1) : 
Machine Building / Metal-working Industry (Maschinenbau / Metallverarbeitung)
2) :
Machine Building / Metal-working Industry (Maschinenbau / Metallverarbeitung)
2) :
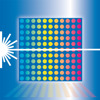
APP N° 786
|
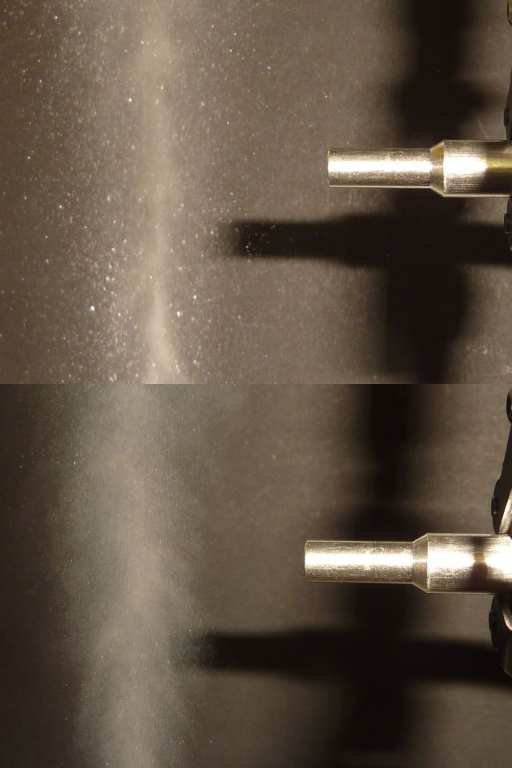
Spray jet control A pulsed, weakly dosed spray jet should be controlled. |

|
|||||
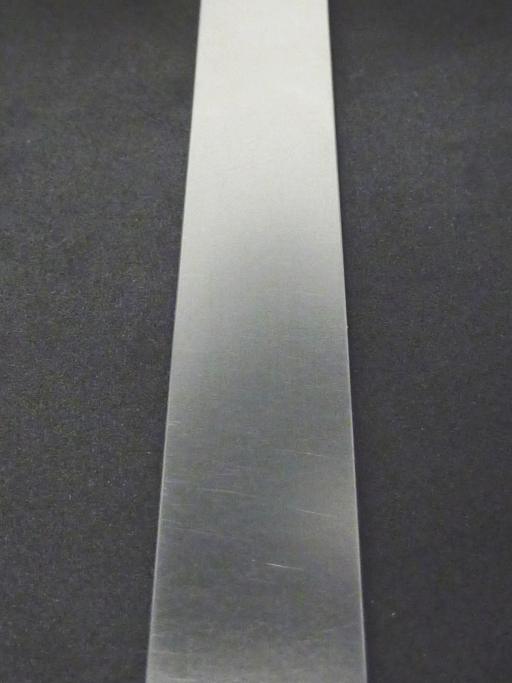
APP N° 785
|
Width control of metal sheets The width of very fast moved metal sheets should be measured. |
|
|||||
APP N° 784
|
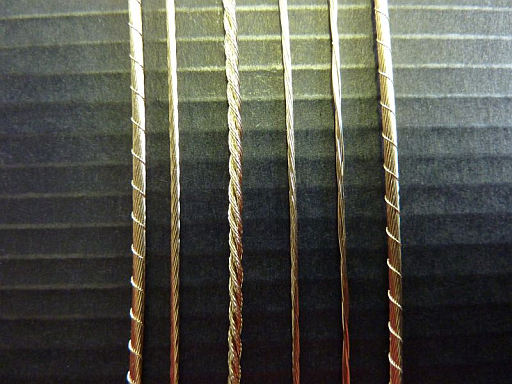
Wire detection and counting during the braiding process Wires should be detected and counted during the braiding process. |

|
|||||
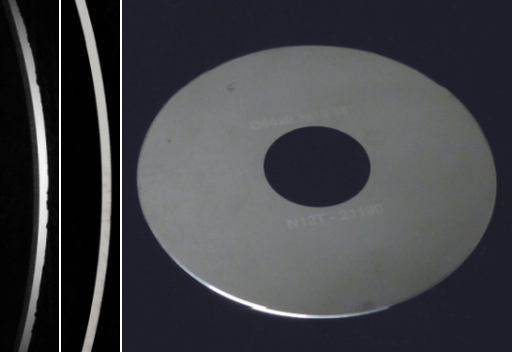
APP N° 777
|
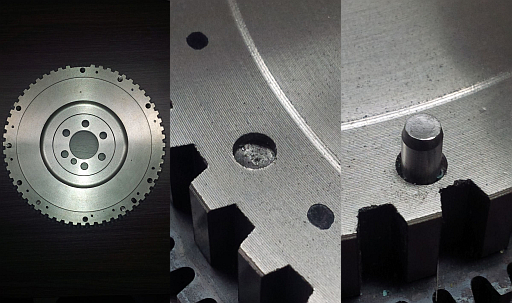
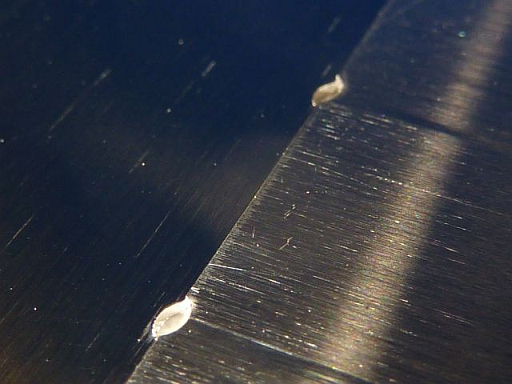
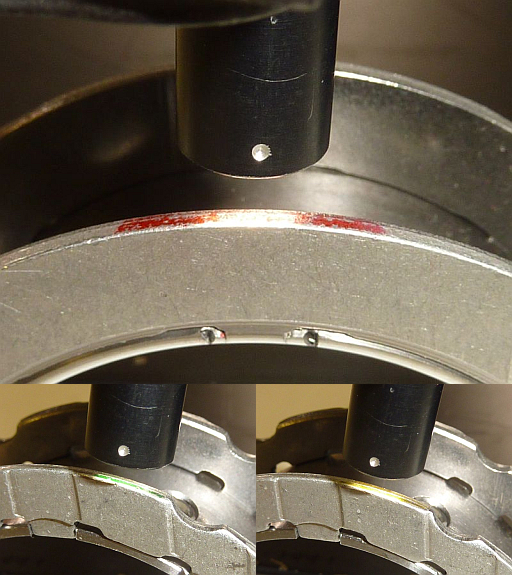
Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
|||||
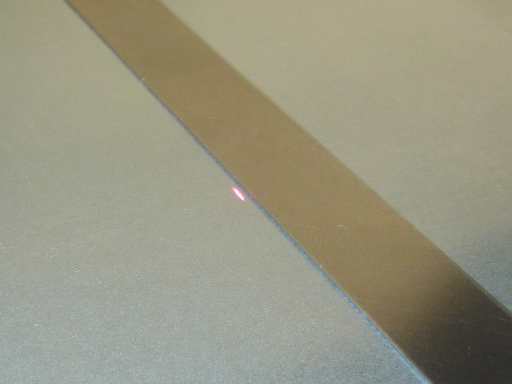
APP N° 756
|
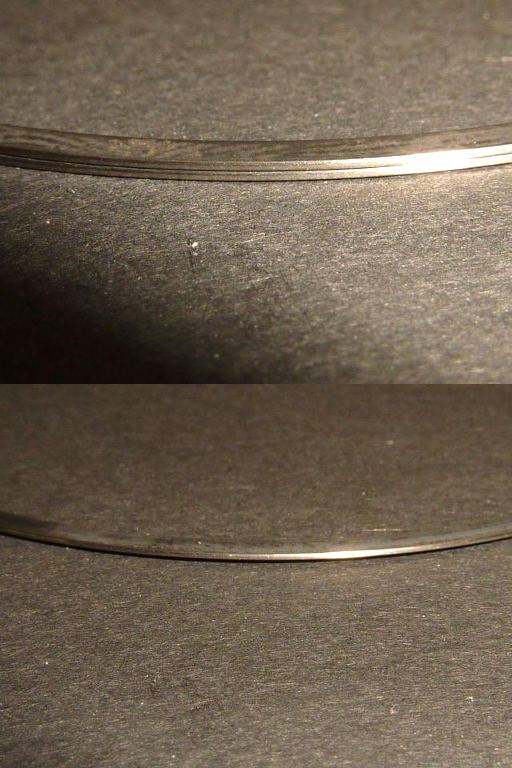
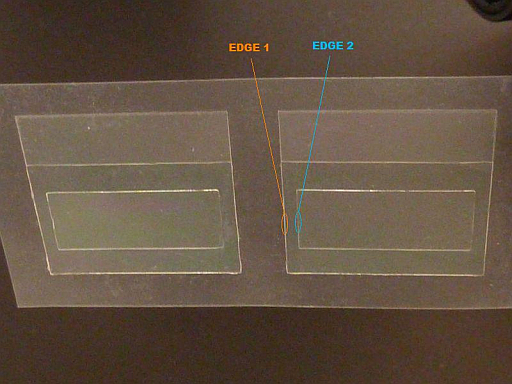
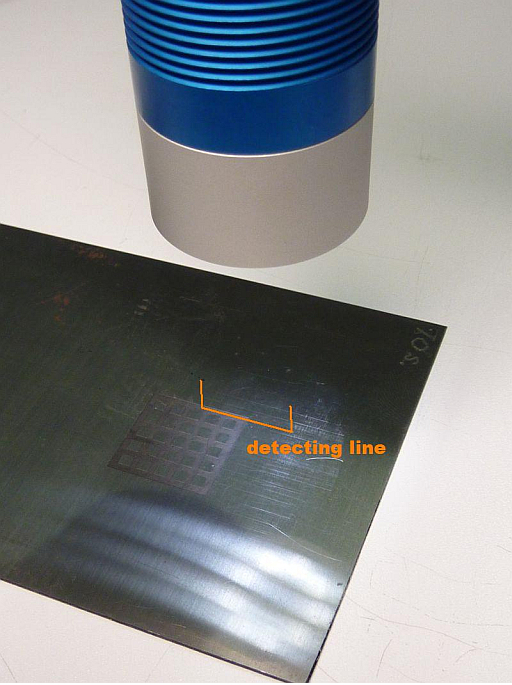
Detection of a rising and falling edge of a metal stripe on metal sheet A rising as well as a falling edge of a metal stripe on metal sheet should be detected. |
|
|||||
APP N° 755
|
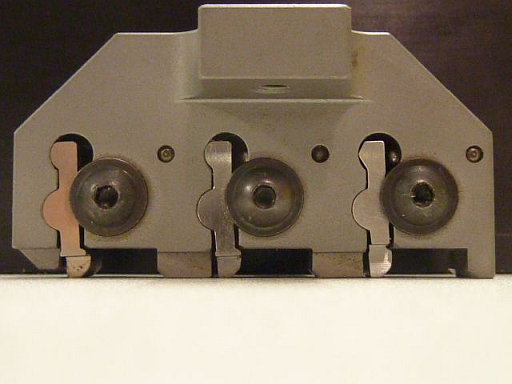
Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
|||||
APP N° 754
|
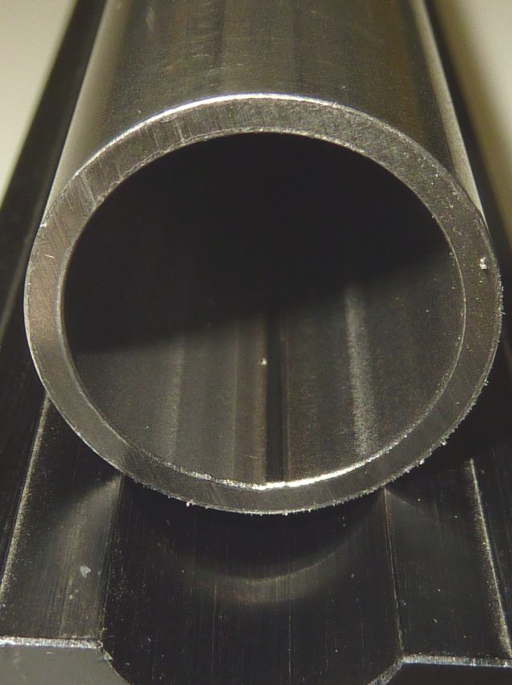
Inner diameter control of screw-nuts The inner diameter of screw-nuts should be measured. |

