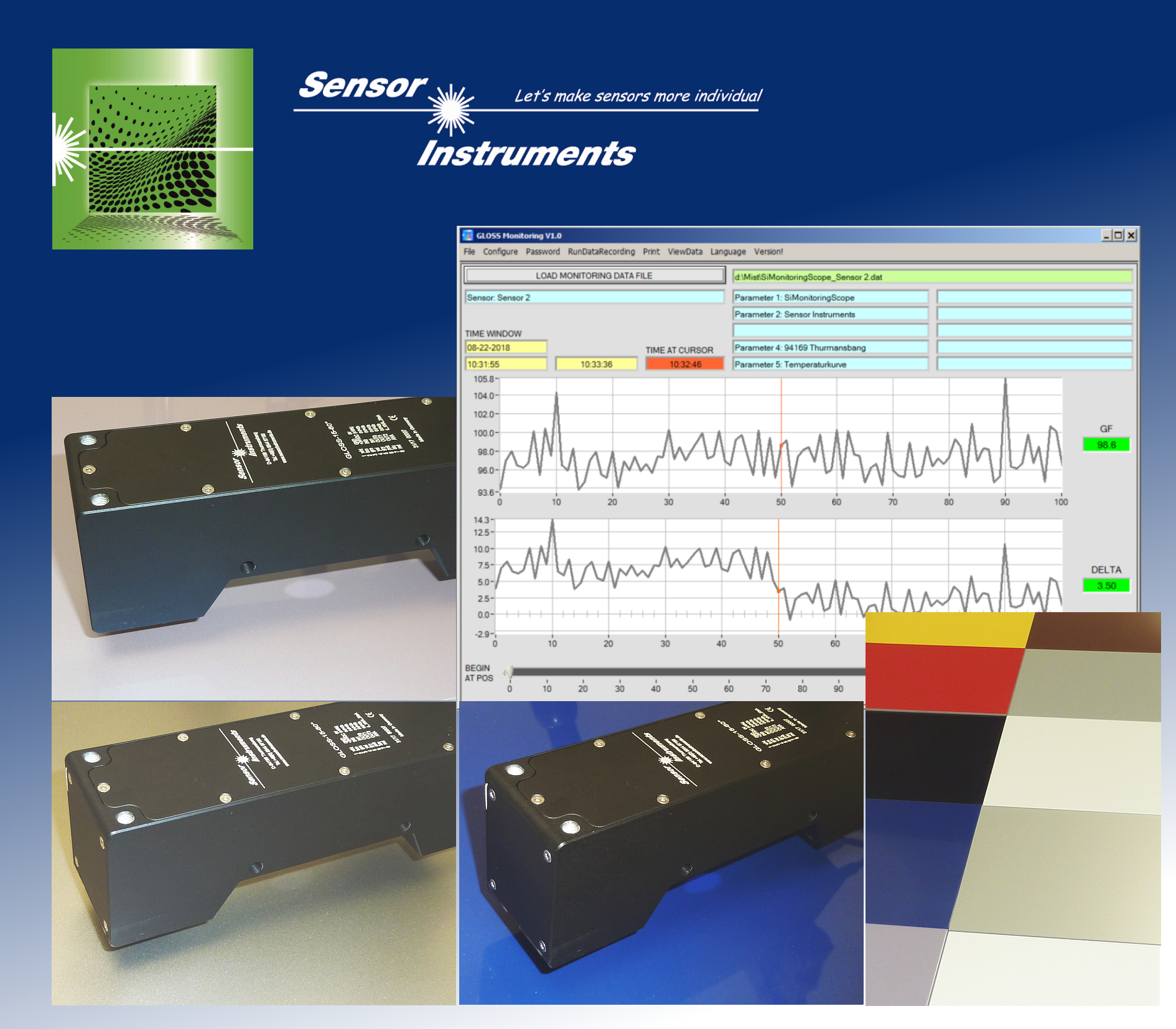 GLOSS-15-60° GLOSS Serisi |
26.05.2020 Basın bülteni
| Plastik folyoların yanı sıra mobilya sektöründe ve zemin kaplaması alanında kağıt esaslı folyolar da gittikçe daha fazla kullanılmaktadır. Artık mutfak, mobilya ve laminat zeminler için de dekoratif kağıtlar mevcuttur. Hem plastik hem de kağıt esaslı dekoratif folyolar için üretim esnasında eşit kalite ve parlak bir görünüm sağlamak eşit derecede önemlidir. Dekoratif folyoların parlaklık derecesinin sürekli olarak ölçüldüğü GLOSS-15-60° inline parlaklık sensörü burada önemli katkılar sağlayabilir.
