1) : 
Semiconductor Industry / Electrical Industrie (Halbleiterindustrie / Elektroindustrie)
2) :
Semiconductor Industry / Electrical Industrie (Halbleiterindustrie / Elektroindustrie)
2) :
APP N° 787
|
Frequency control of electric motors The frequency of electric motors should be controlled. |
|
|||||
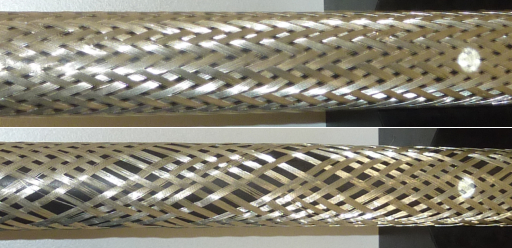
APP N° 781
|
Mesh control on metal braided hoses Meshes on metal braided hoses should be controlled. |
|
|||||
APP N° 780
|
Meshes control on fabric hoses The meshes of a braided hose should be controlled. |

|
|||||
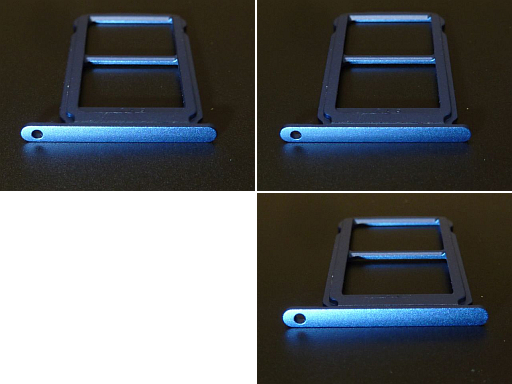
APP N° 700
|
Color measurement of anodized aluminum parts The color of anodized aluminum parts should be measured. |
|
|||||
APP N° 515
|
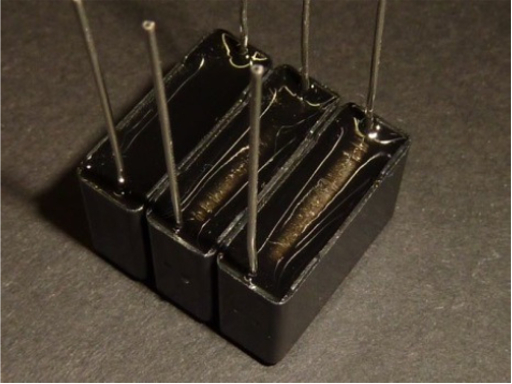
Kontrola povrstvení na čelní straně fóliového kondenzátoru Kontrolovat se má čelní strana fóliových kondenzátorů, zda je dvojnásobně povrstvena. Coating control at the front side of film capacitors The double coating at the front side of film capacitors should be controlled. |

|
|||||
APP N° 514
|
Kontrola zalévací hmoty těles kondenzátorů Kontrolovat se má správné zakrytí materiálu kondenzátoru zalévací hmotou. Casting compound control at capacitor housings The casting compound of capacitor housings should be controlled. |
|
|||||
APP N° 407
|
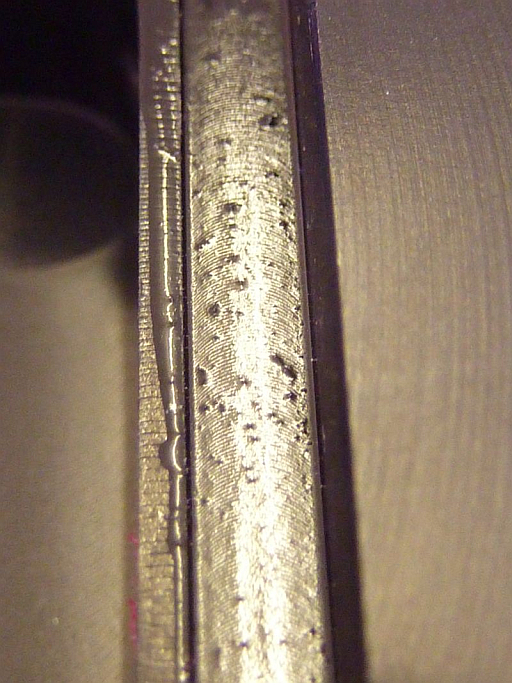
Rozpoznání zbytků plastu na kovových vláknech Na počátku kovového vlákny mají být rozpoznány zbytky plastu. Detection of plastic residues on the start of metal thread Plastic residues on the start of metal threads should be detected. |

|
|||||
APP N° 398
|
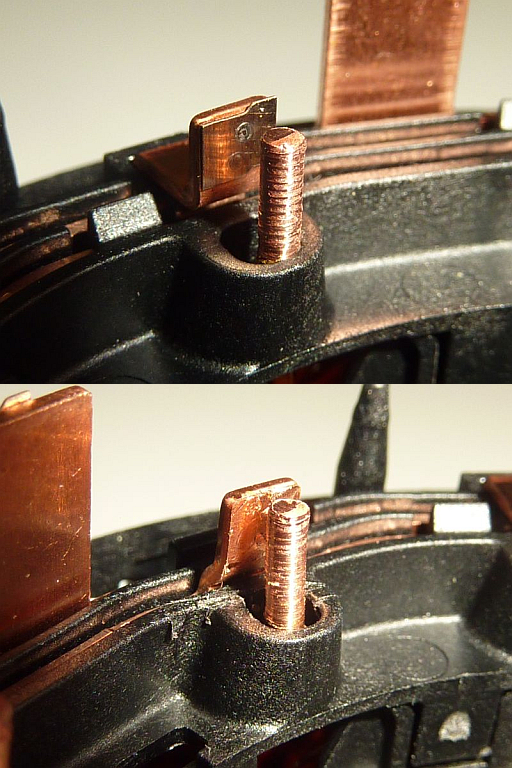
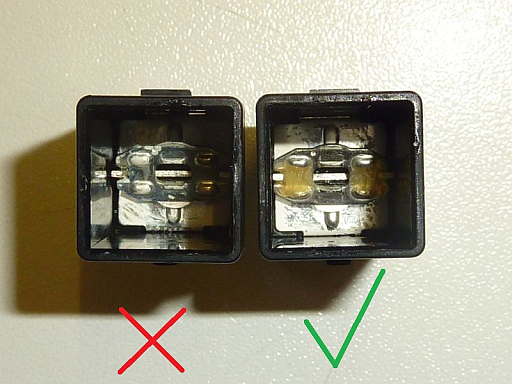