|
|||||
APP N° 753
|
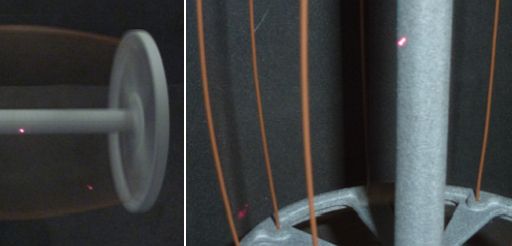
Wire counting on wire winding machines The number of wires on a wire winding machine should be counted. |
|
|||||
APP N° 752
|
Detection of the presence of oil on rivet screws The presence of oil on rivet screws should be detected. |

|
|||||
APP N° 751
|
Oil film detection on metal pins An oil film on metal pins should be detected. |

|
|||||
APP N° 742
|
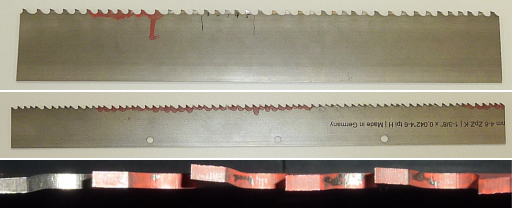
Color mark detection on saw blades Color marks should be detected on saw blades. |
|
|||||
APP N° 741
|
Color mark detection on metal screws The color mark on metal screws should be detected. |

|
|||||
APP N° 736
|
Differentiation of silver-colored screws from black coated screws Silver-colored screws should be differentiated from black coated screws. |

|
|||||
APP N° 733
|
Inner diameter measurement of metal components The inner diameter of metal components should be measured. |

|
|||||
APP N° 726
|
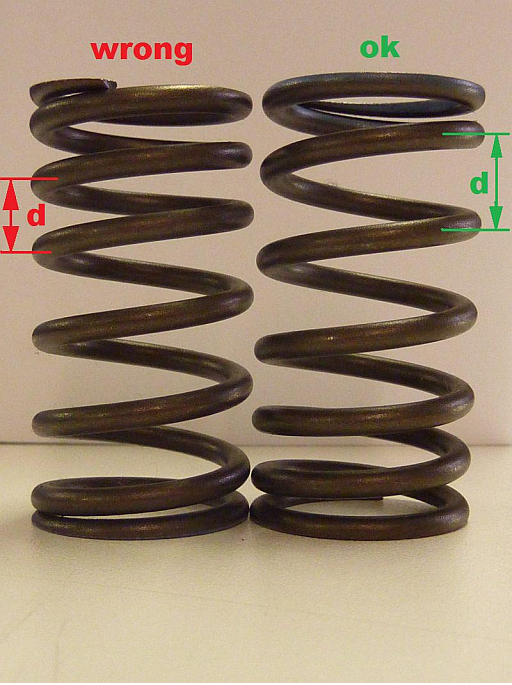
Metal spring height control The height of metal springs should be measured. |

|
|||||
APP N° 725
|
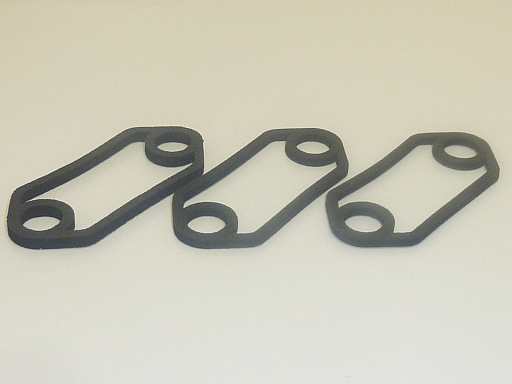
Thickness measurement of flat gaskets The thickness of flat gaskets should be measured. |
|
|||||
APP N° 719
|
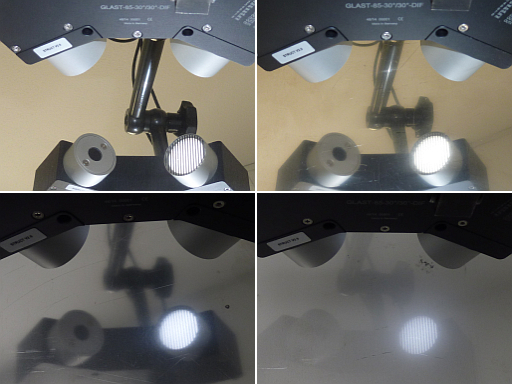
Surface control of stainless-steel sheets The surface of stainless-steel sheets should be controlled. |
|
|||||
APP N° 717
|
Counting folds on aluminum tubes Folds on aluminum tubes should be counted. It must be considered that the distance between the folds is not constant. |

|
|||||
APP N° 704
|
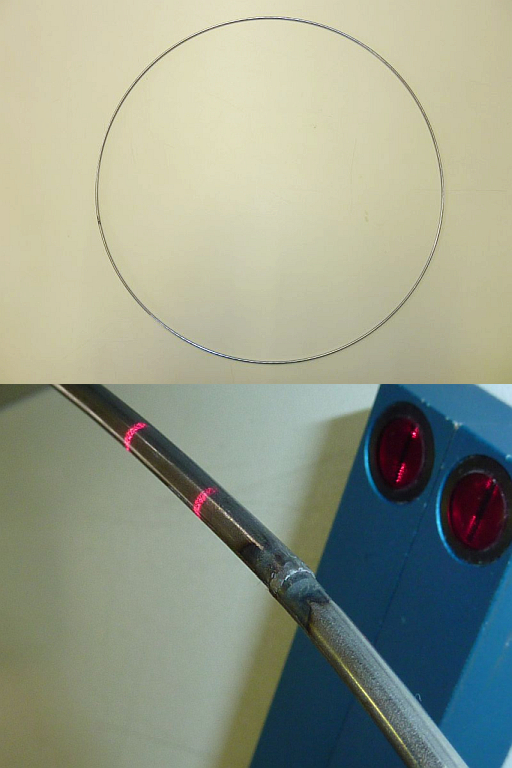
Detection of a laser-engraved mark on a stainless-steel rod Laser-engraved marks on stainless steel rods should be detected. |

|
|||||
APP N° 701
|
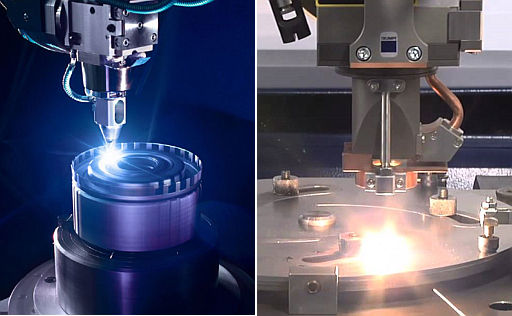
Laser welding process control During the laser welding the color as well as the intensity of the emitted light, caused by the laser welding, should be controlled. |
|
|||||
APP N° 686
|
Color separation of metal parts Metal parts should be separated depending on the color. |

|
|||||
APP N° 683
|
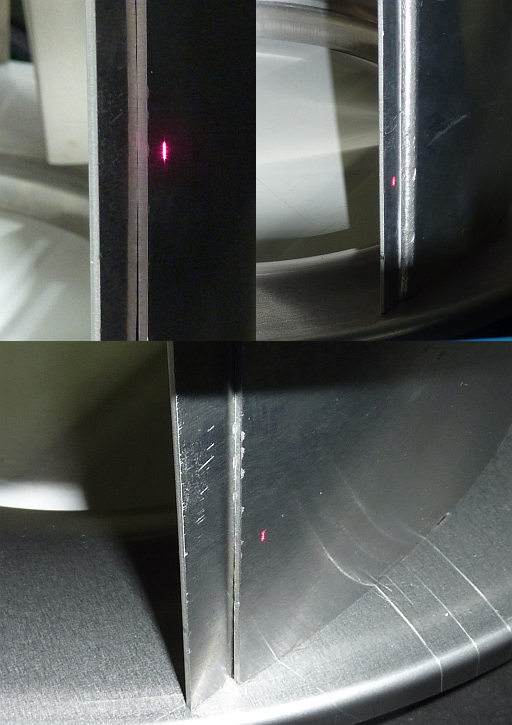
Detection of overlapped metal plates on metal fans and further whether the metal plates are welded The presence of welding lines should be controlled on metal fans. Furthermore, it should be controlled, whether the overlapped metal plates are welded or not welded. |
|
|||||
APP N° 680
|
Differentiation of black finished metal rod and metal rod Black bronzed metal rods should be distinguished from metal rods. |
|
|||||
APP N° 679
|
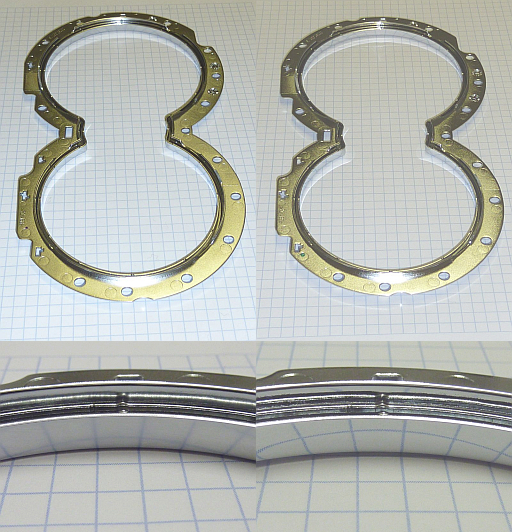
Lacquer quality control of shiny interior trims The lacquer quality of shiny interior trims should be controlled. |
|
|||||
APP N° 664
|
Gear differentiation Chemically non-treated gears should be distinguished from blackened gears. |

|
|||||
APP N° 650
|
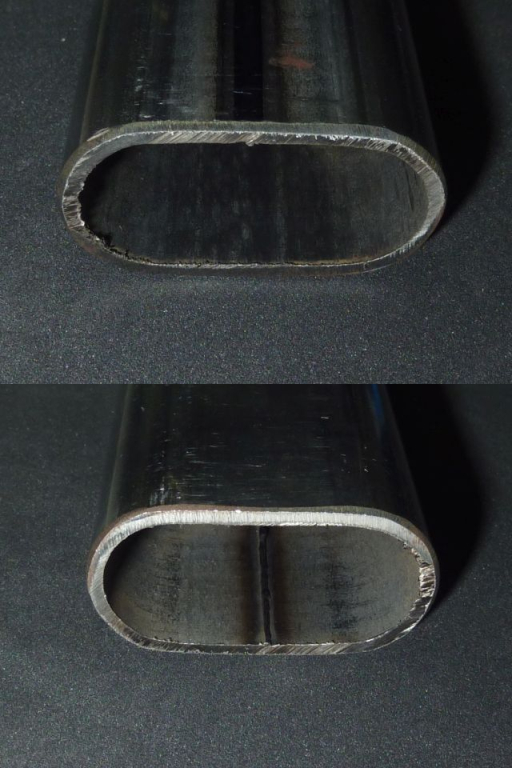
Correct positioning control of welded flat metal tubes The position of a welding line on a flat tube should be controlled. At this, the welding line should be underneath. |
|
|||||
APP N° 632
|
Barevné rozlišení eloxovaných hliníkových trubek Barevně se mají rozlišit eloxované hliníkové trubky. Color differentiation of anodized aluminum tubes Anodized aluminum tubes should be color differentiated. |

|
|||||
APP N° 631
|
Barevné rozlišení eloxovaných hliníkových profilů Barevně se mají rozlišit eloxované hliníkové profily. Color differentiation of anodized aluminum profiles Anodized aluminum profiles should be color differentiated. |

|
|||||
APP N° 630
|
Barevné rozlišení eloxovaného hliníku Mají se rozlišit eloxované hliníkové díly. Color differentiation of anodized aluminum components Anodized aluminum components should be color differentiated. |

|
|||||
APP N° 620
|
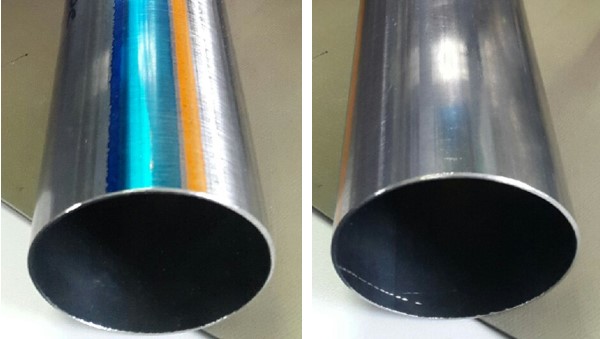
Kontrola barvy trubek z ušlechtilé oceli Modře lakované trubky z ušlechtilé oceli se mají rozlišit od trubek nenalakovaných. Color control of stainless steel tubes Blue painted stainless steel tubes should be differentiated from uncolored tubes. |
|
|||||
APP N° 616
|
Barevné rozlišení kovových spirálových pružin Kontrolovat se má barva kovových spirálových pružin. Kontrolní vzdálenost přitom nemá činit méně než 100 mm. Color differentiation of metal springs Metal springs should be color differentiated at a distance of 100mm. |