► Basın bülteni (Word/zip) |
 GLOSS-15-60° GLOSS Serisi |
14.05.2020 Basın bülteni
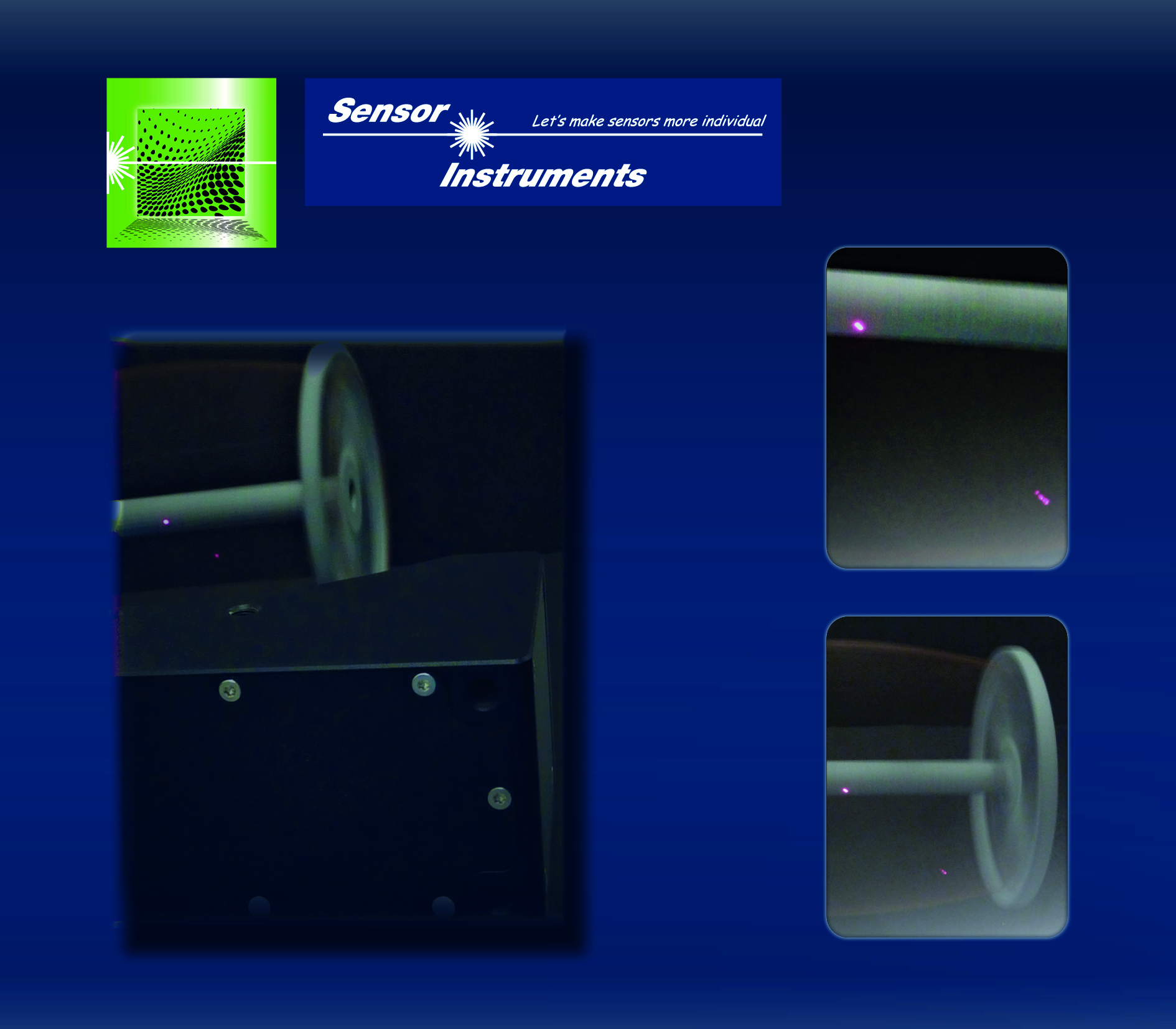
| Radyal ve aksiyal fanların üretimindeki son adımlardan biri, fana verilen DC gerilimine bağlı olarak doğru frekans akışının kontrolüdür. Burada frekans ölçümünün en kolay yolu tek yönlü ışık bariyeri (örneğin bir D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, tipik 300 kHz anahtarlama frekansıyla donatılmış olarak) sağlanabilir. Ancak çoğu durumda ilgili fan versiyonun fan kanatlarına sadece tek taraflı olarak ulaşılabilir, bundan dolayı alternatif olarak bir yansıyan ışık versiyonu kullanılmalıdır.
