Exemplos prácticos de uso industrial
1) Selecione uma área de aplicação:
Semiconductor Industry / Electrical Industrie (Halbleiterindustrie / Elektroindustrie)
2) Selecione um idioma:
APP N° 787
|
Frequency control of electric motors The frequency of electric motors should be controlled. |
|
|||||
APP N° 781
|
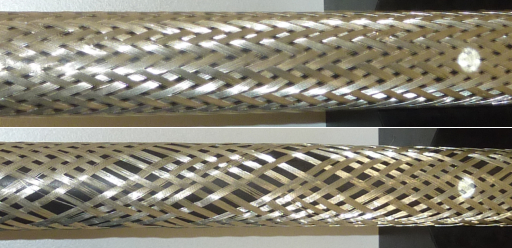
Mesh control on metal braided hoses Meshes on metal braided hoses should be controlled. |
|
|||||
APP N° 780
|
Meshes control on fabric hoses The meshes of a braided hose should be controlled. |

|
|||||
APP N° 700
|
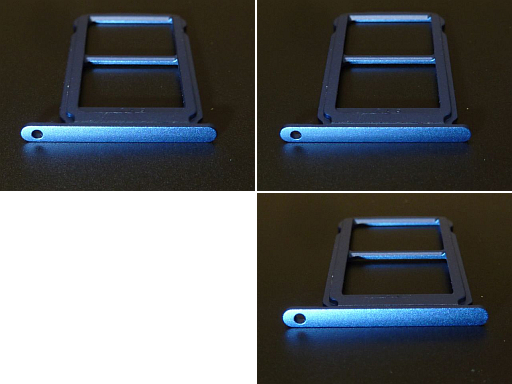
Color measurement of anodized aluminum parts The color of anodized aluminum parts should be measured. |
|
|||||
APP N° 515
|
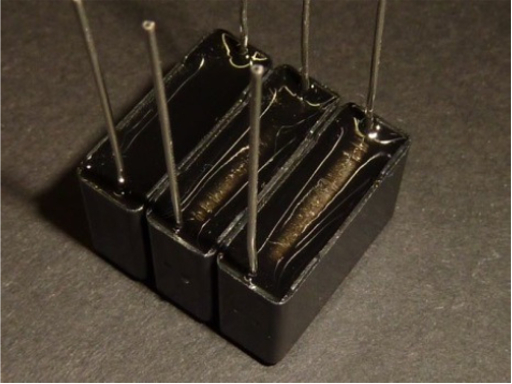
Belægningskontrol på forsiden af foliekondensatorer Forsiden af foliekondensatorer skal kontrolleres med hensyn til tilstedeværelsen af dobbeltbelægning. Coating control at the front side of film capacitors The double coating at the front side of film capacitors should be controlled. |

|
|||||
APP N° 514
|
Støbemassekontrol på kondensatorhuse den korrekte indstøbning med støbemasse af konsatorer skal kontrolleres og overvåges. Casting compound control at capacitor housings The casting compound of capacitor housings should be controlled. |
|
|||||
APP N° 407
|
Aftastning for plast på starten af metalgevind Tilbagebleven plast i begyndelsen af et metalgevind skal aftastes af kvalitetshensyn. Detection of plastic residues on the start of metal thread Plastic residues on the start of metal threads should be detected. |

|
|||||
APP N° 398
|
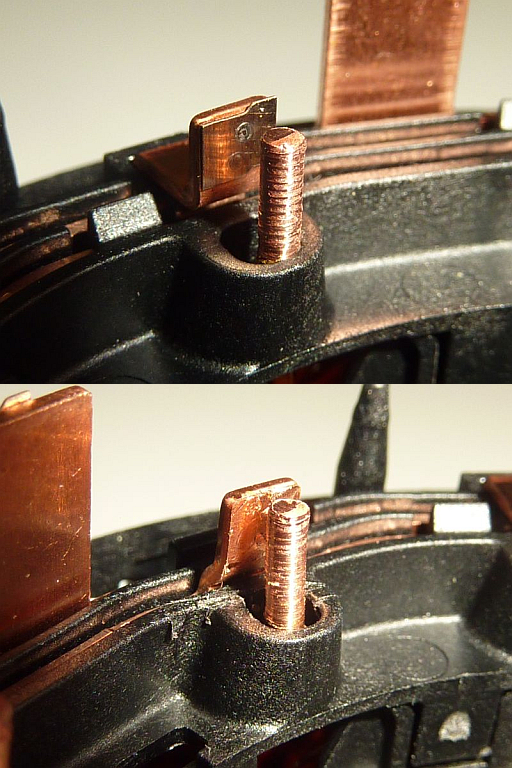
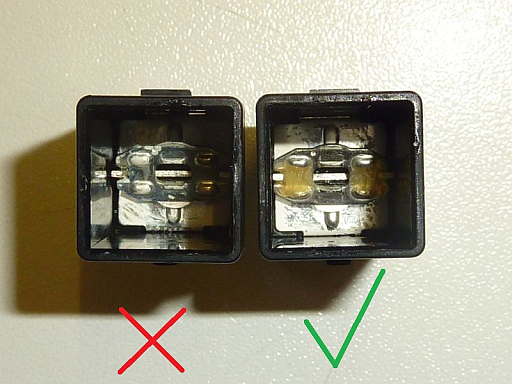