|
|||||
APP N° 575
|
Barevné rozlišení kovových kroužků Kovové kroužky se mají rozlišit podle barvy. Color differentiation of metal rings Metal rings should be color differentiated. |

|
|||||
APP N° 573
|
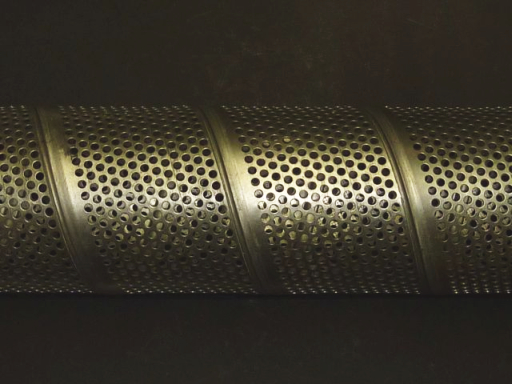
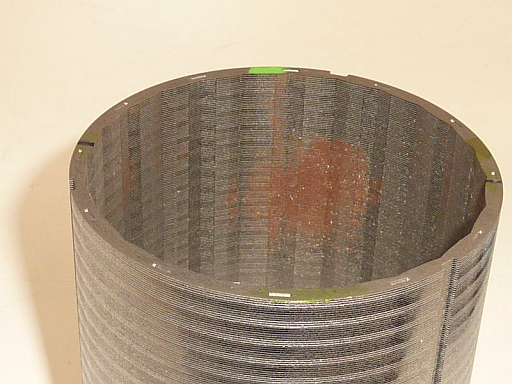
Detekce oblasti překrytí perforovaných kovových trubek Na perforovaných kovových trubkách se má provádět detekce oblasti překrytí. Overlap joint detection on perforated metal tubes The overlapping area on perforated metal tubes should be detected. |
|
|||||
APP N° 566
|
Rozpoznání svaru ve vnitřku trubky Na vnitřní straně trubky se má rozpoznat během otáčení svar. Inner tube welding line detection The welding line of an inner tube should be detected during rotation. |

|
|||||
APP N° 548
|
Kontrola povrstvení povrchu kulového kloubu Má se kontrolovat povrch kulových kloubů. Přitom se musí rozlišovat mezi povrstvenými, nepovrstvenými povrchy a povrchy „modře“ povrstvenými. Ball joint coating control The joint ball surface should be controlled with a view to the coating. At this, uncoated joint balls should be differentiated from coated and blue coated joint balls. |

|
|||||
APP N° 540
|
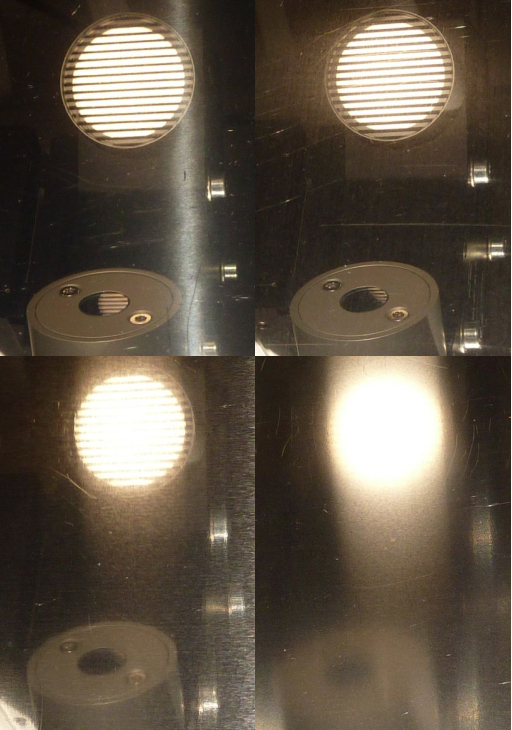
Kontrola závoje na plechu z ušlechtilé oceli Má se kontrolovat závoj na plechu z ušlechtilé oceli. Haze control of stainless steel plates The haze of stainless steel surfaces should be controlled. |
|
|||||
APP N° 539
|
Kontrola přítomnosti fluoreskujícího, tekutého lepidla v prohloubení Kontrolovat se má, zda je v otvoru naneseno fluoreskující, tekuté lepidlo. Presence control of liquid fluorescent glue in a hole The presence of fluorescent liquid glue in a hole should be controlled. |
|
|||||
APP N° 538
|
Kontrola oběžné plochy ozubených kol Kontrolovat se má případný výskyt povrchových vad na oběžné ploše ozubených kol. Control of the contact surface of gear wheels The contact surface of gear wheels should be controlled. |

|
|||||
APP N° 534
|
Rozlišení kovových článků řetězů Články řetězů se mají rozlišovat podle tloušťky. Tloušťka jednoho dílku přitom činí 2,0 mm, zatímco druhý dílek má tloušťku 2,3 mm. Differentiation of metal chain links Metal chain links should be differentiated by thickness. The thickness of the one size is 2.0mm, whereas the other size has a thickness of 2.3mm. |

|
|||||
APP N° 533
|
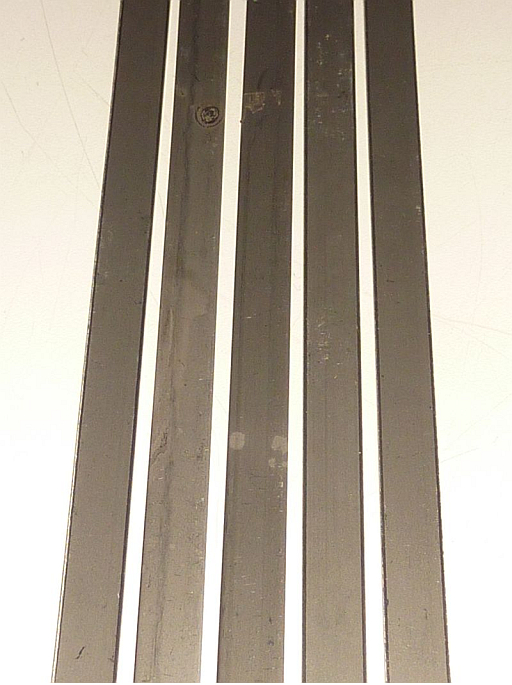
Detekce rýh na kovových páskách Vadné bimetalové proužky se označují rýhami. Během dalšího zpracování musí být tyto rýhy bezpečně rozpoznány, aby mohla být vadná část kovové pásky později odstraněna. Detection of chatter marks on metal bands Defects inside bimetallic bands will be marked with chatter marks. These chatter marks should be proper detected during the further processing and the damaged part of the metal stripes should be removed from the finishing later on |

|
|||||
APP N° 502
|
Kontrola přítomnosti poloprůhledného plastového filmu na kovovém plechu Má se testovat přítomnost namodralého poloprůhledného plastového proužku na plechu. Presence control of a semitransparent plastic film on a metal sheet A semitransparent light blue plastic film should be detected on a metal sheet. |

|
|||||
APP N° 498
|
Kontrola barvy kovových kroužků Kontrolovat se má kvalita kovových kroužků, a to na základě jejich barvy. Color control of metal rings The quality of metal rings should be controlled with a view to the color. |

|
|||||
APP N° 496
|
Kontrola přítomnosti oleje na kovových mřížkách Má se kontrolovat, zda se na kovových mřížkách vyskytuje olej. Oil presence control on metal grids The presence of oil should be detected on metal grids. |

|
|||||
APP N° 482
|
Měření barvy lakovaných plechů Má se zjistit barva lakovaných plechů (hodnoty L*a*b*). Color measurement of lacquered metal sheets The color of painted metal sheets should be measured (L*a*b* values). |
|
|||||
APP N° 480
|
Kontrola správné polohy kovových kolíků Kontrolovat se má správná poloha soustružených dílů z oceli. Direction control of metal pins The direction of metal pins should be controlled. |

|
|||||
APP N° 475
|
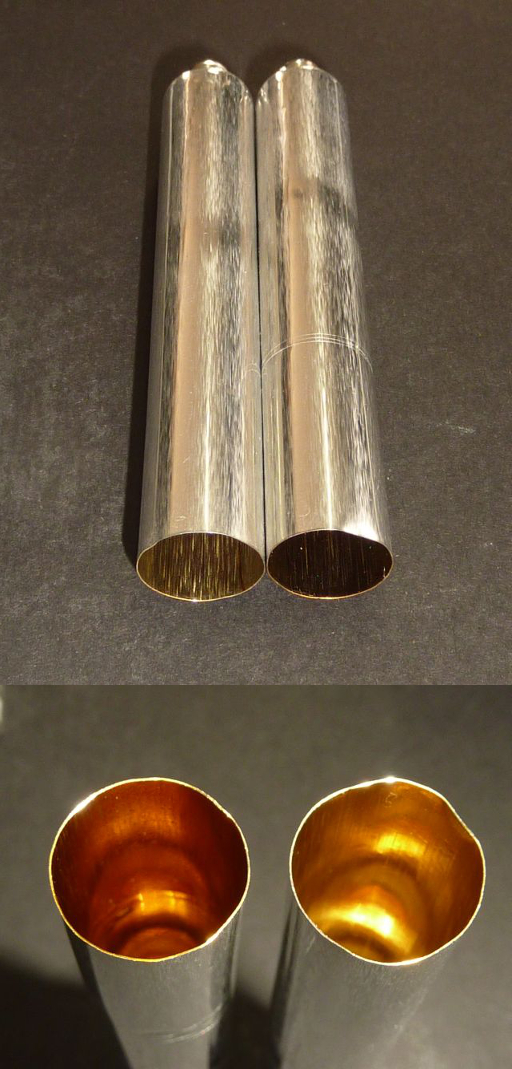
Rozlišení hliníkových pouzder s jednoduchým a dvojnásobným vnitřním lakováním Mají se rozlišit hliníkové tuby s jednoduchým a dvojnásobným vnitřním lakováním. Differentiation of single and double inside coated aluminum tubes Single inside coated aluminum tubes should be differentiated from double inside coated aluminum tubes. |
|
|||||
APP N° 474
|
Rozpoznání fluoreskujícího oleje na různých těsnicích plátech Má se kontrolovat, zda se na těsnicích plátech vyskytuje olej. Přitom je nutné myslet na to, že olej pod UV světlem fluoreskuje. Detection of fluorescent oil on flat washers The presence of oil on different flat washers should be controlled. It has to be taken into account, that the oil is fluorescent, if UV light is used. |

|
|||||
APP N° 473
|
Rozpoznání fluoreskujícího maziva na kovových kolících Kontrolovat se má přítomnost vrstvy maziva, které pod UV světlem fluoreskuje. Detection of fluorescent lubricant on metal pins Fluorescent lubricant should be detected on metal pins. |

|
|||||
APP N° 466
|
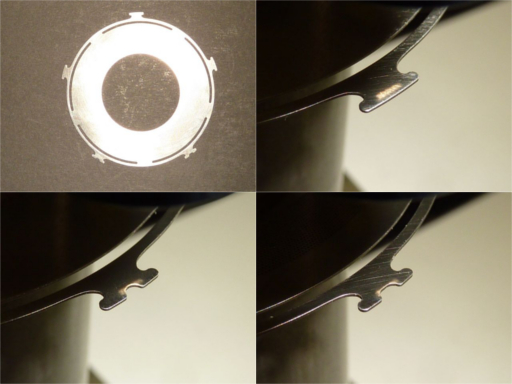
Kontrola přítomnosti půlkruhovitého výseku ve výstupku vysekávaného dílu Má kontrolovat přítomnost půlkruhovitého výseku ve výstupku vysekávaného dílu. Dále se má kontrolovat, zda jde o půlkruhovitý nebo protažený výsek. Presence control of a notch in a lobe of a metal stamping part The presence of a notch in a lobe of a metal stamping part should be detected. Furthermore a semicircular notch must be differentiated from an elongated notch. |
|
|||||
APP N° 464
|
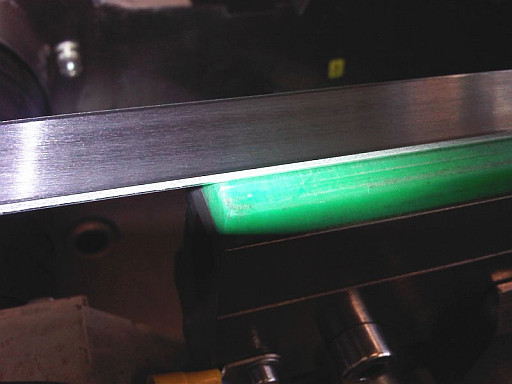
Kontrola rozprašovaného množství v Ex prostředí V Ex prostředí se má kontrolovat jak přítomnost rozprašovacího paprsku, tak i rozprašované množství. Přitom se musí zohlednit, že zde nepřichází v úvahu kontrola prosvícením. Spray jet amount control in the Ɛx range The presence as well as the spray amount of a spray jet in the Ex range should be controlled. It has to be taken into account, that a system based on the transmitted light mode cannot be used for this application. |