Burada RED Serisi (örn. RED-50-L veya RED-110-L) iyi iş görebilir. ► Basın bülteni (Word/zip) |
 RED-50-L, RED-110-L RED Serisi |
07.04.2020 Basın bülteni
| Alüminyum flex boruların üretiminde, flex boruların ölçülen uzunluğundan ziyade, mevcut kat izlerinin sayısı önemlidir, çünkü malzemenin “akordeon etkisinden” dolayı gerçek uzunluk ancak yetersiz bir hassasiyetle ölçülebilir.
Kat izlerinin sayılması için burada RED Serisi (örn. RED-50-L veya RED-110-L) bir kenar detektörü kullanılabilir. Alüminyum flex boru, kat izlerinin sayılması esnasında lazer sensörünün yanında hareket ettirilir. Sensör burada her bir kat için dijital bir çıkış sinyali verir. ► Basın bülteni (Word/zip) |
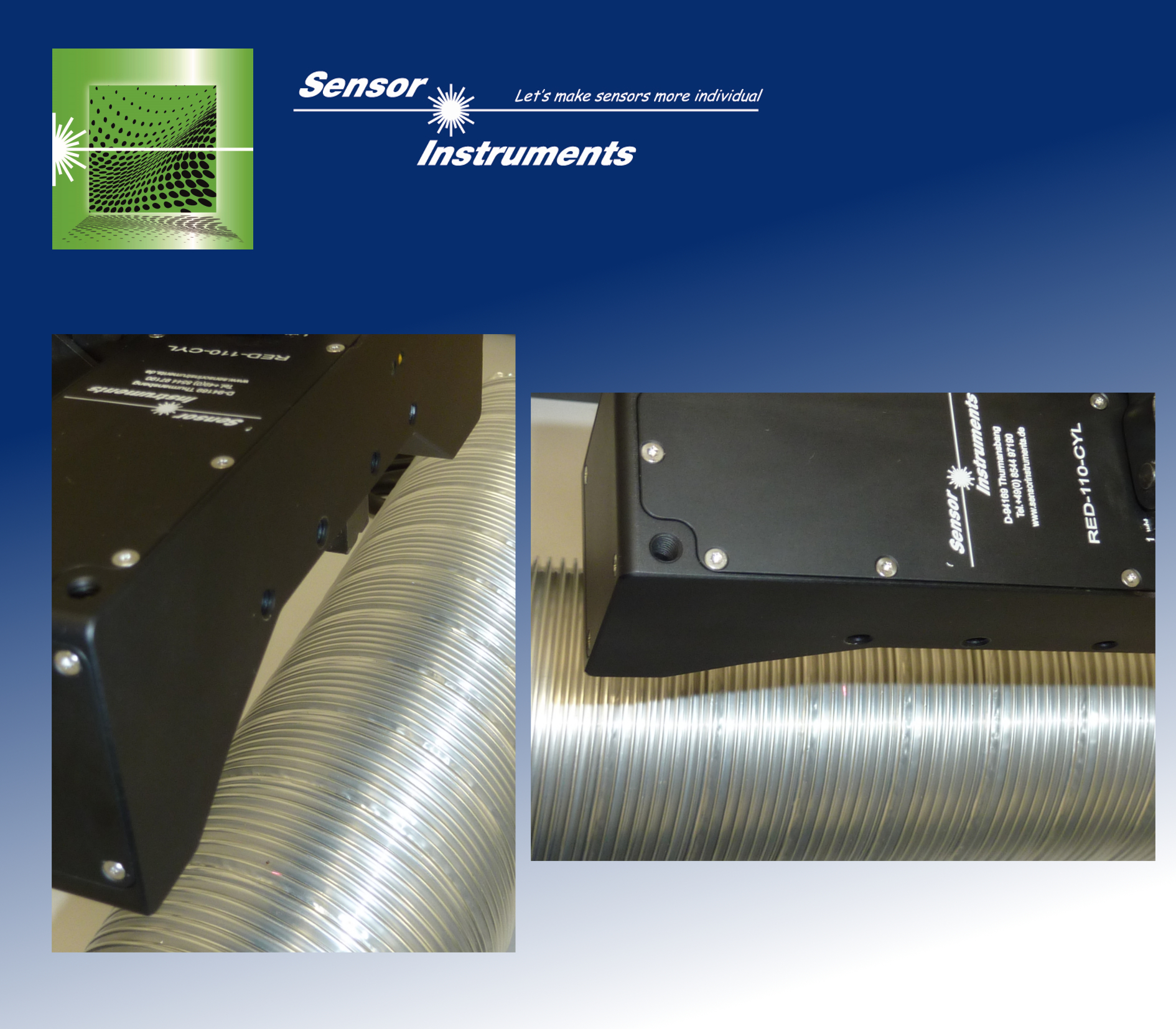 RED-50-L, RED-110-L RED Serisi |
23.03.2020 Basın bülteni