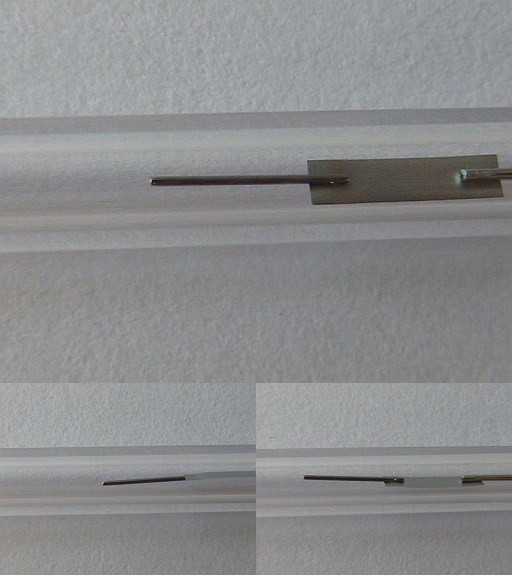
Kontrola přítomnosti kovové destičky na měděném kontaktu Má se testovat přítomnost kovové destičky na měděném kontaktu. Presence control of small metal plates on a copper contact The presence of a small and thin metal plate should be detected. |
|
|||||
APP N° 388
|
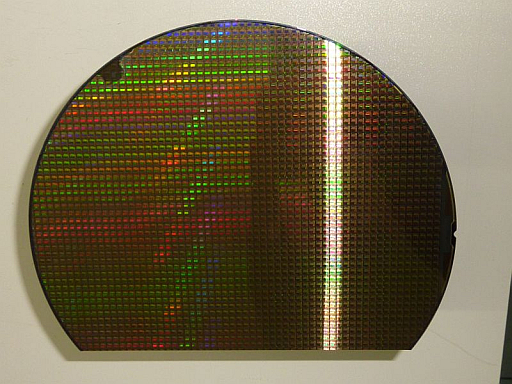
Detekce hran waferů Mají být bezpečně zaznamenány hrany waferů, jejichž tloušťka činí 80 µ. Wafer edge detection The edges of wafers with a thickness of 80µm should be detected. |
|
|||||
APP N° 339
|
Zjištění výšky smyčky vysekávaných pásků na navíječkách a odvíječkách Má se kontrolovat výšková poloha kovových pásků. Přitom je nutné vzít v úvahu, že právě úzké kovové pásky mají sklon k výkyvům do strany a kromě toho jsou vystaveny vysokým zrychlením. Metal sheet height control on rewinders and unwinders in the stamping industry The position of metal stripes on re- and unwinders should be controlled. At this, it has to be taken into account that the metal stripes, especially the small bands, are oscillating and the acceleration can be very high. |
|
|||||
APP N° 333
|
Kontrola frekvence průmyslových větráků Kontrolovat se má frekvence průmyslově používaných ventilátorů. Dále se má kontrolovat směr otáčení. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 303
|
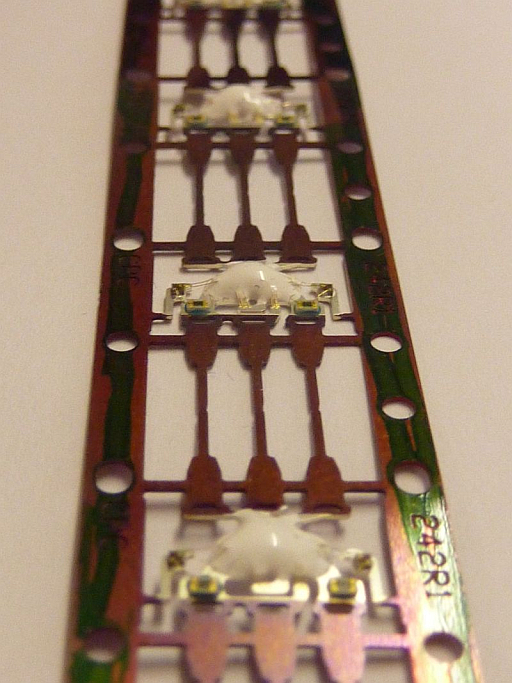
Kontrola výšky zalévací hmoty tzv. lead frame Polovodičové čipy na lead frame jsou potahovány zalévací hmotou. Musí se kontrolovat výška této zalévací hmoty. Zalévací hmota je bílá nebo transparentní. Dome height inspection of lead frames The height of the domes on lead frames should be controlled. Even a transparent coating can be controlled. |
|
|||||
APP N° 291