|
|||||
APP N° 463
|
Kontrola přítomnosti oleje v maticích a šroubech Bezprostředně před lemováním se má provádět kontrola oleje v maticích a šroubech Oil presence control in metal screw nuts and screws The presence and amount of oil in a screw nut as well as in a screw should be detected directly before border crimping. |

|
|||||
APP N° 456
|
Rozpoznání lepidla na závitu šroubu Má se kontrolovat výskyt a množství (pod UV světlem) fluoreskujícího lepidla na závitu šroubu. Glue detection on the thread of a screw The presence and amount of fluorescent (fluorescent under the influence of UV light) glue on the thread of a screw should be detected. |

|
|||||
APP N° 452
|
Kontrola dvojité vrstvy ocelových kroužků Má se kontrolovat přítomnost jednoho nebo dvou ocelových kroužků. Double ring control The presence of one or two rings should be controlled. |
|
|||||
APP N° 448
|
Detekce svarů uvnitř trubek Má se zaznamenat poloha svaru uvnitř trubky. Detection of the welding line in the core retainer The position of the welding line should be detected in inner pipes. |
|
|||||
APP N° 446
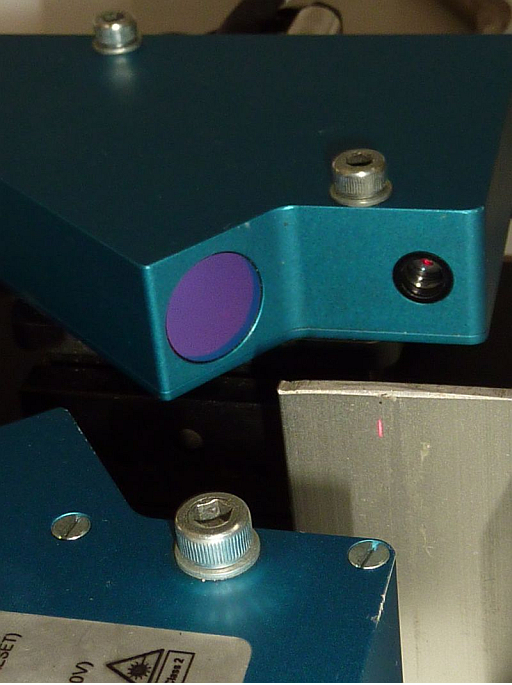
|
Kontrola rozprašovacího paprsku v režimu reflexního světla Má se provádět kontrola rozprašovacího paprsku v režimu reflexního světla, a to pro použití v Ex prostředí. Spray jet control with reflected light The spray jet should be controlled with reflected infrared light and in an Ɛx zone environment. |
|
|||||
APP N° 438
|
Kontrola průměru kovových drátů Má se měřit průměr různých kovových drátů a dráty se mají rozlišovat. Diameter control of metal wires The diameter of metal wires should be controlled and the wires should be differentiated. |

|
|||||
APP N° 428
|
Rozlišení pozinkovaných a nepozinkovaných soustružených dílů z oceli Mají se rozlišit pozinkované a nepozinkované soustružené díly z oceli. Differentiation of zinc plated steel parts and raw steel parts Zinc plated steel turned parts should be differentiated from raw steel turned parts. |

|
|||||
APP N° 425
|
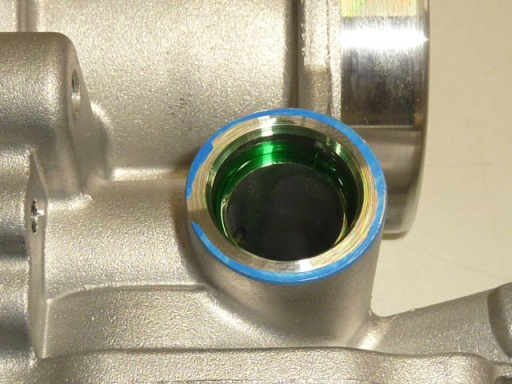
Kontrola přítomnosti olejového filmu na hliníkovém tělese Na hliníkovém tělese se má kontrolovat, zda není vnitřní povrch tělesa potažen olejovým filmem. Presence control of an oil film on an aluminum surface The presence of an oil film in aluminum housing should be controlled. |

|
|||||
APP N° 424
|
Přítomnost kapky oleje na ocelovém povrchu Na ocelovém povrchu se má kontrolovat, zda na něm není kapka oleje. Oil drop presence control on a steel surface The presence of an oil drop on a steel surface should be controlled. |

|
|||||
APP N° 423
|
Kontrola dvojité vrstvy membrán v pojistných membránách V pojistné membráně se má kontrolovat, zda nebyly omylem vloženy dvě membrány. Přitom je nutné pamatovat na to, že se mohou vyskytovat jak různé materiály pojistných membrán (měď nebo hliník), tak i různé membrány (hliníková nebo ocelová fólie). Double membrane control on breaker plates The presence of one or two diaphragms in a blow-out disk should be differentiated. At this, different types of burst disks are available (copper and aluminum) with different diaphragms (aluminum membrane or steel membrane). |

|
|||||
APP N° 415
|
Kontrola směru kovových tyčí Kontrolovat se má správná poloha kovových tyčí. Přitom je jeden konec tyče zploštěn a druhý konec je kulatý. Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
|||||
APP N° 405
|
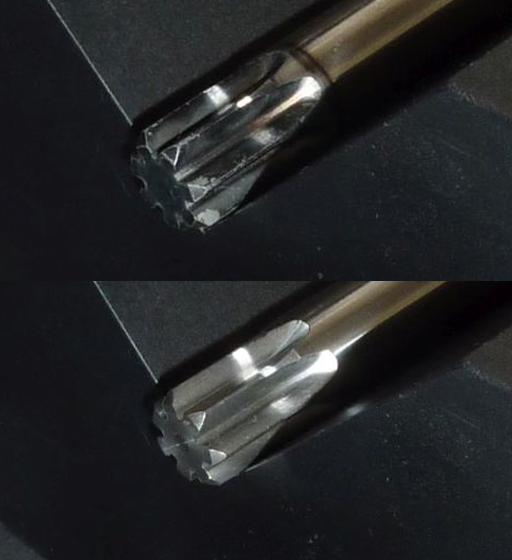
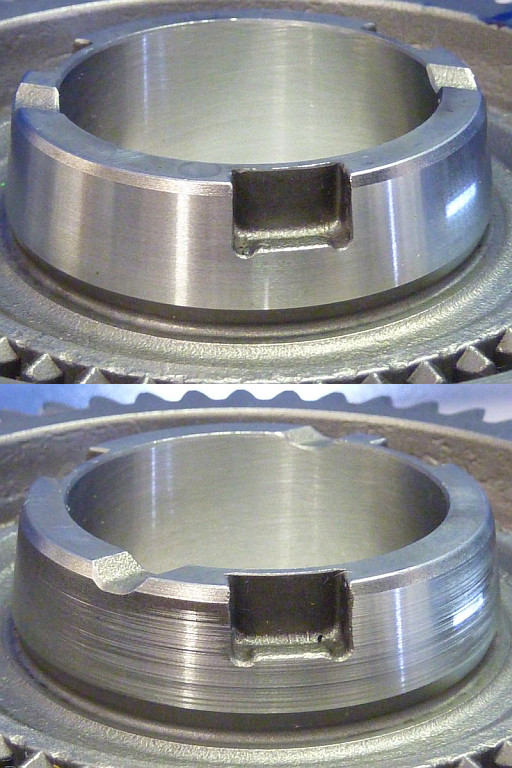
Kontrola přítomnosti vnitřního závitu, jakož i díry v ozubeném kole Kontrolovat se má přítomnost vnitřního závitu, jakož i díry v ozubeném kole. Dále se má kontrolovat, zda díru neblokuje například odlomená špička vrtáku. Presence control of an inside thread and a hole at a gear wheel The presence of an inside thread and a hole at a gear wheel should be controlled. Furthermore it should be controlled, whether the hole is blocked from e.g. a drill bit. |

|
|||||
APP N° 404
|
Měření výšky kovových kolíků a velikosti zubů, jakož i hloubky slepé díry v ozubeném kole Provádět se má bezdotyková kontrola výšky kovových kolíků a zubů, jakož i hloubky slepé díry v ozubeném kole. Height measurement of a metal pin and of the teeth as well as the depth of a blind hole on a metal gear wheel The height of a metal pin as well as the depth of a blind hole on a gear wheel should be controlled. Furthermore, the height of the teeth on the gear wheel should be measured. |
|
|||||
APP N° 403
|
Měření velikosti spáry na hliníkových tělesech turbodmychadel Na hliníkových tělesech turbodmychadel se má provádět měření spáry. Gap size measurement on an aluminum casting of a turbo charger The gap size on the aluminum housing of a turbo charger should be measured. |

|
|||||
APP N° 400
|
Měření tloušťky bimetalových pásků Za pohybu se má bezdotykově kontrolovat tloušťka bimetalového pásku. Thickness measurement of a bimetal band The thickness of a bimetal band should be measured contactless during the movement. |
|
|||||
APP N° 396
|
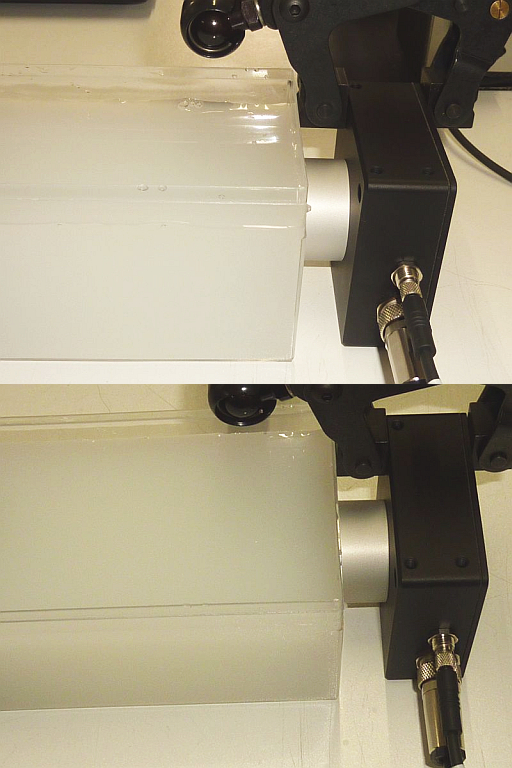
Fluorescenční kontrola čisticích zařízení na vodní bázi V čisticí vodě mycích zařízení na vodní bázi se má kontrolovat podíl oleje. Emulze vrtacího oleje, jakož i minerální oleje mají tu vlastnost, že při dopadu UV světla emitují světlo ve viditelném rozsahu, tedy fluoreskují. Se stoupajícím obsahem oleje v emulzi se také zvyšuje fluoreskující množství světla. Fluorescence control of water based cleaning systems The amount of oil in an oil-water based emulsion should be controlled. Over time cleaning water used for water based cleaning machines is changing into an oil-water based emulsion with a steady increase of the content of oil. |
|
|||||
APP N° 395
|
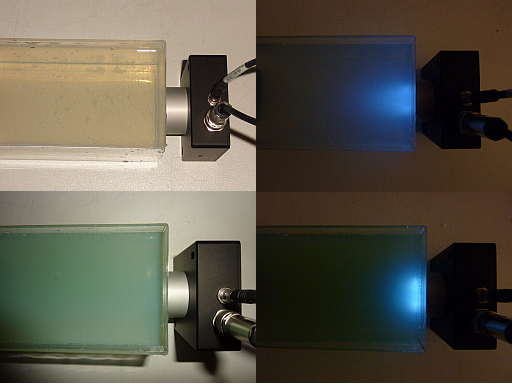
Kontrola zakalení vody v čisticích zařízeních na bázi vody Kontrolovat se má zakalení čisticí vody, používané v mycích zařízeních na vodní bázi, přičemž se kontroluje znečištění vody částicemi nečistot, mazivy, oleji ale také kovovými mikrotřískami. Turbidity control of water based cleaning systems The turbidity of cleaning water used for cleaning systems should be controlled. Over time, the cleaning water becomes more and more an oil-in-water emulsion mixed with dirt, grease and small metal swarf. |
|
|||||
APP N° 386
|
Měření výškového rozdílu mezi vysekávaným ohýbaným dílem a soustruženým dílem Bezprostředně před svařováním má být kontrolován výškový rozdíl mezi vysekávaným ohýbaným dílem a soustruženým dílem. Vertical height control between a turned metal part and a press-bent part The vertical height between a shiny turned metal part and a press-bent part should be measured immediately before welding. |