| Turbo şarjlarda kullanılacak olan kompresör çarklarının frekansı ölçülecektir. Burada dakikada 300.000’e varan devir sayıları ortaya çıkabilir. Bu kompresör çarkları normalde 10 kadar kanada sahiptir ve bunlar frezelenmiş alüminyumdan oluşur. Bu kompresör kanatlarının frekansı optik olarak belirlenmek istendiğinde, bu kanatların her birinin bir sinyal değişimine sebep olduğu dikkate alınmalıdır - böylece dakikada 3.000.000’a varan anahtarlama işleminin gerçekleşeceği hesaba katılmalıdır, bu da yakl. 50 kHz’lik bir frekansa (kanatlar dikkate alındığında) karşılık gelir. Bu durumda maksimum tarama frekansı tipik olarak 100 kHz olan RED-50-P veya RED-110-P tipinde bir kenar detektörü bile oldukça “terleyecektir”.
► Basın bülteni (Word/zip) |
.jpg) RED-50-P, RED-110-P RED Serisi |
09.03.2020 Basın bülteni
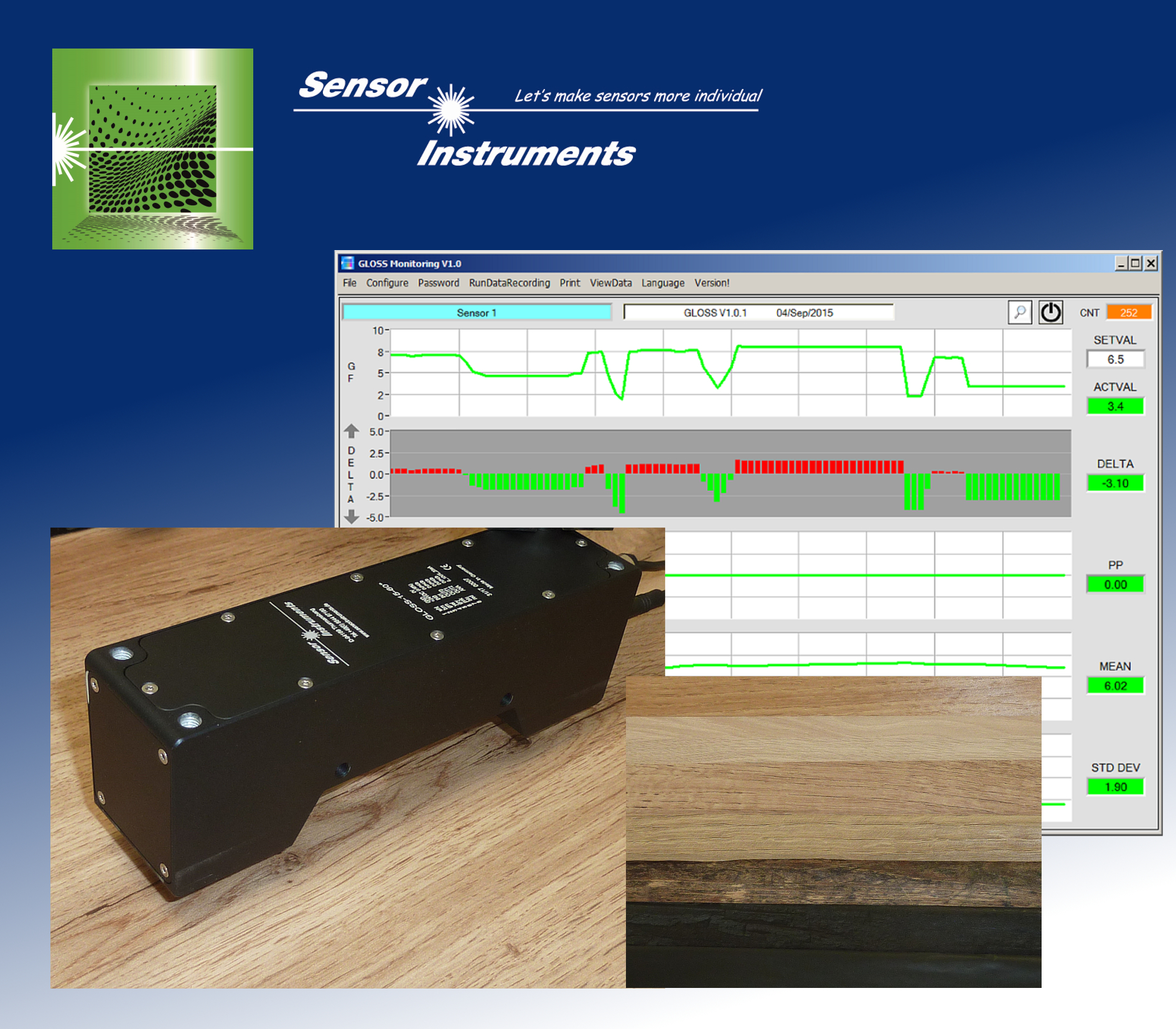
| Zımpara kağıdı üretiminde kumun, yani zımpara maddesinin tanecik boyutunun (örneğin alüminyum oksit veya silisyum karpit) izin verilen tolerans aralığında olmasına dikkat edilmesi gerekir. Öncesinde yapılan laboratuvar testleri, zımpara kağıdı yüzeyinin parlaklık derecesinin kum ile çok iyi bir korelasyon içerisinde olduğu görülmüştür; tanecik boyutu ne kadar küçükse, buna bağlı olan parlaklık derecesi o kadar fazladır.
► Basın bülteni (Word/zip) |
 GLOSS-5-85°, GLOSS-15-60° GLOSS Serisi |
27.02.2020 Basın bülteni
| Kablo ve ayrıca yüksek gerilim hattı imalatında münferit olarak yalıtılmış teller veya alüminyum telleri birbiriyle halat haline getirilmelidir. Bu işlem uygulamada kablo halat örme tesislerinde gerçekleştirilir. Burada münferit damarlar veya teller, bir çekirdek telin etrafına sarılır. Bir damar veya tel kopmasının denetlenmesi için burada çekirdek damar veya çekirdek tel nispeten basit şekilde uygun bir tek yönlü lazer ışık bariyeri ile içinden geçen ışık yöntemiyle kontrol edilebilir (örn. D-LAS2-Qinv-d0.15-R + D-LAS2-d0.15-T).