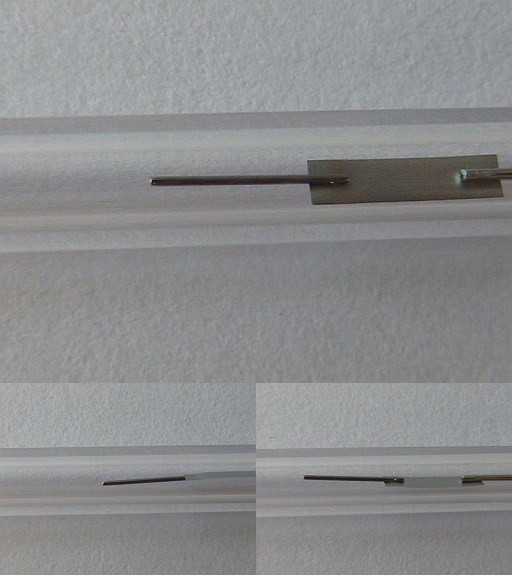
Kontrol for tilstedeværelse af en lille metalplade på en kobberkontakt Tilstedeværelsen af en metalplade på en kobberkontakt skal overvåges. Presence control of small metal plates on a copper contact The presence of a small and thin metal plate should be detected. |
|
|||||
APP N° 388
|
Kantdetektion af kant på skive Kanten på en 80 µm tyk skive skal aftastes sikkert. Wafer edge detection The edges of wafers with a thickness of 80µm should be detected. |
|
|||||
APP N° 339
|
Højdekontrol på stansebånd ved op og afvikling Højden på metalbånd skal kontrolleres. Ved denne opgave skal bemærkes at båndet til tider pendler og ligeledes bevæges hurtigt. Metal sheet height control on rewinders and unwinders in the stamping industry The position of metal stripes on re- and unwinders should be controlled. At this, it has to be taken into account that the metal stripes, especially the small bands, are oscillating and the acceleration can be very high. |
|
|||||
APP N° 333
|
Frekvenskontrol på industrielle ventilatorer Frekvensen på industrielle ventilatorer skal overvåges. Desuden skal omdrejningsretningen kontrolleres. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 303
|
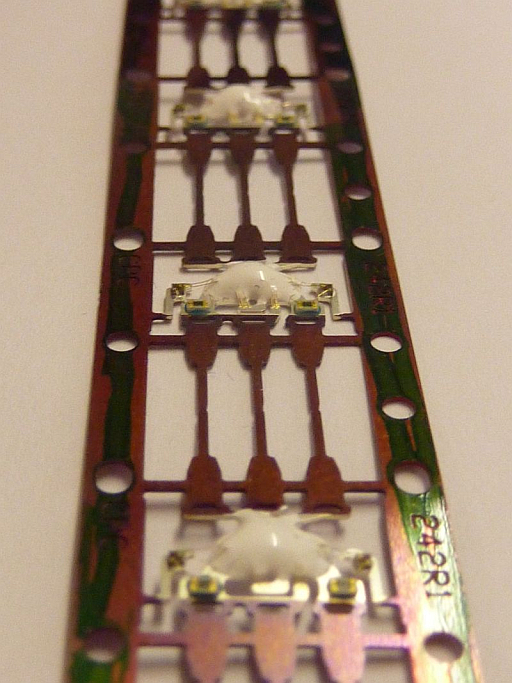
Kontrol af støbemassehøjden på loddebaner Halvlederchips på baner forsynes med støbemasse. Højden på denne støbemasse skal kontrolleres. Massen er enten hvid eller transparent. Dome height inspection of lead frames The height of the domes on lead frames should be controlled. Even a transparent coating can be controlled. |
|
|||||
APP N° 291
|
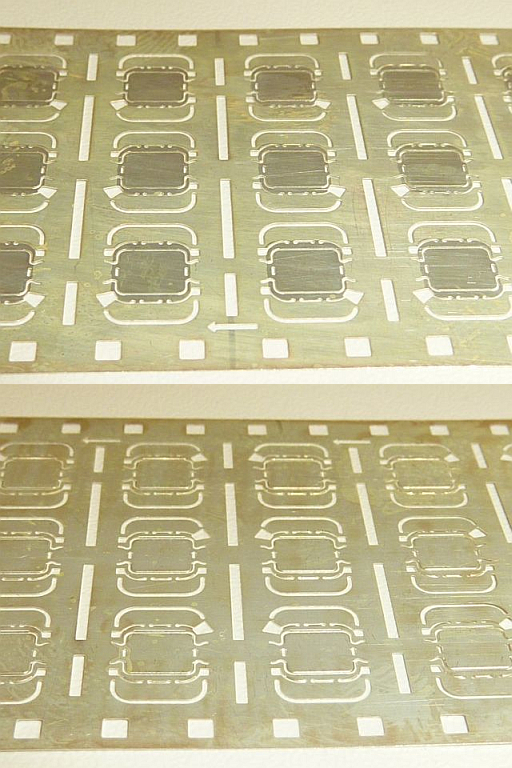