|
|||||
APP N° 385
|
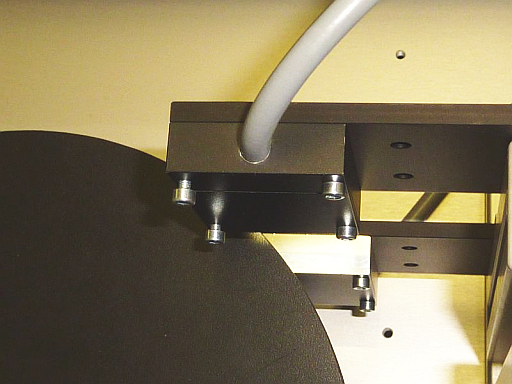
Měření vzdálenosti k černým pryžovým nárazníkům Má se měřit vzdálenost k černému pryžovému povrchu. Distance control of black rubber buffers The distance of black rubber buffers should be controlled. |
|
|||||
APP N° 372
|
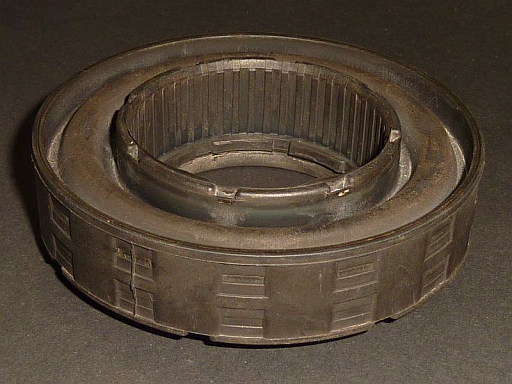
Kontrola vnitřního ozubení otočného dílu z oceli Během rotace otočného dílu s vnitřním ozubením se má kontrolovat poměr délky zubů a mezery mezi zuby. Quality control of internal gears The width of the teeth as well as the gap between the teeth of internal gears should be controlled. |

|
|||||
APP N° 363
|
Kontrola délky ocelového kolíku Za pohybu se má kontrolovat délka ocelového kolíku. Kovový kolík se přitom pohybuje rychlostí cca 2 m/s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
|||||
APP N° 359
|
Pojistný lak šroubů – výskyt – kontrola ve vnitřních závitech Má se kontrolovat, zda je ve vnitřních závitech nanesen pojistný lak šroubů. Screw locking varnish presence control on female threads The presence of a thread lock fluid should be controlled on inside threads. |

|
|||||
APP N° 358
|
Rozlišení broušených a nebroušených kovových kolíků Broušené kovové kolíky se mají rozlišit od kovových kolíků nebroušených. Differentiation of grinded and raw metal pins Grinded and raw metal pins should be differentiated. |

|
|||||
APP N° 356
|
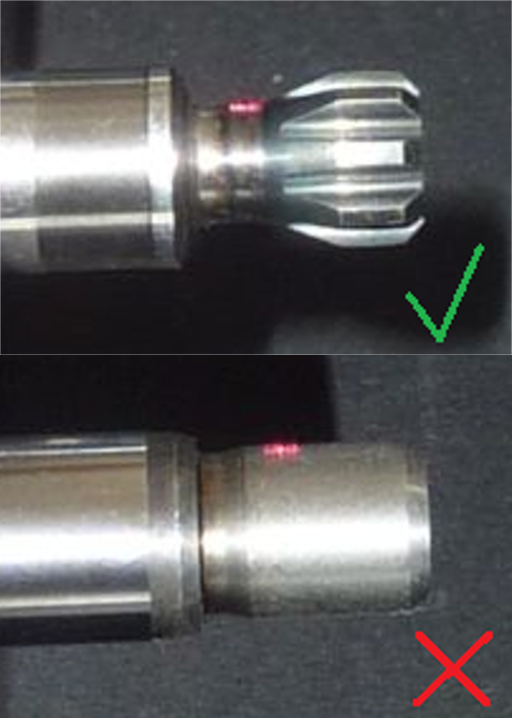
Rozlišování kovových tyček Kovové tyčky s hladkým koncem mají být rozlišeny od kovových tyček s koncovým ozubením. Dále se má kontrolovat, zda je ozubení černé nebo je v barvě oceli. Differentiation of metal rods Metal rods with an even finish should be differentiated from metal rods with a slotted end. Furthermore a metal rod with a black slotted end should be differentiated from a steel colored end. |
|
|||||
APP N° 352
|
Rozpoznání defektu na kovových pásech Během transportu pásů se mají rozpoznat tmavé, jakož i světlé skvrny na těchto kovových pásech. Defect detection on metal bands Dark as well as bright spots with different size should be detected on metal bands. |
|
|||||
APP N° 345
|
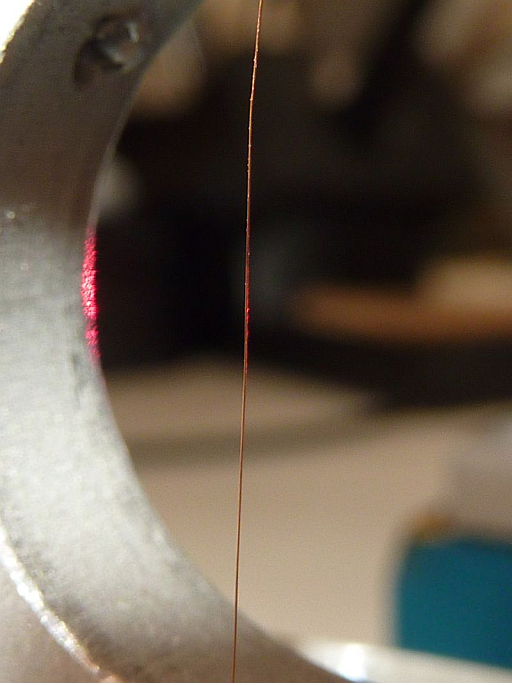
Kontrola přítomnosti vyražených značek na kovových drátech Na měděně zbarvených kovových drátech se má kontrolovat, zda jsou na nich vyraženy jemné linie. Stamping mark presence control on metal wires The presence of stamped small lines should be controlled on a copper colored metal wire. |
|
|||||
APP N° 333
|
Kontrola frekvence průmyslových větráků Kontrolovat se má frekvence průmyslově používaných ventilátorů. Dále se má kontrolovat směr otáčení. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 332
|
Rozpoznání defektu na hliníkových profilech Mají být rozpoznána převýšení na hliníkových profilech. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
|||||
APP N° 327
|
Detekce místa tvorby barevného závoje na kovovém pásku Mají být rozpoznána místa s barevným závojem na kovových páskách. Tarnish film detection on metal band A tarnish film should be detected on metal band. |

|
|||||
APP N° 326
|
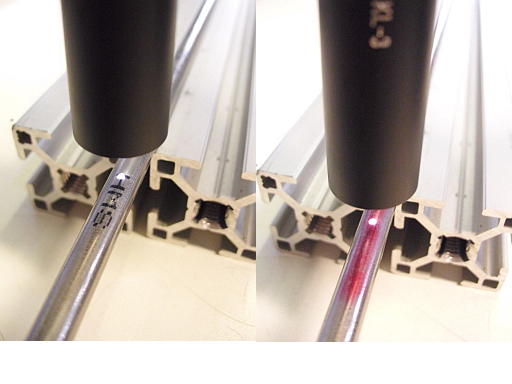
Kontrola přítomnosti vrstvy červeného maziva na kovovém kolíku Kontrolovat se má přítomnost vrstvy červeného maziva na kovovém kolíku, a to ze vzdálenosti cca 200 mm. Presence control of red lubricant on metal pin The presence of a red lubricant on a metal pin should be controlled. A minimum sensor distance of approx. 200mm is required. |

|
|||||
APP N° 302
|
Měření vzdálenosti na hliníkovém povrchu Měřit se má vzdálenost k hliníkovému povrchu, přičemž existuje extrémní závislost reflexe na směru otáčení hliníkového plechu. Musí se použít laserový senzor vzdálenosti, který umí pokrýt tento velký dynamický interval. Distance measurement onto an aluminum ground surface The distance to an aluminum ground surface should be measured. At this, the grinding is extremely angle-dependent and thus, the consequences in using a laser displacement sensor are that the reflectivity is strongly angle-dependent, too. |
|
|||||
APP N° 289
|
Kontrola rovinnosti rozbrušovacích kotoučů Během otáčení se má kontrolovat rovinnost tzv. rozbrušovacích kotoučů. Evenness control of angle grinder discs The flatness of angle grinder discs should be controlled during the rotation. |

|
|||||
APP N° 283
|
Kontrola polohy západkového uzávěru Má se hlídat poloha západky vzhledem ke kovovému tělesu. Position control of spring locks on metal parts The position of the snap fit of a metal part should be controlled. |
|
|||||
APP N° 255
|
Kontrola olejového filmu na kovovém dílu během rotace Kontrolovat se má, zda je po celém obvodu kovového dílu nanesen bez přerušení olejový film. Detection of the presence of an oil film on a turned metal part The presence of an oil film without gap should be controlled on a turned metal part. |

|
|||||
APP N° 248
|
Kontrola polohy nesymetrické spirálové pružiny Má být kontrolována správná poloha nesymetrické spirálové pružiny. Attitude control of an asymmetric spiral spring The attitude of an asymmetric suppressed spring should be controlled. |
|
|||||
APP N° 240
|
Kontrola soustřednosti kotouče Má se kontrolovat soustřednost rychle rotujícího kotouče. Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
|||||
APP N° 238
|
Rozpoznání vygravírované linie na oběžné ploše řemenice Na oběžné ploše černé řemenice se má během rotace řemenice přesně identifikovat vygravírovaná čárová značka. Detection of a line engraving on the bearing surface of a pulley An engraved line on the bearing surface of a black pulley should be detected. |

|
|||||
APP N° 229
|
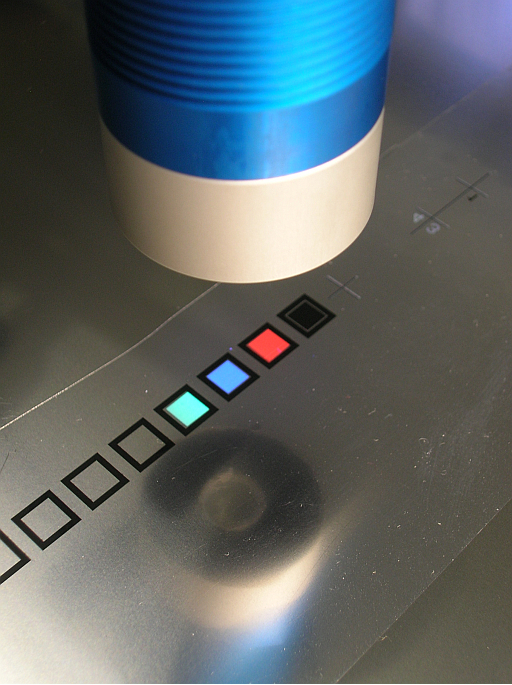
Rozpoznání barevné značky na polovinách ložiskových pánví kluzných ložisek Má se provádět detekce červených, zelených a žlutých barevných značek, jakož i neoznačeného povrchu poloviny ložiskové pánve kluzného ložiska. Nesmí se zapomenout na to, že barevná značka musí být jako stejná barva bezvadně rozpoznána i ve stavu, kdy je napůl setřena, tedy když se vyskytují pouze zbytky barvy. Detection of color marks on slide bearing shells Red, green and yellow color marks as well as no color mark on slide bearing shells should be detected and distinguished. It should be taken into account that the color mark should be detected even if it is partially removed. |
|
|||||
APP N° 228
|
Kontrola výstřednosti řemenic Během jednoho oběhu se má kontrolovat rozměr x řemenice. Eccentricity control of belt pulley The eccentricity of belt pulley should be controlled. The dimension x should be controlled over the whole circle. |