Dış damarların veya dış tellerin denetlenmesi ise bunun için bir RED Serisinin (RED-110-P-F60) ilgili şekilde uyarlanmış bir kenar detektörü ile gerçekleştirilebilir. ► Basın bülteni (Word/zip) |
 RED-110-P-F60 RED Serisi |
04.02.2020 Basın bülteni
| Teknoloji bir bakıma hayat gibidir: sürekli yokuş aşağı veya sürekli yokuş yukarı gitmez. Çoğu zaman bir “down” sonrasında bir “up” yaşanır, kenarda da durum böyledir: Genelde yükselen bir kenardan sonra düşen bir kenar gelir ve tersi de geçerlidir.
Kenar detektörleri serisinde artık RED-60-CLS-L ile RED-60-CLS-P, yükselen ve düşen kenarların deteksiyonunu sağlar. ► Basın bülteni (Word/zip) |
RED-60-CLS-L, RED-60-CLS-P RED Serisi |
29.04.2019 Basın bülteni
| Parlaklık derecesinin algılanması için el cihazları yıllardır başarıyla sanayide kullanılmaktadır. Burada standart olarak üç izleme açısı yerleşmiştir: Dikey eksene göre 20°, 60° ve 85°. Bunun bir istisnası kâğıt sanayidir ve burada öncelikle 45° ile 75° izleme açıları tercih edilir. Parlaklık derecesinin belirlenmesi için incelenecek nesne yüzeyinin direk yansıması kullanılır.
► Basın bülteni (Word/zip) |