Glanskontrol på halvleder metalstriber Glansen på blyrammer skal kontrolleres på steder hvor halvledere skal placeres senere i produktionen. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
|||||
APP N° 261
|
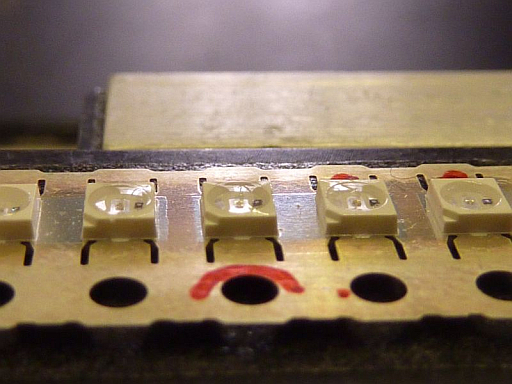
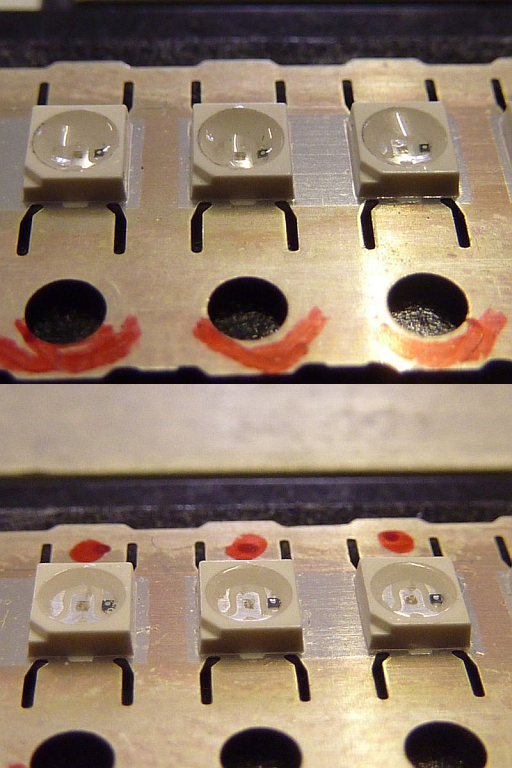
Kontrol af støbemasse på SMD – LED‘er Niveauet af en optisk transparent støbemasse på SMD – LED’er skal overvåges. Kontrollen skal sikre en vis højde på støbemassen, således at man undgår overfyldning. Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
|||||
APP N° 260
|
Niveaukontrol af transparent støbemasse i SMD – LED Niveauet af en transparent støbemasse i SMD – LED’er skal overvåges med henblik på at undgå underfyldning. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
|||||
APP N° 250
|
Tilstedeværelseskontrol af primer på sort-eloxeret aluminium Tilstedeværelsen af en primerbelægning på en sort-eloxeret aluminiumsoverflade skal overvåges. I applikationen kann sensoren forskydes ved hjælp af en x-,y- stilleenhed sammen med profilets udformning. Presence control of a primer on black anodized aluminum The presence of a primer coating on black anodized aluminum should be controlled. |
|
|||||
APP N° 249
|
Kontrol af tilstedeværelse af tætningsmasse En sort glinsende tætningsmasse skal aftastes i et sort-eloxeret aluminiumshus. Samtidigt skal der kontrolleres for huller/ophold. Sealing bead presence control The presence of a sealing bead on aluminum housing should be controlled. Gaps should be detected. |

|
|||||
APP N° 245
|
Detektering af farvemarkeringer på glasfibre Farvemærke på belagt glasfiber skal detekteres. Transporthastigheden ligger på omkring 10 m/s. Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