|
|||||
APP N° 227
|
Kontrola průměru různých drátů v průběhu výroby Během výrobního procesu se má kontrolovat průměr různých kovových drátů. Diameter control of different wires during the production The diameter of different metal wires should be controlled during the production process. |
|
|||||
APP N° 218
|
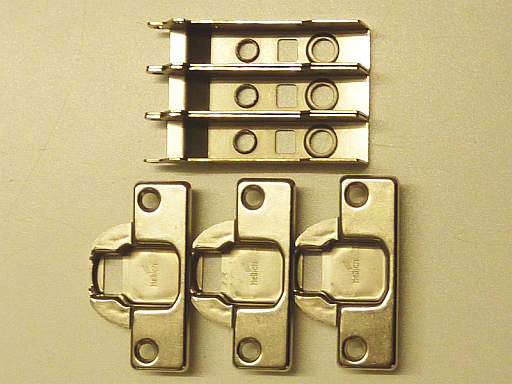
Kontrola povrchu kování Na určitých místech se má kontrolovat povrch různých kování. Přitom se má rozlišovat lesklý a matný povrch. Surface control of frame joints The surface of several hinge-joints should be color-gloss controlled on different areas. |
|
|||||
APP N° 216
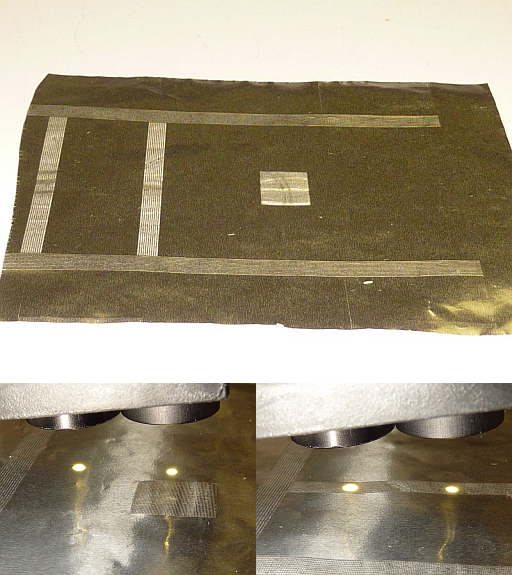
|
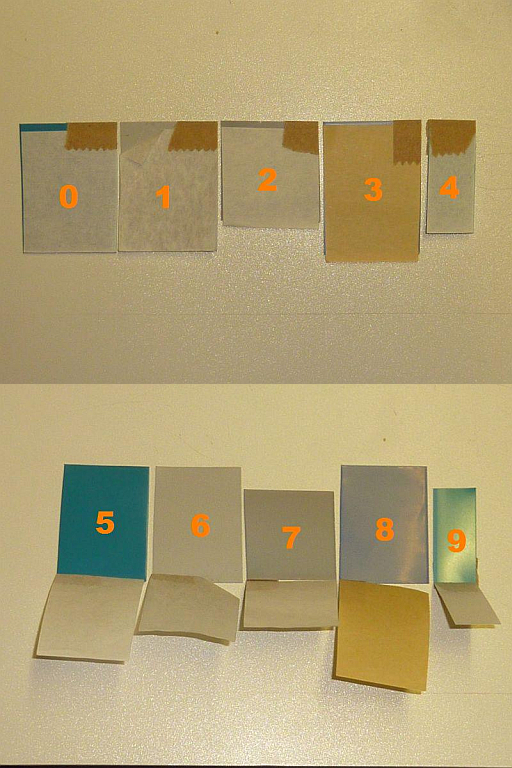
Kontrola přítomnosti papírové vrstvy na hliníkovém plechu Kontrolovat se má přítomnost papírové vrstvy na tabulích hliníkového plechu, které jsou eloxovány v různých barvách. Presence control of a paper sheet on an aluminum plate The presence of a paper sheet on different colored aluminum plates should be controlled. |
|
|||||
APP N° 215
|
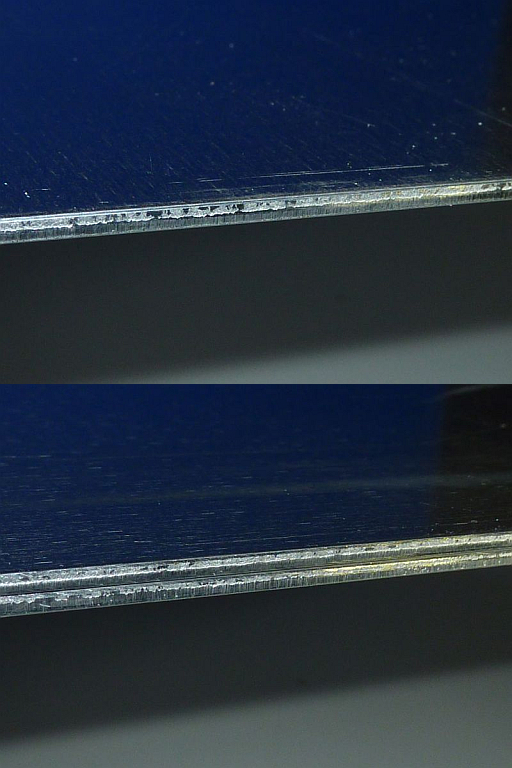
Bezdotykové měření tloušťky plechů Tloušťka plechů má být měřena bezdotykově. Nesmí se zapomenout, že plech nemá vždy stejnou polohu, tzn., že může být přiváděn pouze v rámci určitého tolerančního rozsahu. Noncontact thickness measurement of metal sheets The thickness of metal sheets should be measured, but contactless. |
|
|||||
APP N° 211
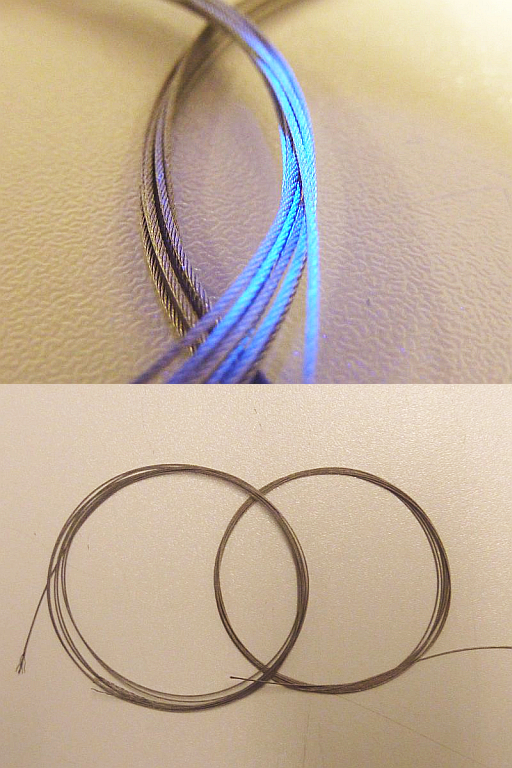
|
Kontrola přítomnosti voskové vrstvy na ocelovém drátu Má být rozpoznán výskyt fluoreskující voskové vrstvy na ocelovém drátu. Vosková vrstva se může rozsvítit při použití UV světla v modrém délkovém rozsahu. Presence control of wax coating on steel wire ropes The presence of wax coating on steel wire ropes should be controlled. The wax is supplied with fluorescent additives. |
|
|||||
APP N° 209
|
Kontrola lesku řezných kroužků Mají se rozlišovat dvě komponenty s různým leskem. Gloss control of cutting rings The gloss of cutting rings should be controlled. Two components, different in gloss, should be distinguished. |

|
|||||
APP N° 204
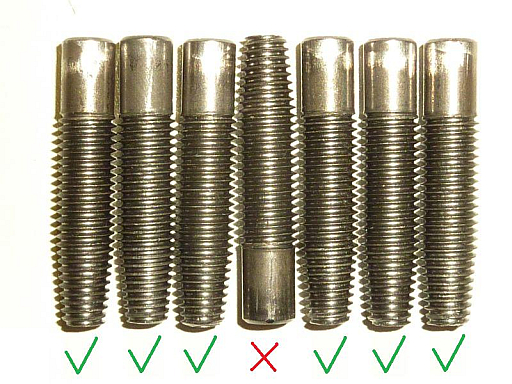
|
Rozpoznání správné polohy šroubů Má se kontrolovat správná poloha šroubů v mechanickém vedení. Detection of the alignment of a screw The alignment of screws in a mechanical guide should be controlled. |
|
|||||
APP N° 199
|
Detekce vylaserované referenční značky na hliníkové fólii a současně rozlišení od vylaserovaného proužku Má být rozpoznána vylaserovaná referenční značka na lesklé hliníkové fólii, navíc musí být tato značka rozlišena od dodatečného vylaserovaného, trochu užšího proužku. Detection of a lasered reference mark on an aluminum foil and differentiation from a lasered stripe A lasered reference mark on a shiny aluminum foil should be detected. A proper detection of the reference mark should be guaranteed, which means, that the lasered stripe must not be detected as a reference mark. |
|
|||||
APP N° 197
|
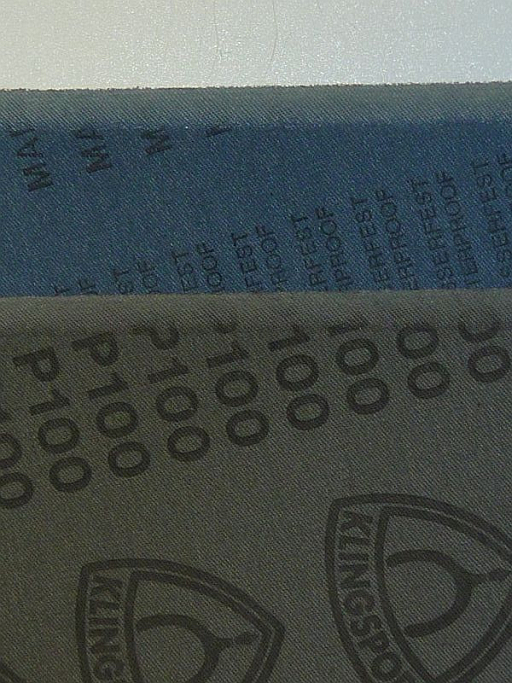
Inline kontrola barvy brusného papíru Během výroby se má kontrolovat barva brusného papíru. Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
|||||
APP N° 194
|
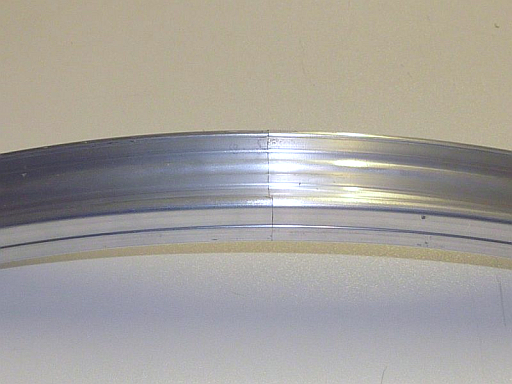
Zaznamenání hrany v hliníkovém ráfku Má se rozpoznat hrana na oběžné ploše hliníkového ráfku. Ráfek se přitom otáčí rychlostí cca 50 ot./min. Detection of an edge in an aluminum wheel rim The edge in an aluminum wheel rim should be detected. The speed of the wheel rim is around 50 rpm. |

|
|||||
APP N° 193
|
Rozpoznání fluoreskující značky na paketu výlisků Na přední straně paketu výlisků má být detekována značka, která pod UV světlem žlutě fluoreskuje. Detection of a fluorescent mark on a metal sheet matrix A fluorescent mark on the top side of a metal sheet matrix should be detected. |
|
|||||
APP N° 189
|
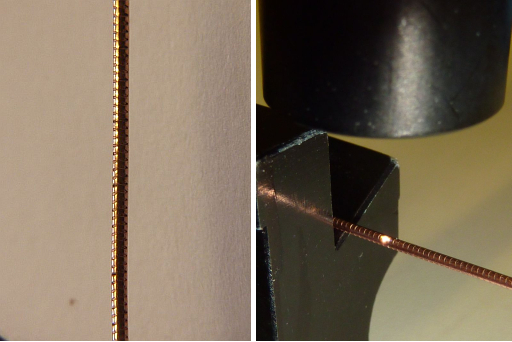
Inline-kontrola barvy zlatem povrstvených drátů Během výrobního procesu se mají kontrolovat zlatem povrstvené dráty. Navíc se má provádět detekce lokálních defektů, jako jsou např. vroubky. Výrobní rychlost přitom činí cca 10 m/s. Inline color control of a golden coated wire A golden coated wire should be controlled during the production process. Furthermore, local defects like grooves should be detected. At this, the production speed of the wire is approximately 10 m/s. |