 Satır içi parlaklık ölçerler GLOSS Serisi |
20.02.2019 Basın bülteni
| Otomotiv endüstrisi için yağ ve hava filtrelerinin üretiminde, gerekli akış miktarının sağlanabilmesi için filtre malzemesi katlanır, böylece çok küçük bir hacimde yüksek bir filtre yüzeyi kullanıma sunulur. Burada filtre türüne göre farklı kat derinlikleri ve kat sayısı söz konusudur.
► Basın bülteni (Word/zip) |
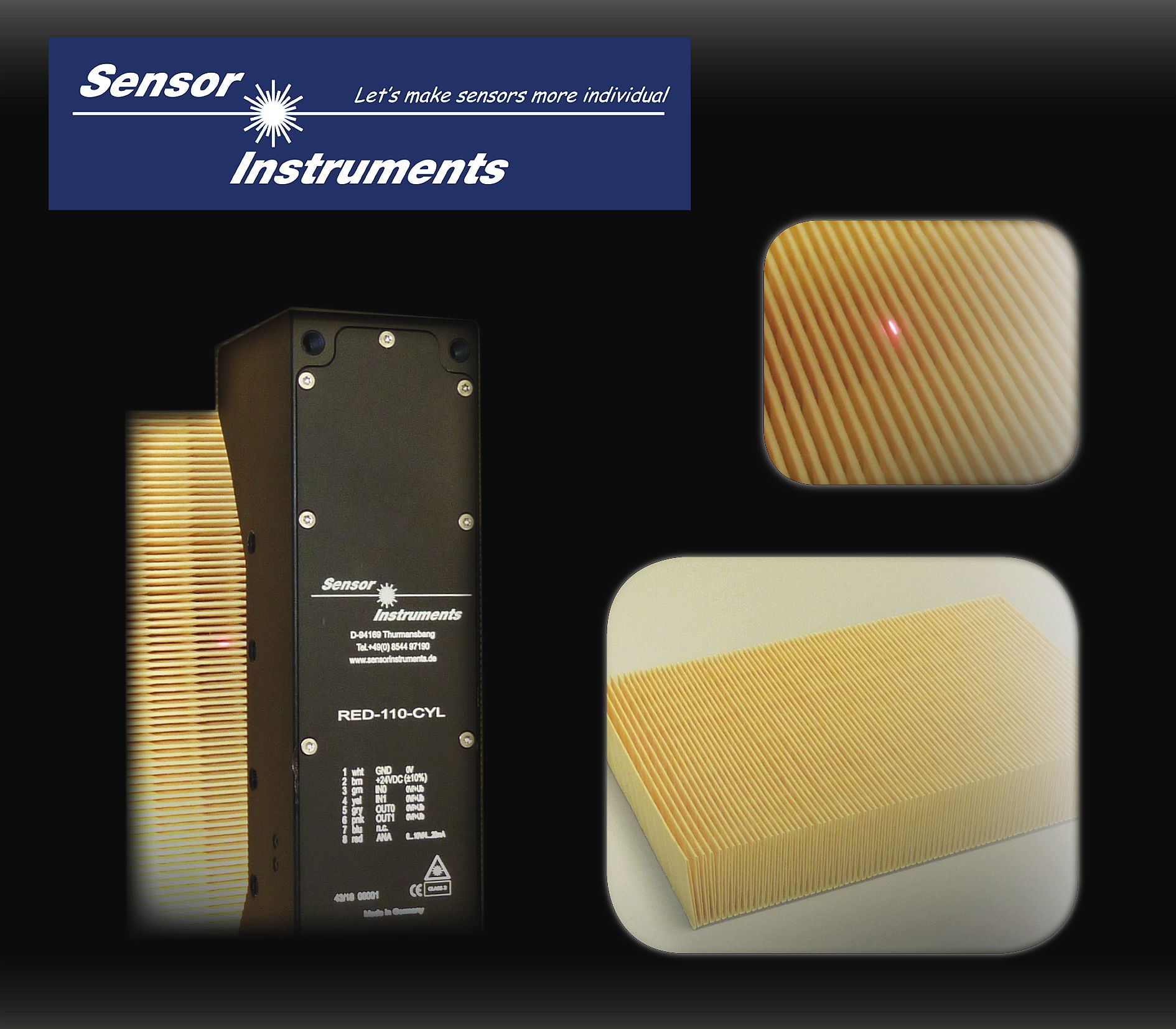 |
| RED-110-L RED Serisi |
07.02.2019 Basın bülteni
| Kaynak dikişlerinin algılanmasında muhtemelen önce kontrast veya renk sensörleri akla gelir, çünkü kaynak dikişi ürünün diğer kısımlarından optik olarak oldukça ayırt edilebilir bir yapıya sahiptir.
Ancak uygulamada bu yöntemlerin sıkça ek ayarlama ve ek parametreleme ile öne çıktığı görülmektedir. ► Basın bülteni (Word/zip) |
 |
| RED-110-L RED Serisi |
| Detektörler, özellikle plastik bardak veya plastik kapak gibi istifli şeffaf parçaların tespiti ve sayılmasında şimdiye kadar yapabileceklerinin sınırına ulaşıyordu. Ancak özellikle de ambalajlama esnasında bir ambalaj ünitesindeki nesne sayısını bilmek önemlidir. RED Serisi buna çözüm getiriyor (bu uygulama bir RED-110-L kullanılmıştır).