|
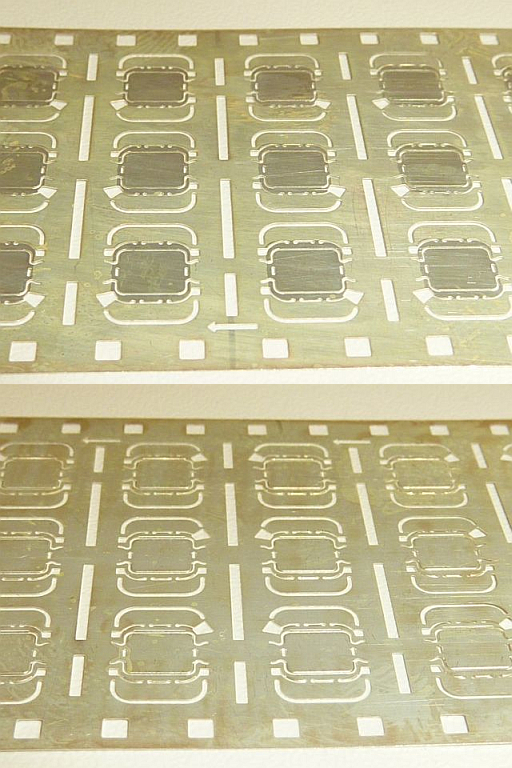
Kontrola lesku nosného kovového proužku polovodičů, tzv. lead frame Má být kontrolován lesk tzv. lead frame, a to na místech, kde má být během následného výrobního procesu umístěn polovodičový čip. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
|||||
APP N° 261
|
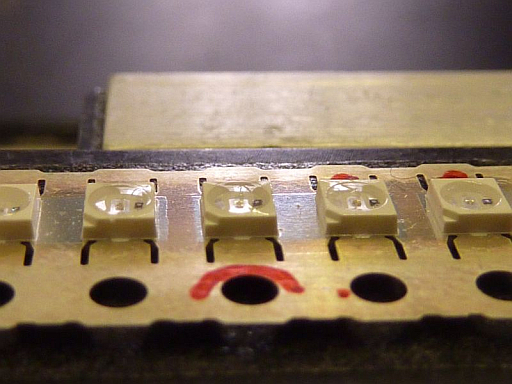
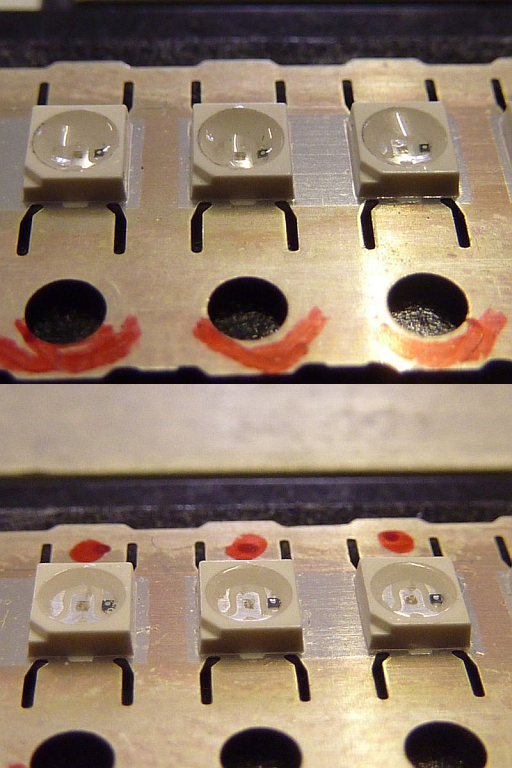
Kontrola zalévací hmoty SMD LED Kontrolovat se má stav naplnění vzhledově transparentní zalévací hmoty SMD LED. Přitom se nesmí překročit určitá výška zalévací hmoty (přeplnění). Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
|||||
APP N° 260
|
Kontrola stavu naplnění transparentní zalévací hmoty SMD LED Kontrolovat se má nedostatečný stav naplnění transparentní zalévací hmoty SMD LED. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
|||||
APP N° 250
|
Kontrola přítomnosti primeru na černě eloxovaném hliníkovém povrchu Má se kontrolovat, zda je na černě eloxovaném povrchu celistvá vrstva primeru. Přitom je možné senzorem objíždět odpovídajícím způsobem obrys hliníkového tělesa, a to za pomoci jednotky přestavitelné v X, Y. Presence control of a primer on black anodized aluminum The presence of a primer coating on black anodized aluminum should be controlled. |
|
|||||
APP N° 249
|
Kontrola přítomnosti těsnicí hmoty Má se kontrolovat, zda je černá lesklá těsnicí páska vložena do černě eloxovaného hliníkového tělesa bez mezer. Sealing bead presence control The presence of a sealing bead on aluminum housing should be controlled. Gaps should be detected. |

|
|||||
APP N° 245
|
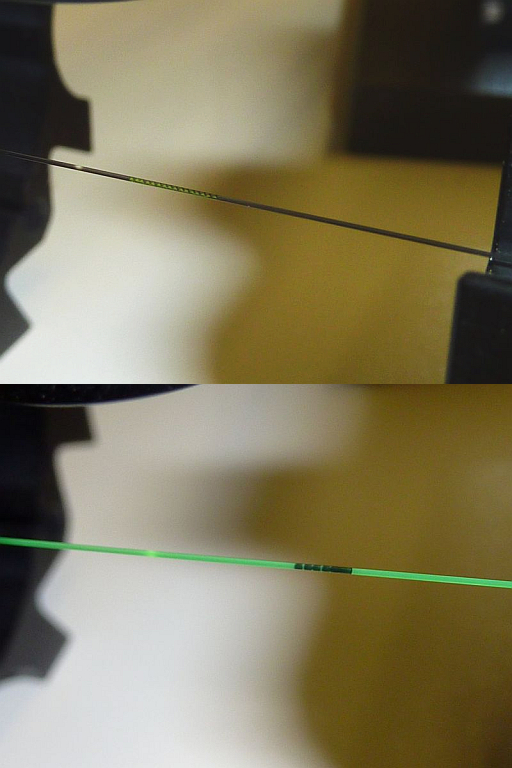