|
|||||
APP N° 244
|
Farvekontrol af plastbetrukket lysleder Kunststofkappen på en glasfiber skal kontrolleres. Ved opgaven skal afskrabninger, samt smudsbelægninger ligeledes aftastes ved produkthastigheder på 10m/s. Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
|
|||||
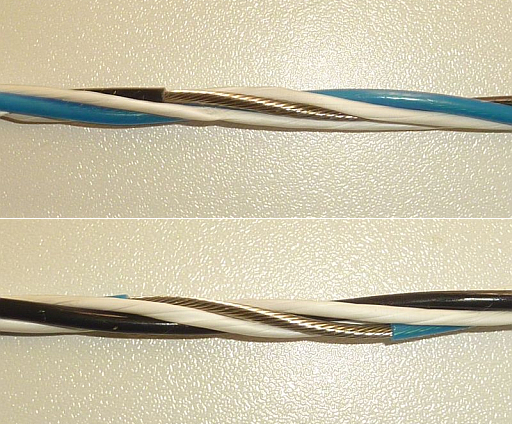
APP N° 236
|
Genkendelse af en afisoleret leder inde i et bundt ledere En afisoleret leder i et kabel skal detekteres mellem snoede ledere. Detection of uninsulated cables in a twisted cable assembly Uninsulated cables should be detected in a twisted cable assembly. |
|
|||||
APP N° 221
|
Kontrol af tilstedeværelse af smøremiddel i en elektromekanisk komponent Tilstedeværelsen af smøremiddel i en elektromekanisk komponent skal overvåges. Presence control of grease in an electrical component The presence of grease on a metal part inside an electrical component should be checked. |
|
|||||
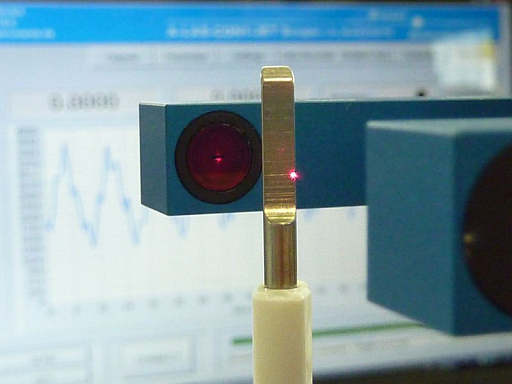
APP N° 208
|
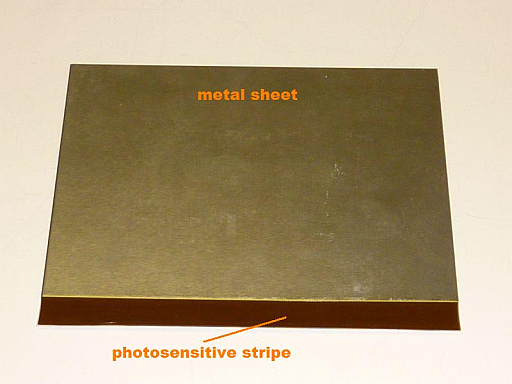
Detektering af en fotosensitiv stribe på en metalplade En fotosensitiv stribe skal aftastes på en metalplade. Til dette kan en belysningskilde, som arbejder i det synlige spekter ikke anvendes. Detection of a photosensitive stripe on a metal plate A photosensitive stripe should be detected on a metal sheet. At this, lightning sources which are working in the visible range cannot be used. |
|
|||||
APP N° 188
|
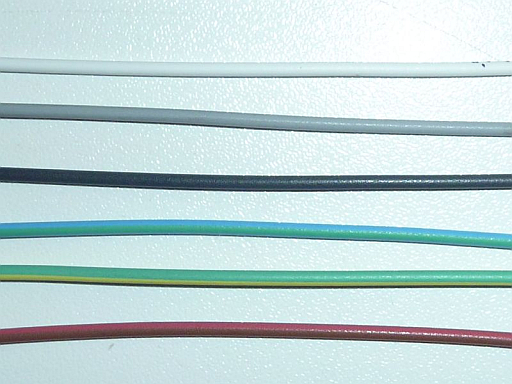
Inline farvekontrol på isolerede kabler Under produktionen skal farven på plastisolationen kontrolleres (f.eks. brun og røde isolerede kabler). Under operationen kan glansen ændre sig på grund af temperatur og fugtighed. Derfor anvendes en sensor som er upåvirkelig overfor glans. Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