► Basın bülteni (Word/zip) |
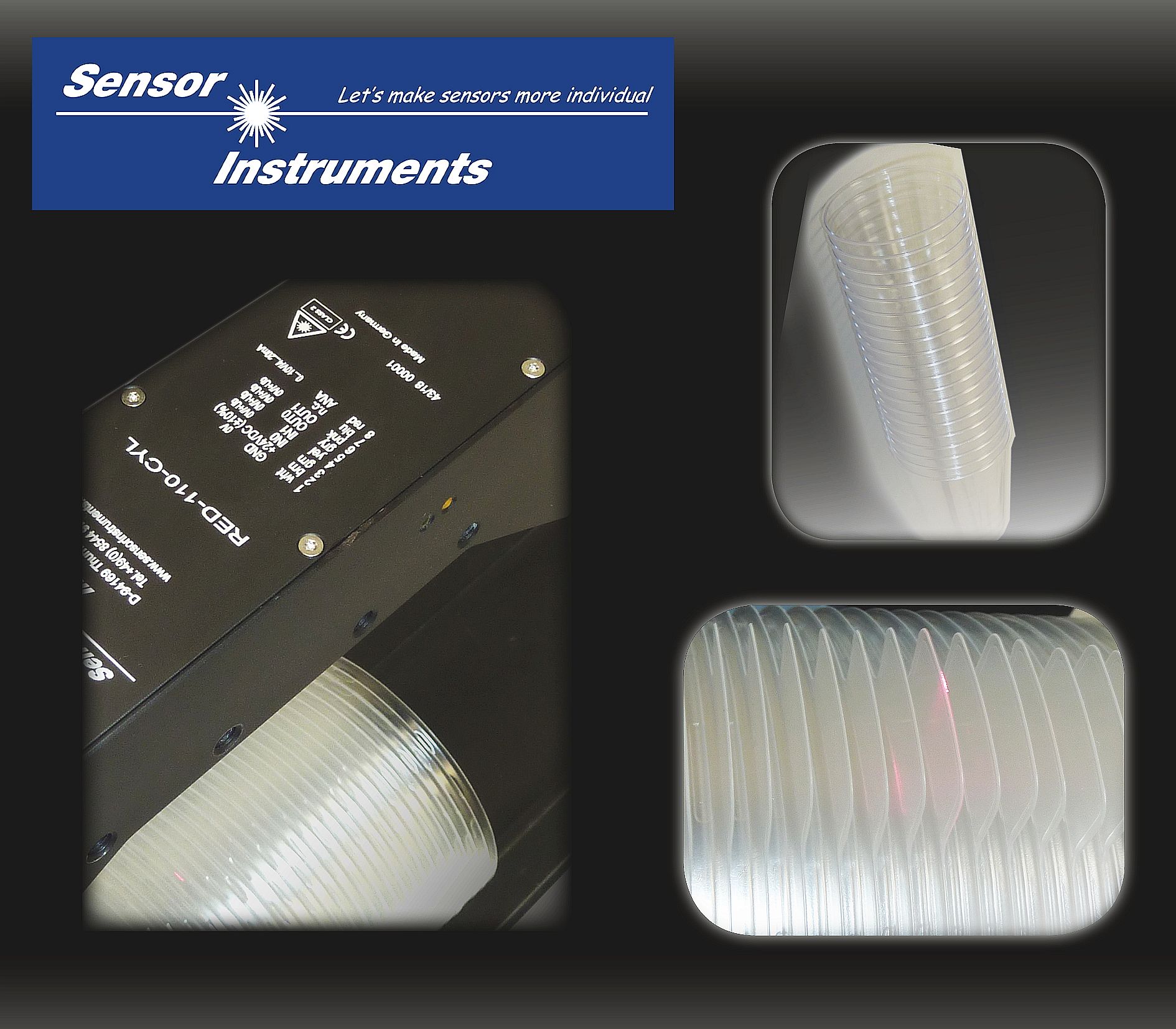 |
| RED-110-L RED Serisi |
26.11.2018 Basın bülteni
| Önce her şey çok açık gibiydi, yine bir ölçüm göreviydi ve biz bunu GLOSS Serisi sensörle kesin bir şekilde halledebilecektik. Müşterimizin bize o zamana kadar anlattıklarına bakılırsa, her şey bize bunun bir parlaklık derecesi ölçümü olduğunu gösteriyordu ve tek soru, ölçümün hangi açıyla yapılacağıydı: Dikeye göre 20°, 60° ya da 85° mi olacak?
► Basın bülteni (Word/zip) |
 |
| GLAST-85-30°/30°-DIF-1.0/1.0 GLOSS Serisi |
19.11.2018 Basın bülteni
|
Kartonaj, dergi veya tek sayfaların ambalajlanmasında bir paket içerisindeki ürünlerin sayısının doğruluğu sağlanmalıdır. Malzeme burada çoğu durumda üst üste bindirilmiş olarak taşınır ve ardından dergi, gazete veya reklam broşürlerinin söz konusu olduğu durumlarda çapraz yerleştirilmiş olarak ambalajlanır. Üst üste bindirilmiş malzeme akışı, nüshaların kalınlığına ve bunların taşıma hızına bağlı olarak (10 m/s hıza kadar ulaşabilir) farklı yüksekliklerde olabilir. ► Basın bülteni (pdf) ► Basın bülteni (Word/zip) |
 |
| RED-110-L RED Serisi |