|
|||||
APP N° 186
|
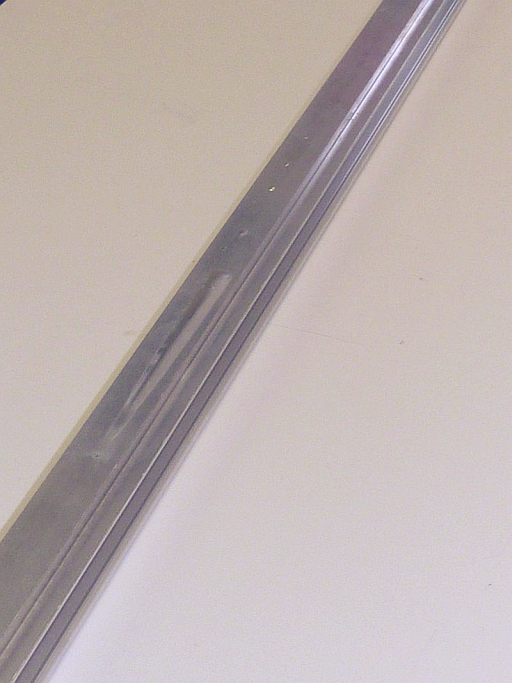
Rozpoznání svaru na kovovém proužku Na kovovém proužku se má rozpoznat svar. Svar přitom vypadá různě, může se vyskytnout i obroušený svar. Welding line detection on a metal stripe A welding line on a metal stripe should be detected. At this, the welding line looks different, even a grinded welding line is possible. |
|
|||||
APP N° 181
|
Kontrola barvy mosazí povrstvených ocelových drátů Má se kontrolovat kvalita mosazí povrstvených ocelových drátů. Barva přitom indikuje tloušťku mosazné vrstvy. Color control of brass coated steel wires The quality of brass coated steel wires should be controlled. At this, the color of the wire delivers information about the thickness of the coating. |

|
|||||
APP N° 177
|
Detekce spoje na oběžné ploše hliníkového ráfku Má se rozpoznat spoj na oběžné ploše hliníkového ráfku. Detection of a joint on a wheel rim A joint on an aluminum wheel rim should be detected. At this, the wheel is rotating with a speed of 50 rpm. |
|
|||||
APP N° 173
|
Rozpoznání netěsnosti svarů myček nádobí Musí být kontrolovány případně netěsnosti svarů myček nádobí. Pro tento účel vystříká vnitřní prostor robot, použije k tomu rozprašovací trysku s fluoreskující tekutinou. V případě netěsnosti svaru pronikne část tekutiny ven a netěsnost tak lze zjistit za pomoci senzoru s UV osvětlením. Leak detection of welding lines on dish washers Leaks should be detected on welding lines of dish washers. At this, a robot equipped with a spray nozzle sprays a fluorescent liquid into the inner chamber of a dish washer. If leaks are present in the welding line, the fluorescent liquid flows through these leaks and can be detected with a fluorescent color detector. |

|
|||||
APP N° 170
|
Kontrola výskytu izolační vrstvy na tenkých kovových drátech Má se měřit průměr tenkého kovového drátu. Tloušťka drátu podává informaci o přítomnosti izolační vrstvy. Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 169
|
Kontrola barev postříbřených kovových drátů Během výroby se má kontrolovat barva, jakož i intenzita barvy postříbřeného kovového drátu, aby se předešlo nehomogenitě ve svitku. Color control of silver colored metal wires The color as well as the gray scale of a silver colored wire can differ in a coil. To avoid these inhomogenities the wire should be color controlled. |
|
|||||
APP N° 167
|
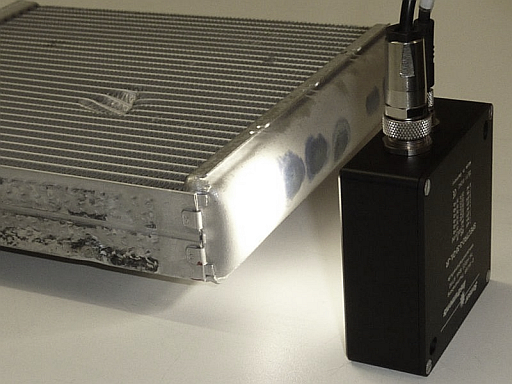
Rozpoznání nastříkané značky na kovovém povrchu vodního chladiče Vadné nebo poškozené vodní chladiče jsou během montáže opatřeny modrou nastříkanou značkou. Intenzita a velikost nastříkané značky přitom může extrémně kolísat. Detection of spray marks on the metal surface of water cooler Defective or damaged water coolers will be marked during the assembling process with a blue spray mark. Intensity and size of the color mark, however, differs extremely. |
|
|||||
APP N° 165
|
Kontrola povrchu sprchových hadic Kontrolovat se má povrch kovových sprchových hadic, a to z hlediska zašedlého povlaku, žlutavého nádechu a svaru. Dále se zde mohou vyskytovat i barevné pásky, které musí být také rozpoznány. Quality inspection of shower hoses The surface of shower hoses should be controlled. Failures like slight gray tint, gray tint (bloom), yellow tint surfaces (yellowness) but also a metallic overlap and a red ribbon should be detected. |
|
|||||
APP N° 164
|
Měření výšky svaru, také měření na broušeném svaru Má se měřit výška svaru na ocelovém plechu. Svar se má přitom kontrolovat jak před, tak i po následném procesu broušení. Measurement of the height of a welding line and a polished welding line on a metal sheet The height of a welding line should be controlled; at this, the presence of the welding line has to be checked before the grinding process and the height of the polished welding line has to be measured after the grinding process. |

|
|||||
APP N° 155
|
Rozpoznání bezvadné barevné značky na kovovém kotouči Má se testovat přítomnost barevné značky na kovovém kotouči. Přitom se musí vzít v úvahu, že i částečně setřené barevné značky jsou identifikovány jako chyba. Detection of a proper color mark on a metal disk The presence of a proper color mark on a metal disk should be detected. The parts with a missing color mark as well as the parts with a color marks which are partly erased should be sorted out. |

|
|||||
APP N° 140
|
Kontrola přítomnosti povrstvení na kovovém povrchu Kontrolovat se má výskyt povrstvení na kovovém povrchu. Presence control of a coating on metal sheet The presence of a coating on a metal sheet should be controlled. |
|
|||||
APP N° 132
|
Měření profilu brusného kamene Profil brusného kamene se má měřit během otáčení brusného kamene. Senzorika má přitom pojíždět jak lineárně, tak i paralelně k rotační ose brusného kamene. Má být zaznamenávána hloubka až max. 20 mm. Profile measurement of an abrasive block The contour of a grinding stone should be measured. The necessary measurement range is approximately 20mm. |

|
|||||
APP N° 129
|
Rozlišení slepé díry a slepé závitové díry V hliníkovém dílu se má rozlišovat mezi slepou dírou a slepou závitovou dírou. Differentiation of blind holes and blind threads On metal blocs a presence control of blind threads and blind holes should be realized. |

|
|||||
APP N° 127
|
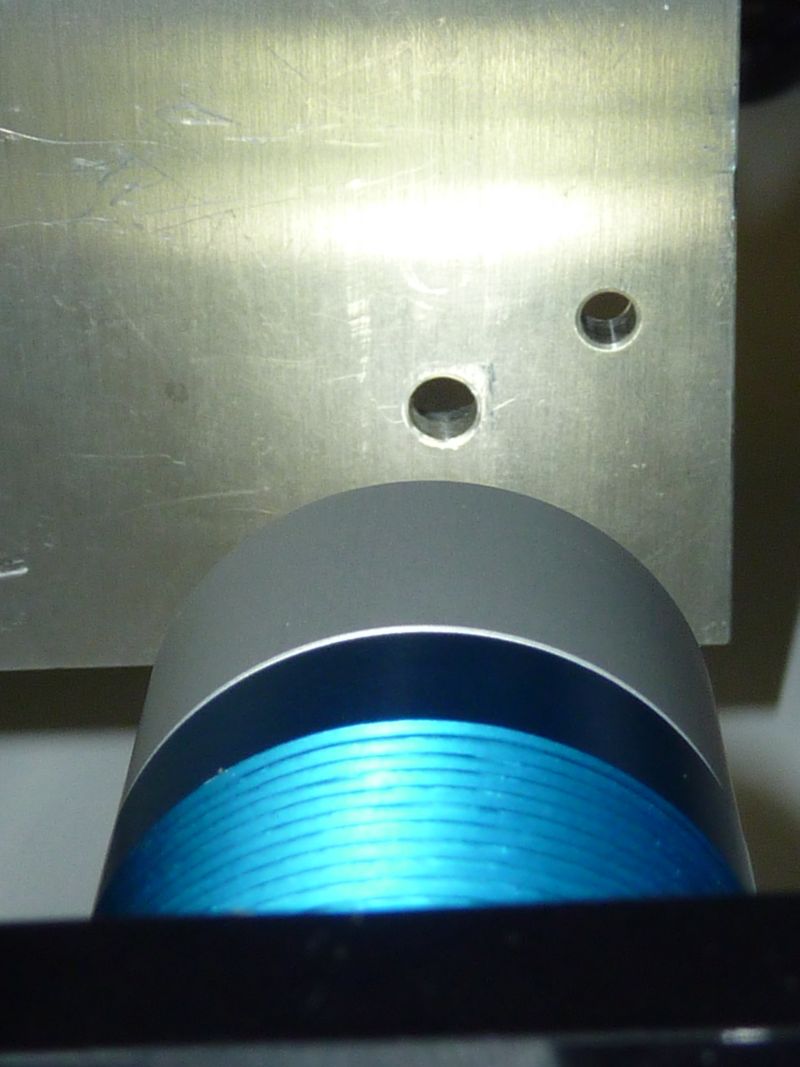
Kontrola průměru děr Má se kontrolovat průměr děr v hliníkové dílu. Vyskytovat se mohou díry o maximálním průměru 8 mm. Diameter control of holes The diameter of holes in an aluminum bloc should be controlled. Holes with diameters up to 8mm must be measured. |
|
|||||
APP N° 123
|
Kontrola dvojitého plechu Plechy se odebírají ze stohu, přitom se může stát, že namísto jednoho plechu jsou odebrány najednou dva plechy, čemuž by se mělo z bezpečnostních důvodů zabránit. Bezprostředně před odebráním plechu ze stohu by tedy měla proběhnout kontrola, zda nebyly nechtěně odebrány i další plechy. Double sheet control Metal plates should be removed from a stack with a robot. The robot sucks the metal sheets one by one and it should be avoided for safety reasons to move two metal sheets simultaneously. A sensor should detect double sheet not from the top but from the side. Furthermore, the system should be adapted automatically after a change of the type of metal sheet (different thickness or different metal). |
|
|||||
APP N° 115
|
Kontrola povrchu broušeného kužele na ozubeném kole Má se kontrolovat povrch kužele ozubeného kola, zda na něm nejsou rýhy nebo hrubé stopy po broušení. Ozubené kolo přitom může během kontroly rotovat a vzdálenost měřicí senzoriky od senzoru by měla činit cca 200 mm. Quality control of the surface of a cone on a cogwheel The surface of the cone on a cogwheel should be checked. The surface of a proper cone looks very homogeneous; the surface of a bad cogwheel shows grooves and scratches. For investigations the cogwheel can be turned around its axis. The distance from the sensor to the object should be around 200 mm. |
|
|||||
APP N° 113
|
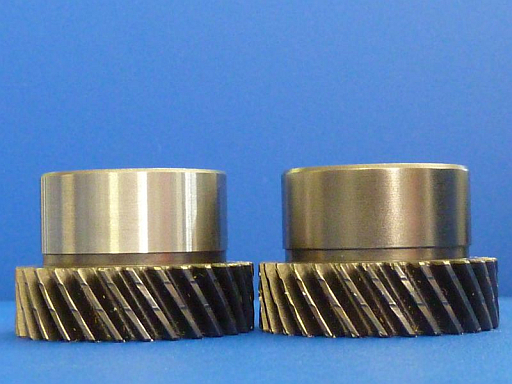
Rozlišování barev ozubených kol Rozlišovat by se mělo černě popouštěné kolo od kola ponechaného „přírodně“. Vzdálenost senzorů by však měla činit cca 160 mm. Color differentiation of cogwheels The task is to differentiate between black coated and non-coated cogwheels. Furthermore the minimum distance from the sensor to the object should be 160mm. |
|
|||||
APP N° 109
|
Rozpoznání svaru na kovovém kroužku Na kovovém kroužku se má zaznamenat svar. Svařované místo se od normálního materiálu liší jak barvou, tak i průměrem. Kovový kroužek se během kontroly otáčí. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
|||||
APP N° 93
|
Rozlišení leskle a matně chromovaných plastových dílů Matně chromované plastové komponenty mají být rozlišeny od komponent leskle chromovaných. Oba díly přitom mají stejný tvar; pro umístění senzoriky je k dispozici výška 8 mm. Differentiation of chrome plated shiny and chrome plated matt components Chrome plated shiny components must be distinguished from chrome plated matt parts. The size of the objects is equal; there is only 8mm space in height under the object for the sensor front end. |
|
|||||
APP N° 88
|
Rozpoznání fluoreskujícího nánosu lepidla na zadní straně brusného pásu Testován má být nepřerušovaný nános lepidla na zadní straně brusného pásu. Lepidlo přitom fluoreskuje za působení UV světla v modrém délkovém rozsahu. Vzdálenost od detektoru k brusnému pásu by měla činit asi 20 mm a rozpoznány by měly být mezery v naneseném lepidle o velikosti od 2 mm x 10 mm. Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
Inline měření lesku brusných papírů Stupeň lesku je měřítkem drsnosti povrchu brusného pásu. Pomocí inline leskoměru má být hlídána kvalita povrchu brusného papíru. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||||
APP N° 84
|
Barevné rozlišení mezi ozubeným kolem bez povrchové úpravy a černě popouštěným ozubeným kolem Rozlišovat by se mělo černě popouštěné kolo od ozubeného kola ponechaného bez úpravy. Vzdálenost mezi senzorem a měřeným povrchem by přitom měla činit cca 160 mm a měřená skvrna by při této vzdálenosti měla mít průměr asi 3 mm. Color differentiation between a black and an uncoated metal gear wheel A black metal gear must be distinguished from an uncoated metal gear. The distance from the sensor to the object should be 160mm and the spot size should be around 3mm in diameter. |

