1) : 
Cable Industry / Stamping Industry (Kabelindustrie / Stanztechnik)
2) :
Cable Industry / Stamping Industry (Kabelindustrie / Stanztechnik)
2) :
APP N° 801
|
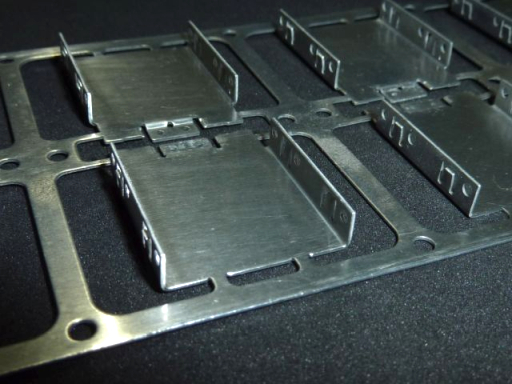
Detection of dents and bumps on metal punching strips Dents and bumps on metal punching strips should be detected. |

|
|||||
APP N° 800
|
Detection of deformations on stamping stripes Deformations on stamping stripes should be detected. |

|
|||||
APP N° 762
|
Position control of metal stamping parts The position of metal stamping parts should be controlled. |

|
|||||
APP N° 761
|
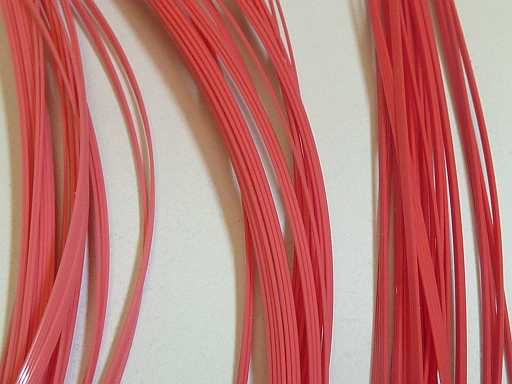
Color measurement of synthetic wires The color of synthetic wires should be measured. |
|
|||||
APP N° 743
|
Frequency measurement of rotating fans The frequency of rotating blowers should be measured. |

|
|||||
APP N° 658
|
Oil film detection on metal stamping stripes The presence of an oil film on metal stripes should be detected. Especially after the cleaning process remaining residues of lubricants must be recognized. |
|
|||||
APP N° 610
|
Color measurement of copper coated wires The color of copper anodized wires should be measured. |
|
|||||
APP N° 465
|
Color measurement of the insulation of cables The color of the insulation of electrical cables should be inline measured. |

|
|||||
APP N° 437
|
Color differentiation of tin and silver plated stamping stripes Tin plated stamping stripes should be distinguished from silver plated stamping stripes. |
|
|||||
APP N° 414
|
Frequency control of industrial ventilators The frequency as well as the direction of rotation of industrial ventilators should be controlled. At this, on one of the blades of the ventilator a fluorescent label is glued on. |