Detekce barevných značek na skleněných vláknech Na povrstvených skleněných vláknech se má provádět detekce barevných značek. Transportní rychlost skleněných vláken činí cca 10 m/s. Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
|
|||||
APP N° 244
|
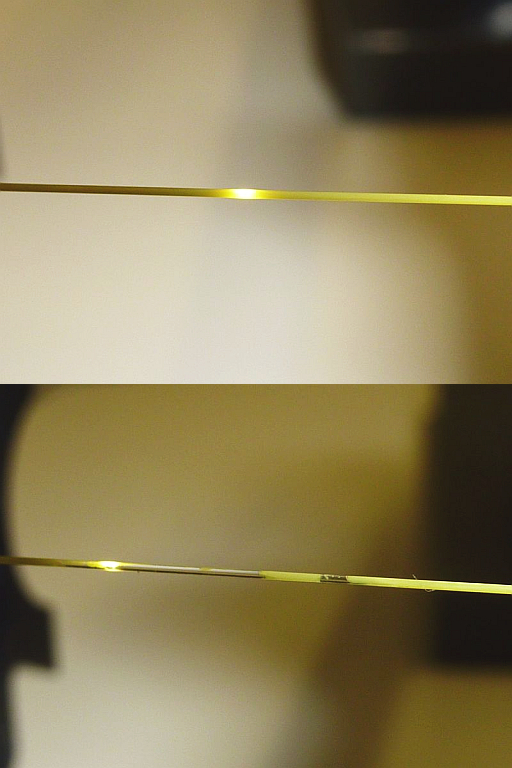
Kontrola barvy plastového povlaku světelných vodičů Kontrolovat se má plastový plášť skleněného vlákna. Přitom se musí rozpoznat sedřená místa, jakož i znečištění světelného vodiče, a to i při výrobní rychlosti 10 m/s. Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
|
|||||
APP N° 236
|
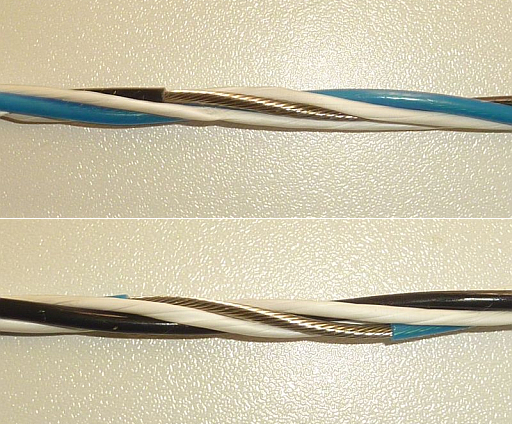
Rozpoznání odizolovaných kabelů v kabelovém svazku Má se provádět detekce odizolovaného úseku kabelu uvnitř několika skroucených vedení. Detection of uninsulated cables in a twisted cable assembly Uninsulated cables should be detected in a twisted cable assembly. |
|
|||||
APP N° 221
|
Kontrola přítomnosti maziva v elektromechanické komponentě Má se kontrolovat výskyt maziva v elektromechanické konstrukční součástce. Presence control of grease in an electrical component The presence of grease on a metal part inside an electrical component should be checked. |
|
|||||
APP N° 208
|
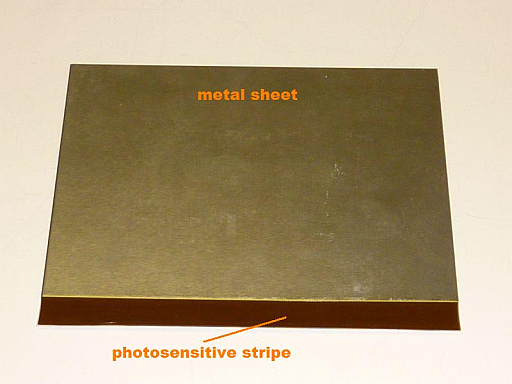
Rozpoznání světlocitlivého proužku na kovové desce Má být rozpoznán světlocitlivý proužek na kovové desce, přitom se nesmí zapomínat na to, že kvůli fotosenzitivnímu materiálu se musí pracovat ne ve viditelném, nýbrž spíše v IR rozsahu. Detection of a photosensitive stripe on a metal plate A photosensitive stripe should be detected on a metal sheet. At this, lightning sources which are working in the visible range cannot be used. |
|
|||||
APP N° 188
|
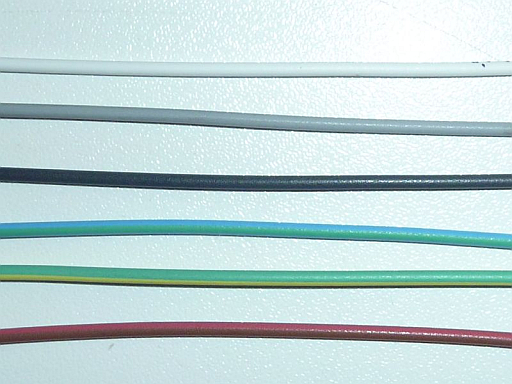