|||||
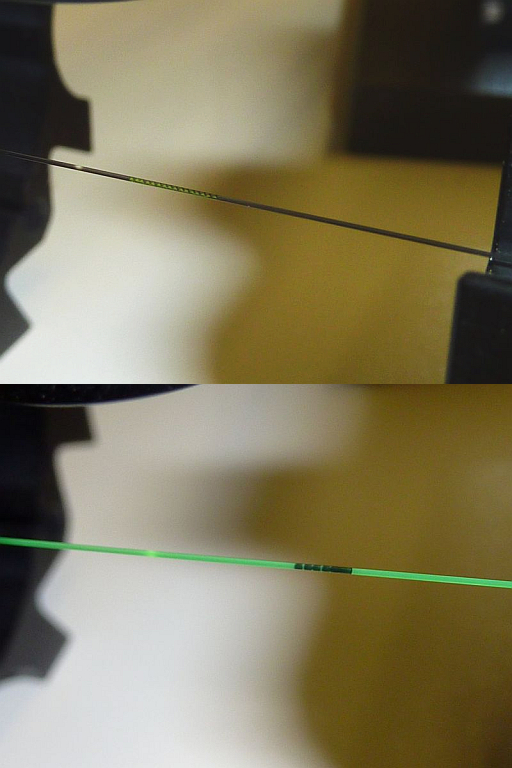
APP N° 170
|
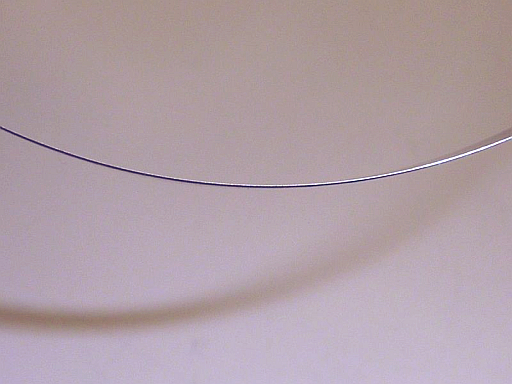
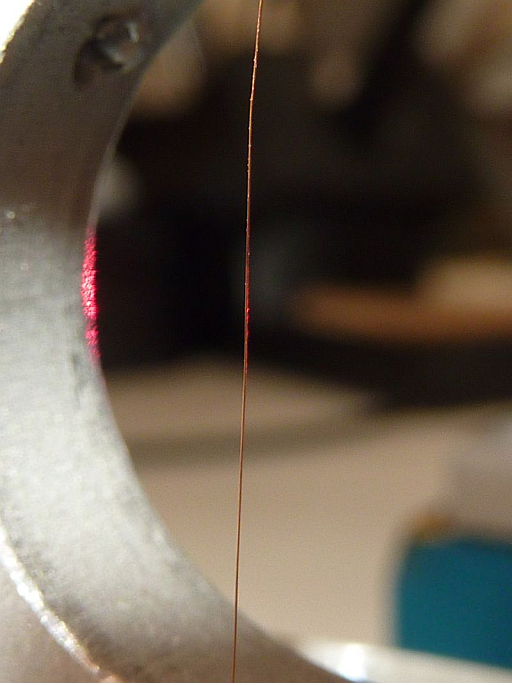
Diameterkontrol af metaltråd med og uden isolation Diameteren på en tråd uden isolation (Ø 50 µm) skal skelnes fra en tråd med isolation (Ø 110 µm). Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 154
|
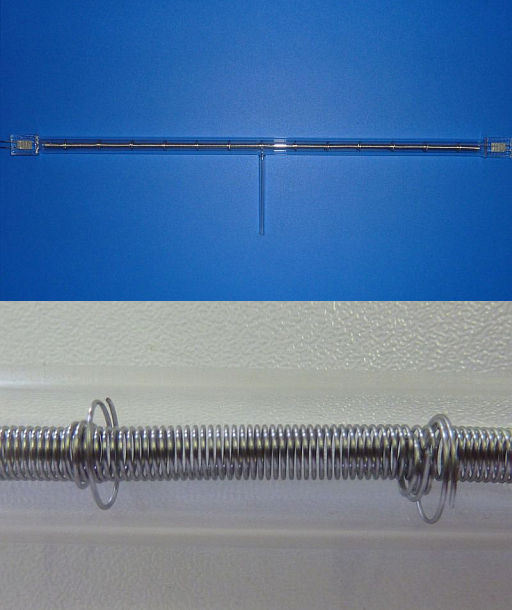
Aftastning på afstandsstykker på en glødetråd til en pære. Afstanden mellem afstandsstykker på en glødetråd skal kontrolleres. Der er kun mulighed for et diffust system på grund af pladsen. Pæren med glødetråd kan flyttes under kontrollen. Detection of the distance holders of a filament in a bulb The position of the distance holders of a filament should be controlled. There is only a chance to use a reflective system due to space reasons. The bulb together with the filament and the holders can be moved position controlled. |
|
|||||
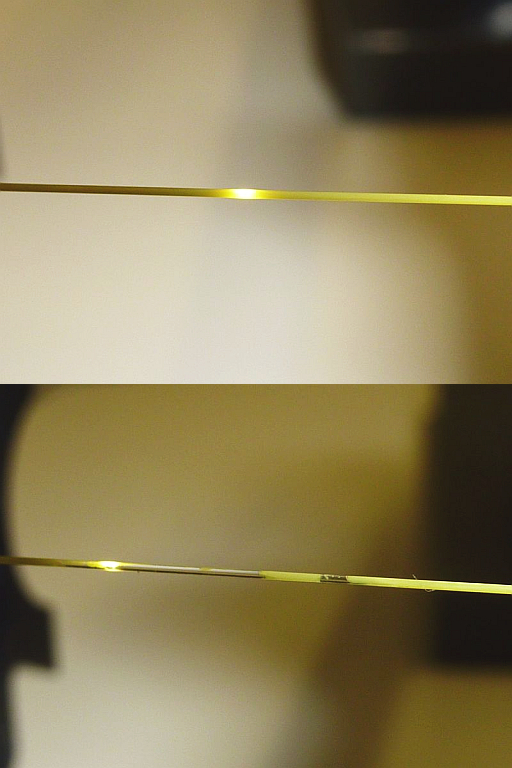
APP N° 145
|
Skelne mellem coated tråd og ikke coated tråd Tråde på ca. 0,12mm i diameter, skal coates og dette skal overvåges efterfølgende. Differentiation of coated wires from uncoated wires Wires of approximately 0.12mm in diameter must be coated and it should be monitored, whether the coating is present or not. |
|
|||||
APP N° 138
|
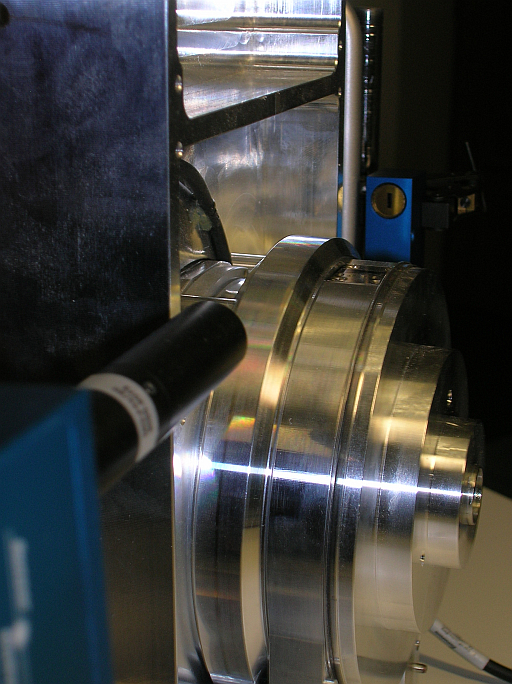
Kontrol af eksentrisitet på en aluminiumsskive Eksentrisiteten på en aluminiumsskive, som anvendes til oprulning af filmstrimler, skal kontrolleres med en nøjagtighed på ca. 10µm. Eccentricity control of an aluminum drive disk The eccentricity of an aluminum driving disk, which is used for winding and rewinding of film strips, should be controlled with an accuracy of approximately 10µm. |