|
|||||
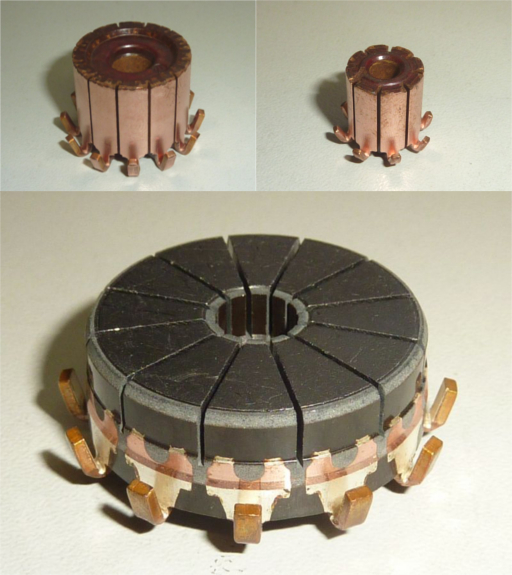
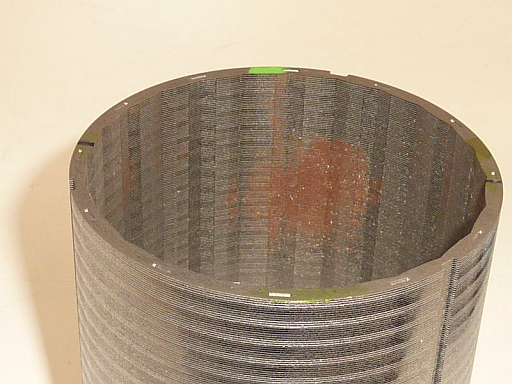
APP N° 409
|
Gap detection on iron cores of electrical motors The gaps on iron cores of electrical motors should be detected during the fast rotation. |
|
|||||
APP N° 402
|
Verificarea culorii unui manșon de cablu Izolația unui cablu trebuie monitorizată în ceea ce privește culoarea. Color control of cable jacket The color of a cable jacket should be controlled. |

|
|||||
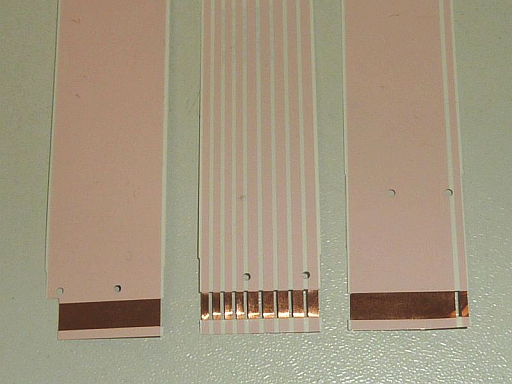
APP N° 384
|
Detectarea zonei dezizolate a unui cablu bandă Începutul secțiunii dezizolate al unui cablu bandă trebuie să fie determinat precis. Aici trebuie ținut cont de faptul că cablul de cupru dezgolit poate fi și întrerupt. Detection of the edge of a stripped ribbon cable The beginning of the laser stripped part of a ribbon cable should be precisely detected. |
|
|||||
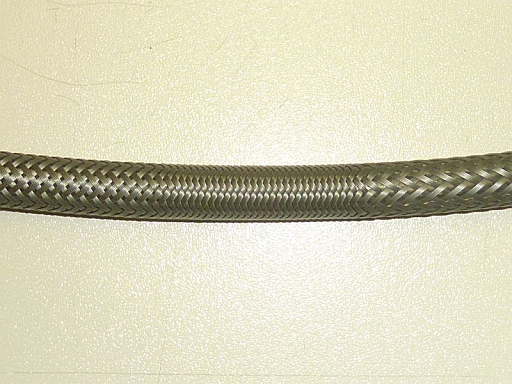
APP N° 325
|
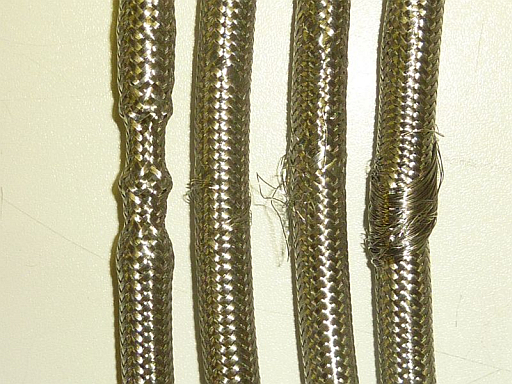
Verificarea ruperii sârmei precum și a supra-întinderii tuburilor împletite Tuburile împletite trebuie verificate cu privire la absența unor sârme individuale. De asemenea, tuburile împletite trebuie verificate și cu privire la o eventuală supra-întindere. Braided hose wire absence and overstretch control The presence of all wires inside a braided hose should be controlled. Furthermore it should be controlled, whether the hose is overstretched. |
|
|||||
APP N° 324
|
Detectarea defectelor la tuburile împletite cu privire la abateri ale diametrului Diametrul tuburilor împletite trebuie verificat cu privire la ruperea sârmei și strangulare. Braided cable sleeves diameter failure detection Deviations of the diameter of braided sleeves should be detected. |
|
|||||
APP N° 311
|
Verificarea prezenței unui filet interior într-o piesă turnată din aluminiu Într-o piesă turnată din aluminiu trebuie verificată prezența unui filet interior; de asemenea trebuie diferențiat un filet interior de un alezaj. Presence control of a blind thread in aluminum casting An internal thread in an aluminum casting should be detected; furthermore the blind thread should be differentiated from a blind hole. |