Inline-kontrola barvy izolovaných licen a drátů Během výroby kabelů se má kontrolovat barva plastové izolace. Přitom je nutné vzít v úvahu, že lesk povrchu izolace se může kvůli výkyvům teploty a vzdušné vlhkosti měnit, kvůli čemuž je nutné použít senzor barvy, který je schopen efekt lesku téměř potlačit. Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
|||||
APP N° 170
|
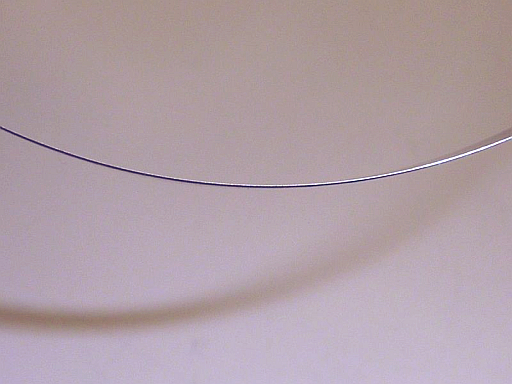
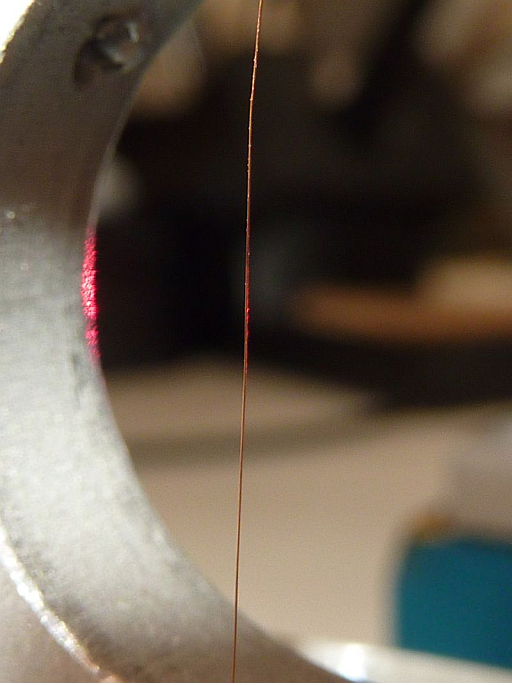
Kontrola výskytu izolační vrstvy na tenkých kovových drátech Má se měřit průměr tenkého kovového drátu. Tloušťka drátu podává informaci o přítomnosti izolační vrstvy. Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 154
|
Rozpoznání držáku žhavicí spirály během transportu žárovkové skleněné baňky Během lineárního transportu žárovkových skleněných baněk se má testovat poloha držáku žhavicí spirály. Z prostorových důvodů nelze použít prosvětlovací systém. Detection of the distance holders of a filament in a bulb The position of the distance holders of a filament should be controlled. There is only a chance to use a reflective system due to space reasons. The bulb together with the filament and the holders can be moved position controlled. |
|
|||||
APP N° 145
|
Rozlišování povrstvených a nepovrstvených drátů Mají být kontrolovány dráty, které jsou povrstvené, a v tomto stavu mají průměr cca 0,12 mm. Differentiation of coated wires from uncoated wires Wires of approximately 0.12mm in diameter must be coated and it should be monitored, whether the coating is present or not. |
|
|||||
APP N° 138
|
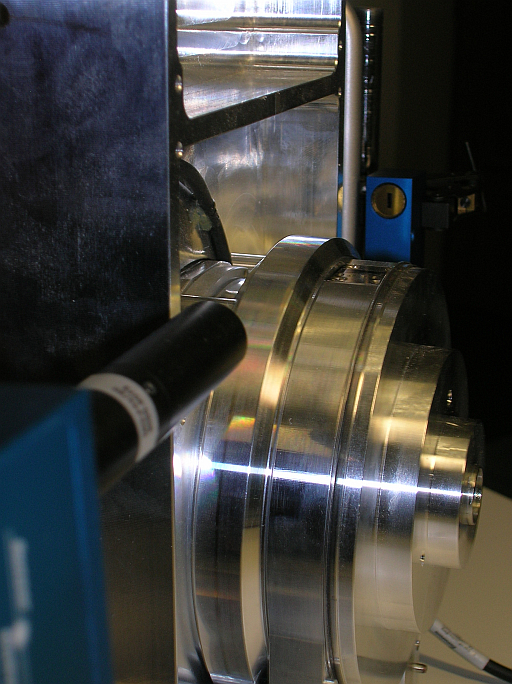