|
|||||
APP N° 125
|
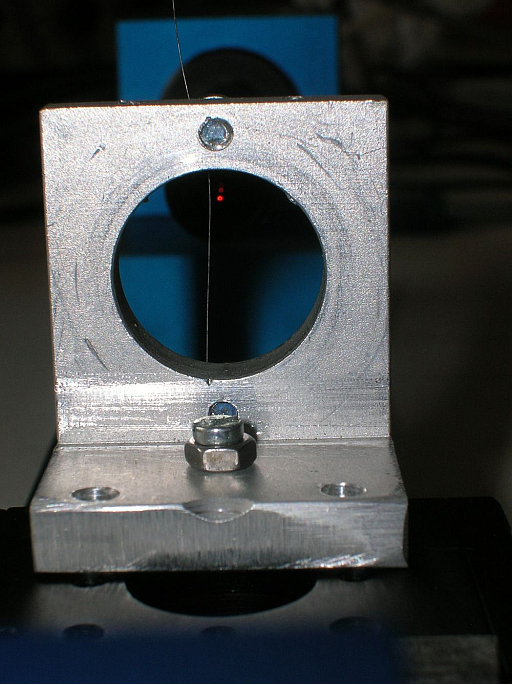
Positionering af glødetråd I en pære Glødetråd skal positioneres præsist i en pære. Det skal bemærkes at glødetråden kan være bukket, hvorved glødetråden ikke ligger symetrisk med aksen på pæren. Inderdiameteren på pæren er ca. 1,8mm og diameteren på glødetråden ligger på ca. 0,3mm. Positioning of a filament in a bulb A filament must be positioned precisely into a bulb. It should be noted that the filament can be bent, thus the end of the filament lies not on the symmetrical axis of the bulb. The inner diameter of the bulb is equal to approximately 1.8mm and the diameter of the filament is around 0.3mm. |
|
|||||
APP N° 114
|
Skelne mellem enkeltfarvede og tofarvede ledere Under oprulningsprocessen af kabler, skal det checkes, om det er enkeltfarvede eller flerfarvede kabler oprulles. I denne opgave bliver kablerne transporteret med en hastighed på 15 m/s og kablet drejes 360° på 0,5 sekunder om sin akse. Denne drejning, kan bruges til kontrol af farven. Den mindste diameter på kablet er Ø 1,35 mm og den største diameter er ca. Ø 3mm. For at producere et tofarvet kabel anvendes en enkeltfarvet leder, hvorpå der laves en linie med en bredde på ca. 0,8 mm på lederen. På grund af dette anvendes en spotdiameter på Ø 0.7mm til farvekontrollen. Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
|
|||||
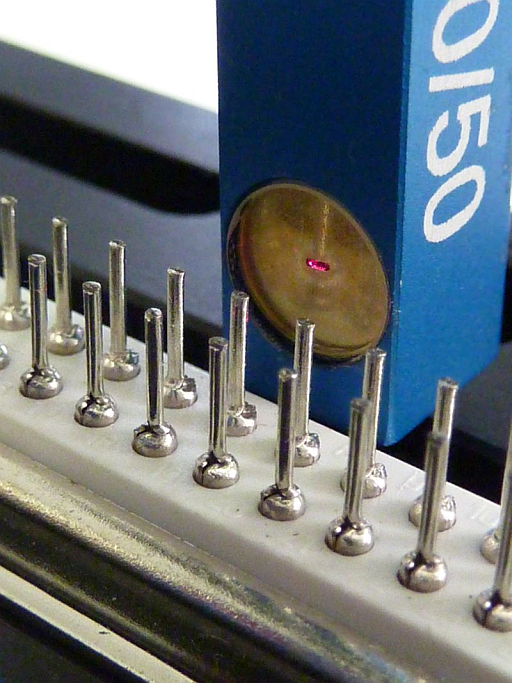
APP N° 107
|