|
|||||
APP N° 309
|
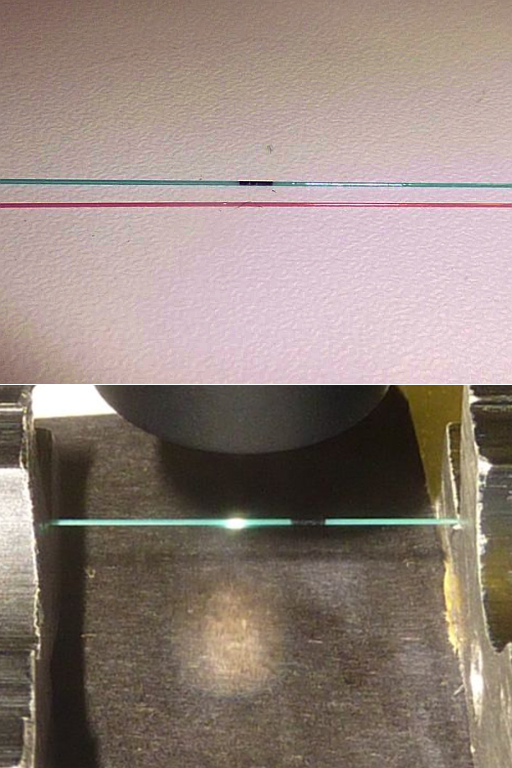
Detectarea marcajelor de culoare pe fibre optice și diferențierea culorilor fibrelor optice cu strat acoperitor Trebuie detectate culoare ași marcajele de culoare ale fibrelor optice cu strat acoperitor. Fibrele optice se deplasează cu o viteză de cca. 10 m/s. Color mark detection on optical fibers and color differentiation of optical fibers The color as well as a color mark should be detected on optical fibers. The feed speed of the glass fiber is roughly 10 m/s. |
|
|||||
APP N° 305
|
Detectarea unei îmbinări sudate marcate cu negru a unei benzi metalice de ștanțat Trebuie detectat un marcaj negru pe diverse benzi de ștanțat. Benzile metalice de ștanțat pot fi diferite atât ca și culoare cât și ca strălucire. Detection of a black marked welding line on different metal stamping stripes A black mark should be detected on metal stamping stripe. At this, the stripes can be different in color and gloss. |

|
|||||
APP N° 288
|
Verificarea prezenței unei garnituri inelare portocaliu-maronie într-o carcasă din aluminiu injectat Trebuie verificată existența unei garnituri inelare într-o carcasă din aluminiu injectat. Presence control of an o-ring seal on aluminum casing The presence of an o-ring seal on aluminum housing should be controlled. |

|
|||||
APP N° 286
|
Monitorizarea strălucirii unui manșon de cablu Izolația din material plastic trebuie verificată în ceea ce privește valoarea strălucirii. Gloss control of a cable jacket The gloss of a black cable jacket should be controlled. |