Kontrola výstřednosti hnacího kotouče z hliníku Má se kontrolovat výstřednost hnacího kotouče z hliníku. Hnací kotouč slouží pro odvíjení, popř. navíjení filmového materiálu, výstřednost proto nesmí překročit hodnotu 10 µm. Eccentricity control of an aluminum drive disk The eccentricity of an aluminum driving disk, which is used for winding and rewinding of film strips, should be controlled with an accuracy of approximately 10µm. |
|
|||||
APP N° 125
|
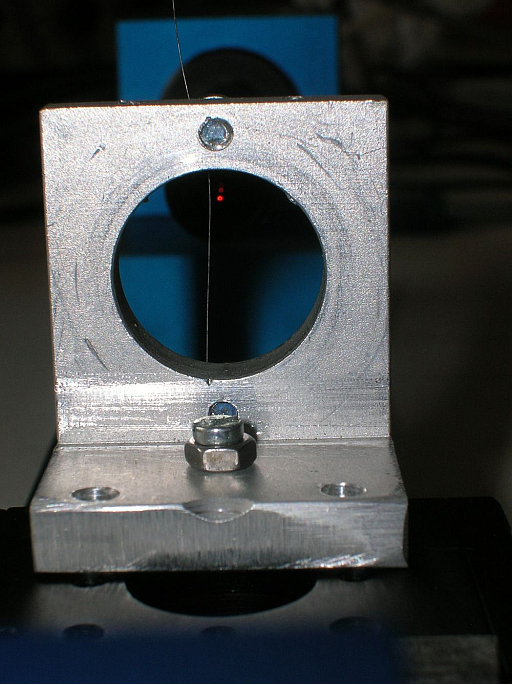
Polohování drátu ve skleněném pístu Začátek drátu musí být přesně umístěn ve skleněném pístu, přitom je nutné vzít v úvahu, že drát může být ohnutý a z toho důvodu nemusí nutně ležet v ose symetrie skleněného pístu. Vnitřní průměr skleněného pístu činí přibližně 1,8 mm a průměr drátu činí asi 0,3 mm. Positioning of a filament in a bulb A filament must be positioned precisely into a bulb. It should be noted that the filament can be bent, thus the end of the filament lies not on the symmetrical axis of the bulb. The inner diameter of the bulb is equal to approximately 1.8mm and the diameter of the filament is around 0.3mm. |
|
|||||
APP N° 114
|
Rozlišení jednobarevných a dvoubarevných kabelů Během procesu navíjení a bezprostředně po nanesení druhé barvy má být kabel překontrolován, zda se na něm tato druhá barva nachází. Přitom je nutné vzít v úvahu, že kabel se při přepravní rychlosti 15 m/s otočí za dobu 0,5 s jednou okolo vlastní osy. Toto otáčení lze použít pouze pro testování barevného nánosu, když barevná stopa má šířku 0,8 mm při průměrech kabelů od 1,35 mm do 3 mm. Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
|
|||||
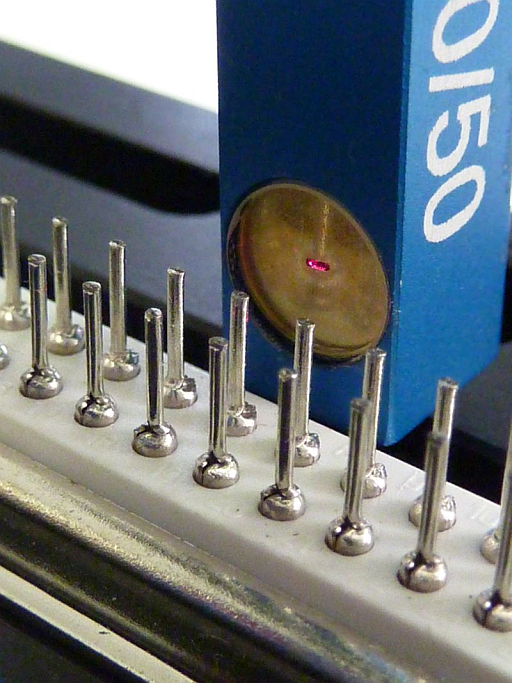
APP N° 107
|
Kontrola průměru pinů na zástrčkových lištách Má se kontrolovat šířka pinů na zástrčkových lištách. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
|||||
APP N° 106
|