|
|||||
APP N° 79
|
Rozlišení kuličkových ložisek Musí být rozpoznána kuličková ložiska o stejné velikost, ale s různobarevným kroužkem. Vzdálenost k senzoru musí činit alespoň 160 mm. Differentiation of ball bearings Ball bearings with the same size but with a different color ring must be differentiated. At this one ball bearing type has a golden colored inner ring, whereas the other type is equipped with a silver colored inner ring. The ball bearing has to be controlled at a minimum distance of 160mm. |

|
|||||
APP N° 77
|
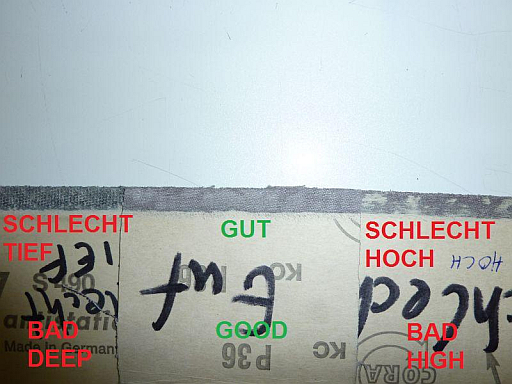
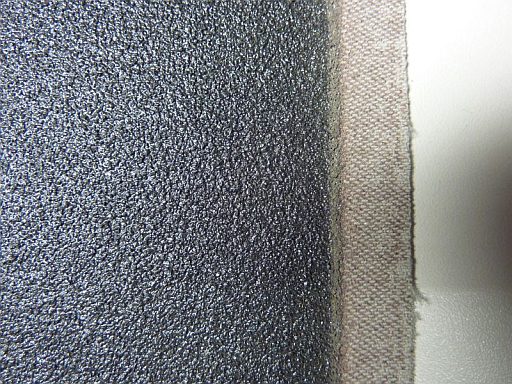
Kontrola povrchu postranního proužku brusného papíru Povrch zadní strany brusných papírů se v okrajové oblasti obrousí a musí být kontrolován, zda je homogenní. Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 70
|
Rozpoznání polohy značky, vygravírované v kovové desce Má být rozpoznána přesná poloha značky, vygravírované v kovové desce. Detection of an engraving mark on a metal plate An engraving mark which is used for positioning in x-, y- and roll-direction has to be detected. |
|
|||||
APP N° 60
|
Barevné rozlišení fluoreskujících tekutin a fluoreskujících barevných značek Systémy, které jsou doposud k dispozici na trhu se senzory, dovolují pouze energetické rozpoznání fluoreskujících tekutin a barevných značek, pro testování fluoreskující barvy však nejsou tyto senzory vhodné. Naproti tomu senzory fluorescence barev se výborně hodí pro rozlišování značek, popř. tekutin. K bezpečnému rozpoznání dojde i při nízkých koncentracích, popř. velkých odstupech cenzorů. Color differentiation of fluorescent liquids and marks Available fluorescent sensors so far detect only the intensity of a fluorescent object but not the color. Furthermore these sensors have a problem to detect very weak fluorescent objects or fluorescent objects at a distance more than 80mm and additionally they are sensitive against ambient light. For the purpose of fluorescent color mark detection a color sensor for fluorescent colors should be used. |
|
|||||
APP N° 51
|
Kontrola postranního proužku brusného papíru Brusné papíry mají postranní proužek, který se svým kontrastem liší od normálního brusného povrchu, to samé platí pro rub. Postranní proužek přitom může být tmavší nebo světlejší než ostatní povrch. Je nutné kontrolovat polohu postranního proužku. Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |
|
|||||
APP N° 46
|
Rozpoznání barevné značky na hliníkových trubkách Má se provádět detekce červeně označených míst na hliníkových trubkách. Dále mají být rozpoznána černě natisknutá písmena. Color mark detection on aluminum tubes A red color mark which is sprayed on an aluminum tube must be detected during the linear movement of the tube. Furthermore on another aluminum tube the presence of black characters and figures should be detected, too. |
|
|||||
APP N° 45
|
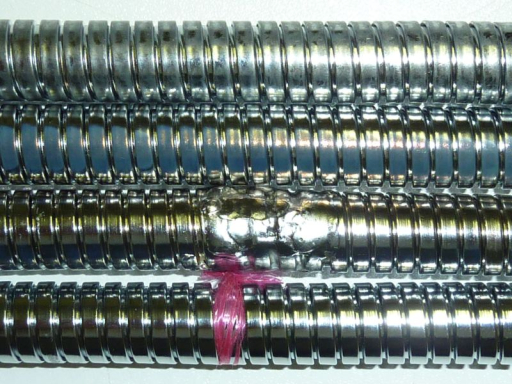
Rozpoznání barevné značky na ocelových drátech Svar, tedy spojovací místo mezi dvěma konci drátů, se navíc barevně označí červeně nebo modře. Tato barevná značka má být během dalšího zpracování drátu rozpoznána. Color mark detection on steel wires The area where the ends of two steel wires are welded together will be marked with either a blue or a red color. During the further processing this color mark must be detected. |

|
|||||
APP N° 44
|
Barevné rozlišení eloxovaných hliníkových drátů Během procesu zpracování eloxovaných hliníkových drátů se má kontrolovat jejich barva. Color differentiation of anodized aluminum wires During the further processing of anodized aluminum wires the color (blue, gold-colored, red and green) must be controlled, to avoid that the wrong wire will be used. |

|
|||||
APP N° 43
|
Kontrola barvy galvanizovaných ocelových drátů Aby bylo možné udržet konstantní kvalitu povrchu ocelových drátů, musí být po galvanizačním procesu kontrolován nanesený materiál. Tloušťka naneseného materiálu je přitom indikována barvou drátu. Color control of different galvanized steel wires To hold the quality of surface treated steel wire constant a color control after the galvanization process is necessary. |

|
|||||
APP N° 29
|
Zjištění délky hliníkové tuby Během výrobního procesu hliníkových tub se má kontrolovat jejich délka po stříhání. Délková tolerance by měla být v rozsahu desetin milimetru. Measurement of length of metal collapsible tubes during the production process During the production of metal tubes, the length of the tubes must be controlled, because of the previous cutting process of the tubes. The accuracy of the metal tubes should be in a range of a tenth of a millimeter. |

|
|||||
APP N° 19
|
Rozpoznání černé značky na kovové tubě Na kovové tubě se má kontrolovat kruhová značka, nanesená pomocí piezo tlačítka, a to jak z hlediska existence této značky, tak i její správné polohy. Black ink mark control on metal tubes On metal tubes, black marks will be applied with an ink jet printer. Sometimes the position of the ink mark is not on the right place or the ink coverage is not sufficient. |

|
|||||
APP N° 13
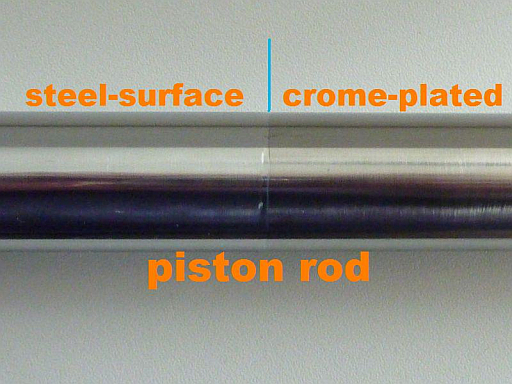
|
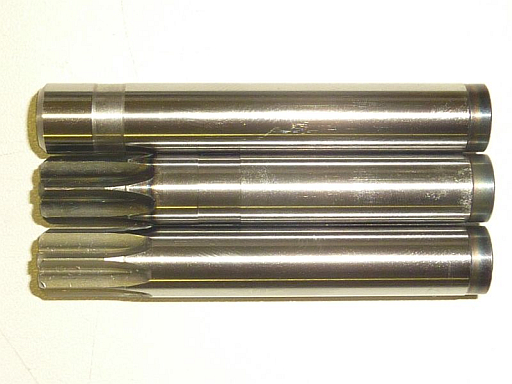
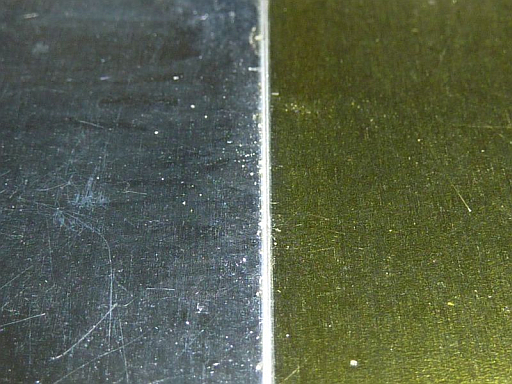
Kontrola povrchu pístnice U pístnic se má kontrolovat, zda mají pochromovaný povrch. Surface control of a piston rod: Steel surface or chrome-plated A piston rod must be controlled whether it is chrome-plated or not. |
|
|||||
APP N° 9
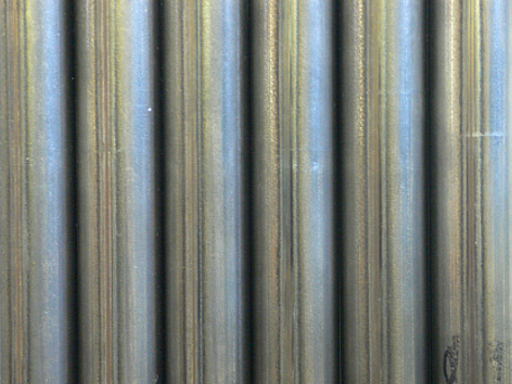
|
Rozpoznání svarů na kovových trubkách Svary mají být detekovány na kovových trubkách. Přitom je nutné vzít v úvahu, že na povrchu kovů se mohou vyskytovat škrábance, jakož i rez nebo vměstky. Detection of a welding line on a metal rod The welding line must be detected during the rotation of a metal rod. It has to be taken into account, that there are scratches as well as rust on the metal surface. |
|
|||||
APP N° 7
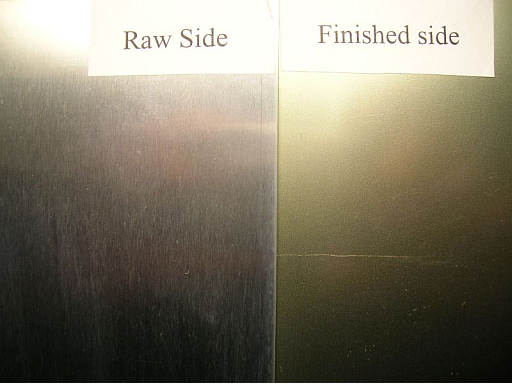
|
Rozlišování povrstveného a nepovrstveného povrchu plechu Během zpracování plechů se má rozlišit kovový povrch s povrstvením od povrchu bez povrstvení. Differentiation of coated and uncoated metal sheets with the color sensor During the production of cover plates and tin cans, the direction of the metal sheet (front side / rear side) must be checked. Thus it is necessary to distinguish between the coated and the uncoated side. |
|