Kontrol af stiftbredde på elektriske komponenter Bredden på stifter på elektriske komponenter skal kontrolleres. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
|||||
APP N° 106
|
Stifthøjde på elektriske komponenter Højden på stifter på elektriske komponenter skal kontrolleres under produktionen. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |

|
|||||
APP N° 102
|
Spiralpositionkontrol på glødetråd Positionen af spiralen på en glødetråd til belysnings-industrien skal kontrolleres. Der findes 2 forskellige typer spiraler, men forskellig stigning på glødetråden. Hastigheden på glødetråden er ca. 0.02 m/s, diameteren på glødetråden er afhængig af (min. 0.3mm og maks. 1.5mm) og maksimum stigning på spiralen er 1mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
|||||
APP N° 91
|
Skelne mellem enkeltfarvede og flerfarvede ledere I en kabelproduktion er det nødvendigt at skelne mellem enkeltfarvede og flerfarvede ledere. Produktionshastigheden ligger maksimum på ca. 15 m/s og diameter på ca. 1,35 mm. Kablet roterer omkring aksen på 0.5 seconds (360°) ved denne hastighed. Farvestriben på de flerfarvede, har en bredde på omkring 0.8 mm. Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |

|
|||||
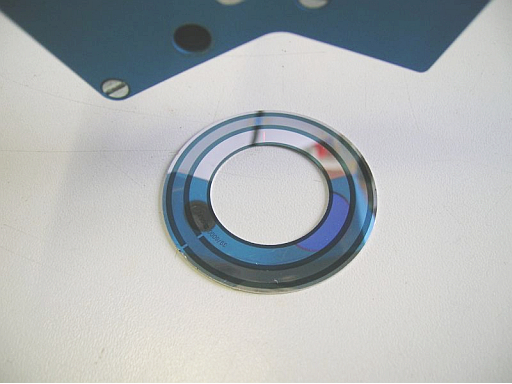
APP N° 56
|
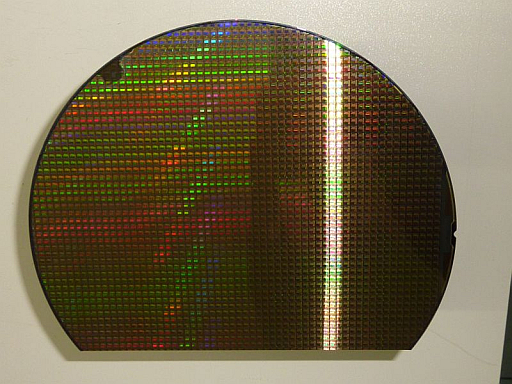
Måling af højdeforskelle på holografiske diske Højden på holografiske encoderskiver skal kontrolleres berøringsløst. Measurement of the height difference of holographic encoder disks The height of holographic encoder disks must be controlled in a non contact way. |
|
|||||
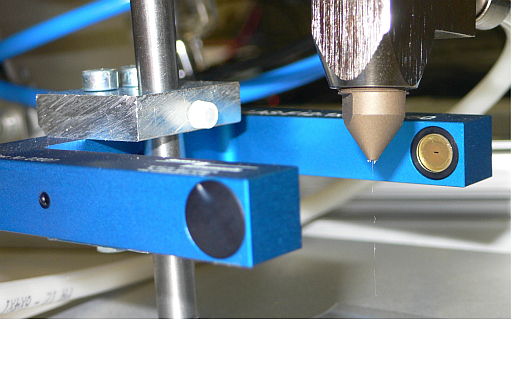
APP N° 54
|