Kontrola výšky pinů na elektrických komponentách Během výroby má být kontrolovány výška pinů na elektrických komponentách. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |

|
|||||
APP N° 102
|
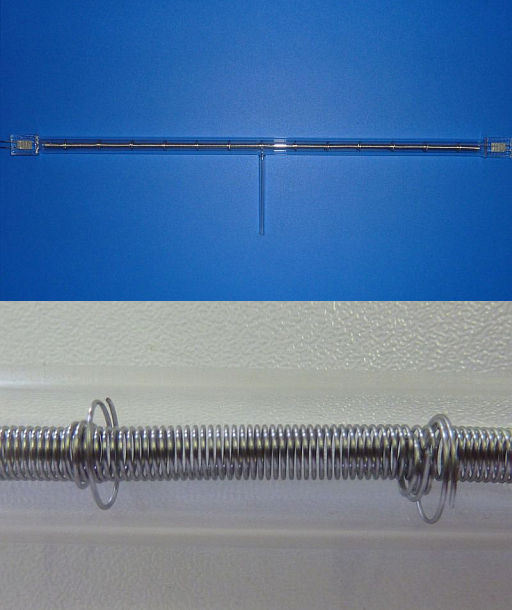
Zjištění polohy vinutého úseku žhavicího vlákna Má být zjištěna poloha vinuté části žhavicího vlákna, na žhavicím vlákně jsou přitom dva různě navinuté úseky, a odlišná je i jejich délka. Výrobní rychlost přitom činí asi 0,02 m/s a průměr žhavicího vlákna se přitom pohybuje podle typu mezi 0,3 mm a 1,5 mm, maximální stoupání šroubovice je asi 1 mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
|||||
APP N° 91
|
Rozlišení jedno- a dvoubarevných kabelů Během výroby kabelů se mají rozlišovat jedno- a dvoubarevné kabely. Kabely se přitom vyrábějí rychlostí 15 m/s; produkce zahrnuje různé průměry kabelů, počínaje 1,35 mm. Kabely se za 0,5 s otočí jednou okolo vlastní osy. Šířka druhého barevného nánosu činí asi 0,8 mm. Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |

|
|||||
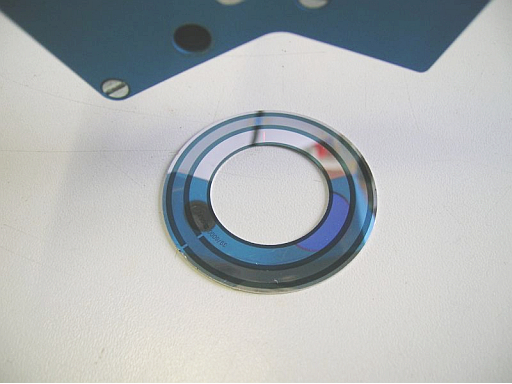
APP N° 56
|
Měření vzdálenosti k disku enkodéru se zrcadlovou vrstvou Má se měřit vzdálenost k pokovenému skleněnému povrchu. Measurement of the height difference of holographic encoder disks The height of holographic encoder disks must be controlled in a non contact way. |
|
|||||
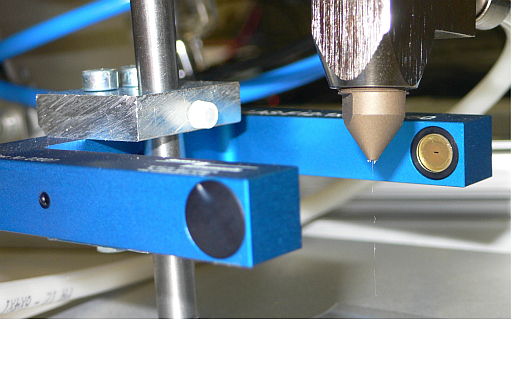
APP N° 54
|
Kontrola přívodu tavidla bezprostředně před selektivním pájením Selektivní pájení ve spojení se selektivním přívodem tavidla se stává stále důležitějším, zejména u desek tištěných spojů, osazovaných smíšenou technologií. Pomocí selektivního přívodu tavidla se tavidlem smáčí pouze ty plochy, které budou pájeny v následujícím pracovním kroku. Předpokladem pro bezvadný pájený spoj je smáčení pájeného povrchu tavidlem. Cíleného nanesení tavidla se dosáhne například pomocí piezo trysky; směr letu, jakož i počet kapiček a velikost kapiček tavidla mají být kontrolovány bezprostředně u trysky. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
|||||
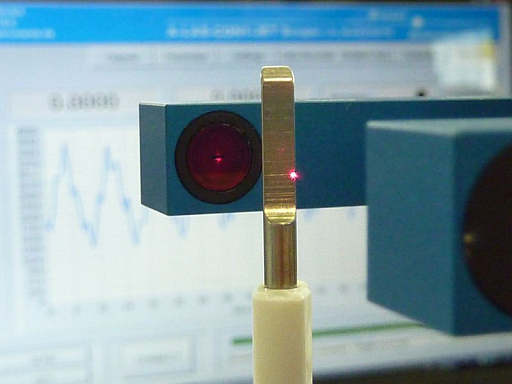
APP N° 49
|
Měření výstřednosti dříku elektrického zubního kartáčku Kontrolovat se má frekvence a amplituda dříku elektrického zubního kartáčku. Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
|
|||||
APP N° 48
|
Kontrola barvy LED Má se hlídat barva LED v elektrických zubních kartáčcích. Přitom se musí kontrolovat pulzní sekvence LED. LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
|||||
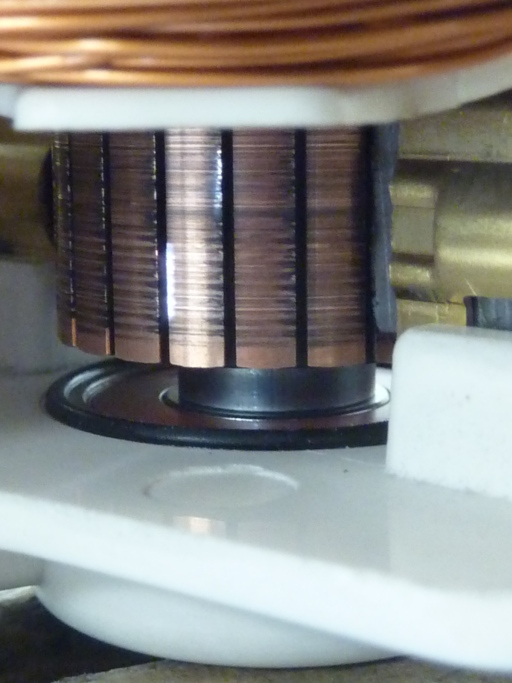
APP N° 26
|
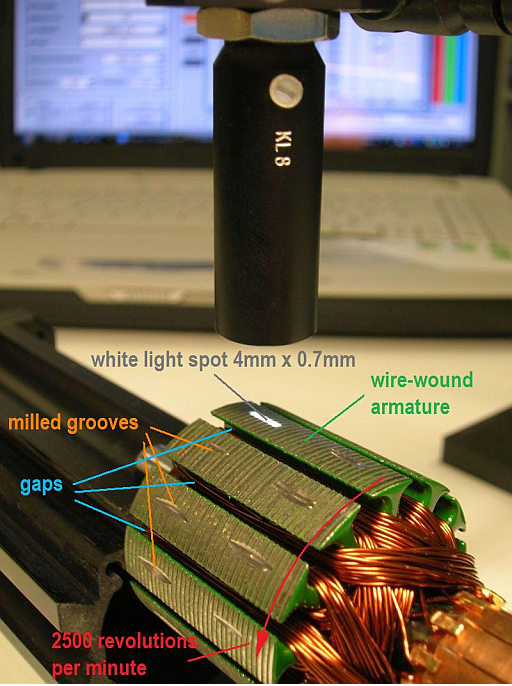
Detekce mezer a gravura na kotvách E-motoru Na kotvách E-motorů se má provádět detekce mezer a gravur. Max. otáčky přitom činí 2500 ot./min. Groove and gap detection on wire-wound armature The gaps as well as the milled grooves on wire-wound armatures should be detected during the electronic balancing process. The maximum speed is around 2500 revolutions per minute. |
|
|||||
APP N° 6
|
Rozpoznání lepicího místa výchozího materiálu desek tištěných spojů Na výchozím materiálu desek tištěných spojů (který je zpravidla navinut na cívce jako nekonečný pásek) se mají během procesu odvíjení kontrolovat lepicí místa. Detection of the bonding surface of raw material for PCBs The raw material of the printed circuit board is normally placed on a coil as an “endless” belt and anywhere on the belt there is a bonding surface which has to be detected during the unwinding. |

|