|
|||||
APP N° 285
|
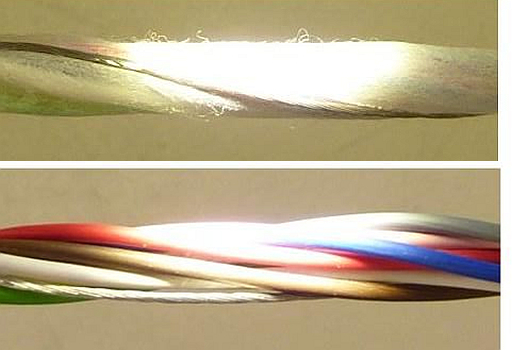
Verificarea prezenței unui material fleece, care este înfășurat pe un cablu Trebuie monitorizată existența unui material fleece pe un cablu. Culoarea cablului poate varia, în timp ce materialul fleece este întotdeauna alb. Presence control of a fleece on a cable harness The presence of a fleece on a cable bundle should be controlled. At this, the color of the harness can differ from batch to batch, whereas the color of the fleece remains white. |
|
|||||
APP N° 284
|
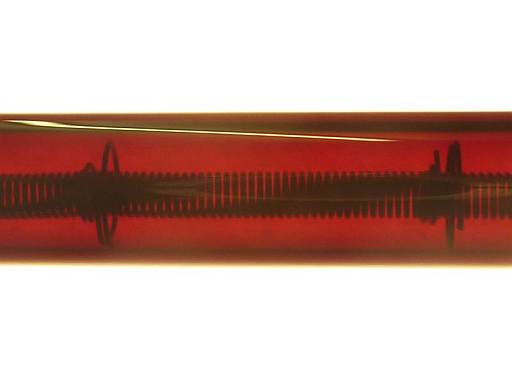
Monitorizarea poziției suportului pentru filament într-o lampă cu balon de sticlă Trebuie detectată poziția unui singur suport pentru filament în baloane de sticlă roșii sau transparente. Position control of filament holders in bulbs The position of the filament holders in clear as well as red glass bulbs should be controlled. |
|
|||||
APP N° 281
|
Verificarea evacuării pieselor ștanțate Pentru asigurarea sculei de ștanțat se folosește verificarea evacuării pieselor ștanțate. Piesele mici ștanțate sunt verificate și numărat imediată după ștanțare, în cădere liberă. Pot apărea viteze ale pieselor de câțiva m/s. Ejection control of stamping parts Due to stamping tool protection reasons the ejection of very small stamping parts should be controlled and the parts counted. The ejection speed of the parts is in the range of a few m/s. |