Kontrol af flusmiddel I selektiv flusmiddel application Selektiv svejsning I combination med selektiv flus, bliver mere og mere. Specielt producenter af PCB print, har fordele af denne nye teknologi. Det er kun områder, hvor der skal loddes, som tilføres loddeflus. For at opnå dette, bruges en piezoelektrisk dyse til at generere små flusdråber, med en diameter på få tiendedele millimeter. På denne måde bliver spredningsvinklen meget lille, hvilket sikrer at dråberne kun rammer det planlagte område. Både mængde og retning skal kontrolleres. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
|||||
APP N° 49
|
Kontrol af eksentrisitet på aksel på elektrisk tandbørste Frekvensen såvel som amplitude på akslen på en elektrisk tandbørste skal kontrolleres. Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
|
|||||
APP N° 48
|
LED farvekontrol På en elektrisk tandbørste skal farven på LEDen kontrolleres. Ydermere skal antallet af ON/OFF tælles på LEDen. LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
|||||
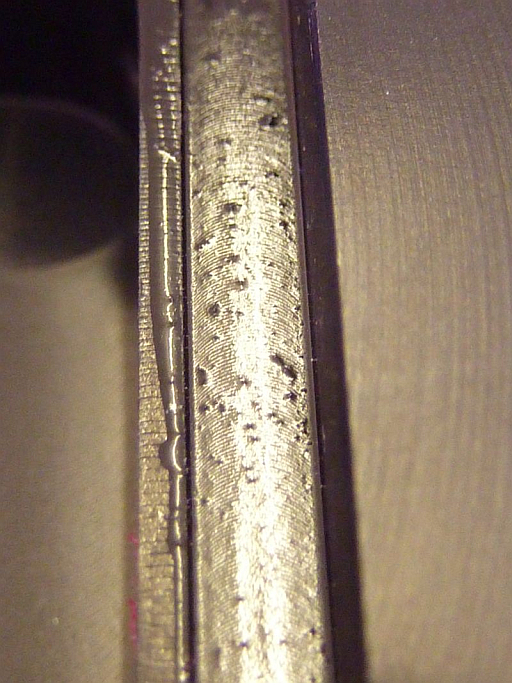
APP N° 26
|
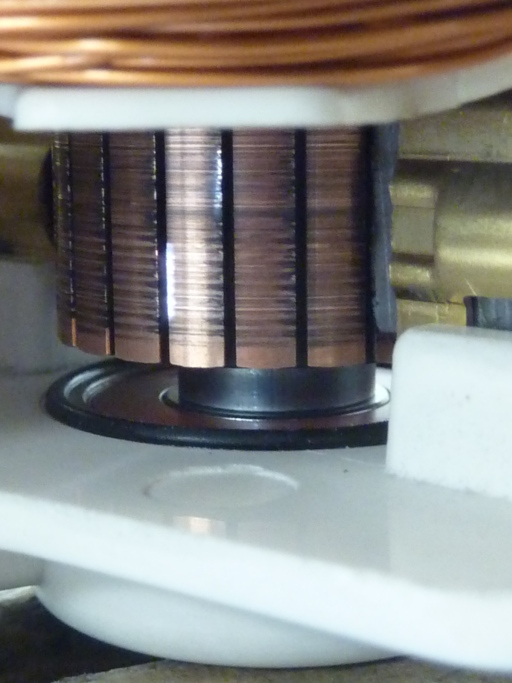
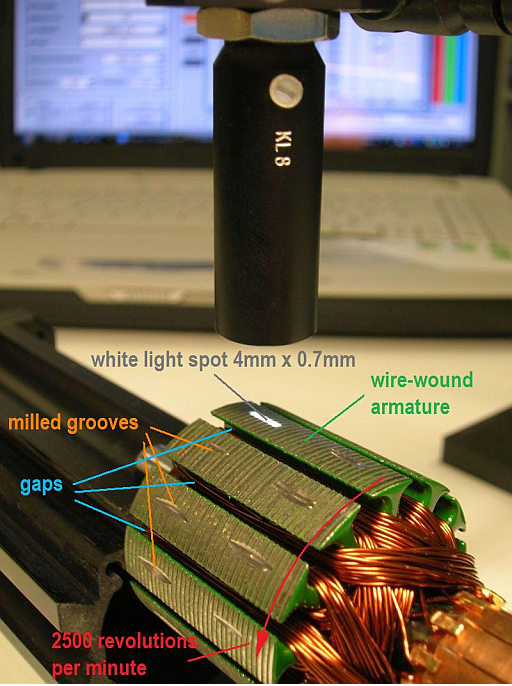
Groove and gap detection on wire-wound armature The gaps as well as the milled grooves on wire-wound armatures should be detected during the electronic balancing process. The maximum speed is around 2500 revolutions per minute. |
|
|||||
APP N° 6
|
Aftastning af klæbested på råmateriale for printplader Råmaterialet til printplader (som typisk er spolet op i endeløse bånd) skal Detection of the bonding surface of raw material for PCBs The raw material of the printed circuit board is normally placed on a coil as an “endless” belt and anywhere on the belt there is a bonding surface which has to be detected during the unwinding. |

|
")