|
|||||
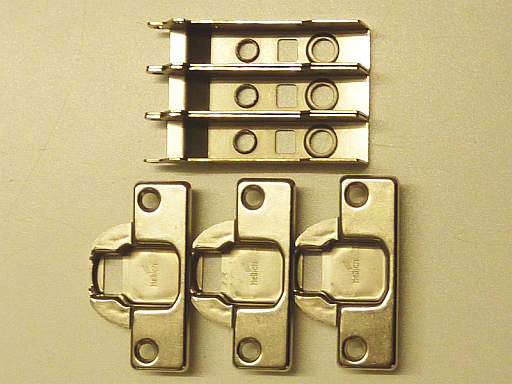
APP N° 218
|
Verificarea suprafeței șarnierelor Suprafața diferitelor șarniere trebuie să fie verificată în anumite locuri. Aici trebuie să se facă deosebirea între o suprafață lucioasă și una mată. Surface control of frame joints The surface of several hinge-joints should be color-gloss controlled on different areas. |
|
|||||
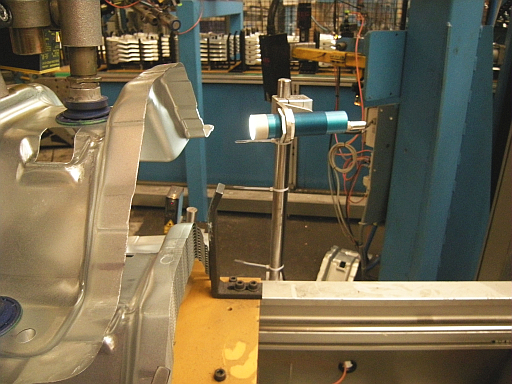
APP N° 210
|
Detectarea foilor de tablă duble la tablele de ștanțat în industria automobilelor În timpul transportului pieselor din tablă cu ajutorul unui robot se poate întâmpla ca în loc de o tablă să fie extrase din stivă două sau mai multe foi de tablă. Double sheet control of stamping parts in the automotive industry During the handling process of stamped metal parts it happens, that instead of one part two or more parts will be sucked up from a robot. |
|
|||||
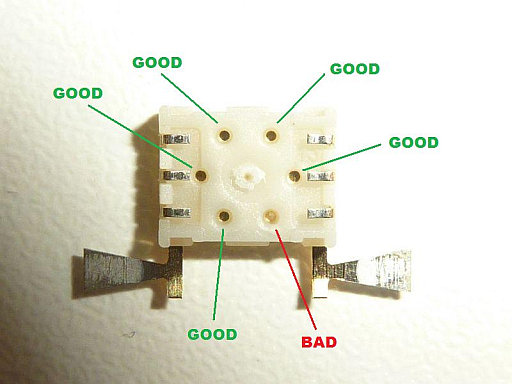
APP N° 196
|
Verificarea existenței deschiderilor de contact ale unei piese de ștanțat La o piesă de ștanțat, care a fost încastrată în material plastic, trebuie verificate optic deschiderile de contact, deoarece se poate întâmpla să se formeze un strat acoperitor subțire de plastic în timpul procedurii de injecție. Optical control of electrical contacts on a partly plastic covered stamping part In the error case the electrical contacts of a stamping part can be slightly covered with a thin plastic film. This should be detected with an optical system. |
|
|||||
APP N° 193
|
Detectarea unui marcaj fluorescent pe un pachet de ștanțat Un marcaj fluorescent, care sub lumină UV luminează galben, trebuie detectat pe partea anterioară a unui pachet de ștanțat. Detection of a fluorescent mark on a metal sheet matrix A fluorescent mark on the top side of a metal sheet matrix should be detected. |
|
|||||
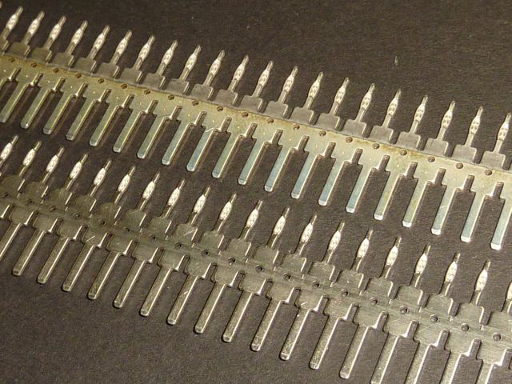
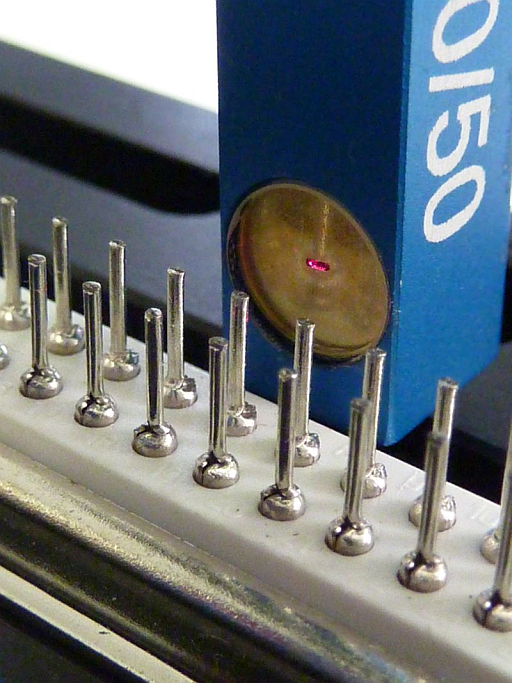
APP N° 107
|
Verificarea diametrului pinilor la ștecăre multiple Trebuie verificate lățimea pinilor la ștecărele multiple. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|